- Основы проектирования технологических процессов сборки

Содержание
- 2. Характеристика сборочных процессов и организационные формы сборки. Точность выполнения сборочных операций. Технологические методы сборки. Разработка технологического
- 3. Характеристика сборочных процессов. Сборка − образование соединений составных частей изделия. Соединение может быть разъемным или неразъемным.
- 4. В зависимости от метода образования соединений существуют следующие виды сборки: слесарная − слесарно-сборочные операции; монтаж −
- 5. При сборке различают следующие виды соединений: неподвижное разъемное и неразъемное; подвижное разъемное и неразъемное. К неподвижным
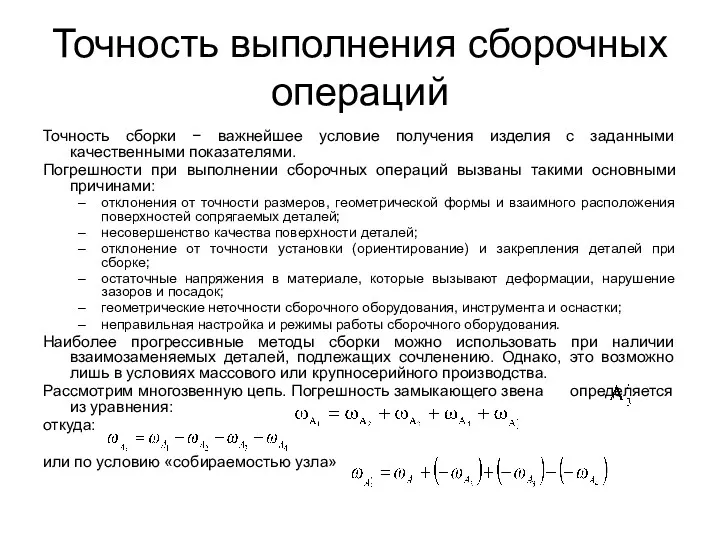
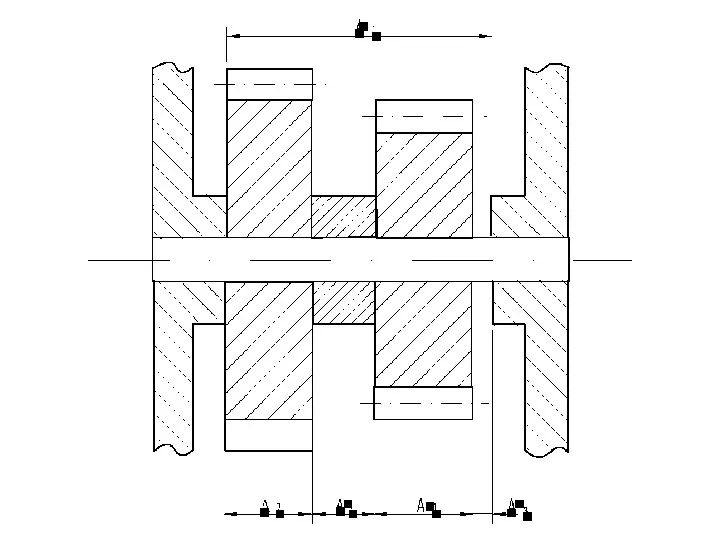
- 6. Точность выполнения сборочных операций Точность сборки − важнейшее условие получения изделия с заданными качественными показателями. Погрешности
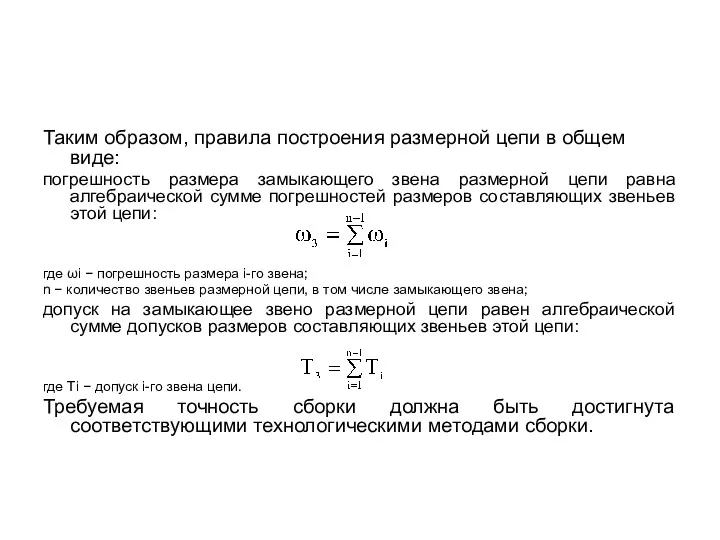
- 9. Таким образом, правила построения размерной цепи в общем виде: погрешность размера замыкающего звена размерной цепи равна
- 10. Технологические методы сборки В зависимости от типа производства различают пять методов достижения точности замыкающего звена при
- 11. В основном применяют первые два метода, обеспечивающие взаимозаменяемость при сборке с наименьшими затратами труда. Метод полной
