- Литье под давлением реактопластов

Содержание
- 2. Оборудование: плунжерные и червячные литьевые машины Режимы - инжекционный и интрузионный ТРЕБОВАНИЯ К СЫРЬЮ: Размер гранул:
- 3. Три группы материалов по технологическим свойствам: Материалы I группы - переработка на плунжерных литьевых машинах; Материалы
- 4. ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
- 5. ФОРМОВАНИЕ 1. Загрузка пресс-порошка в пластикационный цилиндр из бункера с мешалкой, для предотвращения зависания. 2. Перевод
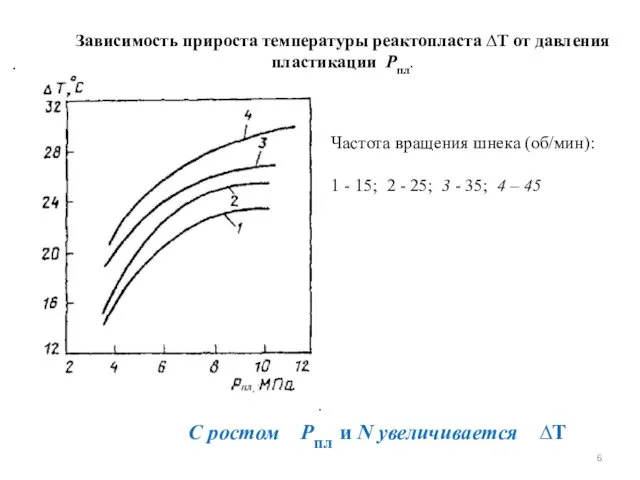
- 6. . . С ростом Рпл и N увеличивается ∆T Зависимость прироста температуры реактопласта ∆T от давления
- 7. Зависимость пластикационной производительности литьевой машины Qпл от частоты вращения шнека N (при Т=const); Рпл (МПа): 1-
- 8. Набор материала в пластикационный цилиндр : доза материала должна соответствовать объему впрыска, для исключения отверждения материала
- 9. Зависимость времени заполнения формы tзап от температуры расплава на входе в форму Тм впр, при температуре
- 10. ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
