- Основные принципы малярного дела

Содержание
- 2. Основные принципы Всегда читайте инструкции перед началом работ
- 3. Факторы, влияющие на результат покраски Существует множество факторов, влияющих на результат нанесения как грунтов, так и
- 4. 1. Совместимость материалов ЛКМ данной покрасочной системы созданы совместимыми друг с другом и для применения на
- 5. 2. Подготовка поверхности Правильная подготовка поверхности чрезвычайно важна. Плохая подготовка создаст проблемы и увеличит расходы.
- 6. 2. Подготовка поверхности (продолжение) Предварительная чистка Поиск дефектов Устранение дефектов Шлифование Повторная чистка Чистка липкой салфектой
- 7. 3. Оборудование В настоящее время производители распылительного оборудования поставляют всю информацию для определения вида и размера
- 8. Компрессоры
- 9. Подача воздуха из компрессора в регулятор Должна осуществляться по трубам из нержавеющей стали для предотвражения внутренней
- 10. Воздушный трансформатор и фильтр Обычно встроен в покрасочной камере, многофункциональный аппарат для удаления из сжатого воздуха
- 11. Воздухопровод Правильный внутренний диаметр воздухопровода способствует подаче нужного давления. Длина воздухопровода также влияет на подачу давления.
- 12. Пульверизаторы Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под давлением. Все пульверизаторы -
- 13. Пульверизаторы Недостаточно воздуха Избыток воздуха Правильная настройка
- 14. Использование пульверизатора 1. Угол наклона пульверизатора 2. Расстояние от поверхности 3. Скорость прохождения поверхности
- 15. Технология нанесения Расстояние Примерно 150-200 мм от поверхности Слишком близко/далеко: потеки и капли сухое или перераспыление
- 16. Технология нанесения Скорость пульверизатора Скорость должна быть удобной Мокрые слои, но не слишком Слишком быстрая -
- 17. Правильное расстояние помогает избегать сухого распыления или потеков Технология нанесения 200мм для обычного, 150 mm для
- 18. Включение при начале прохода, Выключение в конце прохода. Первый проход, нацеленый на край детали Сжать курок
- 19. Технология нанесения Ошибки при нанесениее приводят: Потекам и каплям Сухому распылению / плохому виду Дефектам пленки,
- 20. Технология нанесения 20-25 см Внешний край сухого перепыла Слишком далеко Правильно Непраильно Неправильно Неправильный угол станет
- 21. Технология нанесения
- 22. Рекомендуемая последовательность Начинайте на крыше с одной стороны по направлению к ее центру Затем сделайте тоже
- 23. Рекомендуемая последовательность при перекраске (один маляр) После окраски дверь можно открыть во избежании перераспыления при окраске
- 24. Следует помнить: Распологайтесь поудобнее Наносите последовательными проходами, идущими внахлест примерно на 50% Сначала края и углубления
- 25. Скорость потока жидкости Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии с их настройкой. Большинство
- 26. 4. Условия в мастерской Лучших результатов с ремонтными ЛКМ вы добьетесь при температуре 18 - 25oC.
- 27. Только заметки. Слайда нет.
- 28. 5. Скорость испарения и качество разбавителей Важно, чтобы скорость испарения разбавителя, добавленного в краску, совпадала со
- 29. 6. Количество используемого разбавителя. Использование необходимого количества разбавителя позволяет добиться нужной вязкости, что способствует ровному потоку
- 30. 7. Атомизация
- 31. 8. Время испарения / Время Tack Термин “время испарения” используется по отношению к быстросохнущим материалам, таким
- 32. Только заметки. Слайда нет..
- 33. 9. Температура материала и окрашиваемой поверхности Важно, чтобы поверхности и наносимого на нее материала были близки
- 34. 10. Высыхание После успешного нанесения, краска должна быть надлежащим образом высушена для получения твердого, прочного покрытия.
- 35. 11. Завершающие работы Просто блеск!
- 37. Скачать презентацию
Основные принципы
Всегда читайте инструкции
перед
началом работ
Основные принципы
Всегда читайте инструкции
перед
началом работ
Факторы, влияющие на результат покраски
Существует множество факторов, влияющих на результат нанесения
Факторы, влияющие на результат покраски
Существует множество факторов, влияющих на результат нанесения
1. Совместимость материалов
ЛКМ данной покрасочной системы созданы совместимыми друг с другом
1. Совместимость материалов
ЛКМ данной покрасочной системы созданы совместимыми друг с другом
2. Подготовка поверхности
Правильная подготовка поверхности чрезвычайно важна.
Плохая подготовка создаст проблемы и
2. Подготовка поверхности
Правильная подготовка поверхности чрезвычайно важна.
Плохая подготовка создаст проблемы и
2. Подготовка поверхности
(продолжение)
Предварительная чистка
Поиск дефектов
Устранение дефектов
Шлифование
Повторная чистка
Чистка липкой салфектой
2. Подготовка поверхности
(продолжение)
Предварительная чистка
Поиск дефектов
Устранение дефектов
Шлифование
Повторная чистка
Чистка липкой салфектой
3. Оборудование
В настоящее время производители распылительного оборудования поставляют всю информацию для
3. Оборудование
В настоящее время производители распылительного оборудования поставляют всю информацию для

