- Основы бережливого производства

Содержание
- 2. Тема 1: Построение карты текущего состояния потока создания ценности - 8 час Цель: Анализ текущего состояния
- 3. Тема 1: Построение карты текущего состояния потока создания ценности - 8 час Занятие 3. «Построение карты
- 4. Занятие 1. «Построение модели процесса» Содержание 1.0.Усвоение основных терминов 1.1.Изучение исходных данных 1.2.Определение уровня описания процесса
- 5. 1.0.Усвоение основных терминов Задание: Внимательно прочитайте термины, приведенные ниже: Бережливое производство (lean production, lean manufacturing —
- 6. Справка: История Бережливого производства Термин “Lean production” (“тощее” производство), который впоследствии начали переводить как “Бережливое производство”,
- 7. 1.1.Изучение исходных данных Задание: Изучите исходные данные, приведенные ниже: Анализ текущего состояния потока создания ценности и
- 8. 1.1. Исходные данные (продолжение) 4. Производственный процесс изготовления бамперов Бамперы состоят из базирующей детали – «внешней
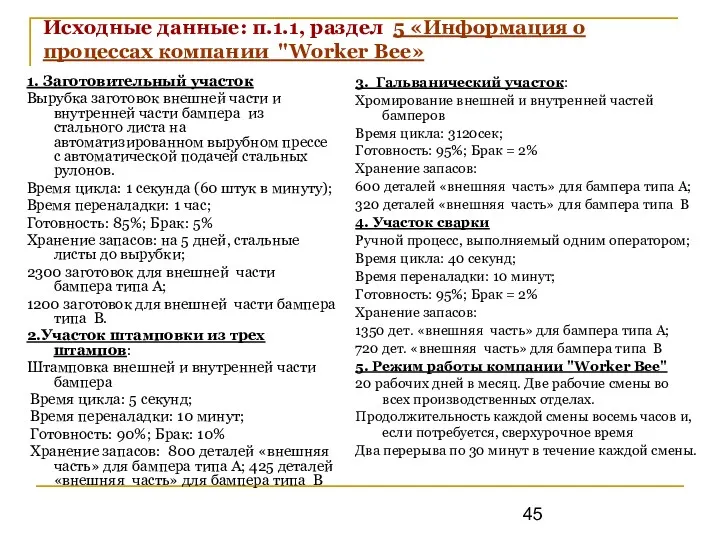
- 9. 1.1. Исходные данные (продолжение) 5. Информация о процессах компании "Worker Bee" 1. Заготовительный участок Вырубка заготовок
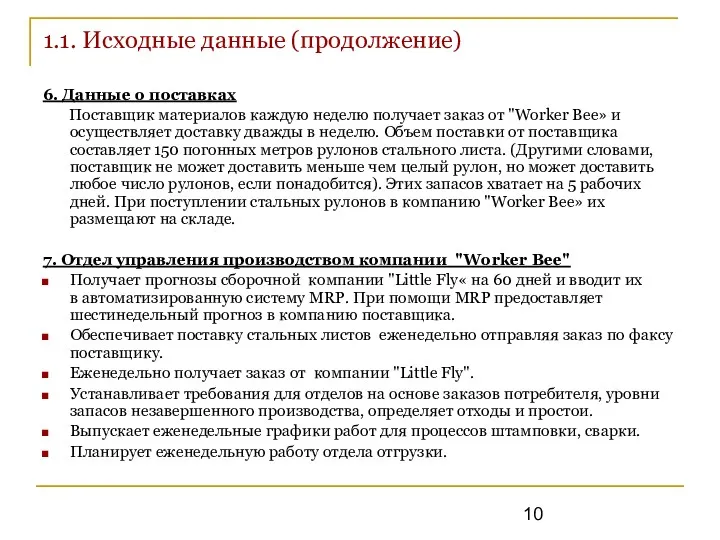
- 10. 1.1. Исходные данные (продолжение) 6. Данные о поставках Поставщик материалов каждую неделю получает заказ от "Worker
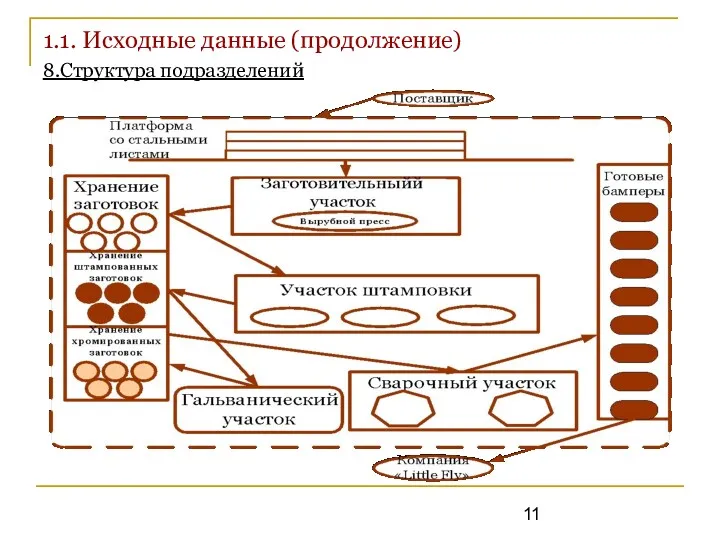
- 11. 1.1. Исходные данные (продолжение) 8.Структура подразделений
- 12. 1.2. Определение уровня описания процесса Задание: определите уровень описания процесса изготовления бамперов.
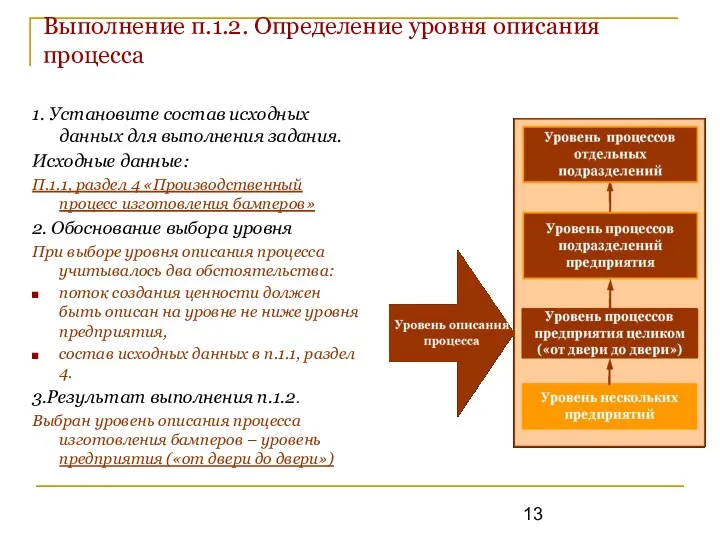
- 13. Выполнение п.1.2. Определение уровня описания процесса 1. Установите состав исходных данных для выполнения задания. Исходные данные:
- 14. 1.3.Построение модели процесса Задание: Постройте модель процесса изготовления бамперов. 1.Целью моделирования является создание точного, лаконичного, удобного
- 15. Образец для п.1.3: 1.Построение диаграммы процесса верхнего уровня 2.Декомпозиция процесса верхнего уровня
- 16. Выполнение п.1.3. Построение модели процесса изготовления бамперов 1. Установите состав исходных данных для выполнения задания Исходные
- 17. 1.Установление состава исходных данных для п.1.3: информация о процессах П.1.1, раздел 4 «Производственный процесс изготовления бамперов»:
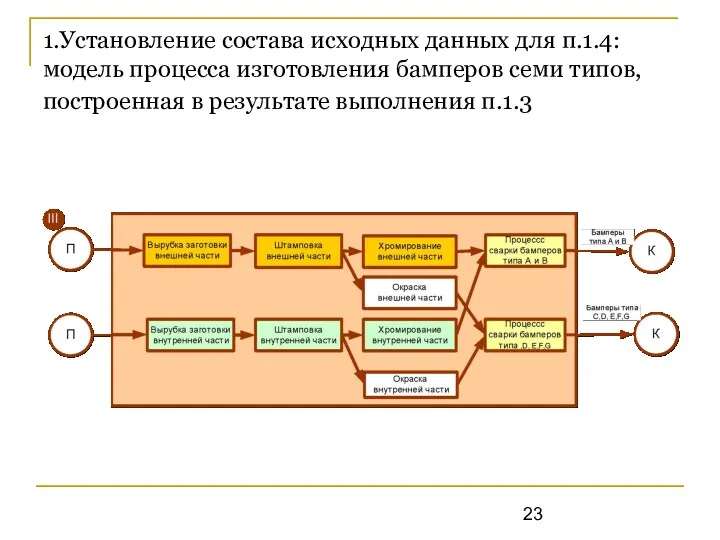
