- Металургія сталі. Виробництво сталі в мартенівських печах

Содержание
- 2. 1.Металургія сталі. Виробництво сталі в мартенівських печах. У мартенівських печах спалюють чи мазут попередньо підігріті гази
- 3. З заданих компонентів виготовляють серію сплавів різного складу і для кожного з них будують криву охолодження.
- 4. 2. Діаграми стану сплавів та методи їхньої побудови. Діаграма стану такого типу (мал. 1) характерна для
- 5. При кристалізації эвтектики з рідини спочатку виділяється кристалик одного компонента, а коли поруч у рідині залишається
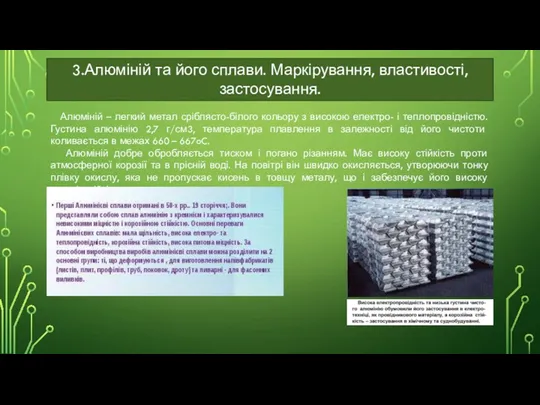
- 6. 3.Алюміній та його сплави. Маркірування, властивості, застосування. Алюміній – легкий метал сріблясто-білого кольору з високою електро-
- 7. Деформуємі сплави розділяють на ті, які зміцнюються термічною обробкою і які не зміцнюються. Не зміцнюються термічною
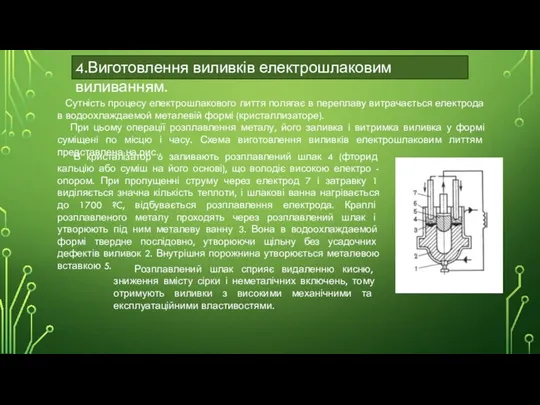
- 8. 4.Виготовлення виливків електрошлаковим виливанням. Сутність процесу електрошлакового лиття полягає в переплаву витрачається електрода в водоохлаждаемой металевій
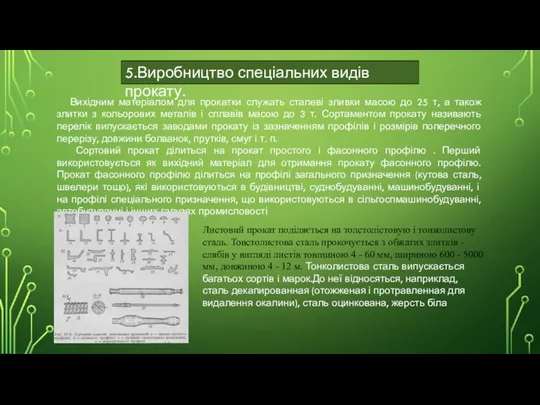
- 9. 5.Виробництво спеціальних видів прокату. Вихідним матеріалом для прокатки служать сталеві зливки масою до 25 т, а
- 10. Труби сталеві безшовні прокочуються із зовнішнім діаметром 51 - 650 мм і товщиною стінок 2,5 -
- 11. Автоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей между концом сварочной проволоки и свариваемым
- 12. Сварочная дуга горит в газовом облаке, образованном в результате плавления и испарения флюса и металла. При
- 13. Теплота є одним з основних чинників, що впливають на різання. Теплоутворення надає подвійну дію на процес
- 14. Методи вимірювання температури різання. Існують різні методи вимірювання температури в зоні різання: (калориметричний), термопар (штучних і
- 16. Скачать презентацию
1.Металургія сталі. Виробництво сталі в мартенівських печах.
У мартенівських печах спалюють
1.Металургія сталі. Виробництво сталі в мартенівських печах.
