- Метрологическое обеспечение Метод контроля сварочных швоф

Содержание
- 2. Цель работы: Показать для чего вводят Метрологическое обеспечение Какую важную роль оно играет в производстве.
- 3. Главная цель метрологического обеспечения - достижение требуемого качества и надежности изделия. Принятие правильных решений по метрологическому
- 4. Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности керосина подниматься по капиллярным ходам
- 5. Контроль методом красок заключается в том, что на очищенную поверхность сварного соединения наносится смачивающая жидкость, которая
- 6. Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как такие течеискатели достаточно сложны
- 7. Люминесцентный контрольи контроль методом красок , называемый также капиллярной дефектоскопией, проводят с помощью специальных жидкостей, которые
- 8. Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины их возникновения при механизированных способах сварки
- 10. Скачать презентацию
Цель работы: Показать для чего вводят Метрологическое обеспечение
Какую важную роль оно
Цель работы: Показать для чего вводят Метрологическое обеспечение
Какую важную роль оно
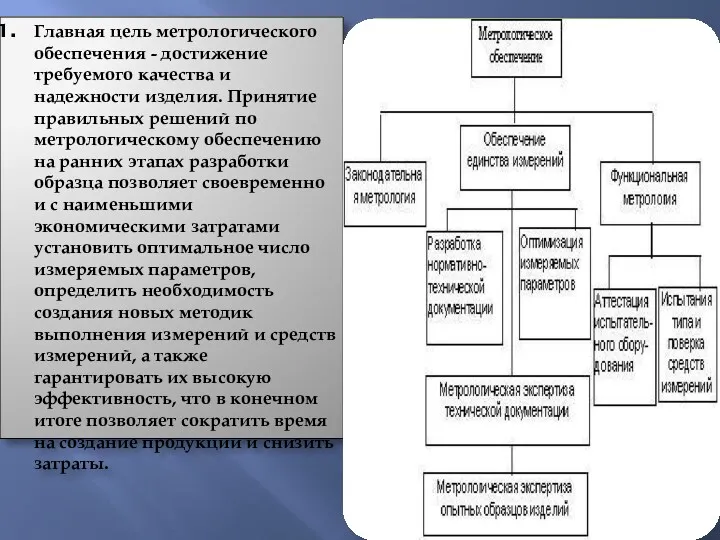
Главная цель метрологического обеспечения - достижение требуемого качества и надежности изделия.
Главная цель метрологического обеспечения - достижение требуемого качества и надежности изделия.
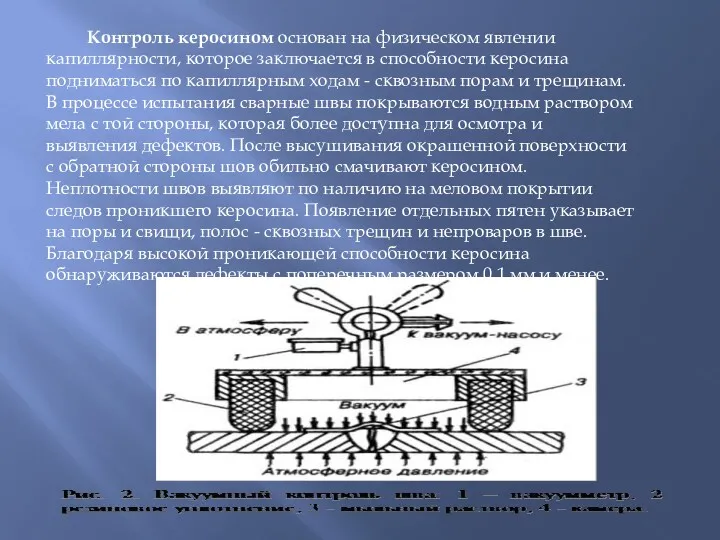
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности
Контроль керосином основан на физическом явлении капиллярности, которое заключается в способности
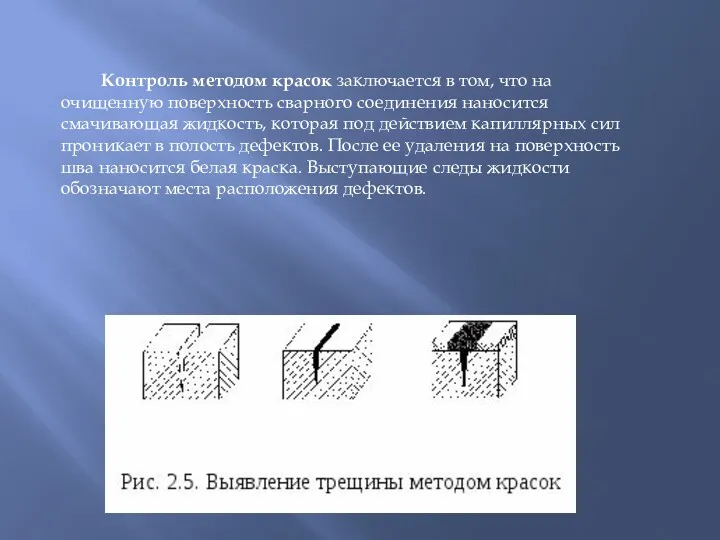