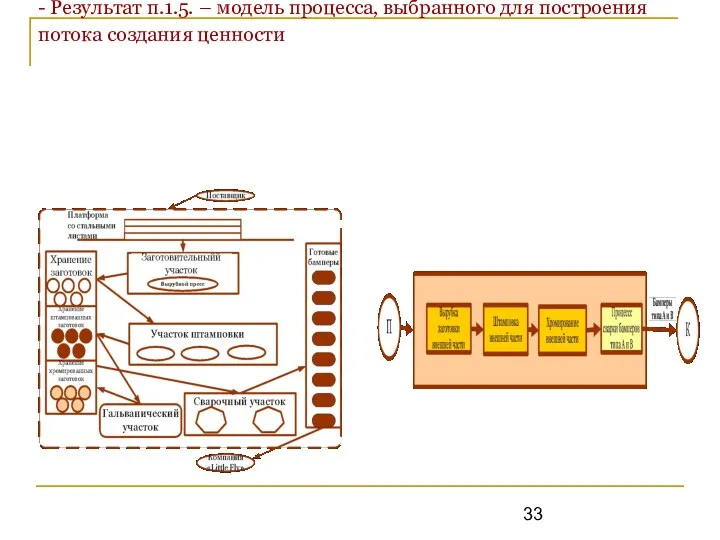
- 18. Результат п.1.3. - Модель процесса изготовления бамперов 1.Описание процесса изготовления бамперов на верхнем уровне. 2.Декомпозиция процесса
- 19. Занятие 2. «Построение карты лимитирующего процесса» 1.4.Выбор «Семейства продуктов» 1.5.Выбор лимитирующего процесса 1.6.Построение карты лимитирующего процесса
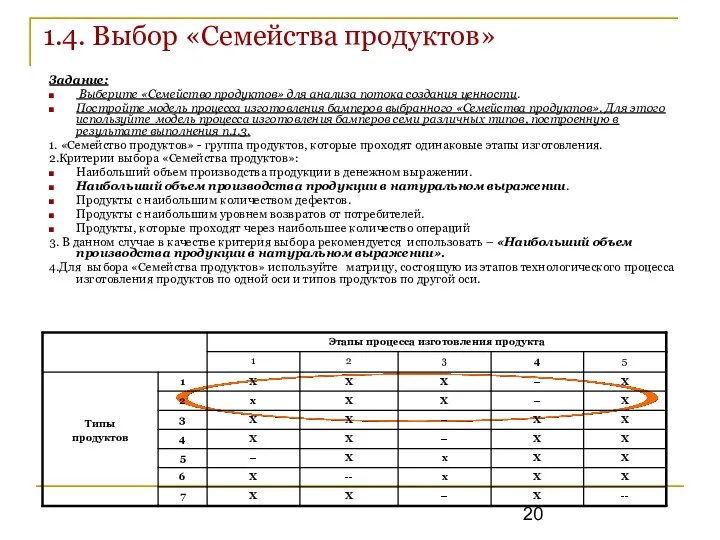
- 20. 1.4. Выбор «Семейства продуктов» Задание: Выберите «Семейство продуктов» для анализа потока создания ценности. Постройте модель процесса
- 21. Выполнение п. 1.4. Выбор «Семейства продуктов» 1. Установите состав исходных данных для выполнения задания. Исходные данные:
- 22. 1.Установление состава исходных данных для п. 1.4.: информация о запросах потребителя 1. П.1.1, раздел 3. «Сведения
- 23. 1.Установление состава исходных данных для п.1.4: модель процесса изготовления бамперов семи типов, построенная в результате выполнения
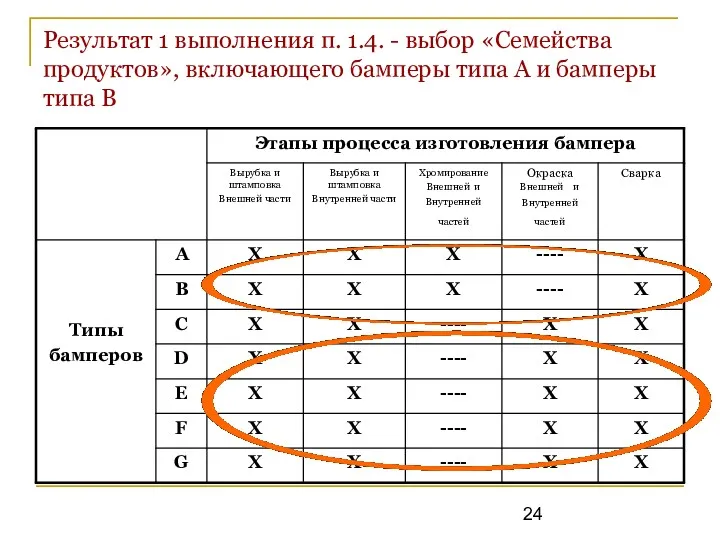
- 24. Результат 1 выполнения п. 1.4. - выбор «Семейства продуктов», включающего бамперы типа А и бамперы типа
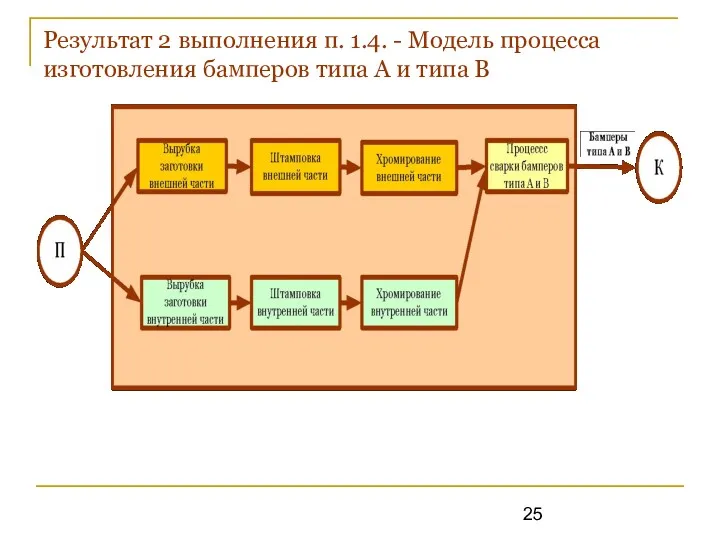
- 25. Результат 2 выполнения п. 1.4. - Модель процесса изготовления бамперов типа А и типа В
- 26. 1.5. Выбор лимитирующего процесса Задание: Выберите лимитирующий процесс изготовления бамперов из «Семейства продуктов», установленного в п.1.4
- 27. Выполнение п. 1.5. Выбор лимитирующего процесса 1. Сформируйте состав исходных данных для выполнения задания. Исходные данные:
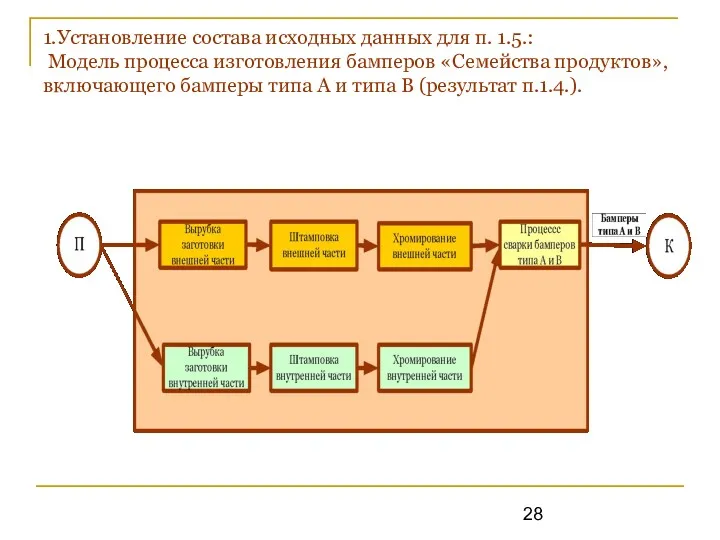
- 28. 1.Установление состава исходных данных для п. 1.5.: Модель процесса изготовления бамперов «Семейства продуктов», включающего бамперы типа
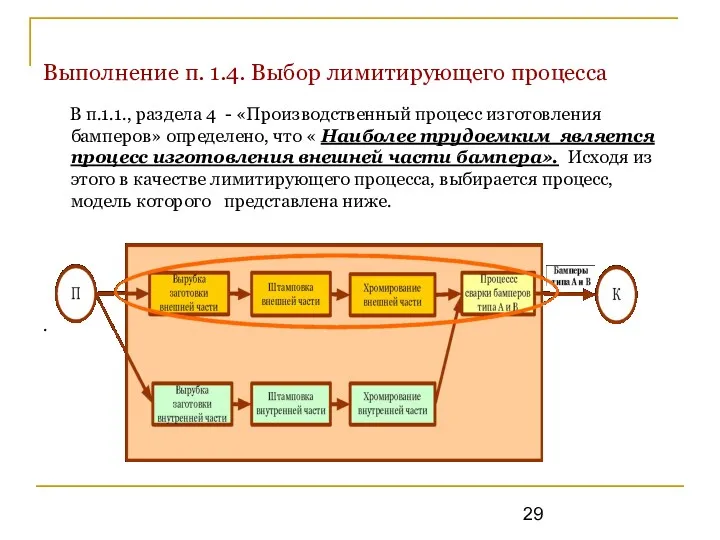
- 29. Выполнение п. 1.4. Выбор лимитирующего процесса В п.1.1., раздела 4 - «Производственный процесс изготовления бамперов» определено,
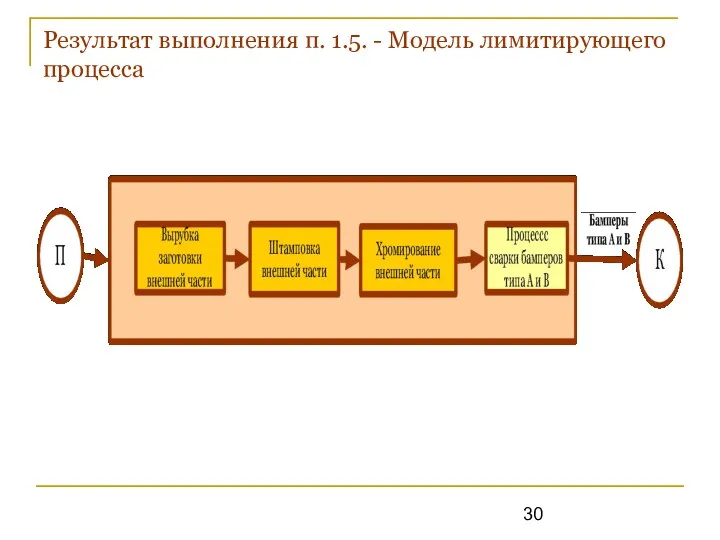
- 30. Результат выполнения п. 1.5. - Модель лимитирующего процесса
- 31. 1.6.Построение карты лимитирующего процесса Задание: На основании результатов, поученных при выполнении п.1.1, раздел 5, а также
- 32. Выполнение п. 1.6. Построение карты лимитирующего процесса 1. Установите состав исходных данных для выполнения задания. Исходные
- 33. 1.Установление состава исходных данных для п.1.6: - П. 1.1, раздел 8 «Структура подразделений»; - Результат п.1.5.