- 12. Решение обратной задачи: номинальный размер замыкающего звена допуск замыкающего звена верхнее отклонение нижнее отклонение
- 13. Метод полной взаимозаменяемости - отличается от предыдущего тем, что с целью снижения себестоимости обработки допуски на
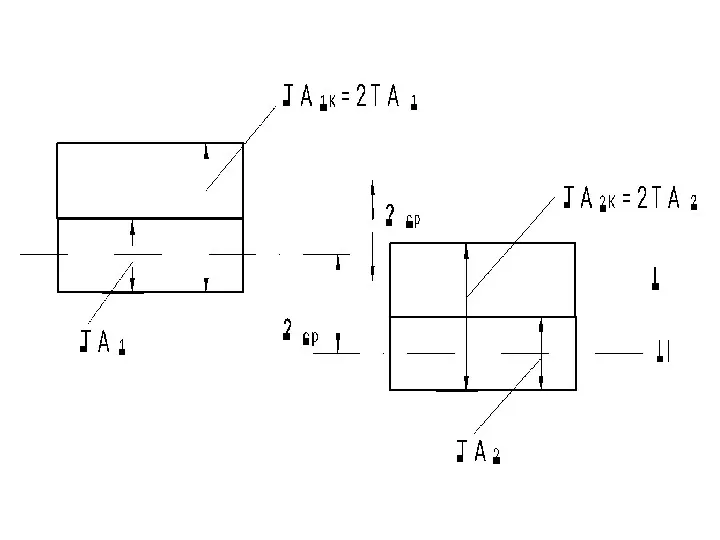
- 14. Метод групповой взаимозаменяемости - основан на том, что детали изготавливают с увеличенными полями допусков. Перед сборкой
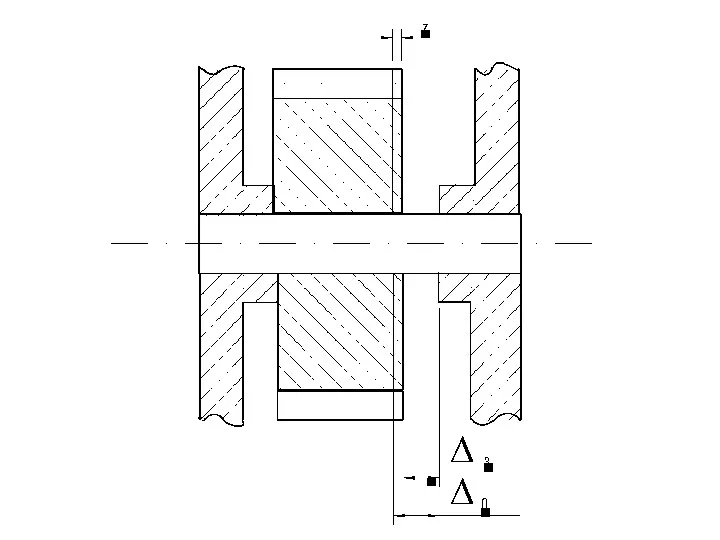
- 16. Метод подгонки - применяется в единичном и мелкосерийном производстве. Заданная точность достигается снятием с одной из
- 18. Метод регулировки основан на том, что заданная точность размера замыкающего звена достигается изменением размера компенсирующего звена
- 19. Разработка технологического процесса сборки Для проектирования сборочных операций необходимо определить организационно-технологические характеристики сборки. Такт сборки −
- 20. Продолжительность сборки на поточной линии: где nр.м. − количество рабочих мест на линии сборки, определяется количеством
- 21. Общий коэффициент загрузки поточной линии: Коэффициент загрузки рабочих мест: Общий коэффициент загрузки поточной линии: Коэффициент трудоемкости
- 22. Под технологической операцией сборки подразумевают законченную часть сборочного процесса, осуществляемую на одном рабочем месте или группой
- 24. Скачать презентацию
Характеристика сборочных процессов и организационные формы сборки.
