- Литейное производство, как технологический процесс

Содержание
- 2. Первые свидетельства возникновения металлургии датируются V-VI-м тысячелетием до нашей эры. В то время человеку, ещё использующему
- 3. Научившись создавать бронзу – сплав из олова и меди, человечество вступило в Бронзовый век.
- 4. Железный век Историки считают, что железо добыть было гораздо проще, нежели медь или олово, ведь оно
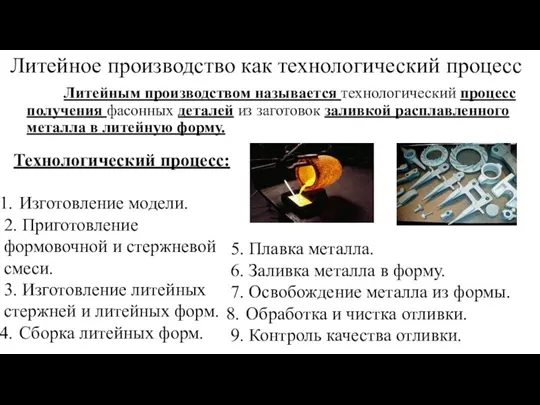
- 6. Литейное производство как технологический процесс Литейным производством называется технологический процесс получения фасонных деталей из заготовок заливкой
- 7. Классификация литейных сплавов чугуны и стали – сплавы железа с углеродом и другими элементами; сплавы алюминия
- 8. около 70 % всех отливок по массе изготовляют из чугуна и около 20 % – из
- 9. Требования к литейному сплаву 1. состав сплава должен обеспечивать получение заданных свойств отливки (физических, химических, физико-химических,
- 10. Требования к литейному сплаву 3. сплав должен быть по возможности простым по составу, легко приготовляться, не
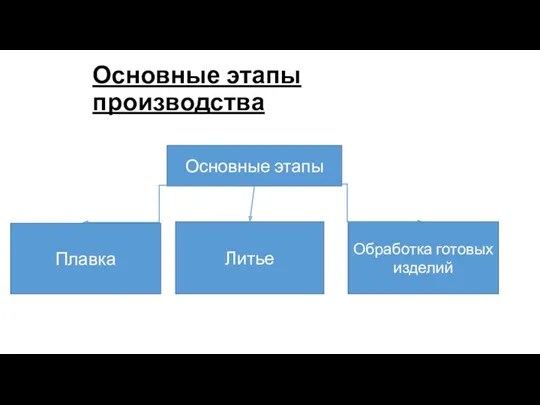
- 11. Основные этапы производства Основные этапы Плавка Литье Обработка готовых изделий
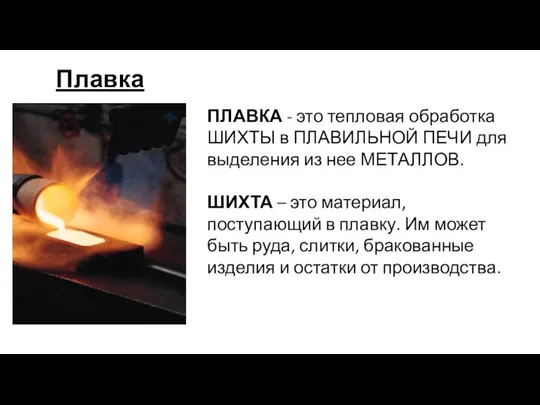
- 12. Плавка ПЛАВКА - это тепловая обработка ШИХТЫ в ПЛАВИЛЬНОЙ ПЕЧИ для выделения из нее МЕТАЛЛОВ. ШИХТА
- 13. Плавка древесный уголь борную кислоту хлористый кальций хлористый натрий хлористый калий хлористый барий (вещества на основе
- 14. СПОСОБЫ ЛИТЬЯ В ОДНОРАЗОВЫЕ ФОРМЫ ЛИТЬЕ В ПЕСЧАНЫЕ ФОРМЫ ЛИТЬЕ В ОБОЛОЧКОВЫЕ ФОРМЫ ЛИТЬЕ ПО ВЫПЛОВЛЯЕМЫМ
- 15. Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях
- 16. Литье в кокиль (металлическая форма) Технологический процесс: 1.Рабочую полость кокиля предварительно нагревают до 150°-180°С. 2.Кокиль покрываю
