- Контроль сварных соединений

Содержание
- 2. . Общая характеристика сварных соединений Сварным соединением называется неразъемное соединение, выполненное сваркой. При сварке плавлением в
- 3. Классификация дефектов В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать
- 4. Дефекты сварных соединений могут классифицироваться по : причинам возникновения и месту их расположения, форме, размеру, размещению
- 5. Дефекты сварных швов являются следствием неправильного выбора или нарушения технологического процесса, применения некачественных сварочных материалов и
- 6. Наиболее известной является классификация дефектов, рекомендованная межгосударственным стандартом ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением.
- 7. По ГОСТ 30242-97 трещиной называется несплошность, вызванная местным разрывом шва или околошовной зоны, который может возникнуть
- 8. Газовая полость (по ГОСТ 30242-97) – это полость произвольной формы, не имеющая углов, образованная газами, задержанными
- 9. К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ
- 10. Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного
- 11. Несплавлением (401) называется отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного
- 12. Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от
- 13. Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва
- 14. Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при
- 15. Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл
- 16. Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле
- 17. При сварке трещины могут образовываться в процессе кристаллизации (горячие трещины) и в процессе фазовых и структурных
- 18. Холодные трещины образуются при охлаждении сварного шва ниже 200-300°С преимущественно в зоне термического влияния. Процесс их
- 19. Способы контроля сварных соединений Сварные соединения считают качественными, если они не имеют недопустимых дефектов и их
- 20. Сварное соединение проверяется внешним осмотром, металлографическими исследованиями, химическим анализом, механическими испытаниями, просвечиванием рентгеновскими лучами и гамма-излучением,
- 21. Визуальный и визуально-оптический контроль. Внешний осмотр выявляет наружные дефекты шва. Осмотр производят невооруженным глазом или с
- 22. К неразрушающим физическим методам относятся: радиационный (радиографический) контроль просвечиванием швов; ультразвуковой контроль (УЗД); магнитный и электромагнитный
- 23. Ультразвуковой контроль (УЗК) Суть ультразвукового метода заключается в излучении в изделие и последующем принятии отраженных ультразвуковых
- 24. Для проведения ультразвукового контроля в зависимости от конкретных условий (марки материала, его толщины, геометрических особенностей поверхностей
- 25. К главным преимуществам ультразвукового контроля качества металлов и сварных соединений относятся: высокая точность и скорость исследования,
- 26. К основным недостаткам УЗК относятся: при ультразвуковой дефектоскопии невозможно определить реальные размеры дефекта, т.к. размер дефекта
- 27. Радиационные виды контроля К радиационным видам контроля относятся просвечивание сварных соединений рентгеновским излучением и гамма-излучением. Радиографический
- 28. После проведения рентгенографирования радиографические пленки проявляются, после чего производится их расшифровка с помощью негатоскопа с целью
- 29. Основные возможности рентгеновского контроля: - Возможность обнаружить такие дефекты, которые невозможно выявить любым другим методом -
- 30. Магнитопорошковый метод неразрушающего контроля Магнитный контроль используется для обнаружения дефектов в объектах с самыми различными размерами
- 31. Вихретоковый метод контроля. Вихретоковый метод контроля основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем
- 32. Методы устранения дефектов сварных швов Неполномерность швов устраняется наплавкой дополнительного слоя металла. При этом наплавляемую поверхность
- 34. Скачать презентацию
 Аппликация из кругов
Аппликация из кругов Транспортирование строительных грузов
Транспортирование строительных грузов ПРЕЗЕНТАЦИЯ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ
ПРЕЗЕНТАЦИЯ ОБРАЗОВАТЕЛЬНОЙ ПРОГРАММЫ The fundamentals of english grammar. The verb to be
The fundamentals of english grammar. The verb to be Обыкновенные дроби
Обыкновенные дроби 8 класс Чистые вещества и смеси
8 класс Чистые вещества и смеси Личное дело воспитанника
Личное дело воспитанника Основы логики. Логические операции и таблицы истинности
Основы логики. Логические операции и таблицы истинности Урок: Окислительно-восстановительные реакции 11 класс
Урок: Окислительно-восстановительные реакции 11 класс Аппараты до 1000В. Рубильники
Аппараты до 1000В. Рубильники Системы возбуждения
Системы возбуждения Проблемы формирования нравственных ценностей у детей дошкольного возраста.
Проблемы формирования нравственных ценностей у детей дошкольного возраста. Digital Design and Computer Architecture. Introdution
Digital Design and Computer Architecture. Introdution Механизм государства: понятие и структура
Механизм государства: понятие и структура Реле в электротехнике
Реле в электротехнике Классный час Берегите Язык
Классный час Берегите Язык A FPGA Accelerated AI for Connect-5
A FPGA Accelerated AI for Connect-5 Фразеологизмы. Мультимедийный урок
Фразеологизмы. Мультимедийный урок презентация к уроку: Мы изучаем США.
презентация к уроку: Мы изучаем США. Презентация Степень окисления 8 класс
Презентация Степень окисления 8 класс Порядок и формы проведения государственной итоговой аттестации выпускников 9 классов в 2016- 2017 учебном году
Порядок и формы проведения государственной итоговой аттестации выпускников 9 классов в 2016- 2017 учебном году Сказка Звездочки
Сказка Звездочки Поверхносная закалка стали
Поверхносная закалка стали Что такое право
Что такое право Выбор и обоснование технологических баз
Выбор и обоснование технологических баз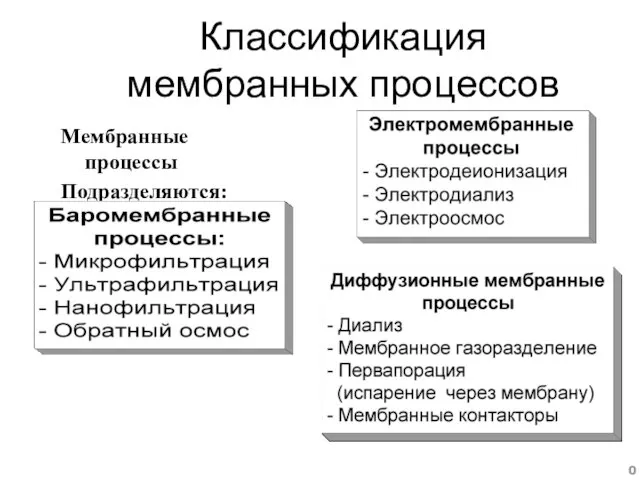 Классификация мембранных процессов
Классификация мембранных процессов ПОЛЯРИЗАЦИЯ
ПОЛЯРИЗАЦИЯ Асинхронный тяговый привод
Асинхронный тяговый привод