Компрессоры
Компрессоры
Подача воздуха из компрессора в регулятор
Должна осуществляться по трубам из нержавеющей
Подача воздуха из компрессора в регулятор
Должна осуществляться по трубам из нержавеющей
Воздушный трансформатор и фильтр
Обычно встроен в покрасочной камере, многофункциональный аппарат для
Воздушный трансформатор и фильтр
Обычно встроен в покрасочной камере, многофункциональный аппарат для
Воздухопровод
Правильный внутренний диаметр воздухопровода способствует подаче нужного давления.
Длина воздухопровода также влияет
Воздухопровод
Правильный внутренний диаметр воздухопровода способствует подаче нужного давления.
Длина воздухопровода также влияет
Пульверизаторы
Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под
Пульверизаторы
Основными видами используемых пульверизаторов являются пульверизаторы самотечной подачей или подачей под
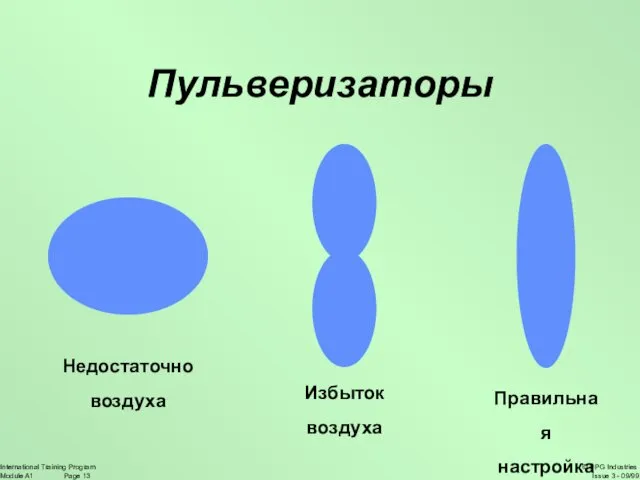
Пульверизаторы
Недостаточно воздуха
Избыток воздуха
Правильная
настройка
Пульверизаторы
Недостаточно воздуха
Избыток воздуха
Правильная
настройка
Использование пульверизатора
1. Угол наклона пульверизатора
2. Расстояние от поверхности
3. Скорость прохождения поверхности
Использование пульверизатора
1. Угол наклона пульверизатора
2. Расстояние от поверхности
3. Скорость прохождения поверхности
Технология нанесения
Расстояние
Примерно 150-200 мм от поверхности
Слишком близко/далеко:
потеки и капли
сухое или перераспыление
Плохая
Технология нанесения
Расстояние
Примерно 150-200 мм от поверхности
Слишком близко/далеко:
потеки и капли
сухое или перераспыление
Плохая
Технология нанесения
Скорость пульверизатора
Скорость должна быть удобной
Мокрые слои, но не слишком
Слишком быстрая
Технология нанесения
Скорость пульверизатора
Скорость должна быть удобной
Мокрые слои, но не слишком
Слишком быстрая

Правильное расстояние помогает избегать сухого распыления или потеков
Технология нанесения
200мм для обычного,
Правильное расстояние помогает избегать сухого распыления или потеков
Технология нанесения
200мм для обычного,

Включение при начале прохода, Выключение в конце прохода.
Первый проход, нацеленый на
Включение при начале прохода, Выключение в конце прохода.
Первый проход, нацеленый на
Технология нанесения
Ошибки при нанесениее приводят:
Потекам и каплям
Сухому распылению / плохому
Технология нанесения
Ошибки при нанесениее приводят:
Потекам и каплям
Сухому распылению / плохому

Технология нанесения
20-25 см
Внешний край сухого перепыла
Слишком далеко
Правильно
Непраильно Неправильно
Неправильный угол станет
Технология нанесения
20-25 см
Внешний край сухого перепыла
Слишком далеко
Правильно
Непраильно Неправильно
Неправильный угол станет

Технология нанесения
Технология нанесения
Рекомендуемая последовательность
Начинайте на крыше с одной стороны по направлению к ее
Рекомендуемая последовательность
Начинайте на крыше с одной стороны по направлению к ее