- 17. Преимущества литья в кокиль: Повышение производительности труда Повышение качества отливки, повышение стабильности показателей качества: механических свойств,
- 18. Недостатки литья в кокиль: Высокая стоимость, сложность и трудоемкость его изготовления. Ограниченная стойкость, измеряемая числом годных
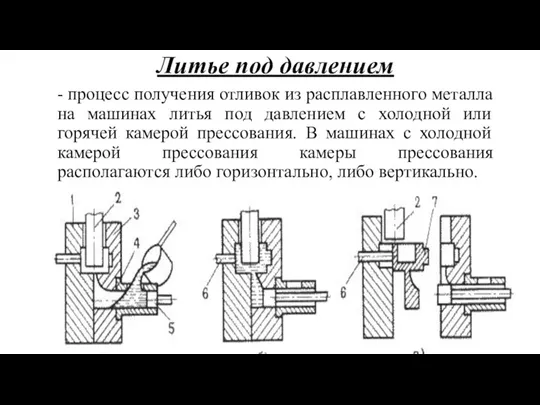
- 19. Литье под давлением - процесс получения отливок из расплавленного металла на машинах литья под давлением с
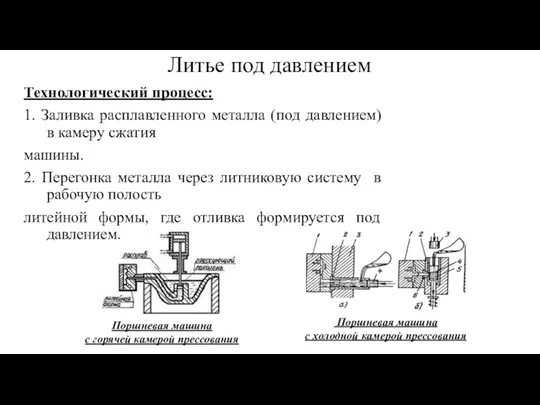
- 20. Литье под давлением Технологический процесс: 1. Заливка расплавленного металла (под давлением) в камеру сжатия машины. 2.
- 21. Преимущества литья под давлением: высокая производительность; высокое качество поверхности; точные размеры литого изделия; минимальная потребность в
- 22. Недостатки литья под давлением: ограниченная сложность конфигурации отливки (связанная с тем, что при отделении отливки от
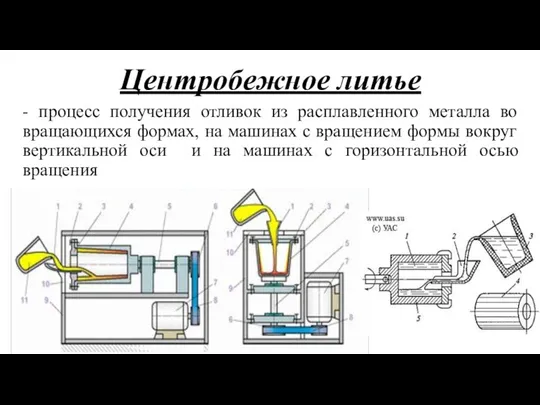
- 23. Центробежное литье - процесс получения отливок из расплавленного металла во вращающихся формах, на машинах с вращением
- 24. Преимущества центробежного литья: Отливки имеют плотную структуру; Центробежные отливки в меньшей степени загрязнены неметаллическими ; Для
- 25. Недостатки центробежного литья: Сложность получения точного размера отверстия в отливке; Четко выраженная ликвационная неоднородность сплава по
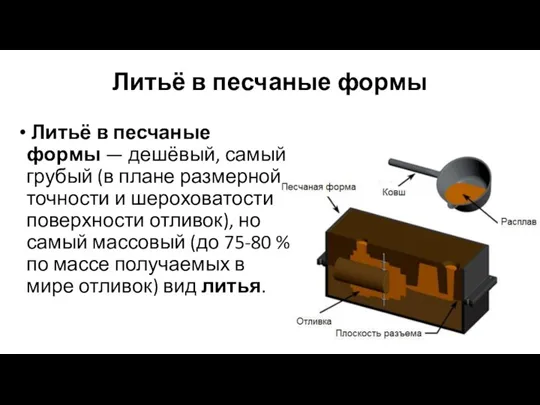
- 26. Литьё в песчаные формы Литьё в песчаные формы — дешёвый, самый грубый (в плане размерной точности
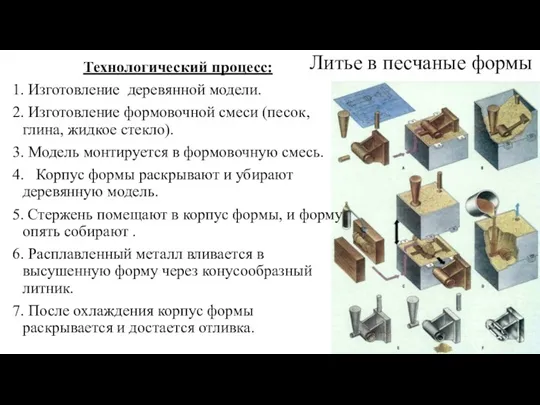
- 27. Литье в песчаные формы Технологический процесс: 1. Изготовление деревянной модели. 2. Изготовление формовочной смеси (песок, глина,
