- Основные сведения о металлах и их свойствах. Тема 1

Содержание
- 2. ЗНАЧЕНИЕ МЕТАЛЛОВ человечеству с глубокой древности. Производство металлов по масштабам соизмеримо с производством таких промышленных продуктов
- 3. Существенную роль имеет также широкое распространение металлов в литосфере и гидросфере Земли. Металлы составляют 86% известных
- 4. СПЛАВЫ Сплавы - макроскопически однородные системы, полученные из двух и более сортов атомов (молекул) металлов, неметаллов,
- 5. Свойства металлов: Способность к взаимному растворению и образование многочисленных сплавов разнообразного состава, что позволяет в широких
- 6. ЧЕРНЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ Металлы можно разделить на две большие группы − черные и цветные металлы.
- 7. Цветные металлы обычно имеют характерную окраску: красную, желтую и белую. Они обладают большой пластичностью, невысокой твердостью,
- 8. Научно обоснованной классификации металлов не существует. В основу классификации положен промышленный принцип, учитывающий сложившуюся структуру металлургической
- 9. ФИЗИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ Для металлов наиболее характерны следующие свойства: металлический блеск, твердость, пластичность, ковкость, теплопроводность, электропроводность.
- 10. Для всех металлов характерна металлическая кристаллическая решетка: в ее узлах находятся положительно заряженные ионы, а между
- 11. В зависимости от своей плотности металлы делятся на: легкие (плотность не более 5 г/см ). К
- 12. В химическом отношении все металлы характеризуются сравнительной легкостью отдачи валентных электронов и способностью образовывать положительно заряженные
- 13. Менее энергично металлы взаимодействуют с серой: Сu + S = СuS Fе + S = FеS
- 14. Обработка металлов резанием Универсальным методом, используемым для размерной обработки металлов, является обработка металлов резанием. Метод позволяет
- 15. Литейные свойства металлов и сплавов Литейными свойствами называются такие технологические свойства металла и сплава, которые определяют
- 16. Свариваемость Свариваемость – техническая характеристика, которая позволяет определить способность различных металлов под воздействием высоких температур создавать
- 17. МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ МЕТАЛЛОВ Механические испытания можно классифицировать по характеру приложения нагрузок во времени на: статические;
- 18. Если детали подвергаются в процессе эксплуатации быстро возникающим нагрузкам и ударам, то испытания образцов статической нагрузкой
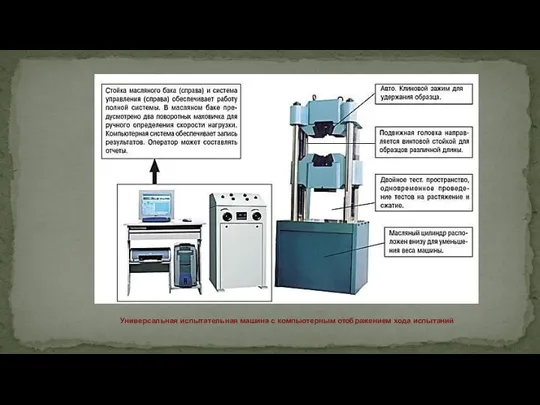
- 19. Испытания на статическое растяжение являются основным и наиболее распространенным методом контроля механических свойств металлов. В процессе
- 20. Универсальная испытательная машина с компьютерным отображением хода испытаний
- 21. МЕТОДЫ СТАТИЧЕСКИХ ИСПЫТАНИЙ Испытание на растяжение при комнатной температуре Испытания проводятся на разрывных испытательных машинах, материал
- 22. Методы испытаний Метод Бринелля. Основан на вдавливании в поверхность испытуемого материала стального закаленного шарика диаметром D
- 23. Детали машин в процессе эксплуатации подвергаются не только статическому нагружению, но и динамическому, т.е. нагрузка возрастает
- 24. Способом оценки вязкости является определение ударной вязкости. Ударная вязкость – это работа, затраченная на ударный излом
- 25. Обработка металлов литьём состоит в том, что расплавленный металл заливают в специальные формы, в которых металл
- 26. Литье применяют для изготовления самых различных деталей: станин металлообрабатывающих станков; блоков цилиндров двигателей автомобилей, тракторов; поршней;
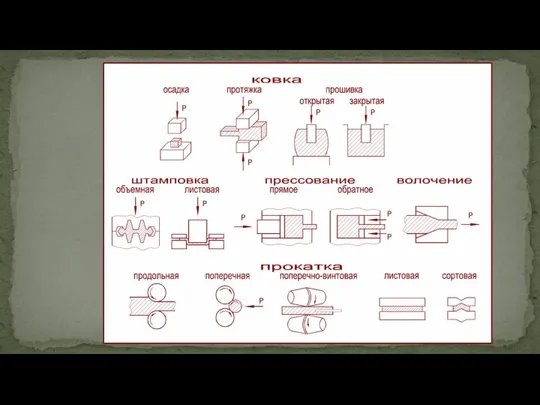
- 27. Обработка металлов давлением включает технологические процессы, в результате которых изменяется форма металлической заготовки без нарушения её
- 29. Прокатка - процесс пластического деформирования тел на прокатном стане между вращающимися приводными валками (часть валков может
- 30. Прессование - процесс обработки металлов давлением, производимый с целью увеличения плотности, изменения формы, разделения фаз материала,
- 31. Волочение - обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются
- 32. Ковка - это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его
- 33. Машинную ковку выполняют на специальном оборудовании - молотах с массой падающих частей от 40 до 5000
- 34. Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента - штампа (для каждой детали изготовляют
- 35. Комбинации Существуют также процессы, при которых используются комбинации из нескольких методов. Например, метод прокатка-волочение.