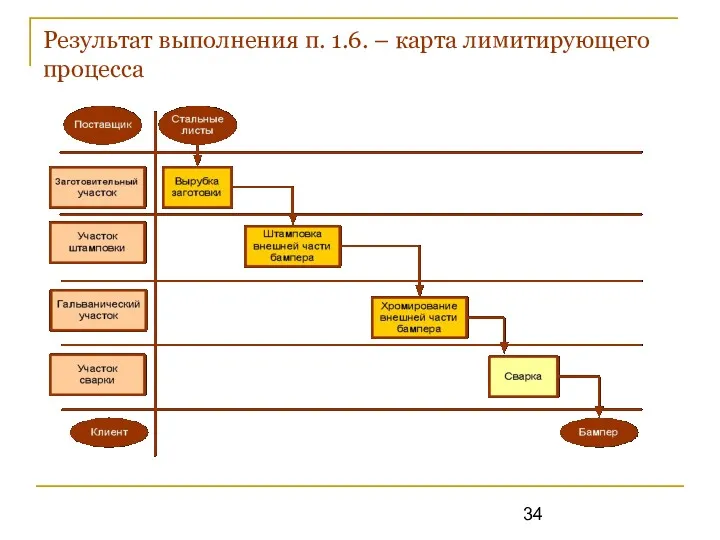
- 34. Результат выполнения п. 1.6. – карта лимитирующего процесса
- 35. Занятие 3. «Построение карты текущего состояния потока создания ценности» Содержание 1.7. Построение карты текущего состояния потока
- 36. 1.7. Построение карты текущего состояния потока создания ценности Задание: Постройте карту текущего состояния потока создания ценности
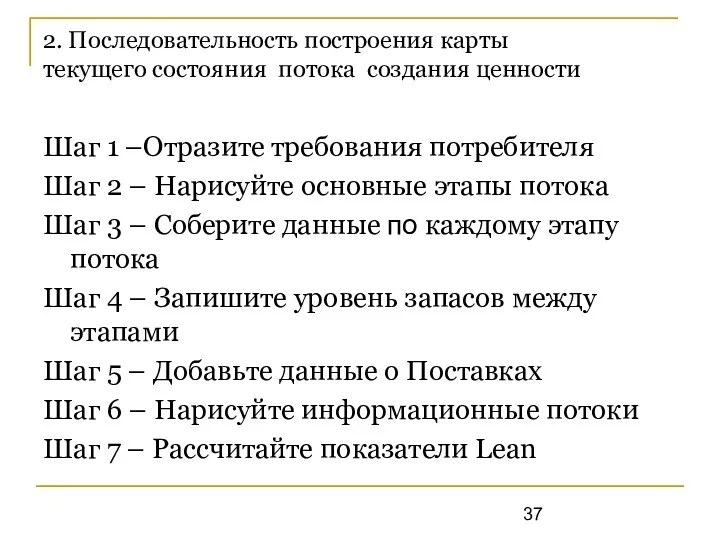
- 37. 2. Последовательность построения карты текущего состояния потока создания ценности Шаг 1 –Отразите требования потребителя Шаг 2
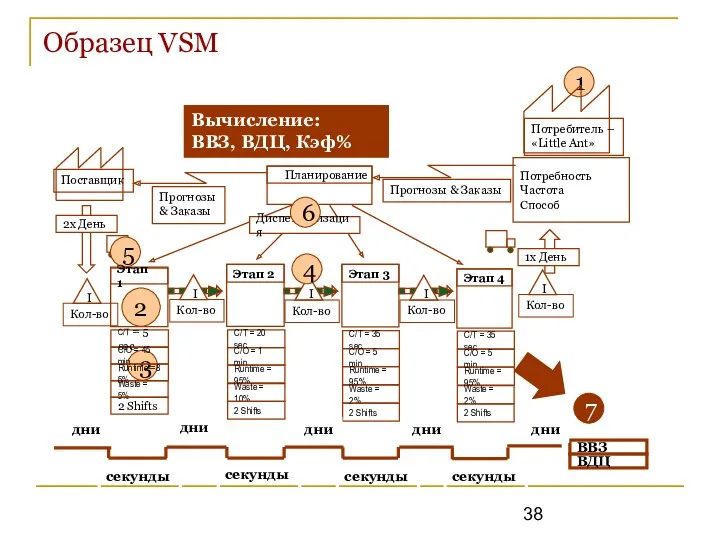
- 38. Образец VSM Планирование Прогнозы & Заказы Прогнозы & Заказы Диспетчеризация секунды ВВЗ ВДЦ дни 7 3
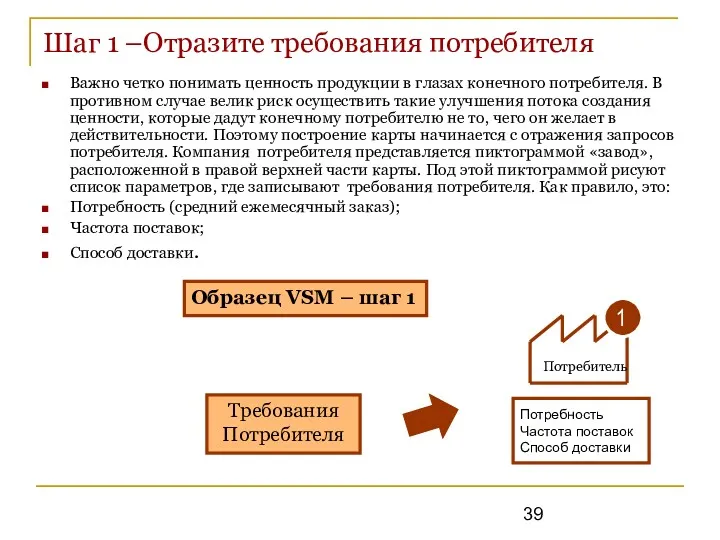
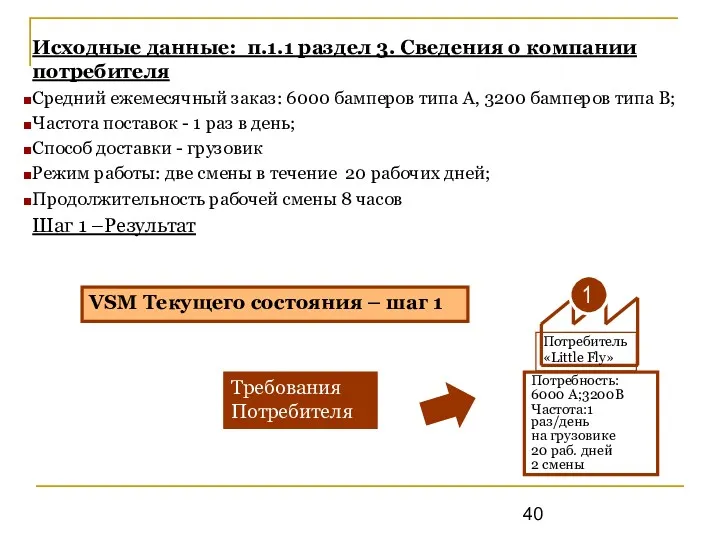
- 39. Шаг 1 –Отразите требования потребителя Важно четко понимать ценность продукции в глазах конечного потребителя. В противном
- 40. Исходные данные: п.1.1 раздел 3. Сведения о компании потребителя Средний ежемесячный заказ: 6000 бамперов типа А,
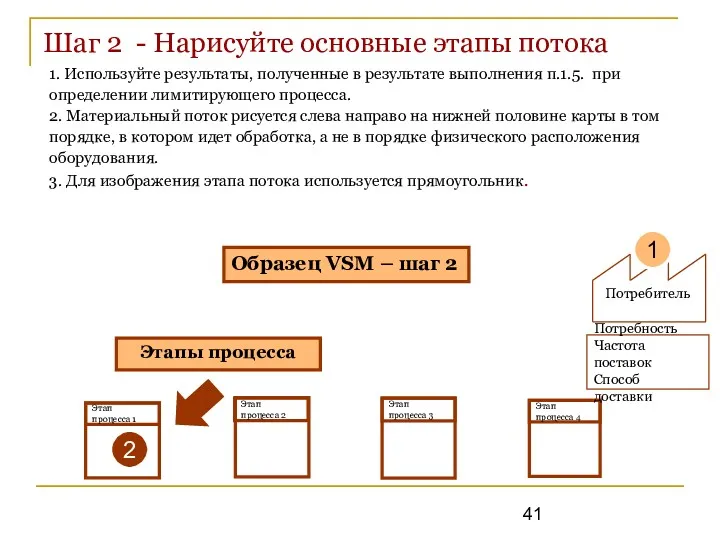
- 41. Шаг 2 - Нарисуйте основные этапы потока Потребитель Этап процесса 1 Этап процесса 2 Этап процесса
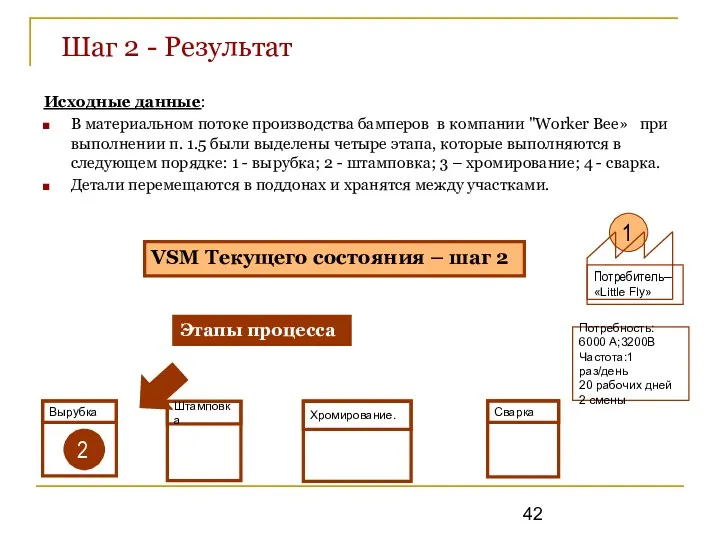
- 42. Шаг 2 - Результат 1 Вырубка Штамповка Хромирование. Этапы процесса Потребитель– «Little Fly» Потребность: 6000 А;3200В
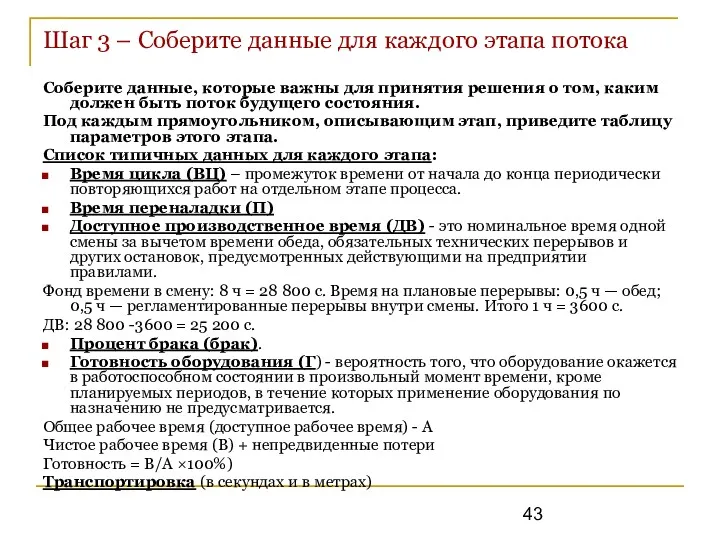
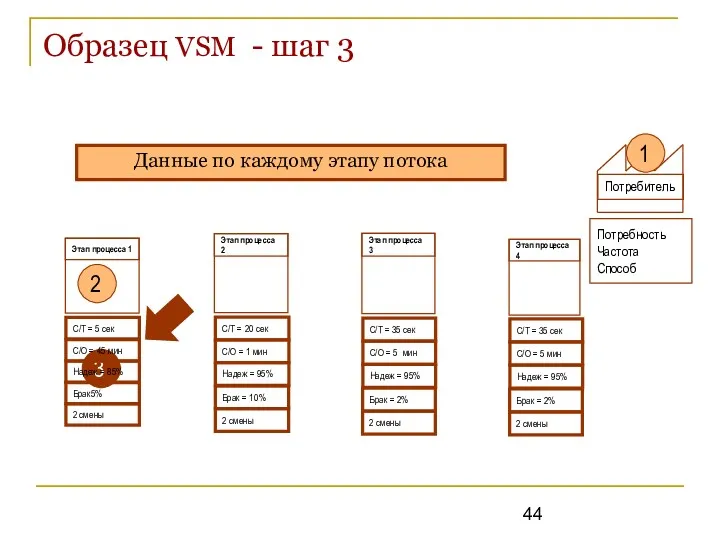
- 43. Шаг 3 – Соберите данные для каждого этапа потока Соберите данные, которые важны для принятия решения
- 44. Образец VSM - шаг 3 Потребитель Потребность Частота Способ 3 2 1 Данные по каждому этапу
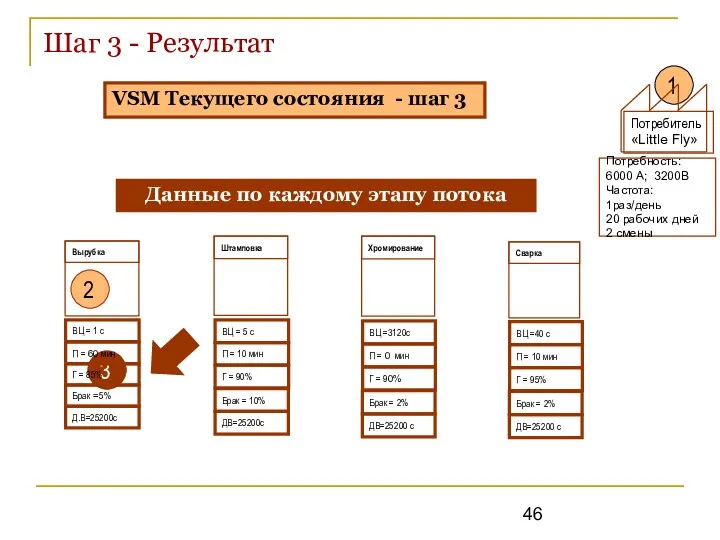
- 45. Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee» 1. Заготовительный участок Вырубка заготовок
- 46. Шаг 3 - Результат 3 1 Потребитель «Little Fly» Потребность: 6000 А; 3200В Частота: 1раз/день 20
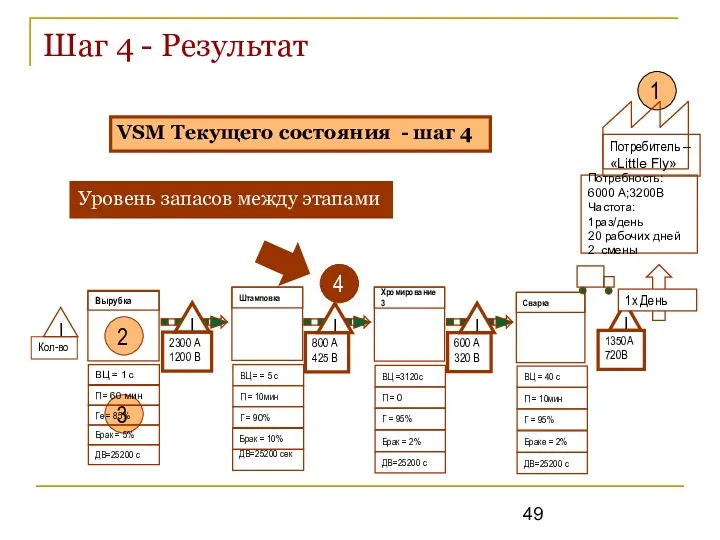
- 47. Шаг 4: Запишите уровень запасов между этапами 1. Запасы – скопление материалов, ожидающих обработки или перемещения
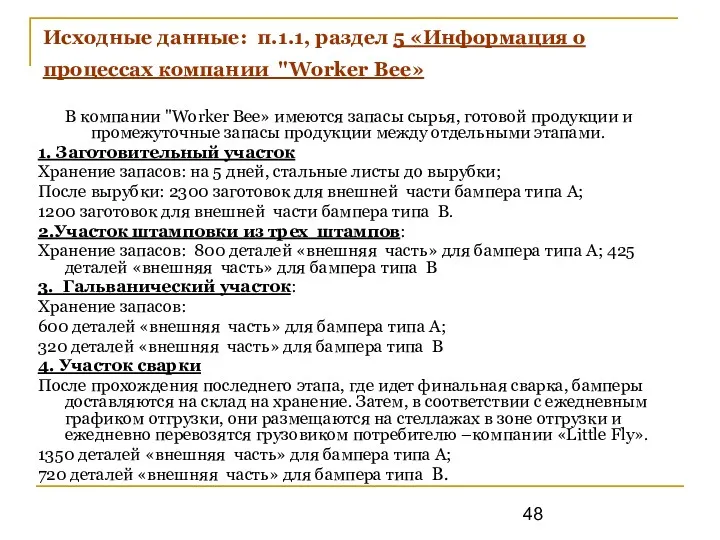
- 48. Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee» В компании "Worker Bee» имеются
- 49. Шаг 4 - Результат 3 1 4 Уровень запасов между этапами Потребитель – «Little Fly» Потребность:
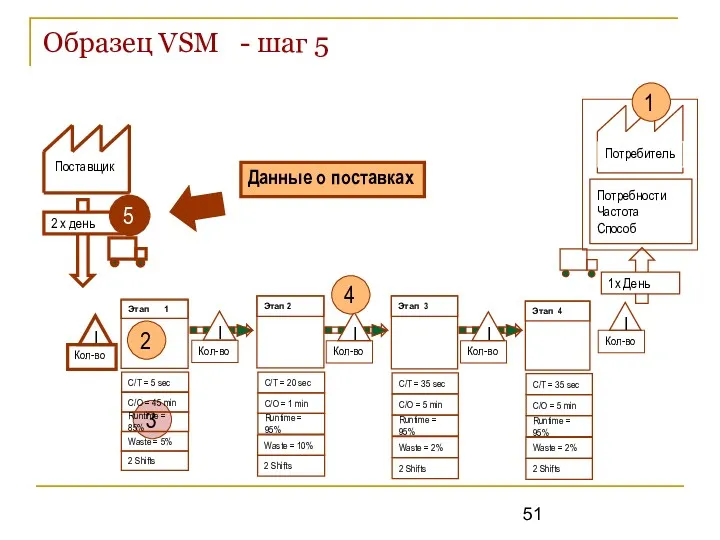
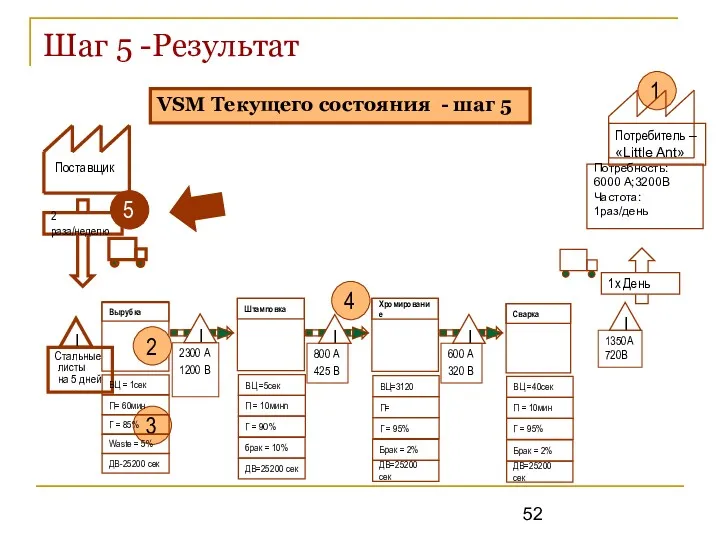
- 50. Шаг 5: Добавьте данные о Поставках 1. В верхнем левом углу карты изобразите картинку компании —
- 51. Образец VSM - шаг 5 Потребитель Потребности Частота Способ 3 2 1 5 4 Данные о
- 52. Шаг 5 -Результат 3 1 5 4 Потребитель – «Little Ant» Потребность: 6000 А;3200В Частота: 1раз/день
- 53. Шаг 6: Нарисуйте информационные потоки Информационный поток рисуется в верхней половине карты. Для изображения информационного потока
- 54. Образец VSM - шаг 6 Потребитель Потребность Частота Способ Планирование Прогнозы & Заказы Прогнозы & Заказы
- 55. Исходные данные по информационным потокам П.1.1, раздел 7 «Отдел управления производством компании "Worker Bee»: Получает прогнозы
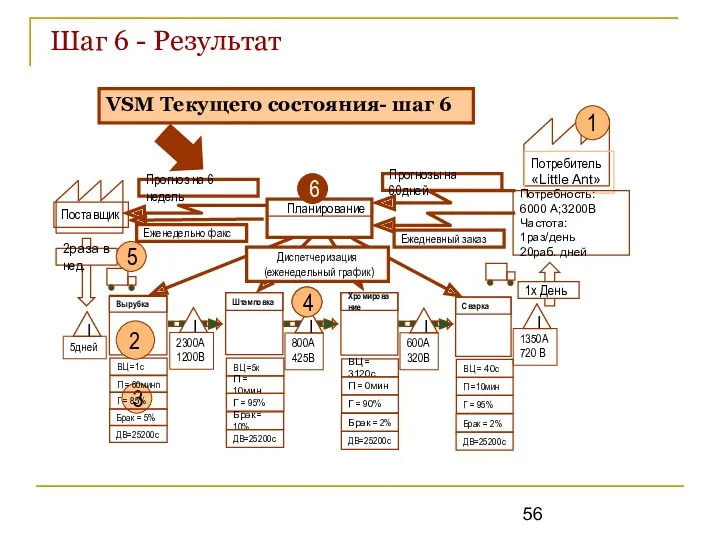
- 56. Планирование Диспетчеризация (еженедельный график) 3 6 5 4 Потребитель «Little Ant» Потребность: 6000 А;3200В Частота: 1раз/день
- 57. Занятие 4. «Анализ карты текущего состояния потока создания ценности» Содержание 1.8.Анализ карты текущего состояния потока создания
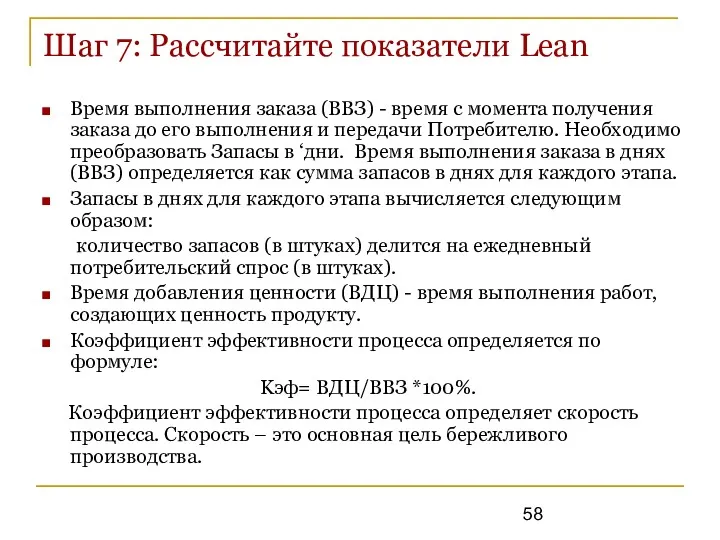
- 58. Шаг 7: Рассчитайте показатели Lean Время выполнения заказа (ВВЗ) - время с момента получения заказа до
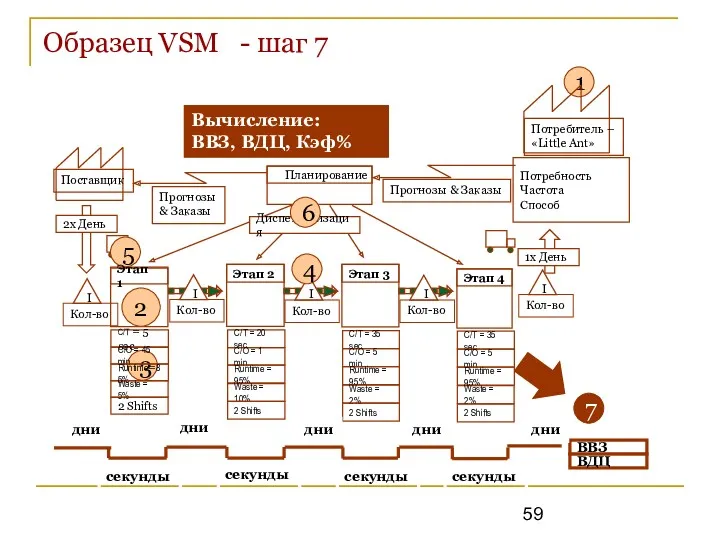
- 59. Образец VSM - шаг 7 Планирование Прогнозы & Заказы Прогнозы & Заказы Диспетчеризация секунды ВВЗ ВДЦ
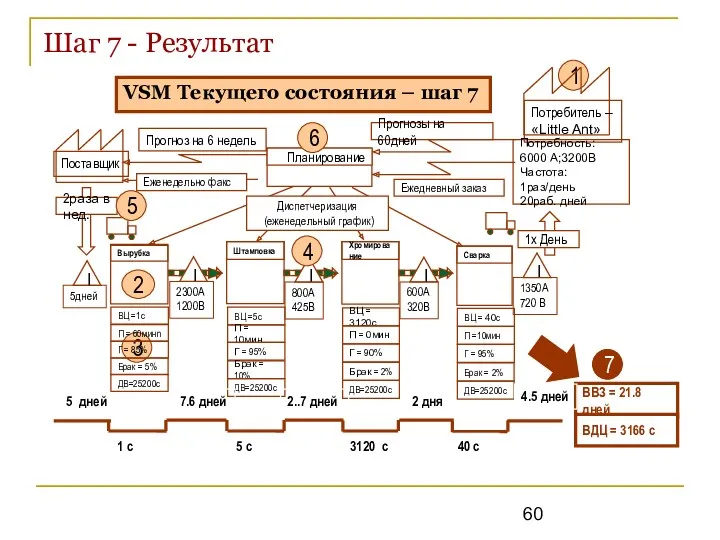
- 60. Шаг 7 - Результат Планирование 1 с ВВЗ = 21.8 дней ВДЦ = 3166 с 5
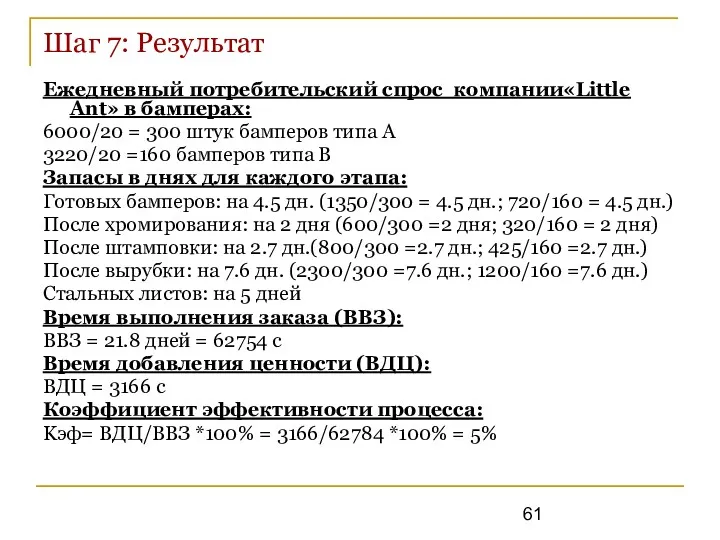
- 61. Шаг 7: Результат Ежедневный потребительский спрос компании«Little Ant» в бамперах: 6000/20 = 300 штук бамперов типа
- 62. 1.8.Анализ текущего состояния производства бамперов Перепроизводство Каждый этап процесса в потоке создания ценности выполняется в соответствии
- 63. 1.8.Анализ текущего состояния производства бамперов (продолжение) Дефекты Дефекты остаются скрытыми в очередях запасов до тех пор,
- 64. Тема 1: Построение карты текущего состояния потока создания ценности Цель: Анализ текущего состояния потока создания ценности
- 65. Выталкивающая система производства (push system) Система предполагает, что изготовление изделий начинается на одном конце производственной линии,
- 66. Вытягивающая система производств (pull system) Эта система предполагает, что: получение изделий с предыдущего участка осуществляется по