- 28. Преимущества литья в песчаные формы Конфигурация 1…6 групп сложности. Возможность механизировать производство. Дешевизна изготовления отливок. Возможность
- 29. Недостатки литья в песчаные формы Плохие санитарные условия. Большая шероховатость поверхности. Толщина стенок > 3мм. Вероятность
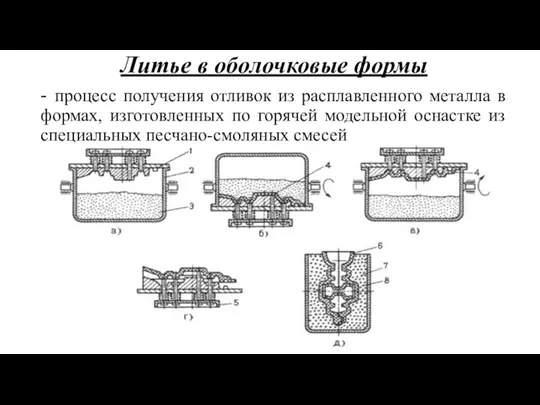
- 30. Литье в оболочковые формы - процесс получения отливок из расплавленного металла в формах, изготовленных по горячей
- 31. Технология изготовления оболочек включает в себя следующие операции: Нагрев модельной оснастки до 200 - 250 °С.
- 32. Преимущества литья в оболочковые формы уменьшение параметров шероховатости поверхности и существенное улучшение внешнего товарного вида; возможность
- 33. Недостатки литья в оболочковые формы относительно высокая стоимость смоляного связующего; сложность модельной и стержневой оснастки; повышенное
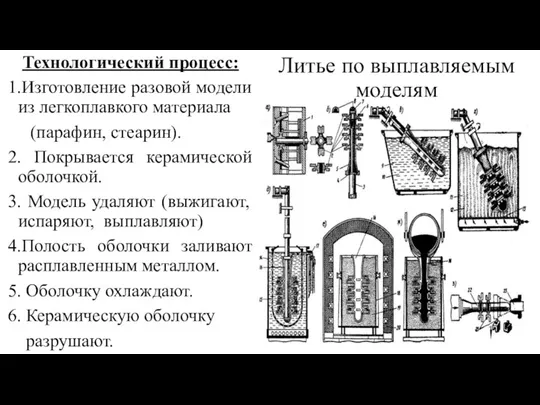
- 34. Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых
- 35. Литье по выплавляемым моделям Технологический процесс: 1.Изготовление разовой модели из легкоплавкого материала (парафин, стеарин). 2. Покрывается
- 36. отсутствие разъема формы, что обеспечивает повышенную точность размеров и массы отливок; уменьшение параметров шероховатости поверхности и
- 37. Недостатки метода литья по выплавляемым моделям: относительно высокая стоимость формовочных материалов; сложность модельной оснастки; повышенное выделение
- 38. ОТДЕЛКА И КОНТРОЛЬ ОТЛИВОК Очистка, обрубка и зачистка отливок Контроль отливок Термическая обработка отливок Дефектные отливки
- 40. Скачать презентацию
Первые свидетельства возникновения металлургии датируются V-VI-м тысячелетием до нашей эры.