Контроль методом красок заключается в том, что на очищенную поверхность сварного
Контроль методом красок заключается в том, что на очищенную поверхность сварного
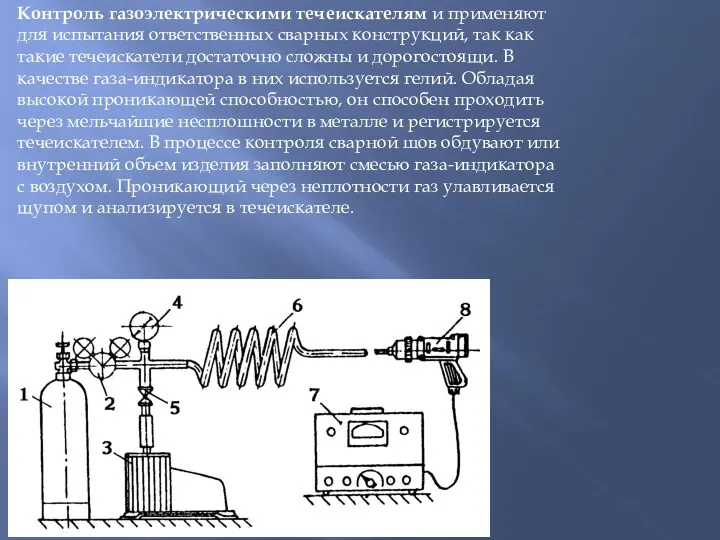
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как
Контроль газоэлектрическими течеискателям и применяют для испытания ответственных сварных конструкций, так как
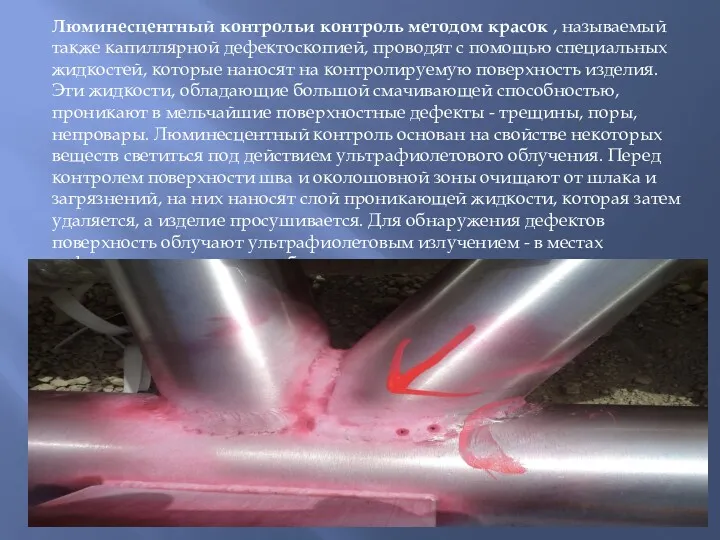
Люминесцентный контрольи контроль методом красок , называемый также капиллярной дефектоскопией, проводят с
Люминесцентный контрольи контроль методом красок , называемый также капиллярной дефектоскопией, проводят с
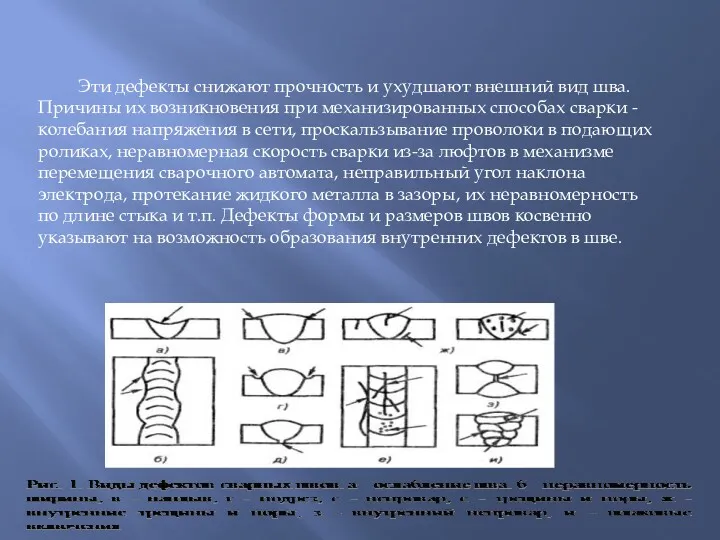
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причины
 Мир растений. Лекарственные растения
Мир растений. Лекарственные растения Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв
Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв Салық – мемлекеттік бюджетке заңды және жеке тұлғалардан белгілі бір мөлшерде түсетін міндетті
Салық – мемлекеттік бюджетке заңды және жеке тұлғалардан белгілі бір мөлшерде түсетін міндетті Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов
Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов Презентация:Использования ИКТ для формирования открытого информационного пространства ДОУ
Презентация:Использования ИКТ для формирования открытого информационного пространства ДОУ Залог успешной работы– это благоприятный психологический климат в классе
Залог успешной работы– это благоприятный психологический климат в классе ФГОС как система обязательных требований.
ФГОС как система обязательных требований. Внутрипартийная борьба в 20-е годы ХХ века в России