Рекомендуемая последовательность при перекраске (один маляр)
После окраски дверь можно открыть во
Рекомендуемая последовательность при перекраске (один маляр)
После окраски дверь можно открыть во
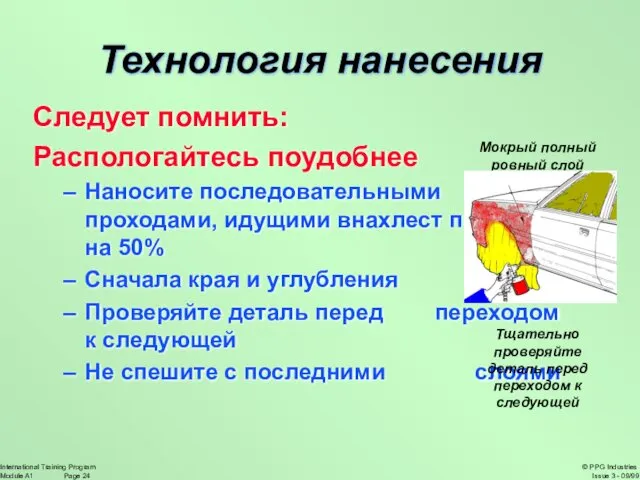
Следует помнить:
Распологайтесь поудобнее
Наносите последовательными проходами, идущими внахлест примерно на 50%
Сначала края
Следует помнить:
Распологайтесь поудобнее
Наносите последовательными проходами, идущими внахлест примерно на 50%
Сначала края
Скорость потока жидкости
Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии
Скорость потока жидкости
Всегда пользуйтесь пульверизаторами, дающими необходимую толщину пленки в соответствии
4. Условия в мастерской
Лучших результатов с ремонтными ЛКМ вы добьетесь при
4. Условия в мастерской
Лучших результатов с ремонтными ЛКМ вы добьетесь при
Только заметки.
Слайда нет.
Только заметки.
Слайда нет.
5. Скорость испарения и качество разбавителей
Важно, чтобы скорость испарения разбавителя, добавленного
5. Скорость испарения и качество разбавителей
Важно, чтобы скорость испарения разбавителя, добавленного
6. Количество используемого разбавителя.
Использование необходимого количества разбавителя позволяет добиться нужной вязкости,
6. Количество используемого разбавителя.
Использование необходимого количества разбавителя позволяет добиться нужной вязкости,
7. Атомизация
7. Атомизация
8. Время испарения / Время Tack
Термин “время испарения” используется по отношению
8. Время испарения / Время Tack
Термин “время испарения” используется по отношению
Только заметки.
Слайда нет..
Только заметки.
Слайда нет..
9. Температура материала и окрашиваемой поверхности
Важно, чтобы поверхности и наносимого на
9. Температура материала и окрашиваемой поверхности
Важно, чтобы поверхности и наносимого на
10. Высыхание
После успешного нанесения, краска должна быть надлежащим образом высушена для
10. Высыхание
После успешного нанесения, краска должна быть надлежащим образом высушена для

11. Завершающие работы
Просто
блеск!
11. Завершающие работы
Просто
блеск!
 Портфолио учителя технологии
Портфолио учителя технологии Тукайга килэ халык...
Тукайга килэ халык... Логические схемы. Определение, построение, преобразование
Логические схемы. Определение, построение, преобразование Вводный учебный курс для новых дилеров Audi. Двигатели
Вводный учебный курс для новых дилеров Audi. Двигатели Leben und Schaffen von Johann Wolfgang von Goethe
Leben und Schaffen von Johann Wolfgang von Goethe Задачи, содержание и формы организации работы на уроках ППО
Задачи, содержание и формы организации работы на уроках ППО УФК по Республике Крым. Подключение к системе Электронный бюджет
УФК по Республике Крым. Подключение к системе Электронный бюджет Как стать менеджером
Как стать менеджером Obliczenia w Matlabie. Operatory, instrukcje sterujące, operacje bitowe
Obliczenia w Matlabie. Operatory, instrukcje sterujące, operacje bitowe Презентация по теме География религий
Презентация по теме География религий Гидропрессы. Приводы гидравлических прессов
Гидропрессы. Приводы гидравлических прессов Народные художественные промыслы России. Хохлома
Народные художественные промыслы России. Хохлома Сердце отдаю детям творческий отчет-презентация работы кружка Умелые руки.
Сердце отдаю детям творческий отчет-презентация работы кружка Умелые руки. Алексей Михайлович Романов 1645 - 1676
Алексей Михайлович Романов 1645 - 1676 БАД к пище желе с коллагеном Тяньши
БАД к пище желе с коллагеном Тяньши Как выбрать линолеум? Советы от Парней из Камня
Как выбрать линолеум? Советы от Парней из Камня Макет выпускной квалификационной работы
Макет выпускной квалификационной работы Загальна характеристика електронної комерції в міжнародному торговому праві
Загальна характеристика електронної комерції в міжнародному торговому праві Выставление оценок в электронный журнал
Выставление оценок в электронный журнал Материалы, применяемые в машиностроении
Материалы, применяемые в машиностроении Монтаж квартальных сетей и вводов
Монтаж квартальных сетей и вводов Школьная газета
Школьная газета Продвижение в Интернете. Создание web-сайта
Продвижение в Интернете. Создание web-сайта Личные местоимения
Личные местоимения Пожарный – герой!
Пожарный – герой! Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС
Консультация для воспитателей Самообразование воспитателей детского сада по ФГОС Топливо и маслозаправочные колонки. Тема №6
Топливо и маслозаправочные колонки. Тема №6 Урок Население Африки
Урок Население Африки