У мартенівських печах спалюють
З заданих компонентів виготовляють серію сплавів різного складу і для
З заданих компонентів виготовляють серію сплавів різного складу і для
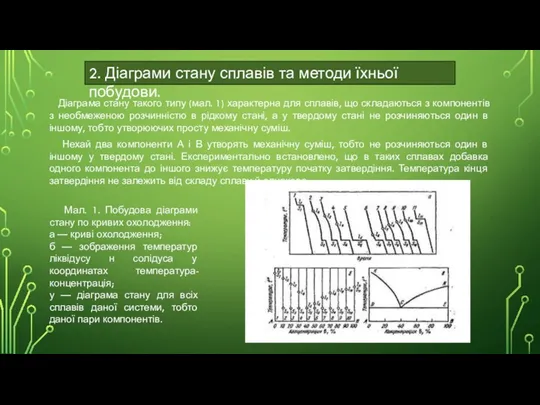
2. Діаграми стану сплавів та методи їхньої побудови.
Діаграма стану такого
2. Діаграми стану сплавів та методи їхньої побудови.
Діаграма стану такого
При кристалізації эвтектики з рідини спочатку виділяється кристалик одного компонента,
При кристалізації эвтектики з рідини спочатку виділяється кристалик одного компонента,
3.Алюміній та його сплави. Маркірування, властивості, застосування.
Алюміній – легкий метал
3.Алюміній та його сплави. Маркірування, властивості, застосування.
Алюміній – легкий метал
Деформуємі сплави розділяють на ті, які зміцнюються термічною обробкою і
Деформуємі сплави розділяють на ті, які зміцнюються термічною обробкою і
4.Виготовлення виливків електрошлаковим виливанням.
Сутність процесу електрошлакового лиття полягає в переплаву
4.Виготовлення виливків електрошлаковим виливанням.
Сутність процесу електрошлакового лиття полягає в переплаву
5.Виробництво спеціальних видів прокату.
Вихідним матеріалом для прокатки служать сталеві зливки
5.Виробництво спеціальних видів прокату.
Вихідним матеріалом для прокатки служать сталеві зливки
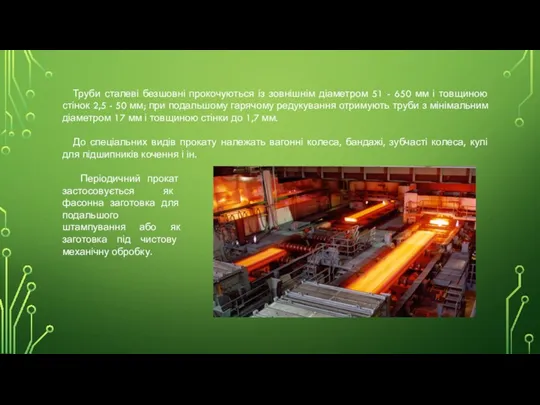
Труби сталеві безшовні прокочуються із зовнішнім діаметром 51 - 650
Труби сталеві безшовні прокочуються із зовнішнім діаметром 51 - 650
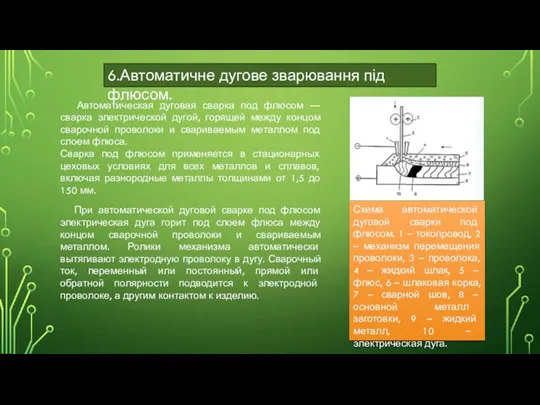
Автоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей
Автоматическая дуговая сварка под флюсом — сварка электрической дугой, горящей
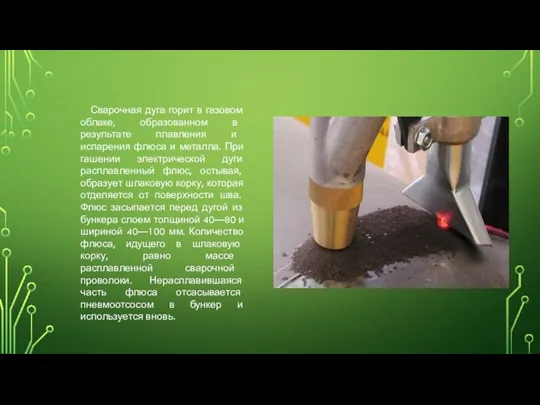
Сварочная дуга горит в газовом облаке, образованном в результате плавления
Сварочная дуга горит в газовом облаке, образованном в результате плавления
Теплота є одним з основних чинників, що впливають на різання.
