- Общая характеристика процессов изготовления швейных изделий

Содержание
- 2. Технологический процесс изготовления швейных изделий это процесс, во время которого происходит изменение качественного состояния объекта обработки
- 3. Этапы изготовления швейных изделий 1. Раскрой материалов 2. Обработка деталей и узлов 3. Сборка изделия 4.
- 4. Методы обработки Последовательные Параллельные Последовательно-параллельные
- 5. Методы последовательной обработки характеризуются последовательным выполнением переходов (элементов) операции на всех участках детали одним или несколькими
- 6. Методы обработки зависят от: вида изделия, свойств материалов, применяемого оборудования, мощности процесса, категории (разряда) предприятия.
- 7. Выбранные методы обработки должны обеспечивать улучшение качества продукции, сокращение затраты времени на обработку изделия, т. е.
- 8. Обработка изделия состоит из технологических неделимых операций Технологическая неделимая операция (ТНО) — законченная часть ТП, выполняемая
- 9. Технологическая последовательность обработки изделия — перечень технологических неделимых операций в порядке выполнения их при изготовлении изделия
- 10. Специальность или вид работы определяется оборудованием, на котором выполняют операцию: машинная операция обозначается буквой М специальная
- 11. Технологическая последовательность обработки узлов изделия
- 12. 2. Эффективность методов обработки сокращение затрат времени, повышение производительности труда, степень механизации обработки узла. Оценивают по