Внутрипартийная борьба в 20-е годы ХХ века в России Использование проектной технологии в обучении географии
Использование проектной технологии в обучении географии Праздник праздников, торжество из торжеств
Праздник праздников, торжество из торжеств Автоматизация звука [Р] в середине слова (стечение согласных)
Автоматизация звука [Р] в середине слова (стечение согласных) Бесполое размножение организмов
Бесполое размножение организмов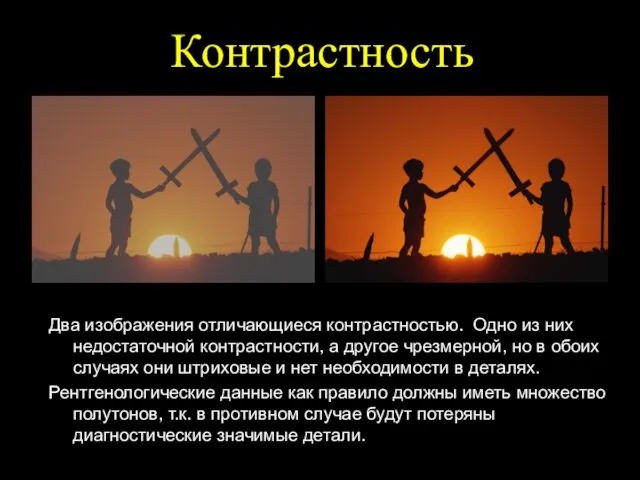 Контрастность изображения
Контрастность изображения Анализ деятельности МОУДОД ЦДТ Созвездие (презентация)
Анализ деятельности МОУДОД ЦДТ Созвездие (презентация) Признаки делимости на 2, 5, 10
Признаки делимости на 2, 5, 10 Город сквозь времена и страны
Город сквозь времена и страны Эхокардиография
Эхокардиография презентация
презентация Запись на программу персонифицированного дополнительного образования
Запись на программу персонифицированного дополнительного образования Проведение дезинфекции в образовательной организации
Проведение дезинфекции в образовательной организации ОБЖ в условиях лета
ОБЖ в условиях лета Презентация Развитие речи Вашего малыша
Презентация Развитие речи Вашего малыша Электронное портфолио педагога-организатора
Электронное портфолио педагога-организатора Использование деятельностного подхода в ОД при формировании ОБЖ
Использование деятельностного подхода в ОД при формировании ОБЖ Тұздау, ашыту және маринадтау әдістері
Тұздау, ашыту және маринадтау әдістері Графика системы matlab. (Лекция 2)
Графика системы matlab. (Лекция 2) diplom (3)
diplom (3) ООПТ Ульяновской области
ООПТ Ульяновской области