В то
Первые свидетельства возникновения металлургии датируются V-VI-м тысячелетием до нашей эры.
В то
Научившись создавать бронзу – сплав из олова и меди, человечество вступило
Научившись создавать бронзу – сплав из олова и меди, человечество вступило
Железный век
Историки считают, что железо добыть было гораздо проще, нежели медь
Железный век
Историки считают, что железо добыть было гораздо проще, нежели медь
Литейное производство как технологический процесс
Литейным производством называется технологический процесс получения
Литейное производство как технологический процесс
Литейным производством называется технологический процесс получения
Классификация литейных сплавов
чугуны и стали – сплавы железа с углеродом и
Классификация литейных сплавов
чугуны и стали – сплавы железа с углеродом и
около 70 % всех отливок по массе изготовляют из чугуна и
около 70 % всех отливок по массе изготовляют из чугуна и
Требования к литейному сплаву
1. состав сплава должен обеспечивать получение заданных свойств
Требования к литейному сплаву
1. состав сплава должен обеспечивать получение заданных свойств
Требования к литейному сплаву
3. сплав должен быть по возможности простым по
Требования к литейному сплаву
3. сплав должен быть по возможности простым по
Основные этапы производства
Основные этапы
Плавка
Литье
Обработка готовых изделий
Основные этапы производства
Основные этапы
Плавка
Литье
Обработка готовых изделий
Плавка
ПЛАВКА - это тепловая обработка ШИХТЫ в ПЛАВИЛЬНОЙ ПЕЧИ для выделения
Плавка
ПЛАВКА - это тепловая обработка ШИХТЫ в ПЛАВИЛЬНОЙ ПЕЧИ для выделения
Плавка
древесный уголь
борную кислоту
хлористый кальций
хлористый натрий
хлористый калий
хлористый барий
(вещества
Плавка
древесный уголь
борную кислоту
хлористый кальций
хлористый натрий
хлористый калий
хлористый барий
(вещества
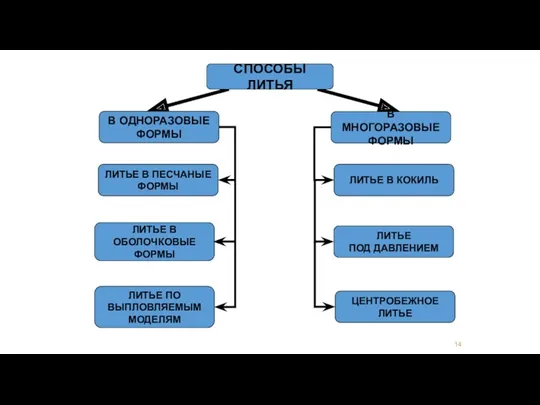
СПОСОБЫ ЛИТЬЯ
В ОДНОРАЗОВЫЕ
ФОРМЫ
ЛИТЬЕ В ПЕСЧАНЫЕ
ФОРМЫ
ЛИТЬЕ В
ОБОЛОЧКОВЫЕ
ФОРМЫ
ЛИТЬЕ ПО
ВЫПЛОВЛЯЕМЫМ
МОДЕЛЯМ
В
СПОСОБЫ ЛИТЬЯ
В ОДНОРАЗОВЫЕ
ФОРМЫ
ЛИТЬЕ В ПЕСЧАНЫЕ
ФОРМЫ
ЛИТЬЕ В
ОБОЛОЧКОВЫЕ
ФОРМЫ
ЛИТЬЕ ПО
ВЫПЛОВЛЯЕМЫМ
МОДЕЛЯМ
В
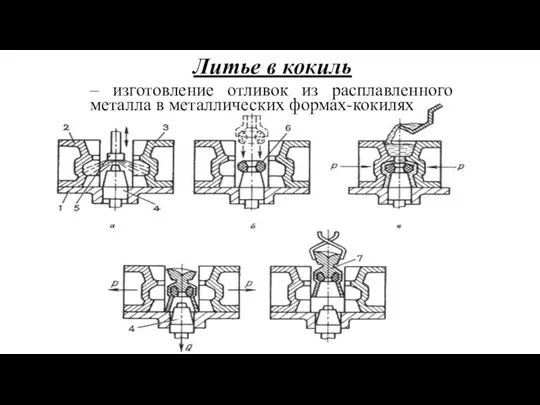
Литье в кокиль
– изготовление отливок из расплавленного металла в металлических
Литье в кокиль
– изготовление отливок из расплавленного металла в металлических
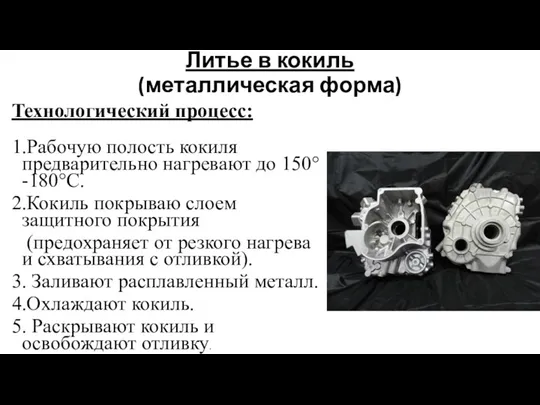
Литье в кокиль
(металлическая форма)
Технологический процесс:
1.Рабочую полость кокиля предварительно нагревают до 150°-180°С.
2.Кокиль
Литье в кокиль
(металлическая форма)
Технологический процесс:
1.Рабочую полость кокиля предварительно нагревают до 150°-180°С.
2.Кокиль
Преимущества литья в кокиль:
Повышение производительности труда
Повышение качества отливки, повышение стабильности
Преимущества литья в кокиль:
Повышение производительности труда
Повышение качества отливки, повышение стабильности
Недостатки литья в кокиль:
Высокая стоимость, сложность и трудоемкость его изготовления.
Ограниченная стойкость,
Недостатки литья в кокиль:
Высокая стоимость, сложность и трудоемкость его изготовления.
Ограниченная стойкость,
Литье под давлением
- процесс получения отливок из расплавленного металла на машинах
Литье под давлением
- процесс получения отливок из расплавленного металла на машинах
Литье под давлением
Технологический процесс:
1. Заливка расплавленного металла (под давлением) в камеру
Литье под давлением
Технологический процесс:
1. Заливка расплавленного металла (под давлением) в камеру

Преимущества литья под давлением:
высокая производительность;
высокое качество поверхности;
точные размеры литого изделия;
минимальная потребность
Преимущества литья под давлением:
высокая производительность;
высокое качество поверхности;
точные размеры литого изделия;
минимальная потребность
Недостатки литья под давлением:
ограниченная сложность конфигурации отливки (связанная с тем, что
Недостатки литья под давлением:
ограниченная сложность конфигурации отливки (связанная с тем, что
Центробежное литье
- процесс получения отливок из расплавленного металла во вращающихся формах,
Центробежное литье
- процесс получения отливок из расплавленного металла во вращающихся формах,
Преимущества центробежного литья:
Отливки имеют плотную структуру;
Центробежные отливки в меньшей степени загрязнены
Преимущества центробежного литья:
Отливки имеют плотную структуру;
Центробежные отливки в меньшей степени загрязнены
Недостатки центробежного литья:
Сложность получения точного размера отверстия в отливке;
Четко выраженная ликвационная
Недостатки центробежного литья:
Сложность получения точного размера отверстия в отливке;
Четко выраженная ликвационная
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый (в
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый (в
Литье в песчаные формы
Технологический процесс:
1. Изготовление деревянной модели.