- 13. Сокращение затраты времени рассчитывается по формуле: где Т1>Т2 Где Т1 – затрата времени на обработку узла
- 14. Повышение производительности труда рассчитывается по формуле: где Т1>Т2
- 15. Степень механизации методов обработки узла где Тм – затрата времени на механизированные неделимые операции при обработке
- 16. 3. Схема сборки швейных изделий и ее изменения в зависимости от различных факторов Современная одежда чрезвычайно
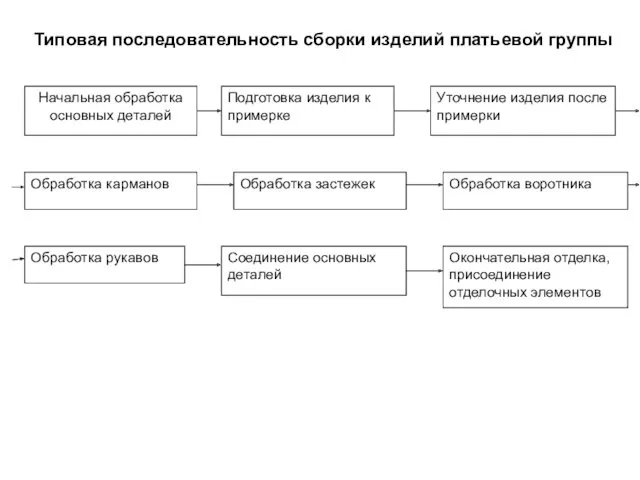
- 17. Типовая последовательность сборки изделий платьевой группы
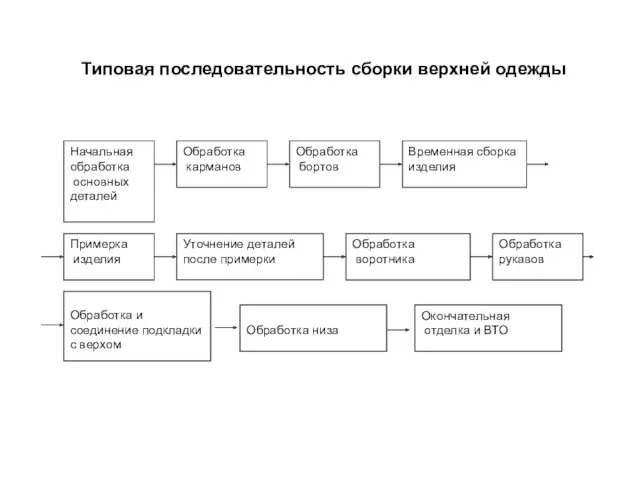
- 18. Типовая последовательность сборки верхней одежды
- 19. При изготовлении одежды по индивидуальным заказам возможны три степени готовности изделия к примерке: Минимально необходимую степень
- 20. Схема подготовки верхней одежды к примерке
- 21. Схема подготовки верхней одежды к примерке
- 22. К повторной примерке в изделии должны быть обработаны борта, стачаны боковые и плечевые срезы, соединены подкладка
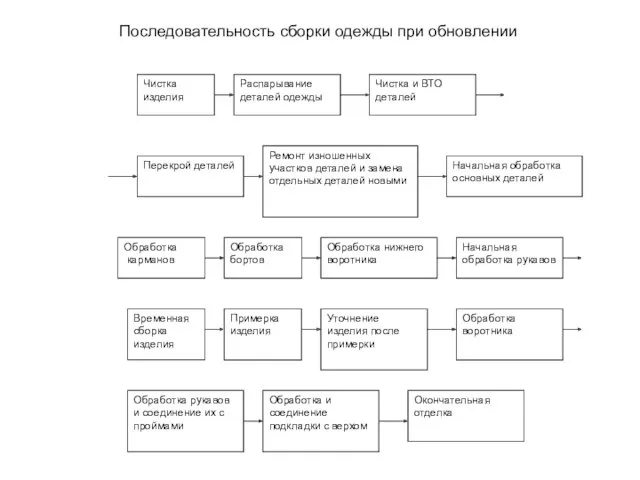
- 23. Последовательность сборки одежды при обновлении
- 25. Скачать презентацию
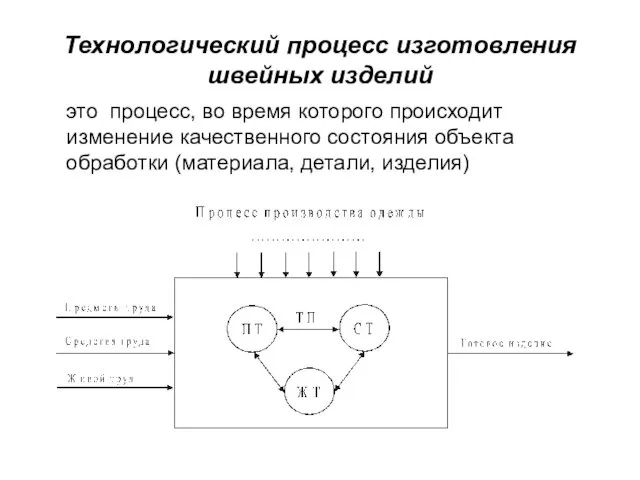
Технологический процесс изготовления швейных изделий
это процесс, во время которого происходит
Технологический процесс изготовления швейных изделий
это процесс, во время которого происходит

Этапы изготовления швейных изделий
1. Раскрой материалов
2. Обработка
деталей
и узлов
3. Сборка
изделия
4.
Этапы изготовления швейных изделий
1. Раскрой материалов
2. Обработка
деталей
и узлов
3. Сборка
изделия
4.