Точность выполнения сборочных операций.
Технологические методы
Характеристика сборочных процессов и организационные формы сборки.
Точность выполнения сборочных операций.
Технологические методы
Характеристика сборочных процессов.
Сборка − образование соединений составных частей изделия. Соединение может
Характеристика сборочных процессов.
Сборка − образование соединений составных частей изделия. Соединение может
В зависимости от метода образования соединений существуют следующие виды сборки:
слесарная −
В зависимости от метода образования соединений существуют следующие виды сборки:
слесарная −
При сборке различают следующие виды соединений:
неподвижное разъемное и неразъемное;
подвижное разъемное и
При сборке различают следующие виды соединений:
неподвижное разъемное и неразъемное;
подвижное разъемное и
Точность выполнения сборочных операций
Точность сборки − важнейшее условие получения изделия с
Точность выполнения сборочных операций
Точность сборки − важнейшее условие получения изделия с
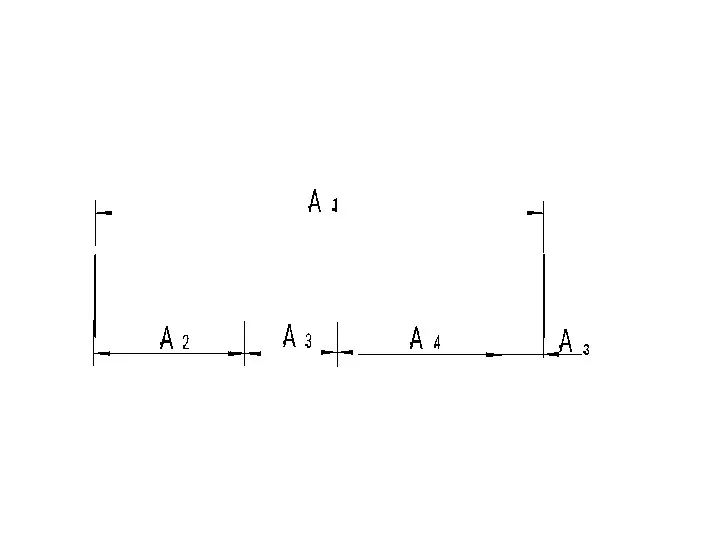
Таким образом, правила построения размерной цепи в общем виде:
погрешность размера замыкающего
Таким образом, правила построения размерной цепи в общем виде:
погрешность размера замыкающего
Технологические методы сборки
В зависимости от типа производства различают
пять методов достижения точности
замыкающего
Технологические методы сборки
В зависимости от типа производства различают
пять методов достижения точности
замыкающего