- 11. ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
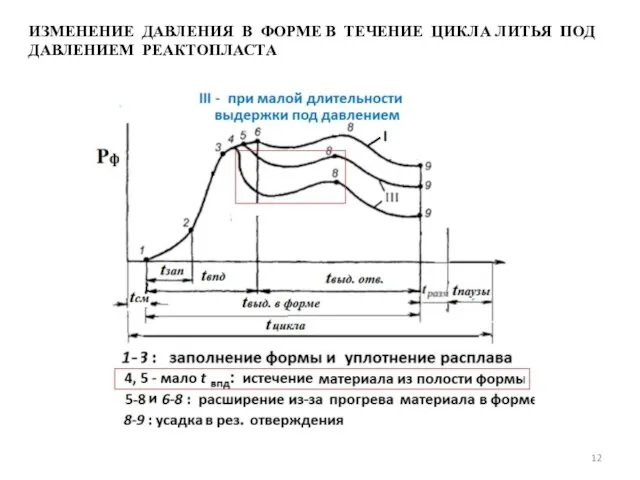
- 12. ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
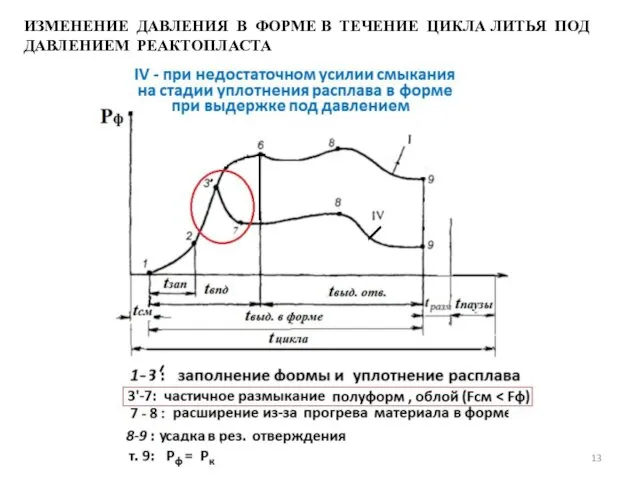
- 13. ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
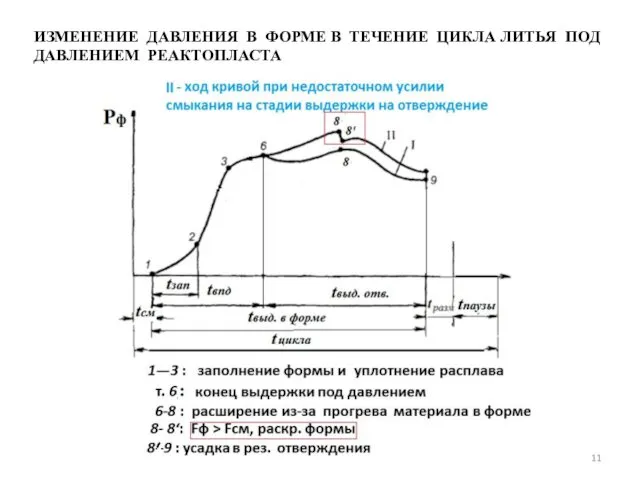
- 14. II - ход кривой при недостаточном усилии смыкания на стадии выдержки на отверждение; II - при
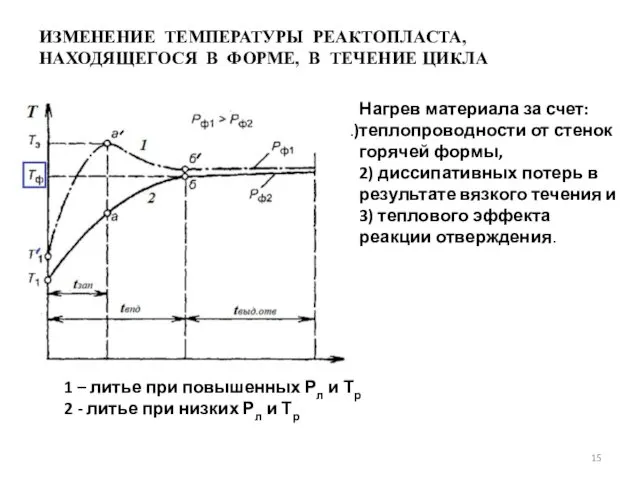
- 15. ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА Нагрев материала за счет: теплопроводности от стенок
- 16. Выдержка под давлением После заполнения формующей полости расплавом (tзап ) начинается выдержка под давлением (tвпд ).
- 17. Выдержка на отверждение в форме (tвыд. отв ) Масса изделия постоянна. На этой стадии обеспечивается необходимая
- 18. РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ Температура материала на выходе из шнека Т: где Тц -
- 19. Длительность выдержки под давлением (tвпд): где tотв. пл – по пластометру Канавца, с; tпл - время