Методы обработки
Последовательные
Параллельные
Последовательно-параллельные
Методы обработки
Последовательные
Параллельные
Последовательно-параллельные
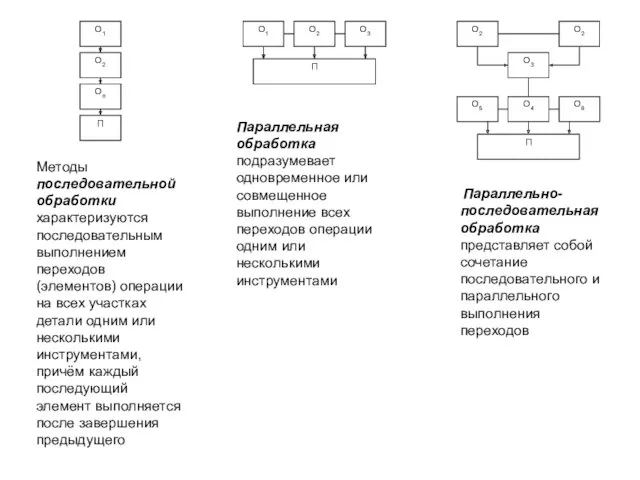
Методы последовательной обработки характеризуются последовательным выполнением переходов (элементов) операции на всех
Методы последовательной обработки характеризуются последовательным выполнением переходов (элементов) операции на всех
Методы обработки зависят от:
вида изделия,
свойств материалов,
применяемого оборудования,
мощности процесса,
Методы обработки зависят от:
вида изделия,
свойств материалов,
применяемого оборудования,
мощности процесса,
Выбранные методы обработки
должны обеспечивать
улучшение качества продукции,
сокращение затраты времени на
Выбранные методы обработки
должны обеспечивать
улучшение качества продукции,
сокращение затраты времени на

Обработка изделия состоит из технологических неделимых операций
Технологическая неделимая операция (ТНО) —
Обработка изделия состоит из технологических неделимых операций
Технологическая неделимая операция (ТНО) —
Технологическая последовательность обработки изделия — перечень технологических неделимых операций в порядке
Технологическая последовательность обработки изделия — перечень технологических неделимых операций в порядке
Специальность или вид работы определяется оборудованием,
на котором выполняют операцию:
машинная операция
Специальность или вид работы определяется оборудованием,
на котором выполняют операцию:
машинная операция
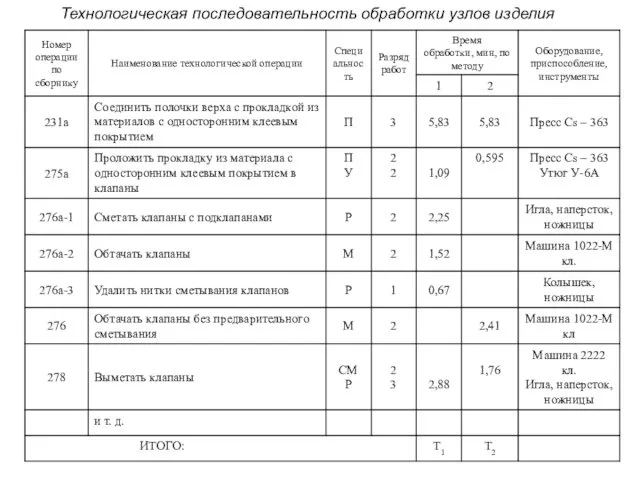
Технологическая последовательность обработки узлов изделия
Технологическая последовательность обработки узлов изделия
2. Эффективность методов обработки
сокращение затрат времени,
повышение производительности труда,
степень механизации
2. Эффективность методов обработки
сокращение затрат времени,
повышение производительности труда,
степень механизации
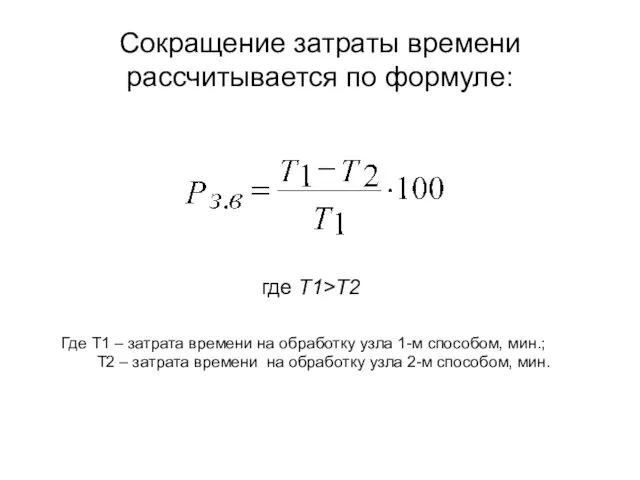