Теплота є одним з основних чинників, що впливають на різання.
Методи вимірювання температури різання. Існують різні методи вимірювання температури в
Методи вимірювання температури різання. Існують різні методи вимірювання температури в
 портфолио воспитателя
портфолио воспитателя Конституционные суды в системе правосудия РФ
Конституционные суды в системе правосудия РФ Шов нерва. Регенерация нерва. Неврома
Шов нерва. Регенерация нерва. Неврома :Лес и человек
:Лес и человек материалы к занятиям по ОДОД Занимательная математика
материалы к занятиям по ОДОД Занимательная математика Углеводы. Глюкоза-представитель моносахаридов
Углеводы. Глюкоза-представитель моносахаридов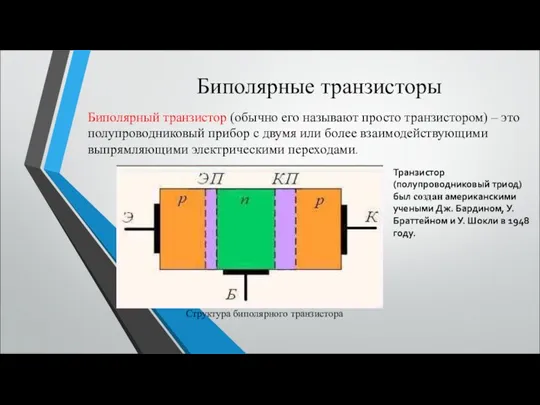 Биполярные транзисторы
Биполярные транзисторы This is your presentation title
This is your presentation title gпрезентація дисграфія 2
gпрезентація дисграфія 2 Виды и способы плавания. Техника плавания кролем и брассом
Виды и способы плавания. Техника плавания кролем и брассом Аллергия. Отличие иммунитета и аллергии
Аллергия. Отличие иммунитета и аллергии Презентация: Явления в природе зимой.
Презентация: Явления в природе зимой. Презентация Сюжетно- ролевая игра-как средство формирования взаимоотношений детей старшего дошкольного возраста
Презентация Сюжетно- ролевая игра-как средство формирования взаимоотношений детей старшего дошкольного возраста Построение графиков, содержащих выражение под знаком модуля
Построение графиков, содержащих выражение под знаком модуля Вода и классы химических веществ. 8 класс
Вода и классы химических веществ. 8 класс Графический редактор. Изображение
Графический редактор. Изображение Орталық және шеткі ағзаларының иммунды жүйесі
Орталық және шеткі ағзаларының иммунды жүйесі Презентация Создание предметно-пространственной развивающей среды в группе Ягодкав соответствии с ФГОС ДО
Презентация Создание предметно-пространственной развивающей среды в группе Ягодкав соответствии с ФГОС ДО Остеология. Принципы функциональной организации костной системы и отдельной кости. (Лекция 2)
Остеология. Принципы функциональной организации костной системы и отдельной кости. (Лекция 2) Приглашение на конференцию Ассоциации Юных Лидеров
Приглашение на конференцию Ассоциации Юных Лидеров Хранение и обработка информации в базе данных
Хранение и обработка информации в базе данных Гибкая черепица
Гибкая черепица Портальная гипертензия
Портальная гипертензия атмосфера обобщение
атмосфера обобщение Задачи и виды технического обслуживания техники связи и АСУ (лекции № 6)
Задачи и виды технического обслуживания техники связи и АСУ (лекции № 6) Зенкерование. Инструменты, приспособления, оборудование и способы зенкерования
Зенкерование. Инструменты, приспособления, оборудование и способы зенкерования Родительское собрание. Телевидение и компьютер. Вред или польза?
Родительское собрание. Телевидение и компьютер. Вред или польза? Консультация - презентация для педагогов Эмоциональные нарушения у детей дошкольного возраста.
Консультация - презентация для педагогов Эмоциональные нарушения у детей дошкольного возраста.