- 36. Существует несколько методов сварки, но все их можно условно разделить на две большие группы: Сварка при
- 37. ПАЙКА Пайка металлов - это соединение металлов с помощью специального сплава, называемого припоем. Для осуществления пайки
- 38. Температура плавления мягких припоев не превышает 4000С. Швы из мягкого припоя не выдерживают больших механических нагрузок,
- 39. Инструментом для пайки металлов служит паяльник. Выпускаются паяльники различных форм и размеров. Наиболее распространены и удобны
- 40. Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических изделий. Лужение производится для защиты металла
- 41. Электрические методы обработки металлов разделяются на электротермические и электрохимические. Тепловое действие электрического тока, когда под влиянием
- 42. Отжиг - это нагрев стали до температуры, определяемой целью отжига, выдержка при этой температуре и последующее
- 43. ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ Электрохимическая обработка металлов позволяет придавать обрабатываемой металлической детали определенной формы, заданных размеров
- 45. Скачать презентацию
ЗНАЧЕНИЕ МЕТАЛЛОВ
человечеству с глубокой древности.
Производство металлов по масштабам соизмеримо с производством
ЗНАЧЕНИЕ МЕТАЛЛОВ
человечеству с глубокой древности.
Производство металлов по масштабам соизмеримо с производством
Существенную роль имеет также широкое распространение металлов в литосфере и гидросфере
Существенную роль имеет также широкое распространение металлов в литосфере и гидросфере
СПЛАВЫ
Сплавы - макроскопически однородные системы, полученные из двух и более сортов
СПЛАВЫ
Сплавы - макроскопически однородные системы, полученные из двух и более сортов
Свойства металлов:
Способность к взаимному растворению и образование многочисленных сплавов разнообразного состава,
Свойства металлов:
Способность к взаимному растворению и образование многочисленных сплавов разнообразного состава,
ЧЕРНЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ
Металлы можно разделить на две большие группы −
ЧЕРНЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ
Металлы можно разделить на две большие группы −
Цветные металлы обычно имеют характерную окраску: красную, желтую и белую. Они
Цветные металлы обычно имеют характерную окраску: красную, желтую и белую. Они
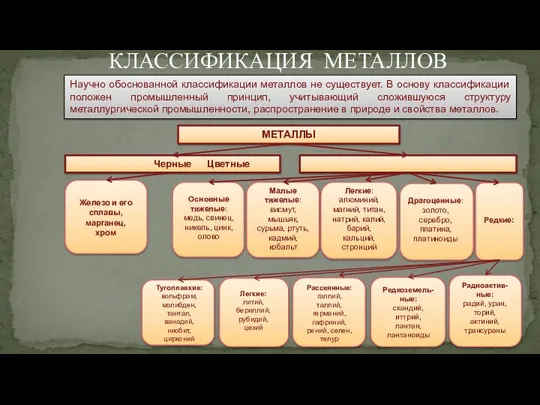
Научно обоснованной классификации металлов не существует. В основу классификации положен промышленный
Научно обоснованной классификации металлов не существует. В основу классификации положен промышленный

ФИЗИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
Для металлов наиболее характерны следующие свойства:
металлический блеск,
твердость,
пластичность,
ковкость,
теплопроводность,
электропроводность.
ФИЗИЧЕСКИЕ СВОЙСТВА МЕТАЛЛОВ
Для металлов наиболее характерны следующие свойства:
металлический блеск,
твердость,
пластичность,
ковкость,
теплопроводность,
электропроводность.