Сокращение затраты времени рассчитывается по формуле:
где Т1>Т2
Где Т1 – затрата времени
Сокращение затраты времени рассчитывается по формуле:
где Т1>Т2
Где Т1 – затрата времени
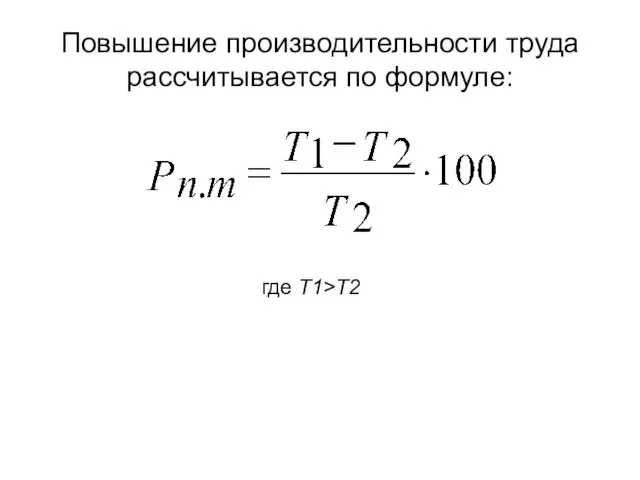
Повышение производительности труда рассчитывается по формуле:
где Т1>Т2
Повышение производительности труда рассчитывается по формуле:
где Т1>Т2
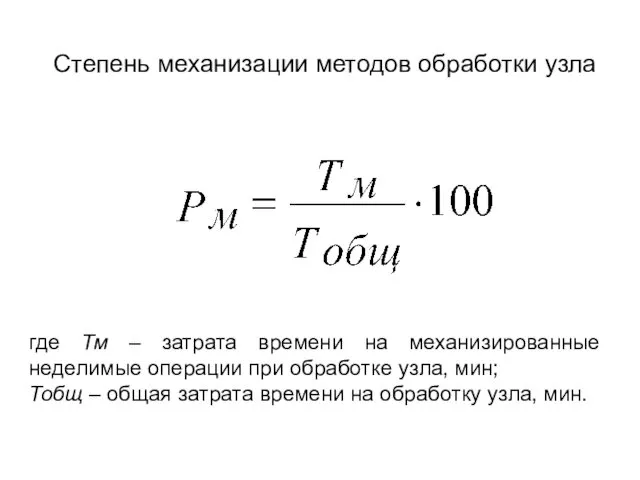
Степень механизации методов обработки узла
где Тм – затрата времени
Степень механизации методов обработки узла
где Тм – затрата времени
3. Схема сборки швейных изделий и ее изменения в зависимости от
3. Схема сборки швейных изделий и ее изменения в зависимости от
Типовая последовательность сборки изделий платьевой группы
Типовая последовательность сборки изделий платьевой группы
Типовая последовательность сборки верхней одежды
Типовая последовательность сборки верхней одежды
При изготовлении одежды по индивидуальным заказам возможны три степени готовности изделия
При изготовлении одежды по индивидуальным заказам возможны три степени готовности изделия
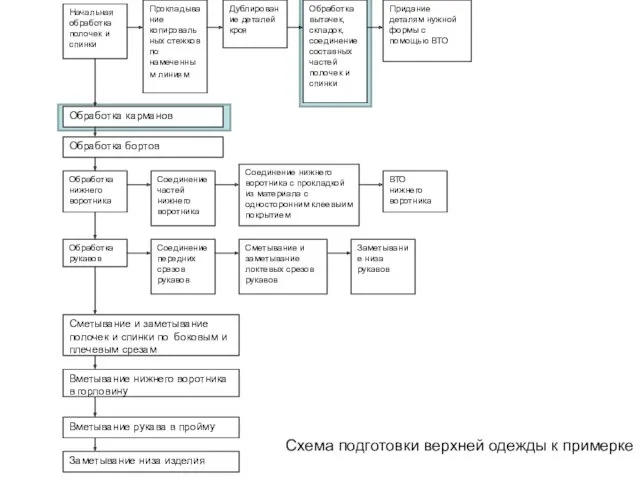
Схема подготовки верхней одежды к примерке
Схема подготовки верхней одежды к примерке
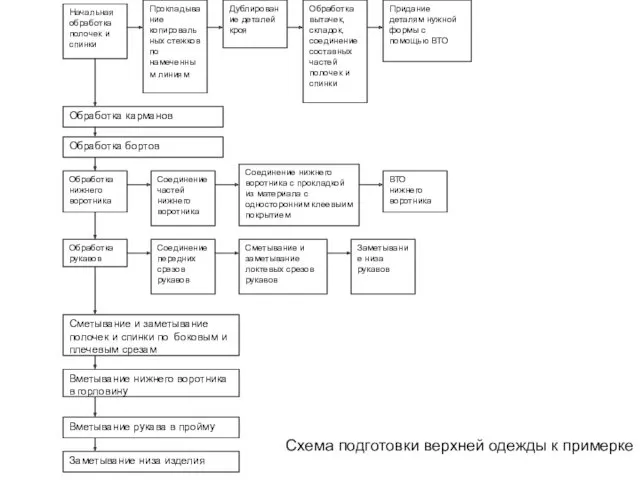
Схема подготовки верхней одежды к примерке
Схема подготовки верхней одежды к примерке
К повторной примерке в изделии должны быть обработаны
борта,
стачаны боковые и
К повторной примерке в изделии должны быть обработаны
борта,
стачаны боковые и
Последовательность сборки одежды при обновлении
Последовательность сборки одежды при обновлении
 Органолептический анализ продуктов питания
Органолептический анализ продуктов питания Планирование профессиональной карьеры. Мотивы и потребности
Планирование профессиональной карьеры. Мотивы и потребности АРИНА_ЭБРУ_ПРЕЗЕНТАЦИЯ_2_класс_готовая (1)
АРИНА_ЭБРУ_ПРЕЗЕНТАЦИЯ_2_класс_готовая (1) Зеленый виноград. Презентация к занятию по квиллингу