- 67. Поток создания ценности
- 68. Построение карты потока создания ценности Описание текущего состояния выполняется путем сбора информации в цехе. Этот процесс
- 70. Скачать презентацию
Тема 1: Построение карты текущего состояния потока создания ценности - 8
Тема 1: Построение карты текущего состояния потока создания ценности - 8
Тема 1: Построение карты текущего состояния потока создания ценности - 8
Тема 1: Построение карты текущего состояния потока создания ценности - 8
Занятие 1. «Построение модели процесса»
Содержание
1.0.Усвоение основных терминов
1.1.Изучение исходных данных
1.2.Определение уровня
Занятие 1. «Построение модели процесса»
Содержание
1.0.Усвоение основных терминов
1.1.Изучение исходных данных
1.2.Определение уровня
1.0.Усвоение основных терминов
Задание: Внимательно прочитайте термины, приведенные ниже:
Бережливое производство (lean production,
1.0.Усвоение основных терминов
Задание: Внимательно прочитайте термины, приведенные ниже:
Бережливое производство (lean production,
Справка: История Бережливого производства
Термин “Lean production” (“тощее” производство), который впоследствии
Справка: История Бережливого производства
Термин “Lean production” (“тощее” производство), который впоследствии
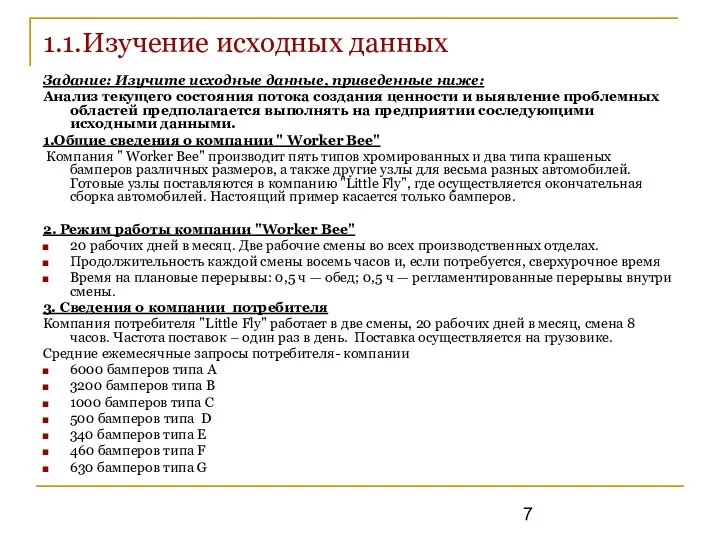
1.1.Изучение исходных данных
Задание: Изучите исходные данные, приведенные ниже:
Анализ текущего состояния потока
1.1.Изучение исходных данных
Задание: Изучите исходные данные, приведенные ниже:
Анализ текущего состояния потока
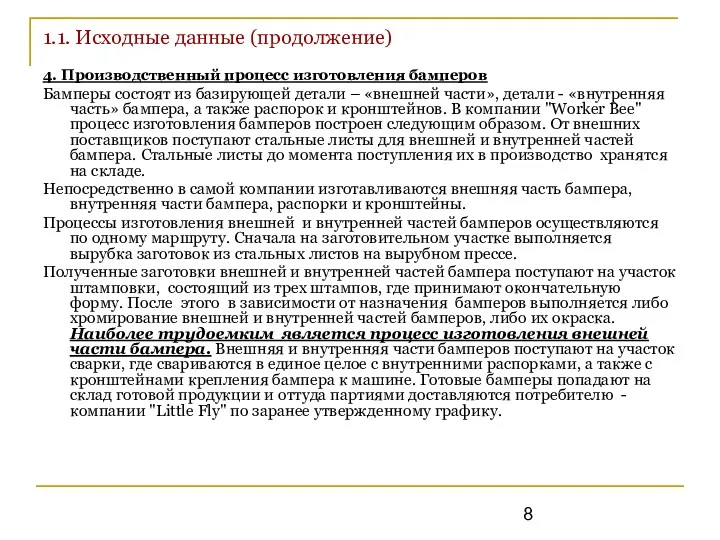
1.1. Исходные данные (продолжение)
4. Производственный процесс изготовления бамперов
Бамперы состоят из
1.1. Исходные данные (продолжение)
4. Производственный процесс изготовления бамперов
Бамперы состоят из
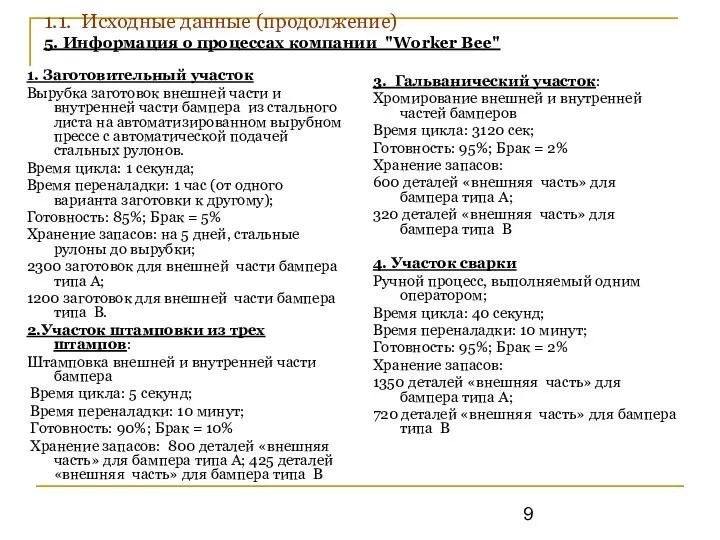
1.1. Исходные данные (продолжение)
5. Информация о процессах компании "Worker Bee"
1. Заготовительный
1.1. Исходные данные (продолжение)
5. Информация о процессах компании "Worker Bee"
1. Заготовительный
1.1. Исходные данные (продолжение)
6. Данные о поставках
Поставщик материалов каждую неделю
1.1. Исходные данные (продолжение)
6. Данные о поставках
Поставщик материалов каждую неделю
1.1. Исходные данные (продолжение)
8.Структура подразделений