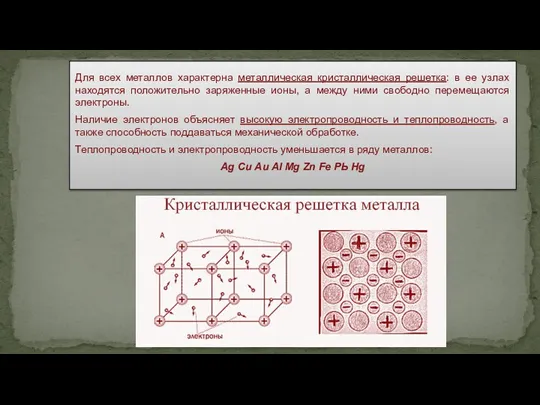
Для всех металлов характерна металлическая кристаллическая решетка: в ее узлах находятся
Для всех металлов характерна металлическая кристаллическая решетка: в ее узлах находятся
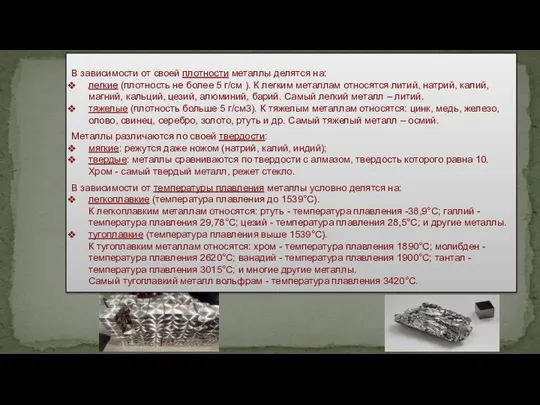
В зависимости от своей плотности металлы делятся на:
легкие (плотность не более
В зависимости от своей плотности металлы делятся на:
легкие (плотность не более
В химическом отношении все металлы характеризуются сравнительной легкостью отдачи валентных электронов
В химическом отношении все металлы характеризуются сравнительной легкостью отдачи валентных электронов
Менее энергично металлы взаимодействуют с серой:
Сu + S = СuS Fе
Менее энергично металлы взаимодействуют с серой:
Сu + S = СuS Fе

Обработка металлов резанием
Универсальным методом, используемым для размерной обработки металлов, является обработка
Обработка металлов резанием
Универсальным методом, используемым для размерной обработки металлов, является обработка
Литейные свойства металлов и сплавов
Литейными свойствами называются такие технологические свойства металла
Литейные свойства металлов и сплавов
Литейными свойствами называются такие технологические свойства металла
Свариваемость
Свариваемость – техническая характеристика, которая позволяет определить способность различных металлов под
Свариваемость
Свариваемость – техническая характеристика, которая позволяет определить способность различных металлов под
МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ МЕТАЛЛОВ
Механические испытания можно классифицировать по характеру приложения нагрузок
МЕТОДЫ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ МЕТАЛЛОВ
Механические испытания можно классифицировать по характеру приложения нагрузок
Если детали подвергаются в процессе эксплуатации быстро возникающим нагрузкам и ударам,
Если детали подвергаются в процессе эксплуатации быстро возникающим нагрузкам и ударам,
Испытания на статическое растяжение являются основным и наиболее распространенным методом контроля
Испытания на статическое растяжение являются основным и наиболее распространенным методом контроля
Универсальная испытательная машина с компьютерным отображением хода испытаний
Универсальная испытательная машина с компьютерным отображением хода испытаний
МЕТОДЫ СТАТИЧЕСКИХ ИСПЫТАНИЙ
Испытание на растяжение при комнатной температуре
Испытания проводятся на разрывных
МЕТОДЫ СТАТИЧЕСКИХ ИСПЫТАНИЙ
Испытание на растяжение при комнатной температуре
Испытания проводятся на разрывных
Методы испытаний
Метод Бринелля.
Основан на вдавливании в поверхность испытуемого материала стального закаленного
Методы испытаний
Метод Бринелля.
Основан на вдавливании в поверхность испытуемого материала стального закаленного
Детали машин в процессе эксплуатации подвергаются не только статическому нагружению, но
Детали машин в процессе эксплуатации подвергаются не только статическому нагружению, но
Способом оценки вязкости является определение ударной вязкости.
Ударная вязкость – это работа,
Способом оценки вязкости является определение ударной вязкости.
