- Основы технологии машиностроения

Содержание
- 2. Рекомендуемая литература 1. Безъязычный В.Ф. Основы технологии машиностроения. -учебник для ВУЗов. - М.: Машиностроение, 2013 г.
- 3. Этапы создания машины Человеческое общество Потребность в данном виде продукции Разработка процесса изготовления продукции Потребность в
- 4. Стадии проектирования (ЕСКД ГОСТ 2.103-68)
- 5. Схема элементов технологического процесса Технологический процесс Технологическая операция Установ Технологический переход Позиция Вспомогательный переход Рабочий ход
- 6. Производственный процесс – это совокупность всех этапов, которые проходит исходный продукт по пути превращения в готовое
- 7. Технологический процесс – это часть производственного процесса, на протяжении которой происходят качественные изменения изготавливаемого изделия. Основные
- 8. Виды технологических процессов Типовые характеризуются единством содер-жания и последова-тельности подавля-ющего большинства операций для груп-пы изделий с
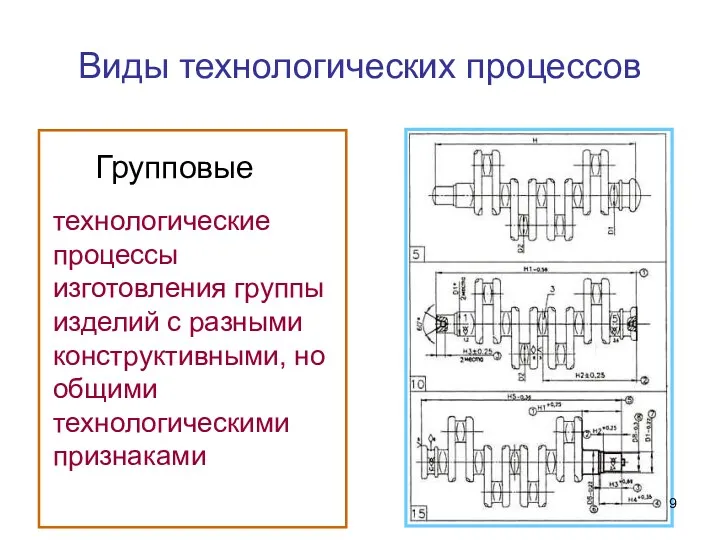
- 9. Виды технологических процессов Групповые технологические процессы изготовления группы изделий с разными конструктивными, но общими технологическими признаками
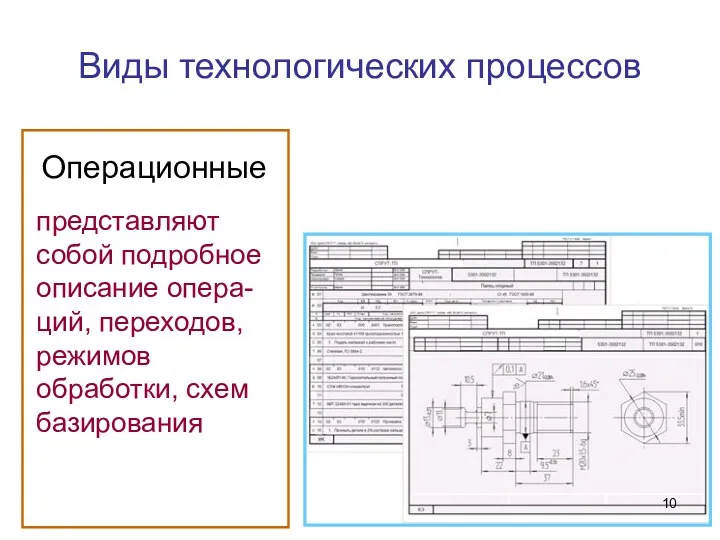
- 10. Виды технологических процессов Операционные представляют собой подробное описание опера-ций, переходов, режимов обработки, схем базирования
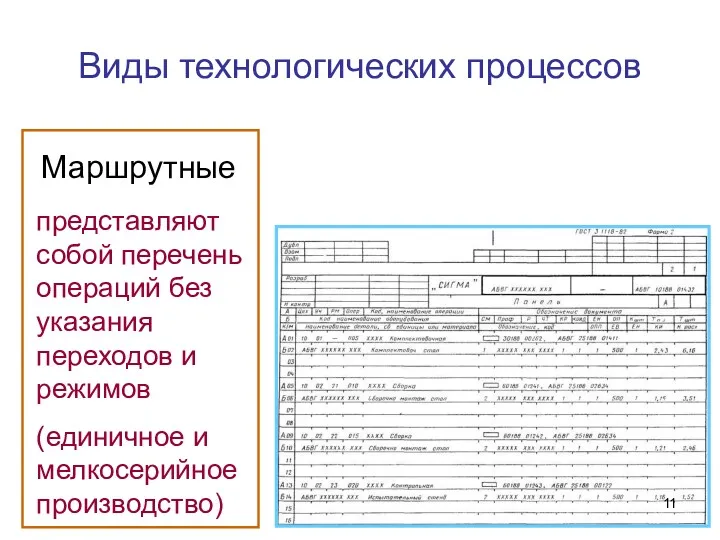
- 11. Виды технологических процессов Маршрутные представляют собой перечень операций без указания переходов и режимов (единичное и мелкосерийное
- 12. Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте. Основные понятия
- 13. Установ – часть операции, выполняемая при одном закреплении обрабатываемой детали. Основные понятия
- 14. Основные понятия Позиция – каждое отдельное фиксированное положение детали совместно с приспособлением, в котором она установлена,
- 15. Переход – законченная часть операции, выполняемая одними Основные понятия и теми же средст-вами технологичес-кого оснащения при
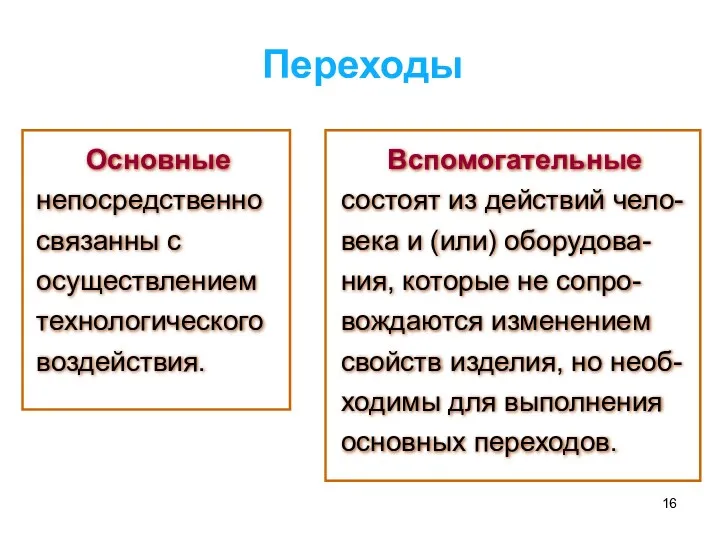
- 16. Основные непосредственно связанны с осуществлением технологического воздействия. Переходы Вспомогательные состоят из действий чело-века и (или) оборудова-ния,