- 20. Если Тм где К1 и К2 - учет формы изделия; δ - толщина стенки формуемого изделия,
- 21. Усилие смыкания формы FCM : Зависимость содержания нерастворимых продуктов т (▬), разрушающего напряжения при изгибе σИ
- 23. Скачать презентацию
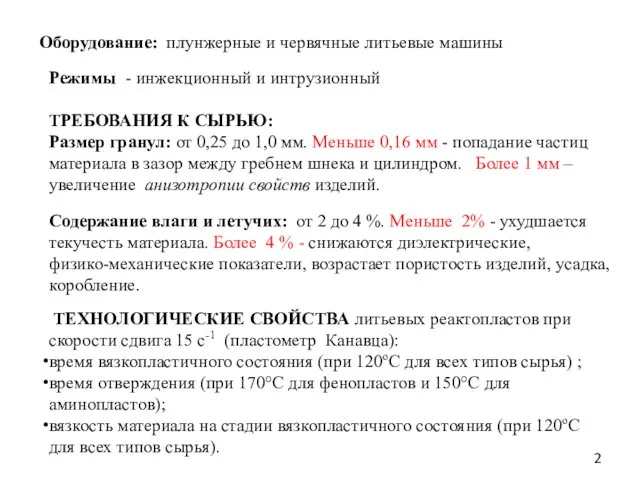
Оборудование: плунжерные и червячные литьевые машины
Режимы - инжекционный и интрузионный
ТРЕБОВАНИЯ К
Оборудование: плунжерные и червячные литьевые машины
Режимы - инжекционный и интрузионный
ТРЕБОВАНИЯ К
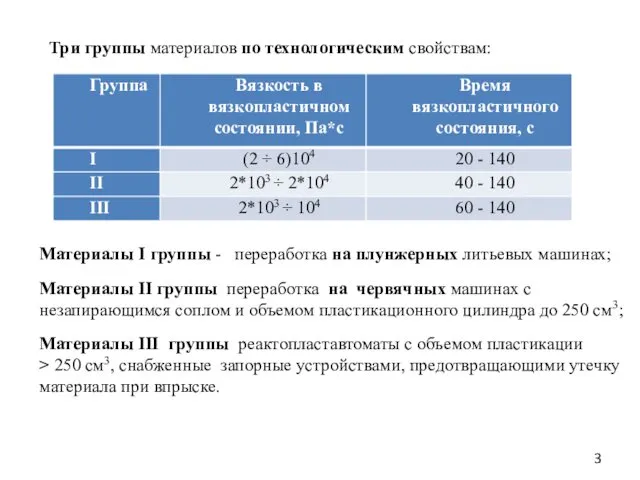
Три группы материалов по технологическим свойствам:
Материалы I группы - переработка на
Три группы материалов по технологическим свойствам:
Материалы I группы - переработка на
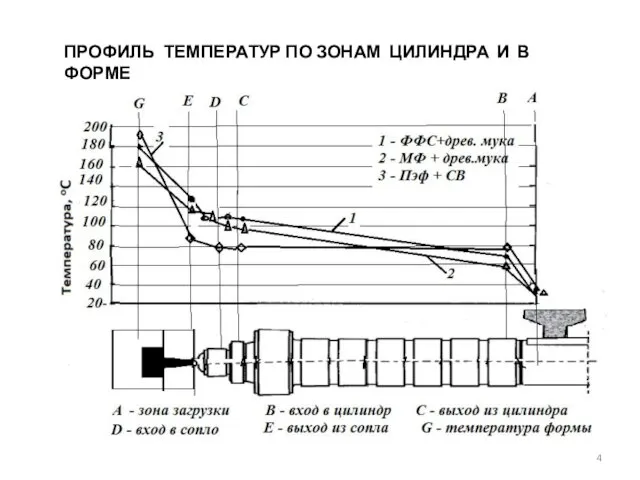
ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
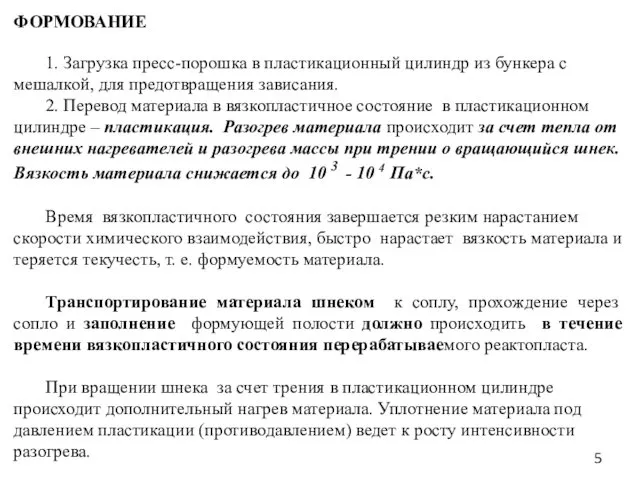
ФОРМОВАНИЕ
1. Загрузка пресс-порошка в пластикационный цилиндр из бункера с мешалкой,
ФОРМОВАНИЕ
1. Загрузка пресс-порошка в пластикационный цилиндр из бункера с мешалкой,
.
.
С ростом Рпл и N увеличивается ∆T
Зависимость прироста
.
.