1.1. Исходные данные (продолжение)
8.Структура подразделений

1.2. Определение уровня описания процесса
Задание: определите уровень описания процесса изготовления бамперов.
1.2. Определение уровня описания процесса
Задание: определите уровень описания процесса изготовления бамперов.
Выполнение п.1.2. Определение уровня описания процесса
1. Установите состав исходных данных для
Выполнение п.1.2. Определение уровня описания процесса
1. Установите состав исходных данных для
1.3.Построение модели процесса
Задание: Постройте модель процесса изготовления бамперов.
1.Целью моделирования
1.3.Построение модели процесса
Задание: Постройте модель процесса изготовления бамперов.
1.Целью моделирования
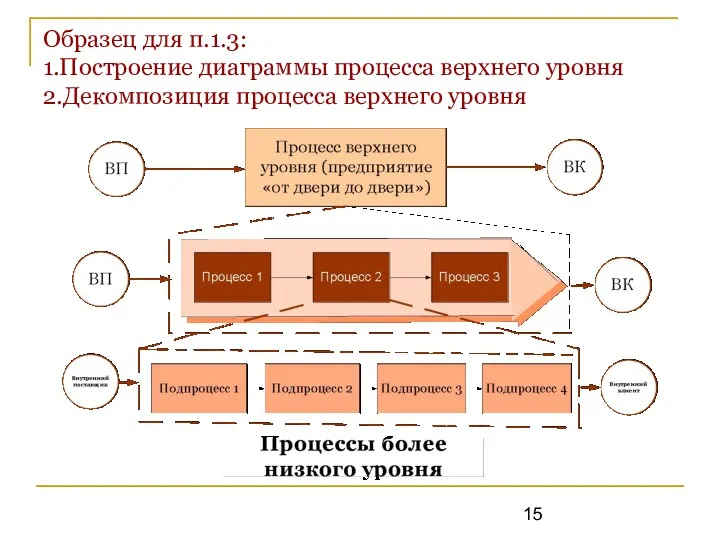
Образец для п.1.3:
1.Построение диаграммы процесса верхнего уровня
2.Декомпозиция процесса верхнего уровня
Образец для п.1.3:
1.Построение диаграммы процесса верхнего уровня
2.Декомпозиция процесса верхнего уровня
Выполнение п.1.3. Построение модели процесса изготовления бамперов
1. Установите состав исходных
Выполнение п.1.3. Построение модели процесса изготовления бамперов
1. Установите состав исходных
1.Установление состава исходных данных для п.1.3: информация о процессах
П.1.1, раздел 4
1.Установление состава исходных данных для п.1.3: информация о процессах
П.1.1, раздел 4
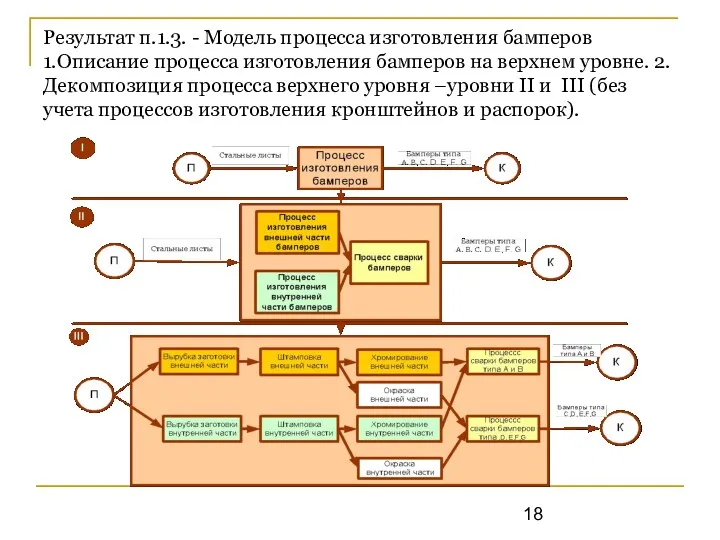
Результат п.1.3. - Модель процесса изготовления бамперов
1.Описание процесса изготовления бамперов на
Результат п.1.3. - Модель процесса изготовления бамперов 1.Описание процесса изготовления бамперов на
Занятие 2. «Построение карты лимитирующего процесса»
1.4.Выбор «Семейства продуктов»
1.5.Выбор лимитирующего процесса
1.6.Построение
Занятие 2. «Построение карты лимитирующего процесса»
1.4.Выбор «Семейства продуктов»
1.5.Выбор лимитирующего процесса
1.6.Построение
1.4. Выбор «Семейства продуктов»
Задание:
Выберите «Семейство продуктов» для анализа потока создания
1.4. Выбор «Семейства продуктов»
Задание:
Выберите «Семейство продуктов» для анализа потока создания
Выполнение п. 1.4. Выбор «Семейства продуктов»
1. Установите состав исходных данных
Выполнение п. 1.4. Выбор «Семейства продуктов»
1. Установите состав исходных данных
1.Установление состава исходных данных для п. 1.4.: информация о запросах потребителя
1.