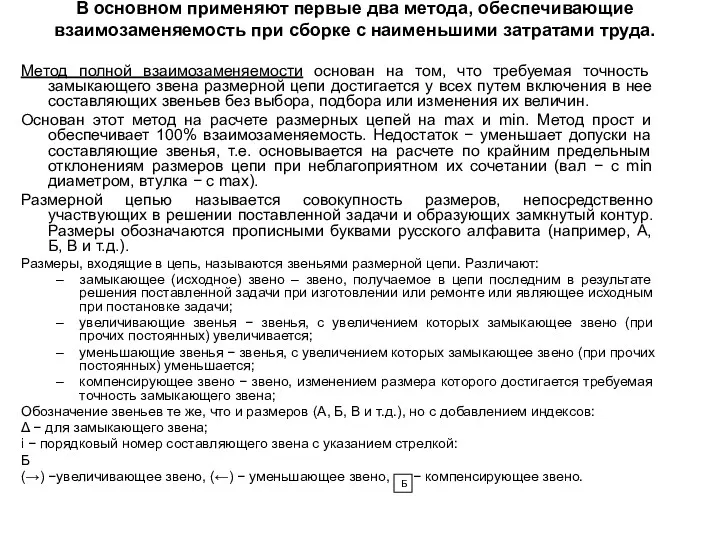
В основном применяют первые два метода, обеспечивающие взаимозаменяемость при сборке с
В основном применяют первые два метода, обеспечивающие взаимозаменяемость при сборке с
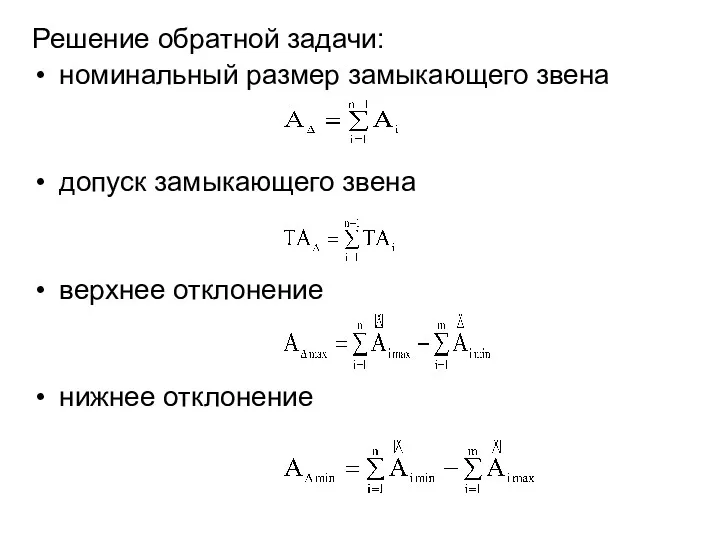
Решение обратной задачи:
номинальный размер замыкающего звена
допуск замыкающего звена
верхнее отклонение
нижнее отклонение
Решение обратной задачи:
номинальный размер замыкающего звена
допуск замыкающего звена
верхнее отклонение
нижнее отклонение
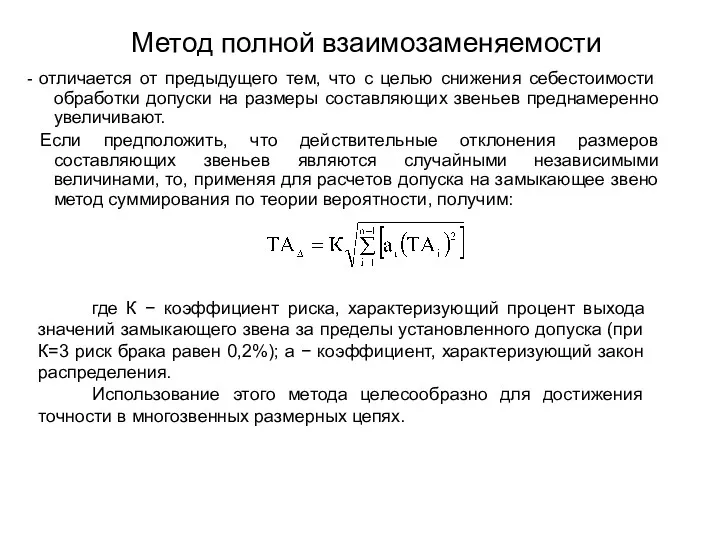
Метод полной взаимозаменяемости
- отличается от предыдущего тем, что с целью
Метод полной взаимозаменяемости
- отличается от предыдущего тем, что с целью
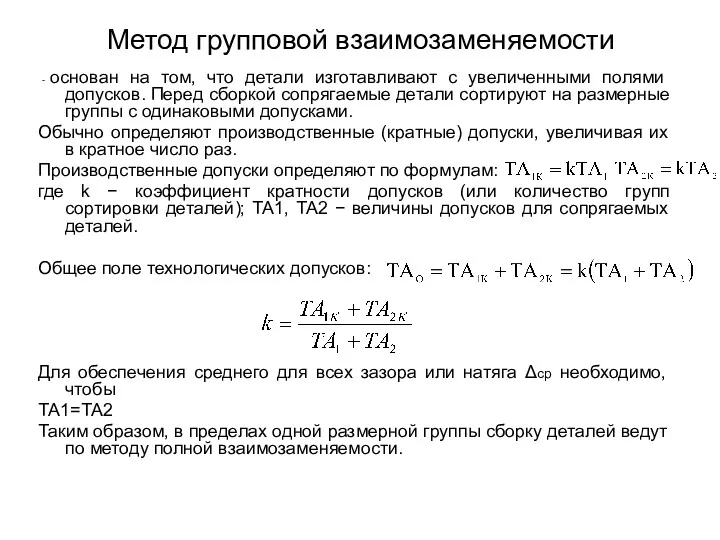
Метод групповой взаимозаменяемости
- основан на том, что детали изготавливают
Метод групповой взаимозаменяемости
- основан на том, что детали изготавливают
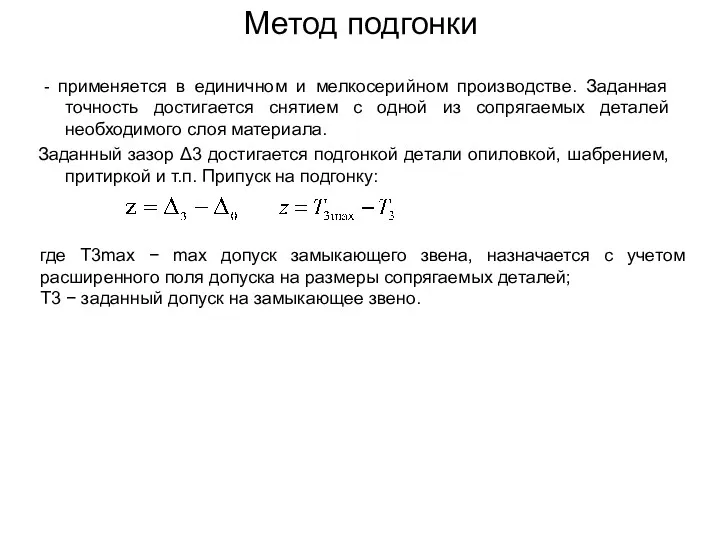
Метод подгонки
- применяется в единичном и мелкосерийном производстве. Заданная
Метод подгонки
- применяется в единичном и мелкосерийном производстве. Заданная
Метод регулировки
основан на том, что заданная точность размера замыкающего звена
Метод регулировки
основан на том, что заданная точность размера замыкающего звена
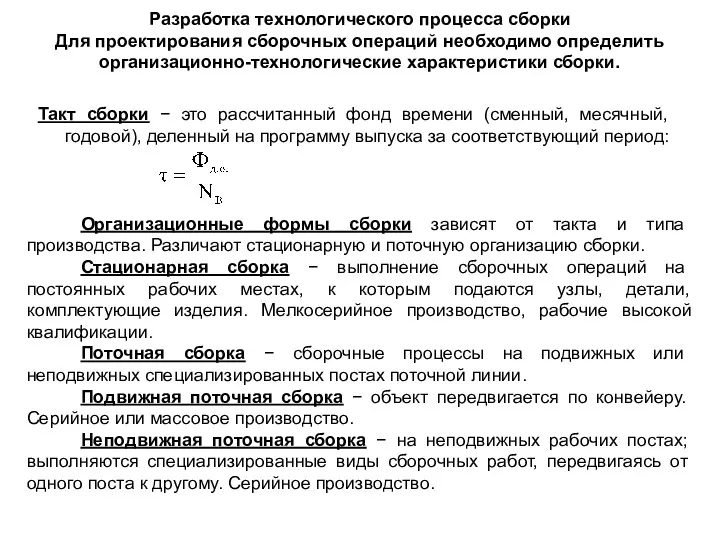
Разработка технологического процесса сборки
Для проектирования сборочных операций необходимо определить организационно-технологические характеристики