С ростом Рпл и N увеличивается ∆T
Зависимость прироста
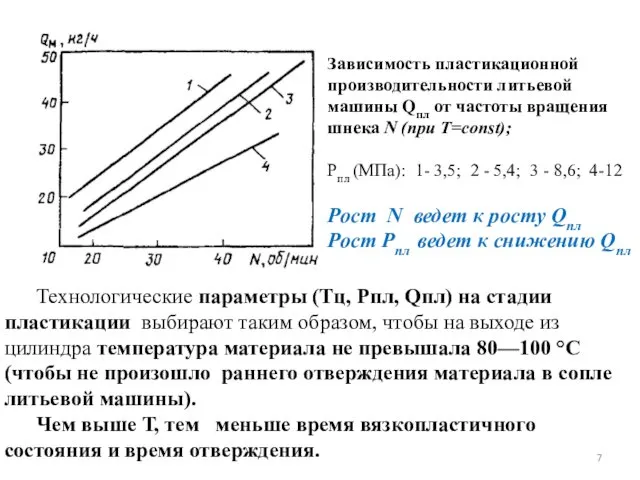
Зависимость пластикационной производительности литьевой
машины Qпл от частоты вращения шнека N
Зависимость пластикационной производительности литьевой
машины Qпл от частоты вращения шнека N
Набор материала в пластикационный цилиндр :
доза материала должна соответствовать объему
Набор материала в пластикационный цилиндр :
доза материала должна соответствовать объему
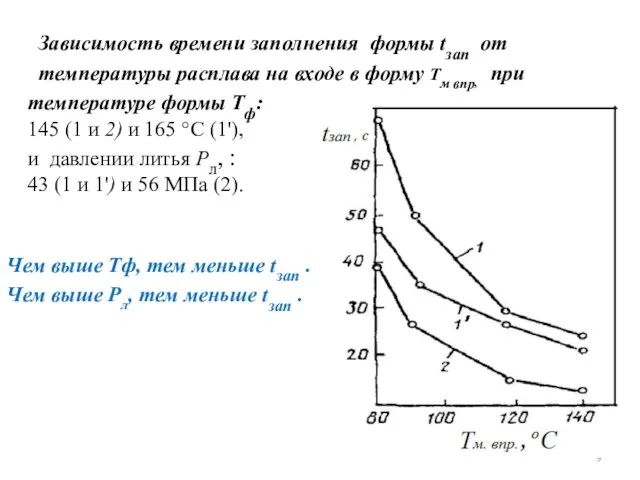
Зависимость времени заполнения формы tзап от
температуры расплава на входе
Зависимость времени заполнения формы tзап от
температуры расплава на входе
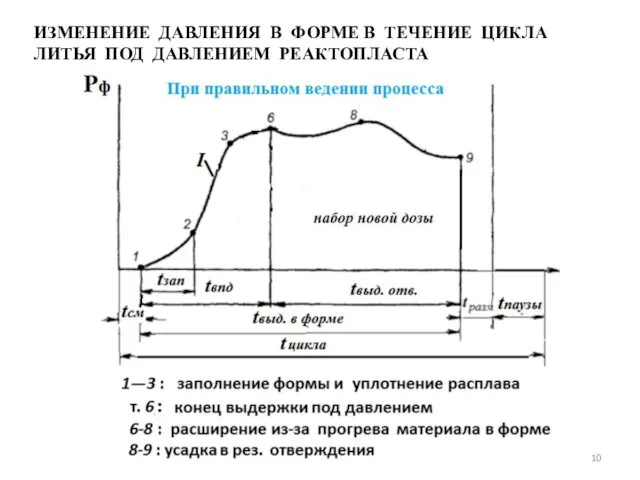
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
ИЗМЕНЕНИЕ ДАВЛЕНИЯ В ФОРМЕ В ТЕЧЕНИЕ ЦИКЛА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТА
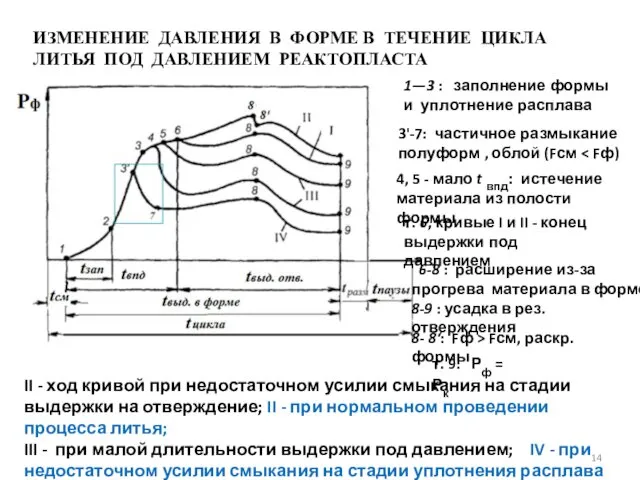
II - ход кривой при недостаточном усилии смыкания на стадии выдержки
II - ход кривой при недостаточном усилии смыкания на стадии выдержки
ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА
Нагрев материала за
ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА
Нагрев материала за
Выдержка под давлением
После заполнения формующей полости расплавом (tзап ) начинается выдержка
Выдержка под давлением
После заполнения формующей полости расплавом (tзап ) начинается выдержка
Выдержка на отверждение в форме (tвыд. отв )
Масса изделия постоянна.