2. Изготовление формовочной смеси
Литье в песчаные формы
Технологический процесс:
1. Изготовление деревянной модели.
2. Изготовление формовочной смеси
Преимущества литья в песчаные формы
Конфигурация 1…6 групп сложности.
Возможность механизировать производство.
Дешевизна изготовления
Преимущества литья в песчаные формы
Конфигурация 1…6 групп сложности.
Возможность механизировать производство.
Дешевизна изготовления
Недостатки литья в песчаные формы
Плохие санитарные условия.
Большая шероховатость поверхности.
Толщина стенок >
Недостатки литья в песчаные формы
Плохие санитарные условия.
Большая шероховатость поверхности.
Толщина стенок >
Литье в оболочковые формы
- процесс получения отливок из расплавленного металла
Литье в оболочковые формы
- процесс получения отливок из расплавленного металла
Технология изготовления оболочек включает в себя следующие операции:
Нагрев модельной оснастки до
Технология изготовления оболочек включает в себя следующие операции:
Нагрев модельной оснастки до
Преимущества литья в оболочковые формы
уменьшение параметров шероховатости поверхности и существенное улучшение
Преимущества литья в оболочковые формы
уменьшение параметров шероховатости поверхности и существенное улучшение
Недостатки литья в оболочковые формы
относительно высокая стоимость смоляного связующего;
сложность модельной и
Недостатки литья в оболочковые формы
относительно высокая стоимость смоляного связующего;
сложность модельной и

Литье по выплавляемым моделям
– процесс получения отливок из расплавленного металла
Литье по выплавляемым моделям
– процесс получения отливок из расплавленного металла
Литье по выплавляемым моделям
Технологический процесс:
1.Изготовление разовой модели из легкоплавкого материала
Литье по выплавляемым моделям
Технологический процесс:
1.Изготовление разовой модели из легкоплавкого материала
отсутствие разъема формы, что обеспечивает повышенную точность размеров и массы отливок;
уменьшение
отсутствие разъема формы, что обеспечивает повышенную точность размеров и массы отливок;
уменьшение
Недостатки метода литья по выплавляемым моделям:
относительно высокая стоимость формовочных материалов;
сложность модельной
Недостатки метода литья по выплавляемым моделям:
относительно высокая стоимость формовочных материалов;
сложность модельной
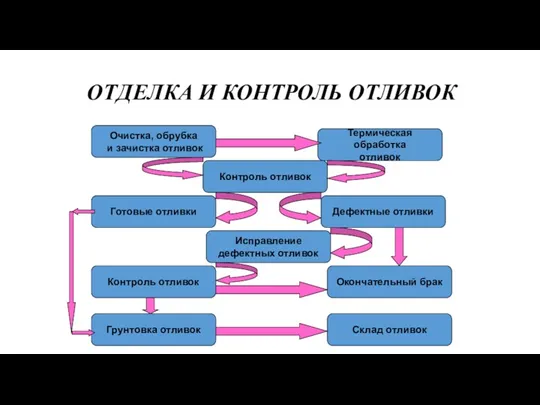
ОТДЕЛКА И КОНТРОЛЬ ОТЛИВОК
Очистка, обрубка
и зачистка отливок
Контроль отливок
Термическая обработка
отливок
Дефектные отливки
Готовые
ОТДЕЛКА И КОНТРОЛЬ ОТЛИВОК
Очистка, обрубка
и зачистка отливок
Контроль отливок