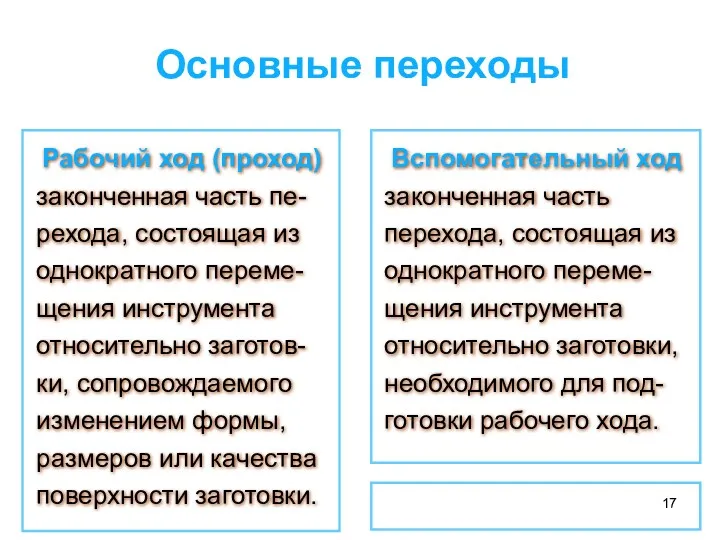
- 17. Рабочий ход (проход) законченная часть пе-рехода, состоящая из однократного переме-щения инструмента относительно заготов-ки, сопровождаемого изменением формы,
- 18. Приём – законченная совокупность действий рабочего, применяемых при выполнении перехода или его части и объединённых одним
- 19. Типы и формы организации производства
- 20. Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объёма
- 21. Объём выпуска – это количество изделий определенного наименования и типоразмера, изготавливаемых или ремонтируемых предприятием в течение
- 22. Производственная программа (программа выпуска изделий) – перечень наименований изготавливаемых или ремонтируемых изделий с указанием объёма выпуска
- 23. Типы производства Единичное производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное изготовление которых по тем же
- 24. Типы производства Серийное изготовление изделий периодически повторяющимися партиями или сериями по неизменным чертежам в течение продолжительного
- 25. Типы производства Массовое непрерывный выпуск изделий в больших объёмах по неизменным чертежам продолжительное время
- 26. Сравнительная характеристика Единичное Серийное Массовое Объёмы выпуска Малые Средние Большие Повторяемость изделий Отсутствует Изделия изготавли-ваются партиями
- 27. Сравнительная характеристика Загрузка оборудования Загрузка разнообраз-ными деталями Загрузка партиями деталей Обработка одних и тех же деталей
- 28. Сравнительная характеристика Оснастка Универсальная Универсаль-ный и специ-альный инст-румент; перенала-живаемая оснастка Специальный инструмент и оснастка, автоматичес-кая смена
- 29. Сравнительная характеристика Настрой-ка оборудо-вания Нет пред-варительной настройки. Работа ведётся пробными ходами и промерами Обработка на настроенном
- 30. Сравнительная характеристика Получе-ние разме-ров Обработка по разметке В основном – автоматичес-кое получение размеров Автомати-ческое получение размеров
- 31. Сравнительная характеристика Обеспе-чение заданной точности изделий Пригоночные работы; ограниченное применение взаимозаменяемости Пригоночных работ мало; неполная или