На
Выдержка на отверждение в форме (tвыд. отв )
Масса изделия постоянна.
На
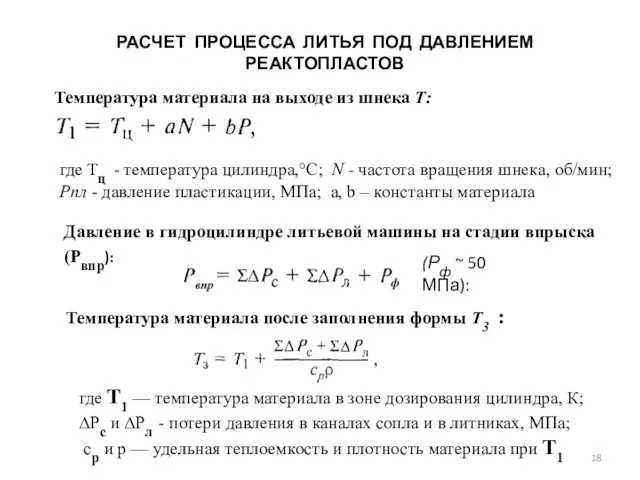
РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ
Температура материала на выходе из шнека
РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ
Температура материала на выходе из шнека
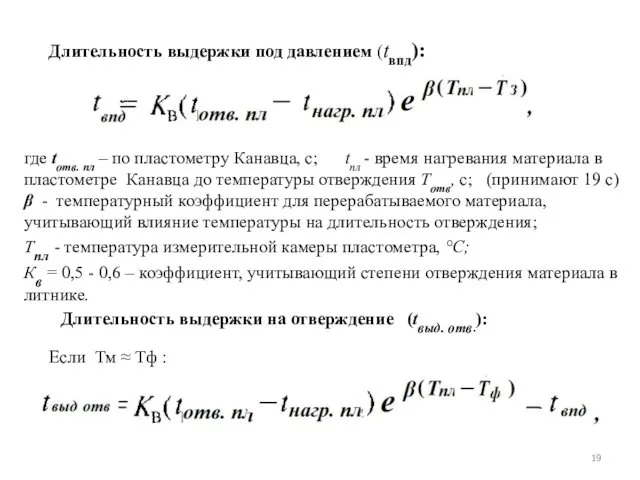
Длительность выдержки под давлением (tвпд):
где tотв. пл – по пластометру
Длительность выдержки под давлением (tвпд):
где tотв. пл – по пластометру
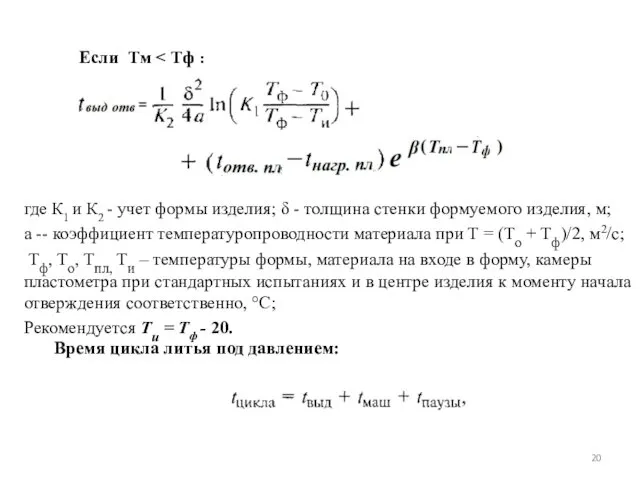
Если Тм < Тф :
где К1 и К2 - учет формы
Если Тм < Тф :
где К1 и К2 - учет формы
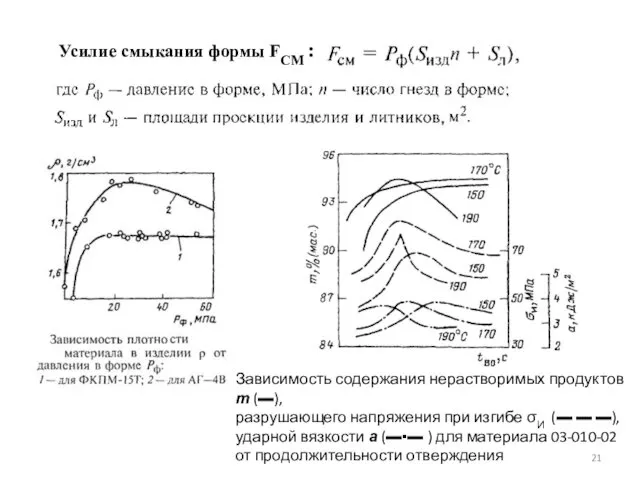
Усилие смыкания формы FCM :
Зависимость содержания нерастворимых продуктов т (▬),
разрушающего
Усилие смыкания формы FCM :
Зависимость содержания нерастворимых продуктов т (▬),
разрушающего
 Проект Радио, АО ИД Комсомольская правда. Итоги работы
Проект Радио, АО ИД Комсомольская правда. Итоги работы Система мониторинга и защиты мобильных и стационарных объектов Алмаз. Настройка и монтаж терминальных устройств серии Титан
Система мониторинга и защиты мобильных и стационарных объектов Алмаз. Настройка и монтаж терминальных устройств серии Титан Организация работы классного руководителя и воспитателя в свете национальной инициативы Наша новая школа
Организация работы классного руководителя и воспитателя в свете национальной инициативы Наша новая школа Сейсмические станции и группы
Сейсмические станции и группы Презентация Методы обучения в современной школе
Презентация Методы обучения в современной школе Трубопроводы, агрегаты
Трубопроводы, агрегаты Технология проведения камер по углю и по породе
Технология проведения камер по углю и по породе Анализ финансово-хозяйственной деятельности компании
Анализ финансово-хозяйственной деятельности компании Презентация к уроку: Горные породы и минералы
Презентация к уроку: Горные породы и минералы Теория непоршневого вытеснения нефти водой
Теория непоршневого вытеснения нефти водой Презентация День защиты детей.