1.Установление состава исходных данных для п. 1.4.: информация о запросах потребителя
1.
1.Установление состава исходных данных для п.1.4: модель процесса изготовления бамперов семи
1.Установление состава исходных данных для п.1.4: модель процесса изготовления бамперов семи
Результат 1 выполнения п. 1.4. - выбор «Семейства продуктов», включающего бамперы
Результат 1 выполнения п. 1.4. - выбор «Семейства продуктов», включающего бамперы
Результат 2 выполнения п. 1.4. - Модель процесса изготовления бамперов типа
Результат 2 выполнения п. 1.4. - Модель процесса изготовления бамперов типа
1.5. Выбор лимитирующего процесса
Задание:
Выберите лимитирующий процесс изготовления бамперов из «Семейства
1.5. Выбор лимитирующего процесса
Задание:
Выберите лимитирующий процесс изготовления бамперов из «Семейства
Выполнение п. 1.5. Выбор лимитирующего процесса
1. Сформируйте состав исходных данных
Выполнение п. 1.5. Выбор лимитирующего процесса
1. Сформируйте состав исходных данных
1.Установление состава исходных данных для п. 1.5.: Модель процесса изготовления бамперов
1.Установление состава исходных данных для п. 1.5.: Модель процесса изготовления бамперов
Выполнение п. 1.4. Выбор лимитирующего процесса
В п.1.1., раздела 4 -
Выполнение п. 1.4. Выбор лимитирующего процесса
В п.1.1., раздела 4 -
Результат выполнения п. 1.5. - Модель лимитирующего процесса
Результат выполнения п. 1.5. - Модель лимитирующего процесса

1.6.Построение карты лимитирующего процесса
Задание: На основании результатов, поученных при выполнении п.1.1,
1.6.Построение карты лимитирующего процесса
Задание: На основании результатов, поученных при выполнении п.1.1,
Выполнение п. 1.6. Построение карты лимитирующего процесса
1. Установите состав исходных данных
Выполнение п. 1.6. Построение карты лимитирующего процесса
1. Установите состав исходных данных
1.Установление состава исходных данных для п.1.6:
- П. 1.1, раздел 8
1.Установление состава исходных данных для п.1.6: - П. 1.1, раздел 8
Результат выполнения п. 1.6. – карта лимитирующего процесса
Результат выполнения п. 1.6. – карта лимитирующего процесса
Занятие 3. «Построение карты текущего состояния потока создания ценности»
Содержание
1.7. Построение
Занятие 3. «Построение карты текущего состояния потока создания ценности»
Содержание
1.7. Построение
1.7. Построение карты текущего состояния потока создания ценности
Задание: Постройте карту
1.7. Построение карты текущего состояния потока создания ценности
Задание: Постройте карту
2. Последовательность построения карты
текущего состояния потока создания ценности
Шаг 1 –Отразите
2. Последовательность построения карты
текущего состояния потока создания ценности
Шаг 1 –Отразите
Образец VSM
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
секунды
ВВЗ
ВДЦ
дни
7
3
6
1
5
4
Вычисление:
ВВЗ, ВДЦ, Кэф%
дни
дни
дни
секунды
секунды
секунды
Потребитель –
«Little
Образец VSM
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
секунды
ВВЗ
ВДЦ
дни
7
3
6
1
5
4
Вычисление:
ВВЗ, ВДЦ, Кэф%
дни
дни
дни
секунды
секунды
секунды
Потребитель –
«Little
Шаг 1 –Отразите требования потребителя
Важно четко понимать ценность продукции в глазах
Шаг 1 –Отразите требования потребителя
Важно четко понимать ценность продукции в глазах
Исходные данные: п.1.1 раздел 3. Сведения о компании потребителя
Средний ежемесячный заказ:
Исходные данные: п.1.1 раздел 3. Сведения о компании потребителя
Средний ежемесячный заказ:
Шаг 2 - Нарисуйте основные этапы потока
Потребитель
Этап процесса 1
Этап процесса 2
Этап
Шаг 2 - Нарисуйте основные этапы потока
Потребитель
Этап процесса 1
Этап процесса 2
Этап
Шаг 2 - Результат
1
Вырубка
Штамповка
Хромирование.
Этапы процесса
Потребитель– «Little Fly»
Потребность:
6000 А;3200В
Частота:1 раз/день
20 рабочих дней
2
Шаг 2 - Результат
1
Вырубка
Штамповка
Хромирование.
Этапы процесса
Потребитель– «Little Fly»
Потребность:
6000 А;3200В
Частота:1 раз/день
20 рабочих дней
2
Шаг 3 – Соберите данные для каждого этапа потока
Соберите данные, которые
Шаг 3 – Соберите данные для каждого этапа потока
Соберите данные, которые
Образец VSM - шаг 3
Потребитель
Потребность
Частота
Способ
3
2
1
Данные по каждому этапу потока
Образец VSM - шаг 3
Потребитель
Потребность
Частота
Способ
3
2
1
Данные по каждому этапу потока
Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee»
1.
Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee»
1.
Шаг 3 - Результат
3
1
Потребитель
«Little Fly»
Потребность:
6000 А; 3200В
Частота: 1раз/день
20 рабочих дней
2
Шаг 3 - Результат
3
1
Потребитель
«Little Fly»
Потребность:
6000 А; 3200В
Частота: 1раз/день
20 рабочих дней
2

Шаг 4: Запишите уровень запасов между этапами
1. Запасы – скопление материалов,
Шаг 4: Запишите уровень запасов между этапами
1. Запасы – скопление материалов,
Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee»
Исходные данные: п.1.1, раздел 5 «Информация о процессах компании "Worker Bee»
Шаг 4 - Результат
3
1
4
Уровень запасов между этапами
Потребитель –
«Little Fly»
Потребность:
6000 А;3200В
Частота: 1раз/день
20
Шаг 4 - Результат
3
1
4
Уровень запасов между этапами
Потребитель –
«Little Fly»
Потребность:
6000 А;3200В
Частота: 1раз/день
20
Шаг 5: Добавьте данные о Поставках
1. В верхнем левом углу карты
Шаг 5: Добавьте данные о Поставках
1. В верхнем левом углу карты
Образец VSM - шаг 5
Потребитель
Потребности
Частота
Способ
3
2
1
5
4
Данные о поставках
Образец VSM - шаг 5
Потребитель
Потребности
Частота
Способ
3
2
1
5
4
Данные о поставках
Шаг 5 -Результат
3
1
5
4
Потребитель –
«Little Ant»
Потребность:
6000 А;3200В
Частота: 1раз/день
2
VSM Текущего состояния - шаг
Шаг 5 -Результат
3
1
5
4
Потребитель –
«Little Ant»
Потребность:
6000 А;3200В
Частота: 1раз/день
2
VSM Текущего состояния - шаг
Шаг 6: Нарисуйте информационные потоки
Информационный поток рисуется в верхней половине карты.
Шаг 6: Нарисуйте информационные потоки
Информационный поток рисуется в верхней половине карты.