- 32. Сравнительная характеристика Расста-новка оборудования По типам станков По типам или по ходу техпроцесса По ходу техпроцесса
- 33. Сравнительная характеристика Назна-чение норм времени Опытно-статисти-ческое нормиро-вание Техническое нормиро-вание Техническое нормиро-вание и уточнение норм Единичное Серийное
- 34. Определение типа производства Коэффициент закрепления операций: ∑От – число всех технологических операций, выполненных или подлежащих выполнению
- 35. Формы организации производства Поточная форма организации характеризуется расположением всех средств производства по ходу технологического процесса с
- 36. Поточное производство Однопредметные линии, за каждой из которых закреплены детали одного наименования. Массовое производство Многопредметные линии,
- 37. Формы организации производства Поточная форма организации характеризуется расположением всех средств производства по ходу технологического процесса с
- 38. Показатели качества изделий Три вида значений показателя К
- 39. Показатели качества изделий Геометрическая точность реальной поверхности x y Реальная поверхность Прилегающая плоскость ФНБ Ra (Rz)
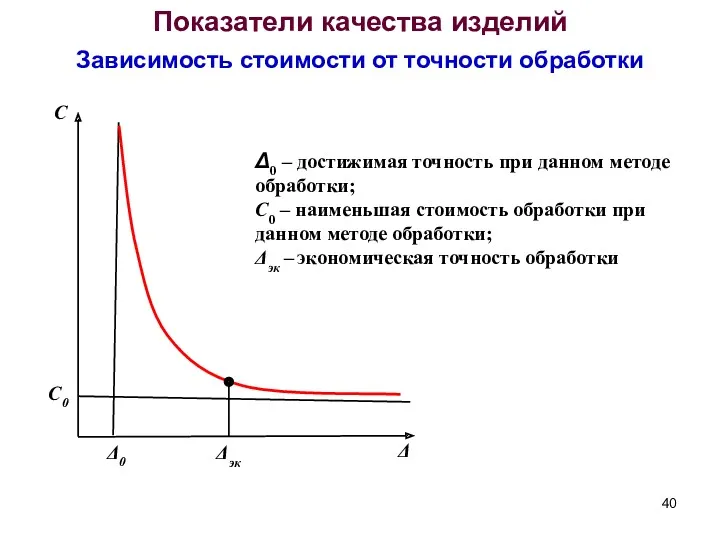
- 40. Показатели качества изделий Зависимость стоимости от точности обработки С0 С Δ0 Δэк Δ Δ0 – достижимая
- 41. Показатели качества изделий Общий расчетный коэффициент уточнения (общее расчетное уточнение): Тз – допуск на размер заготовки,
- 42. Технологичность
- 43. Технологичность – это совокупность свойств конструкции, определяющих её приспособленность к достижению оптимальных затрат на всех этапах
- 44. Факторы, влияющие на технологичность В и д и з д е л я и т и
- 45. Производственная технологичность – это совокупность свойств конструкции, позволяющая изготовить и собрать её в условиях данного производства
- 46. Ремонтная технологичность – это совокупность свойств конструкции, позволяющая ремонтировать её в условиях данного производства с наименьшими
- 47. Эксплуатационная технологичность – это совокупность свойств конструкции, обеспечивающая возможно более длительное сохранение её заданных эксплуатационных качеств.