Презентация День защиты детей. Презентация Теоретический семинар Подготовка обучающихся к участию в олимпиадах
Презентация Теоретический семинар Подготовка обучающихся к участию в олимпиадах Цветы для мамы. Композиция в технике оригами
Цветы для мамы. Композиция в технике оригами Правила слитных, раздельных и дефисных написаний наречий
Правила слитных, раздельных и дефисных написаний наречий Основы научно-исследовательской работы в школе. Выпускная квалификационная работа
Основы научно-исследовательской работы в школе. Выпускная квалификационная работа Метантенки, характеристика процессов брожения, протекающих в метантенках. Септикотенки
Метантенки, характеристика процессов брожения, протекающих в метантенках. Септикотенки Введение в Arduino
Введение в Arduino Религия. Православие
Религия. Православие Коллаж Волшебный осенний лес.
Коллаж Волшебный осенний лес. Книга памяти д. Мартяхино Тонкинского района Нижегородской области о земляках, погибших на фронтах Великой Отечественной войны
Книга памяти д. Мартяхино Тонкинского района Нижегородской области о земляках, погибших на фронтах Великой Отечественной войны Строевая подготовка. Строевая стойка и повороты на месте. Выход из строя и постановка в строй (занятие №23)
Строевая подготовка. Строевая стойка и повороты на месте. Выход из строя и постановка в строй (занятие №23) Мои любимые друзья. Открытки и стихи
Мои любимые друзья. Открытки и стихи Пословицы и поговорки – народная копилка евангельских нравственных принципов
Пословицы и поговорки – народная копилка евангельских нравственных принципов Геологическое строение территории России
Геологическое строение территории России График функции. Различные способы построения графиков функций
График функции. Различные способы построения графиков функций Духовная жизнь Серебренного века
Духовная жизнь Серебренного века Составное именное сказуемое
Составное именное сказуемое Урок-обобщение по теме Металлы в 9 классе Химический хоккей
Урок-обобщение по теме Металлы в 9 классе Химический хоккей