Термическая обработка
отливок
Дефектные отливки
Готовые
 Почему мы до сих пор пользуемся клавиатурой
Почему мы до сих пор пользуемся клавиатурой Шумовой оркестр как средство формирования музыкальных способностей детей дошкольного возраста
Шумовой оркестр как средство формирования музыкальных способностей детей дошкольного возраста Ребусы
Ребусы Перспективный план по безопасному поведению детей старшего возраста в детском саду
Перспективный план по безопасному поведению детей старшего возраста в детском саду Проектирование АСУ. Определение АСУТП
Проектирование АСУ. Определение АСУТП Консультация для родителей Глаза зеркало души
Консультация для родителей Глаза зеркало души Семейный бюджет. Что такое семейный бюджет
Семейный бюджет. Что такое семейный бюджет Present Simple Tense
Present Simple Tense Prezentatsia_Ermak_URALCHEM1
Prezentatsia_Ermak_URALCHEM1 Презентация к уроку русского языка по теме Омонимы
Презентация к уроку русского языка по теме Омонимы ПОСТРОЕНИЕ РАЗВИВАЮЩЕЙ СРЕДЫ ПО ФГОС
ПОСТРОЕНИЕ РАЗВИВАЮЩЕЙ СРЕДЫ ПО ФГОС Номинация Методические материалы для использования в ООШ, СОШ, УДОД 4 -7 классы Этих дней не смолкнет слава
Номинация Методические материалы для использования в ООШ, СОШ, УДОД 4 -7 классы Этих дней не смолкнет слава The simpsons. Parts of the body
The simpsons. Parts of the body Блюда из мяса
Блюда из мяса Структура современного урока
Структура современного урока Ценностное предложение
Ценностное предложение Презентация Центр познавательно-исследовательской деятельности
Презентация Центр познавательно-исследовательской деятельности Презентация Первоцветы в нашем детском
Презентация Первоцветы в нашем детском Александр Иванович Куприн. Повесть Гранатовый браслет. Смысл спора о бескорыстной любви
Александр Иванович Куприн. Повесть Гранатовый браслет. Смысл спора о бескорыстной любви Соотношения между сторонами и углами прямоугольного треугольника
Соотношения между сторонами и углами прямоугольного треугольника Взаимное расположение прямой и окружности
Взаимное расположение прямой и окружности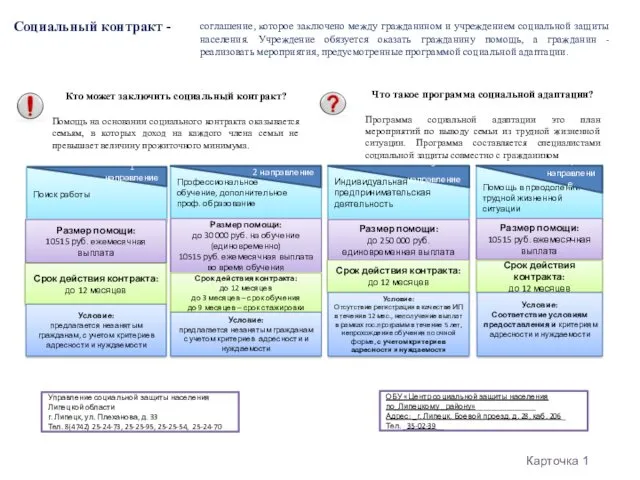 Социальный контракт
Социальный контракт Дивертикулярная болезнь
Дивертикулярная болезнь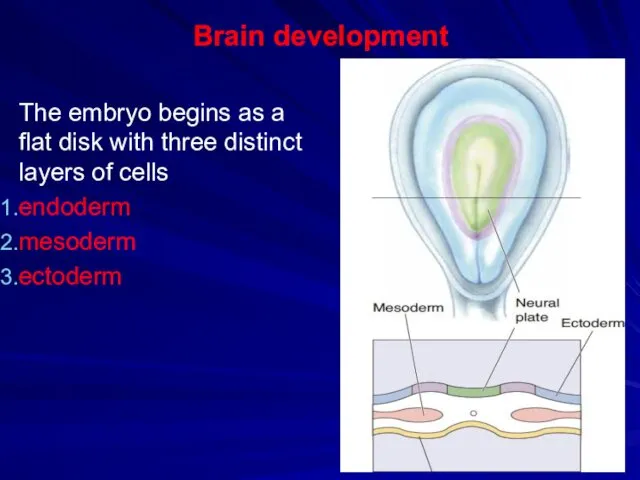 Brain development
Brain development Математические методы в теории надежности
Математические методы в теории надежности Основные сведения о сварке (Тема 6)
Основные сведения о сварке (Тема 6) План и карта
План и карта Перелетные птицы. Для детей старшего дошкольного возраста,
Перелетные птицы. Для детей старшего дошкольного возраста,