- 48. Качественная оценка технологичности
- 49. а) Максимальное использование унифицированных сборочных единиц и деталей. Технологичная конструкция должна предусматривать: Унификация – это один
- 50. а) Максимальное использование унифицированных сборочных единиц и деталей. Технологичная конструкция должна предусматривать:
- 51. а) Максимальное использование унифицированных сборочных единиц и деталей. Технологичная конструкция должна предусматривать: б) Минимальное количество оригинальных
- 52. в) Создание деталей рациональной формы с легко доступными для обработки поверхностями и достаточной жёсткостью. Технологичная конструкция
- 53. Технологичная конструкция должна предусматривать: г) Наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных технологических
- 54. д) Возможность применения заготовок, максимально приближенных к готовым деталям. Технологичная конструкция должна предусматривать:
- 55. Технологичная конструкция должна предусматривать: е) Минимальное применение пригоночных работ при сборке. ж) Простоту сборки и возможность
- 56. Технологичность конструкции изделий НЕтехнологично Технологично
- 57. Классификация технологических методов обработки Безъязычный В.Ф. Технологические процессы механической и физико-химической обработки в авиадвигателестроении. М.: Машиностроение,
- 58. Виды центровочных отверстий
- 59. Плавающий передний центр В 1 – обрабатываемая деталь 2 – опорная втулка 3 – подвижный центр
- 60. Методы исследования качества изделий Погрешности Случайные Систематические Постоянные Закономерно- изменяющиеся Классификация погрешностей Лекция 3
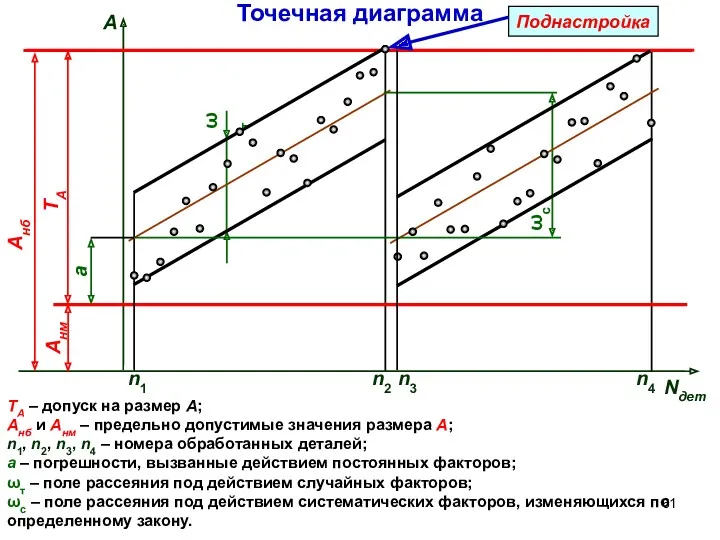
- 61. Точечная диаграмма ТА – допуск на размер А; Анб и Анм – предельно допустимые значения размера
- 62. Статистические методы исследования качества изделий Поле рассеяния: Частота (m) Частость (m/N) А Аmin Аmax А Частота