Зеленый виноград. Презентация к занятию по квиллингу Международные экономические и финансовые организации
Международные экономические и финансовые организации Презентация: Качество питьевой воды и здоровье
Презентация: Качество питьевой воды и здоровье Николай Николаевич Носов
Николай Николаевич Носов Классификация профессий. Основные понятия
Классификация профессий. Основные понятия Желудочно-кишечные кровотечения. Часть II
Желудочно-кишечные кровотечения. Часть II Михаил Юрьевич Лермонтов (1814 – 1841)
Михаил Юрьевич Лермонтов (1814 – 1841) Классный час в 5 классе по теме: Что мы должны знать о ПАВ
Классный час в 5 классе по теме: Что мы должны знать о ПАВ Электровакуумные приборы
Электровакуумные приборы Мифологические существа в славянской мифологии: Баба-Яга
Мифологические существа в славянской мифологии: Баба-Яга Электрообработка деталей машины
Электрообработка деталей машины Санкт-Петербург. Визитная карточка города
Санкт-Петербург. Визитная карточка города Разработка зоны отдыха на берегу р.Кондома в районе Малышев Лог
Разработка зоны отдыха на берегу р.Кондома в районе Малышев Лог Zaha Hadid
Zaha Hadid Развитие речи детей раннего возраста
Развитие речи детей раннего возраста Уважаемые дамы, купите собаку
Уважаемые дамы, купите собаку Землеустрій житлової забудови на прикладім міста Фастів
Землеустрій житлової забудови на прикладім міста Фастів Экосистема 2050. Компания лидеров
Экосистема 2050. Компания лидеров Александр Македонский
Александр Македонский Применение активных методов обучения в начальной школе
Применение активных методов обучения в начальной школе Технические условия на переоборудование и перепланировку помещения
Технические условия на переоборудование и перепланировку помещения День народного единения
День народного единения Герой й неповторимой эпохи
Герой й неповторимой эпохи Что мы знаем о хлебе?
Что мы знаем о хлебе? Стоп Корона. Угадай звезду под маской
Стоп Корона. Угадай звезду под маской