Разработка технологического процесса сборки Для проектирования сборочных операций необходимо определить организационно-технологические характеристики
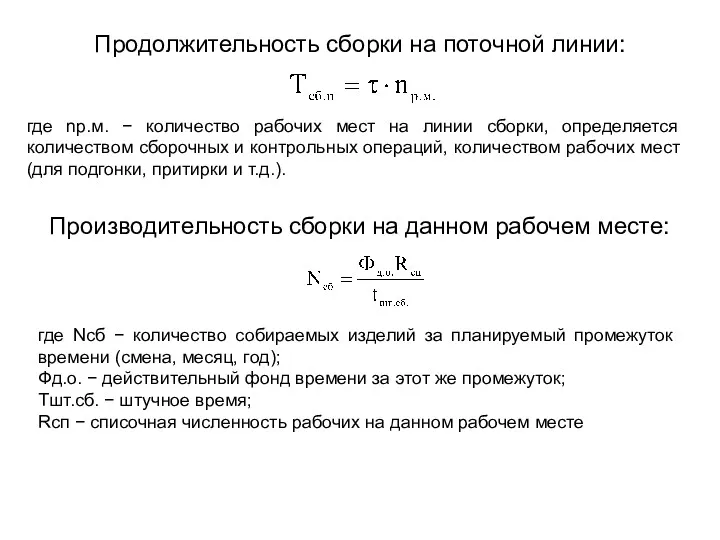
Продолжительность сборки на поточной линии:
где nр.м. − количество рабочих мест на
Продолжительность сборки на поточной линии:
где nр.м. − количество рабочих мест на
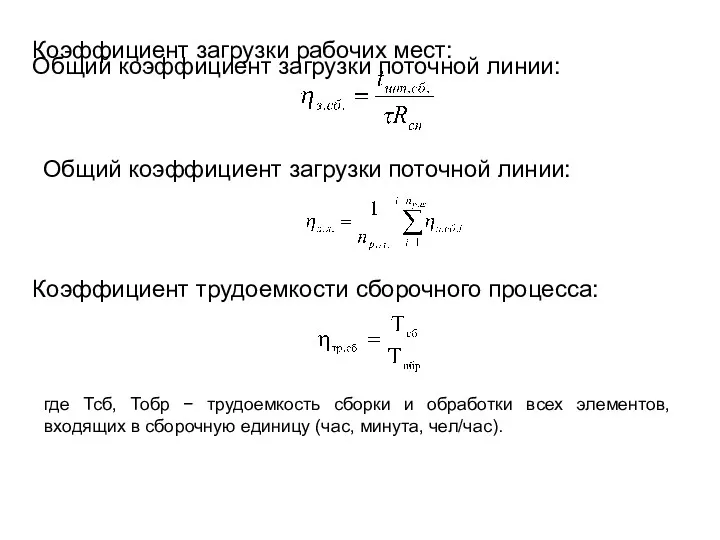
Общий коэффициент загрузки поточной линии:
Коэффициент загрузки рабочих мест:
Общий коэффициент загрузки
Общий коэффициент загрузки поточной линии:
Коэффициент загрузки рабочих мест:
Общий коэффициент загрузки
Под технологической операцией сборки подразумевают законченную часть сборочного процесса, осуществляемую на
Под технологической операцией сборки подразумевают законченную часть сборочного процесса, осуществляемую на
 Мастер класс Африканские бусы из бумаги
Мастер класс Африканские бусы из бумаги Технология производства продуктов овцеводства
Технология производства продуктов овцеводства Птицы (фотографии)
Птицы (фотографии) 1-е и 2-е Послания к Фессалоникийцам (Солунянам) апостола Павла
1-е и 2-е Послания к Фессалоникийцам (Солунянам) апостола Павла Экономические реформы в период перестройки 1985-1991 гг
Экономические реформы в период перестройки 1985-1991 гг Описать технологию ремонта скрытой электропроводки
Описать технологию ремонта скрытой электропроводки Острый живот при воспалительных заболеваниях органов малого таза
Острый живот при воспалительных заболеваниях органов малого таза Компьютербасты адамдар