- 63. Изменение формы кривой распределения σ1 > σ2 > σ3 Точность
- 64. Коэффициент точности: Т – допуск на размер детали Тn > 1 – достаточная точность процесса Тn
- 65. Технологические размерные цепи Технологическая размерная цепь 1-го рода А1 А2 А3 А4 Аn АΔ 2 3
- 66. Технологические размерные цепи Технологическая размерная цепь 2-го рода АΔ z Азаг АΔ - замыкающее звено, z
- 67. Размерные цепи А∆ Редуктор Поршневая группа ТАΔ = ТА1+ТА2+ТА3+ТА4+ТА5+ТА6
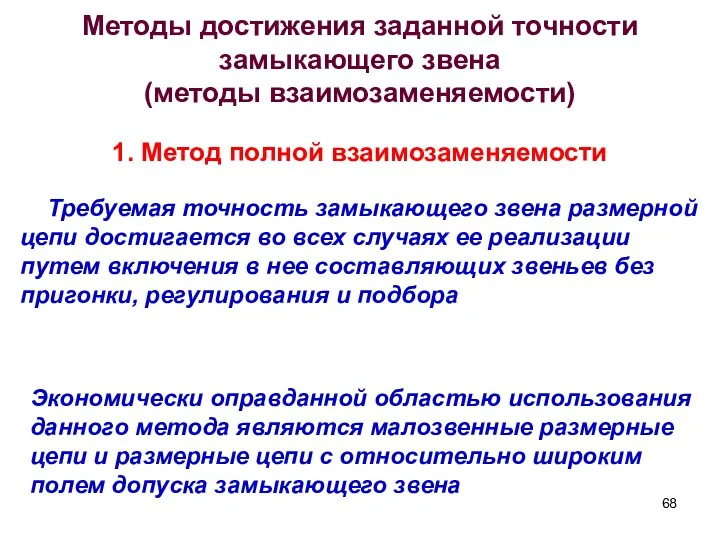
- 68. Методы достижения заданной точности замыкающего звена (методы взаимозаменяемости) 1. Метод полной взаимозаменяемости Требуемая точность замыкающего звена
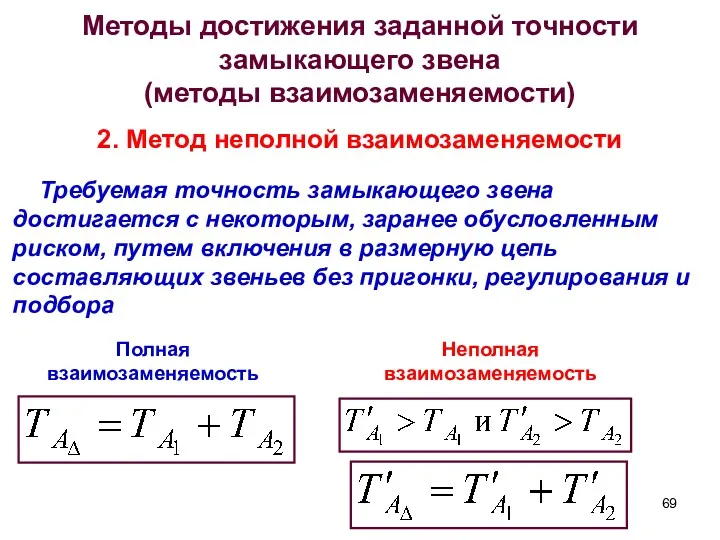
- 69. Методы достижения заданной точности замыкающего звена (методы взаимозаменяемости) 2. Метод неполной взаимозаменяемости Требуемая точность замыкающего звена
- 70. Сравнительная схема достижения точности замыкающего звена методами полной и неполной взаимозаменяемости А1 А2 АΔ А1 А2
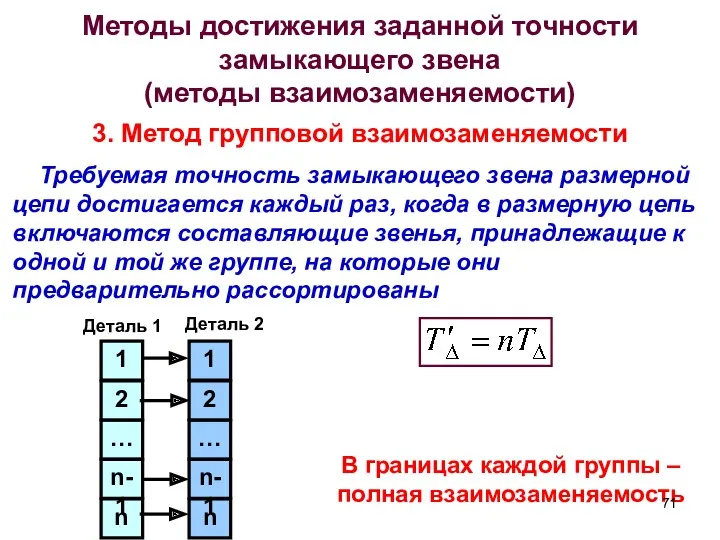
- 71. Методы достижения заданной точности замыкающего звена (методы взаимозаменяемости) 3. Метод групповой взаимозаменяемости Требуемая точность замыкающего звена
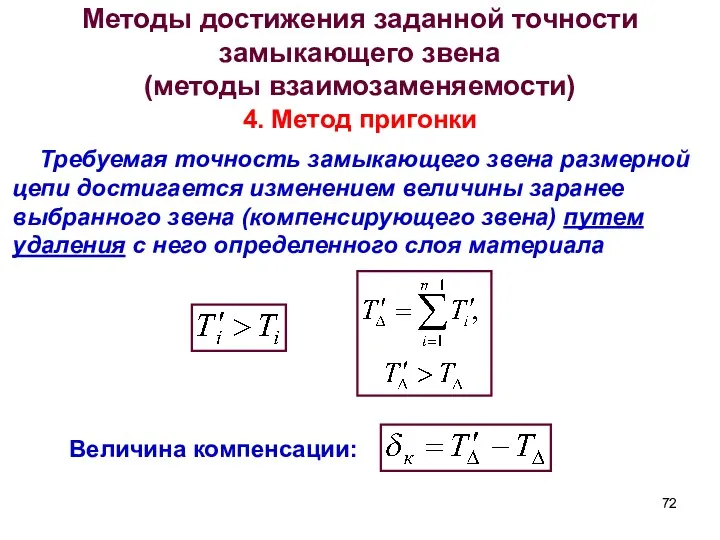
- 72. Методы достижения заданной точности замыкающего звена (методы взаимозаменяемости) 4. Метод пригонки Требуемая точность замыкающего звена размерной
- 73. Методы достижения заданной точности замыкающего звена (методы взаимозаменяемости) 4. Метод регулирования Требуемая точность замыкающего звена размерной
- 74. Основы базирования деталей и заготовок Для того, чтобы определить положение любого абсолютно твердого тела необходимо и
- 75. Определение положения призматического тела в пространстве 4 X Y Z 0 1 2 3 5 6
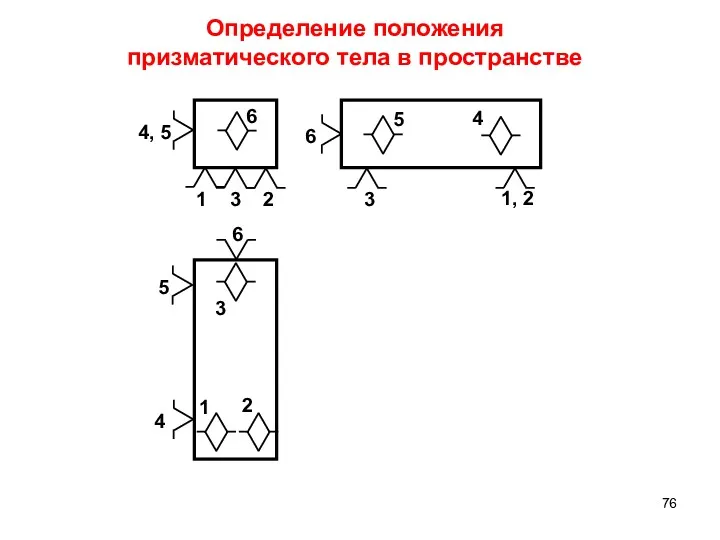
- 76. 1 3 2 4, 5 6 3 1, 2 5 4 6 1 2 3 5
- 77. Определение положения цилиндрического тела в пространстве OX, OZ; OX, OZ X Y Z 0 1 2