Ударная вязкость – это работа,
Обработка металлов литьём состоит в том, что расплавленный металл заливают в
Обработка металлов литьём состоит в том, что расплавленный металл заливают в
Литье применяют для изготовления самых различных деталей: станин металлообрабатывающих станков; блоков цилиндров двигателей автомобилей, тракторов; поршней;
Литье применяют для изготовления самых различных деталей: станин металлообрабатывающих станков; блоков цилиндров двигателей автомобилей, тракторов; поршней;

Обработка металлов давлением включает технологические процессы, в результате которых изменяется форма
Обработка металлов давлением включает технологические процессы, в результате которых изменяется форма
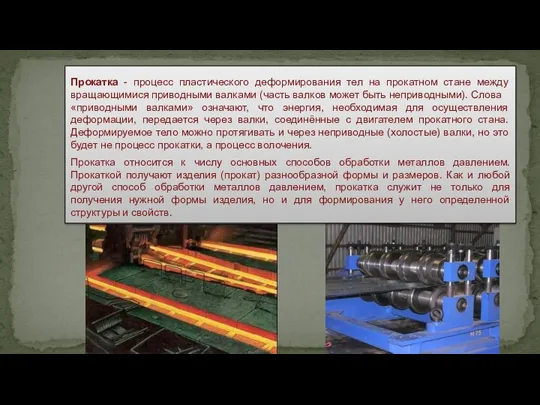
Прокатка - процесс пластического деформирования тел на прокатном стане между вращающимися
Прокатка - процесс пластического деформирования тел на прокатном стане между вращающимися
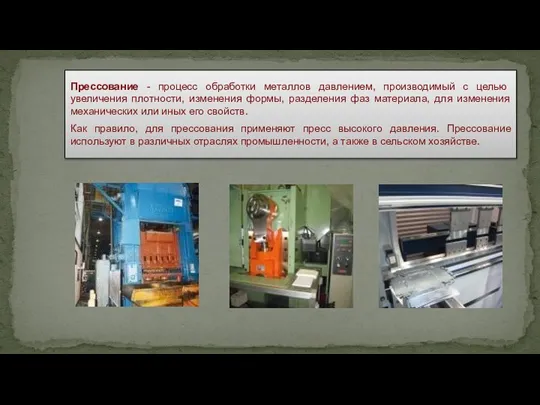
Прессование - процесс обработки металлов давлением, производимый с целью увеличения плотности,
Прессование - процесс обработки металлов давлением, производимый с целью увеличения плотности,

Волочение - обработка металлов давлением, при которой изделия (заготовки) круглого или
Волочение - обработка металлов давлением, при которой изделия (заготовки) круглого или
Ковка - это высокотемпературная обработка различных металлов (железо, медь и её
Ковка - это высокотемпературная обработка различных металлов (железо, медь и её

Машинную ковку выполняют на специальном оборудовании - молотах с массой падающих
Машинную ковку выполняют на специальном оборудовании - молотах с массой падающих
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента -
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента -
Комбинации
Существуют также процессы, при которых используются комбинации из нескольких методов. Например,
Комбинации
Существуют также процессы, при которых используются комбинации из нескольких методов. Например,
Существует несколько методов сварки, но все их можно условно разделить на
Существует несколько методов сварки, но все их можно условно разделить на
ПАЙКА
Пайка металлов - это соединение металлов с помощью специального сплава, называемого
ПАЙКА
Пайка металлов - это соединение металлов с помощью специального сплава, называемого
Температура плавления мягких припоев не превышает 4000С. Швы из мягкого припоя
Температура плавления мягких припоев не превышает 4000С. Швы из мягкого припоя
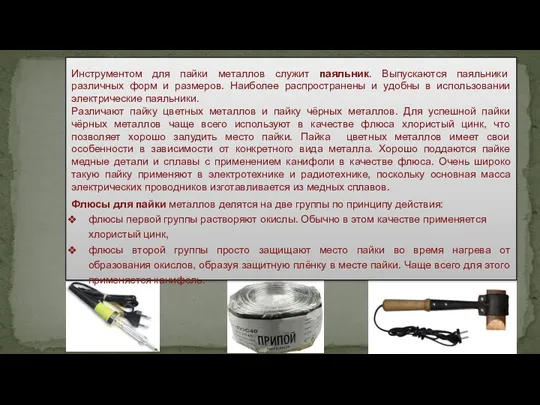
Инструментом для пайки металлов служит паяльник. Выпускаются паяльники различных форм и
Инструментом для пайки металлов служит паяльник. Выпускаются паяльники различных форм и
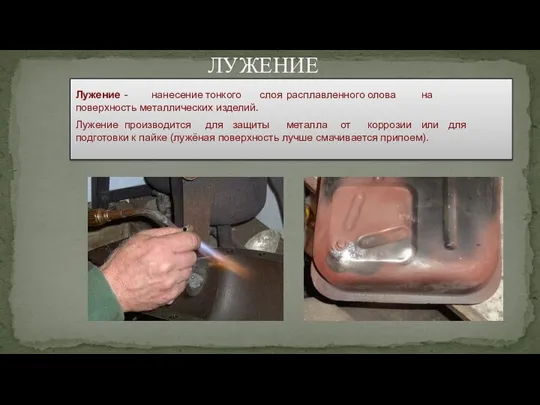
Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических изделий.