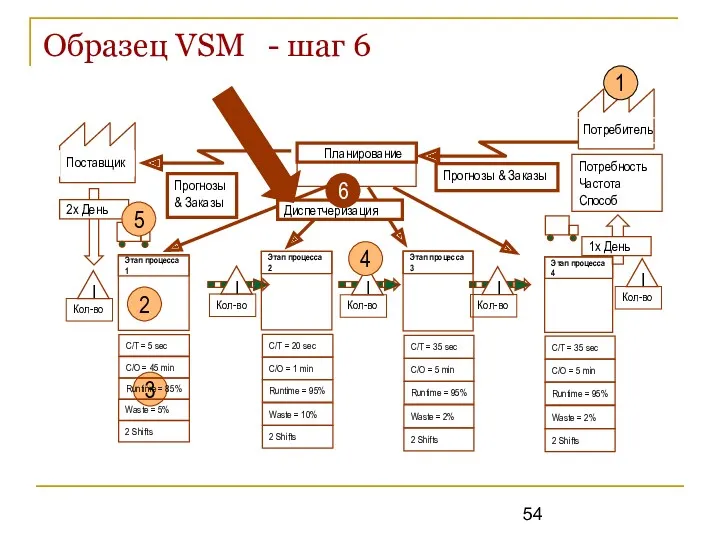
Образец VSM - шаг 6
Потребитель
Потребность
Частота
Способ
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
3
2
1
5
4
6
Образец VSM - шаг 6
Потребитель
Потребность
Частота
Способ
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
3
2
1
5
4
6
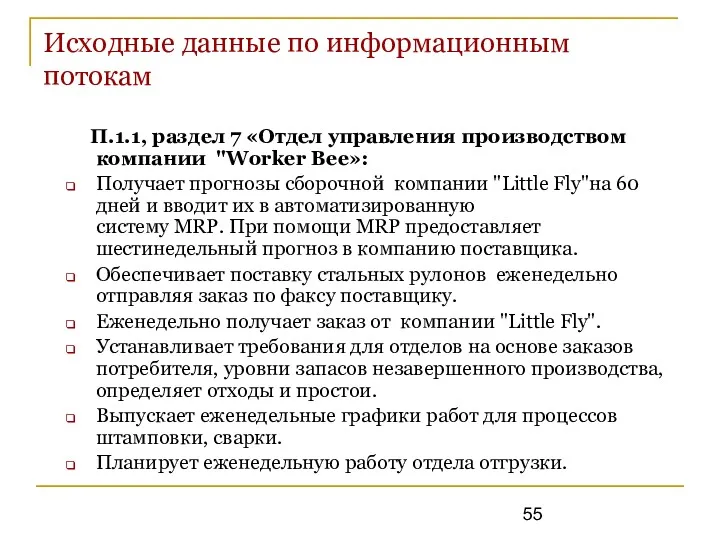
Исходные данные по информационным потокам
П.1.1, раздел 7 «Отдел управления производством
Исходные данные по информационным потокам
П.1.1, раздел 7 «Отдел управления производством
Планирование
Диспетчеризация
(еженедельный график)
3
6
5
4
Потребитель
«Little Ant»
Потребность:
6000 А;3200В
Частота: 1раз/день
20раб. дней
2
VSM Текущего состояния- шаг
Диспетчеризация
(еженедельный график)
3
6
5
4
Потребитель
«Little Ant»
Потребность:
6000 А;3200В
Частота: 1раз/день
20раб. дней
2
VSM Текущего состояния- шаг
Занятие 4. «Анализ карты текущего состояния потока создания ценности»
Содержание
1.8.Анализ карты
Занятие 4. «Анализ карты текущего состояния потока создания ценности»
Содержание
1.8.Анализ карты
Шаг 7: Рассчитайте показатели Lean
Время выполнения заказа (ВВЗ) - время с
Шаг 7: Рассчитайте показатели Lean
Время выполнения заказа (ВВЗ) - время с
Образец VSM - шаг 7
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
секунды
ВВЗ
ВДЦ
дни
7
3
6
1
5
4
Вычисление:
ВВЗ,
Образец VSM - шаг 7
Планирование
Прогнозы & Заказы
Прогнозы
& Заказы
Диспетчеризация
секунды
ВВЗ
ВДЦ
дни
7
3
6
1
5
4
Вычисление: ВВЗ,
Шаг 7 - Результат
Планирование
1 с
ВВЗ = 21.8 дней
ВДЦ = 3166 с
5
Шаг 7 - Результат
Планирование
1 с
ВВЗ = 21.8 дней
ВДЦ = 3166 с
5
Шаг 7: Результат
Ежедневный потребительский спрос компании«Little Ant» в бамперах:
6000/20 = 300
Шаг 7: Результат
Ежедневный потребительский спрос компании«Little Ant» в бамперах:
6000/20 = 300
1.8.Анализ текущего состояния производства бамперов
Перепроизводство
Каждый этап процесса в потоке создания
1.8.Анализ текущего состояния производства бамперов
Перепроизводство
Каждый этап процесса в потоке создания
1.8.Анализ текущего состояния производства бамперов (продолжение)
Дефекты
Дефекты остаются скрытыми в очередях запасов
1.8.Анализ текущего состояния производства бамперов (продолжение)
Дефекты
Дефекты остаются скрытыми в очередях запасов
Тема 1: Построение карты текущего состояния потока создания ценности
Цель: Анализ текущего
Тема 1: Построение карты текущего состояния потока создания ценности
Цель: Анализ текущего
Выталкивающая система производства (push system)
Система предполагает, что изготовление изделий начинается на
Выталкивающая система производства (push system)
Система предполагает, что изготовление изделий начинается на
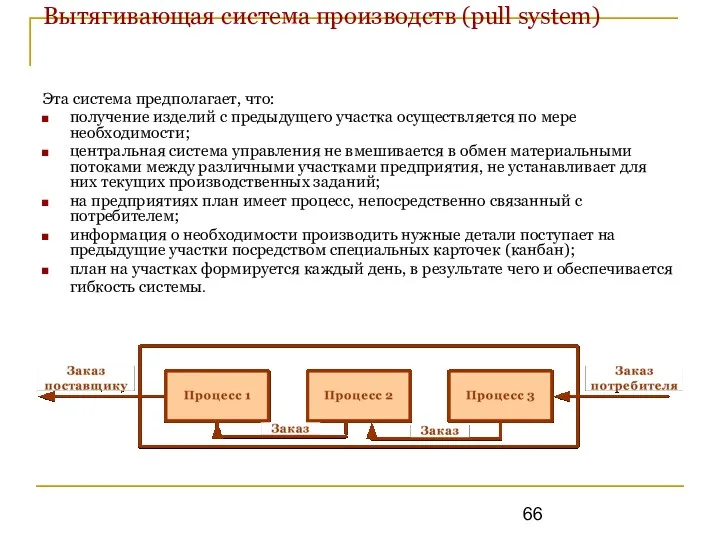
Вытягивающая система производств (pull system)
Эта система предполагает, что:
получение изделий с предыдущего
Вытягивающая система производств (pull system)
Эта система предполагает, что:
получение изделий с предыдущего

Поток создания ценности
Поток создания ценности

Построение карты потока создания ценности
Описание текущего состояния выполняется путем сбора информации
Построение карты потока создания ценности
Описание текущего состояния выполняется путем сбора информации
 Презентация Весёлая переменка
Презентация Весёлая переменка Презентация Дидактические игры по развитию речи
Презентация Дидактические игры по развитию речи О рабочем столе и панели задач
О рабочем столе и панели задач Oil and gas industry segments. Part 1
Oil and gas industry segments. Part 1 Игра по теме Четырехугольники
Игра по теме Четырехугольники Уголовная ответственность несовершеннолетних
Уголовная ответственность несовершеннолетних Указ Президента Российской Федерации. Основы государственной культурной политики Российской Федерации
Указ Президента Российской Федерации. Основы государственной культурной политики Российской Федерации Длина окружности и площадь круга
Длина окружности и площадь круга Презентация Ключевые компетенции современного педагога ДОО
Презентация Ключевые компетенции современного педагога ДОО Задачи и принципы филологического анализа литературного произведения. Многослойность содержания произведения
Задачи и принципы филологического анализа литературного произведения. Многослойность содержания произведения Презентация ко дню инвалида Урок добра
Презентация ко дню инвалида Урок добра Оригами. Собачка
Оригами. Собачка Классный час Пушистое счастье
Классный час Пушистое счастье Будем говорить правильно. Логопедический семинар – практикум для родителей
Будем говорить правильно. Логопедический семинар – практикум для родителей Как выполнить задание вида С какими из перечисленных веществ реагирует данное вещество (на примере темы Химические свойства оксидов, 8 класс)
Как выполнить задание вида С какими из перечисленных веществ реагирует данное вещество (на примере темы Химические свойства оксидов, 8 класс) Системное проектирование предприятий. Основы
Системное проектирование предприятий. Основы Асқабақ дақылының өсіру технологиясы
Асқабақ дақылының өсіру технологиясы Воронежские краеведы
Воронежские краеведы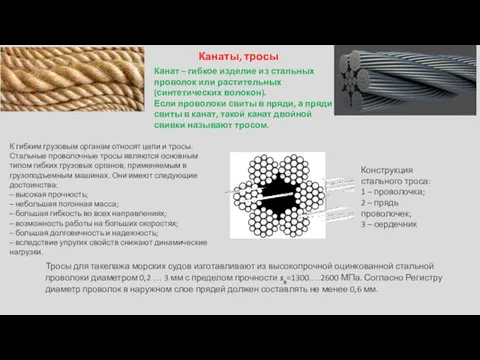 Канаты, тросы. Классификация
Канаты, тросы. Классификация Декартовы прямоугольные координаты на плоскости и в пространстве
Декартовы прямоугольные координаты на плоскости и в пространстве iskusstvo_18_veka
iskusstvo_18_veka Я и мои эмоции Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск
Я и мои эмоции Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Диск Pie Factory
Pie Factory Классный час Путешествие в стану Добра
Классный час Путешествие в стану Добра VideoMASTER. Интерфейс программы ВидеоМАСТЕР
VideoMASTER. Интерфейс программы ВидеоМАСТЕР Схемотехника. Введение в предмет курса
Схемотехника. Введение в предмет курса Распределение прибыли: дивидендная политика и регулирование курсовой стоимости акций
Распределение прибыли: дивидендная политика и регулирование курсовой стоимости акций Дисциплина
Дисциплина