- 78. Определение положения диска в пространстве OY; OX, OZ OY
- 79. Погрешность базирования Погрешность базирования – отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого
- 80. Принцип единства баз Выбор баз на 1й операции Закрепление – приложение сил к детали или изделию
- 81. Классификация баз Классификация баз По назначению По лишаемым степеням свободы По характеру проявления Конструкторская Основная Вспомогательная
- 82. Функции поверхностей деталей в машине В В О О В В О С С О 1
- 83. 6 1 3 5 2 4 Скрытые базы
- 84. Скрытые базы
- 85. Силовое замыкание P Q 1 2,3
- 86. Силовое замыкание
- 87. Неорганизованная смена баз 6
- 88. Соблюдение принципа единства баз а 1 2 3 А В Б γ ϕ β L 1
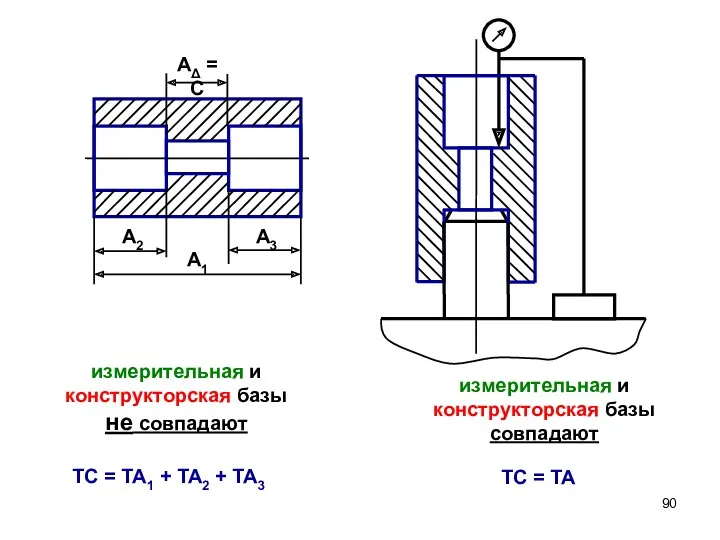
- 89. Правила выбора баз 1. В качестве технологических и измерительных баз следует выбирать конструкторские базы (принцип совмещения
- 90. АΔ = С А2 А3 А1 измерительная и конструкторская базы не совпадают измерительная и конструкторская базы
- 91. 2. В качестве установочной базы выбирается поверхность, имеющая наибольшую протяженность в двух взаимно перпендикулярных направлениях 1
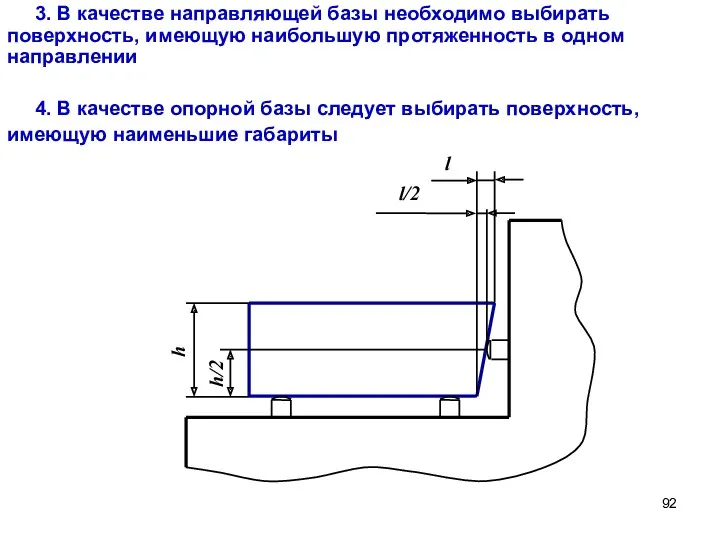
- 92. 3. В качестве направляющей базы необходимо выбирать поверхность, имеющую наибольшую протяженность в одном направлении 4. В
- 93. Роль и значение первой операции I – I – ось отверстия, отлитого в заготовке II –
- 94. Б K R z2 z1 Роль и значение первой операции z1 ≈ z2 Обеспечение равномерности распределения
- 95. Роль и значение первой операции Z1 ≈ Z2 Обеспечение равномерности распределения припуска
- 96. Операционные размеры и их расчет Методы определения минимального промежуточного припуска 1. Опытно-статистический метод – максимальный припуск
- 97. Операционные размеры и их расчет Методы определения минимального промежуточного припуска 2. Расчетно-аналитический метод (автор Кован В.М.)