Лужение производится для защиты металла от коррозии или для подготовки к пайке (лужёная поверхность лучше смачивается
Лужение - нанесение тонкого слоя расплавленного олова на поверхность металлических изделий.
Лужение производится для защиты металла от коррозии или для подготовки к пайке (лужёная поверхность лучше смачивается

Электрические методы обработки металлов разделяются на электротермические и
электрохимические.
Тепловое действие электрического тока, когда под влиянием электрических разрядов в зоне
Электрические методы обработки металлов разделяются на электротермические и
электрохимические.
Тепловое действие электрического тока, когда под влиянием электрических разрядов в зоне
Отжиг - это нагрев стали до температуры, определяемой целью отжига, выдержка
Отжиг - это нагрев стали до температуры, определяемой целью отжига, выдержка
ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
Электрохимическая обработка металлов позволяет придавать обрабатываемой
металлической детали определенной формы, заданных
ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ОБРАБОТКИ МЕТАЛЛОВ
Электрохимическая обработка металлов позволяет придавать обрабатываемой
металлической детали определенной формы, заданных
 Канализация схемалары және оның негізгі элементтері
Канализация схемалары және оның негізгі элементтері Нахождение дроби от числа и числа по его дроби
Нахождение дроби от числа и числа по его дроби Сказочные истории
Сказочные истории Конус. Виды конусов
Конус. Виды конусов 1-е и 2-е Послания к Коринфянам. Общие сведения
1-е и 2-е Послания к Коринфянам. Общие сведения Физкультминутка Веселые снеговики
Физкультминутка Веселые снеговики Презентация Книжные уголки Солнечной полянки
Презентация Книжные уголки Солнечной полянки Игра -это серьезно
Игра -это серьезно 20231101_diktant_proizvodnaya_4_var
20231101_diktant_proizvodnaya_4_var Управление информационными ресурсами. Лекция 1
Управление информационными ресурсами. Лекция 1 Коллигативные свойства растворов. Лекция 2
Коллигативные свойства растворов. Лекция 2 Отравляющие вещества. Яды природного и техногенного происхождения
Отравляющие вещества. Яды природного и техногенного происхождения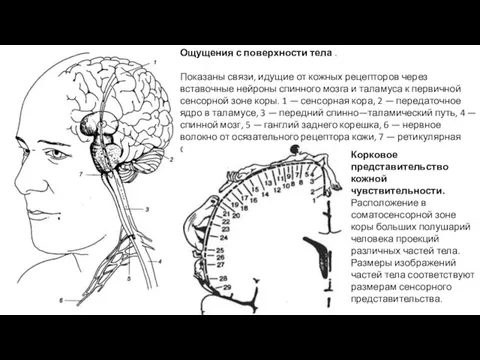 Ощущения с поверхности тела
Ощущения с поверхности тела История возникновения городов Западной Европы в их названиях
История возникновения городов Западной Европы в их названиях журнал№2;1;3
журнал№2;1;3 Всемирный день ориентирования
Всемирный день ориентирования Проект Разнообразие природы родного края, 3 класс
Проект Разнообразие природы родного края, 3 класс Развитие телефона
Развитие телефона Презентация Патриоты России.
Презентация Патриоты России. Постпозитивістські концепції в бухгалтерських наукових дослідженнях
Постпозитивістські концепції в бухгалтерських наукових дослідженнях Симметричное и ассиметричное шифрование
Симметричное и ассиметричное шифрование Школьникова Т.Ю. СОШ №5
Школьникова Т.Ю. СОШ №5 Занимательная грамматика.
Занимательная грамматика. Поняття про свердловину
Поняття про свердловину Русская Классическая Школа педагогическая стратегия будущего, проверенная великим образовательным прошлым
Русская Классическая Школа педагогическая стратегия будущего, проверенная великим образовательным прошлым ДопускКпеддеят.ОткрУрок03.12.2020
ДопускКпеддеят.ОткрУрок03.12.2020 10 заповедей родителям
10 заповедей родителям Портфолио учителя
Портфолио учителя