Компьютербасты адамдар Н.И.Роговцева. Технология. 3 класс. Проект Детская площадка
Н.И.Роговцева. Технология. 3 класс. Проект Детская площадка Введение в систематику. Низшие растения
Введение в систематику. Низшие растения Кардиоэмболический инсульт
Кардиоэмболический инсульт sec101-lec04-pub
sec101-lec04-pub Образовательные технологии, используемые на уроках химии для повышения мотивации обучения
Образовательные технологии, используемые на уроках химии для повышения мотивации обучения Национальная и конфессиональная политика в Республике Калмыкия
Национальная и конфессиональная политика в Республике Калмыкия Печатная реклама. Приюты для животных
Печатная реклама. Приюты для животных Кормление телят на ферме
Кормление телят на ферме Химия и фотография
Химия и фотография Наркотики, и это еще не вся правда о них
Наркотики, и это еще не вся правда о них Логические выражения и логические операции
Логические выражения и логические операции Урок-презентация Строим школьный дом
Урок-презентация Строим школьный дом Палач человечества - алкоголь
Палач человечества - алкоголь Легкая атлетика
Легкая атлетика Люблю тебя, мой край родной, Воскресенск!
Люблю тебя, мой край родной, Воскресенск! Лев Николаевич Толстой
Лев Николаевич Толстой оформление реферата
оформление реферата Работа с инструментом Перо
Работа с инструментом Перо Презентация Электролиз
Презентация Электролиз Клиническая физиология кислотно-щелочного равновесия
Клиническая физиология кислотно-щелочного равновесия