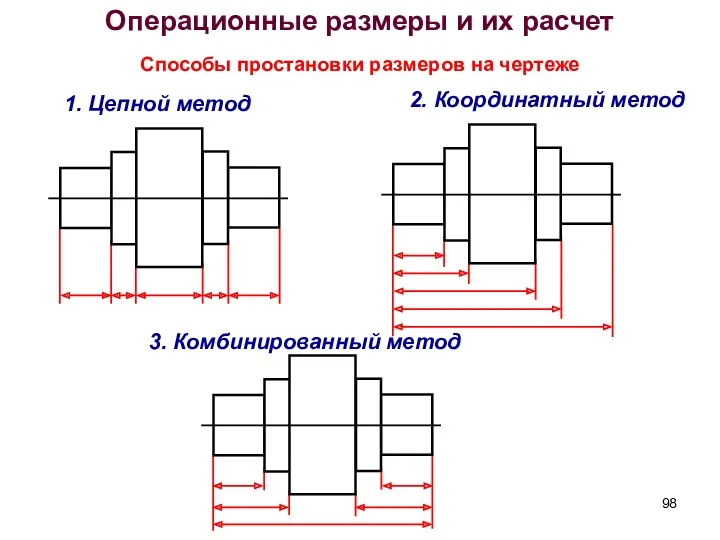
- 98. Операционные размеры и их расчет Способы простановки размеров на чертеже 1. Цепной метод 2. Координатный метод
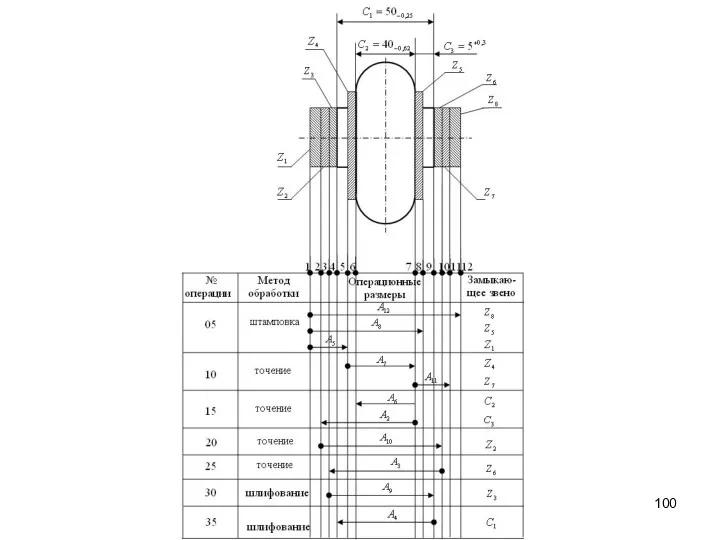
- 99. Расчет длинновых операционных размеров с применением теории графов 1. Составляется схема обработки
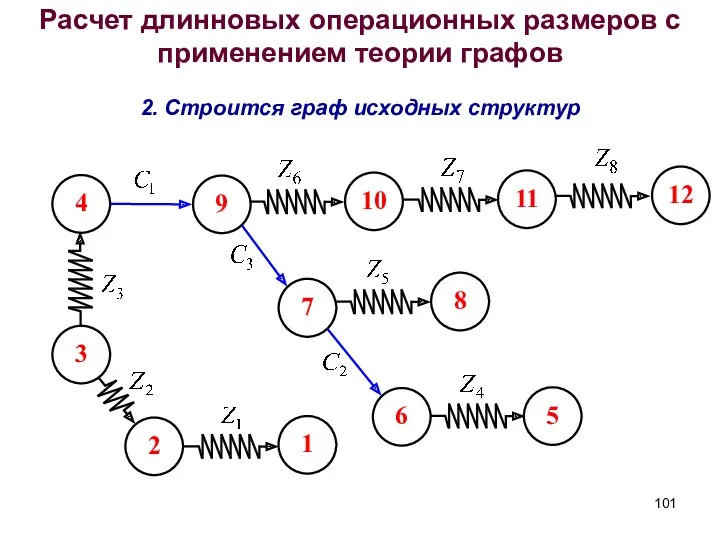
- 101. Расчет длинновых операционных размеров с применением теории графов 2. Строится граф исходных структур
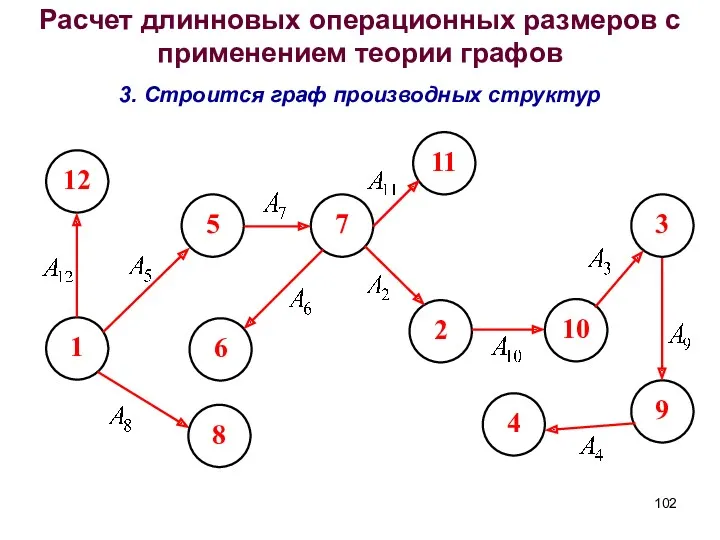
- 102. Расчет длинновых операционных размеров с применением теории графов 3. Строится граф производных структур
- 103. 4. Строится граф размерных цепей
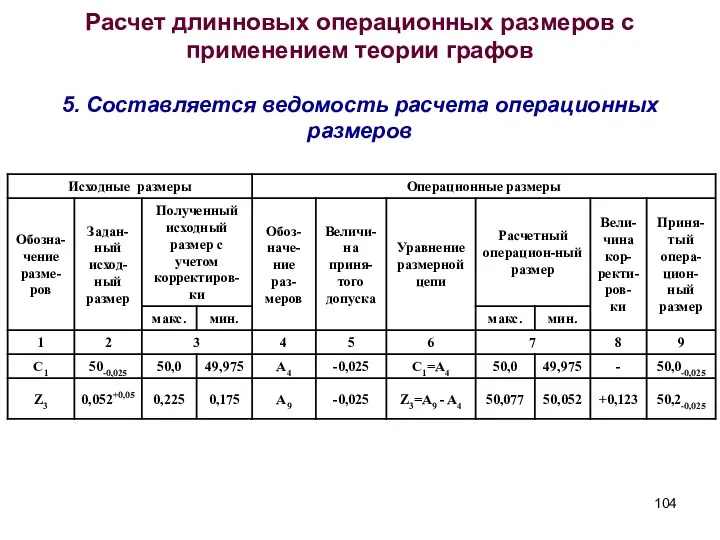
- 104. Расчет длинновых операционных размеров с применением теории графов 5. Составляется ведомость расчета операционных размеров
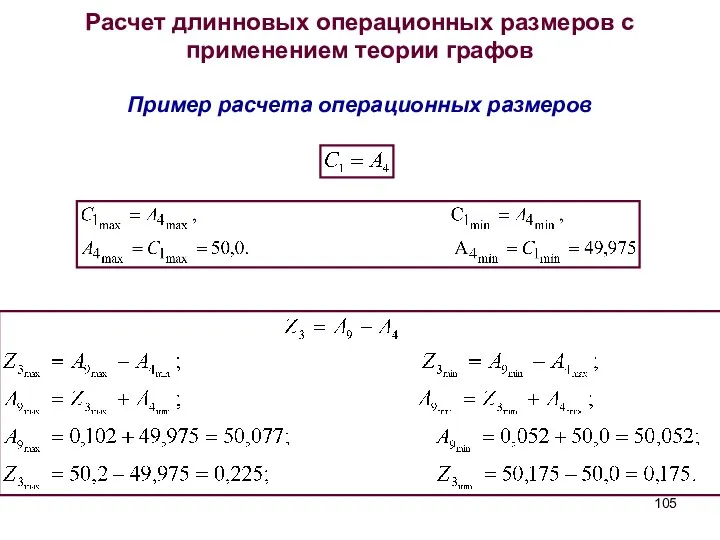
- 105. Расчет длинновых операционных размеров с применением теории графов Пример расчета операционных размеров
- 106. Формирование качества деталей, обрабатываемых на металлорежущих станках Ау Ад АΔ 3 1 2 z 4 Ас
- 107. Основные причины погрешности установки 1) Неправильный выбор технологических баз (не соблюдаются правила выбора баз) С С
- 108. Основные причины погрешности установки 2) Нарушение правил приложения силового замыкания
- 109. 3) Не выполнение правила шести точек 2, 3 1 4, 5 Основные причины погрешности установки 4)
- 110. Основные причины погрешности установки 5) Качество технологических баз (точность их формы, относительных поворотов, размеров и расстояний)
- 111. Основные причины погрешности установки 7) Недостаточная квалификация рабочего 8) Неорганизованная, случайная смена баз 6
- 112. Основные причины погрешности статической настройки 1) Неправильный выбор технологических и измерительных баз, методов и средств измерения
- 113. Основные причины погрешности динамической настройки 3) Недостаточная, а, главное, переменная жесткость технологической системы 1) Неоднородность обрабатываемого
- 114. 4) Изменения сил резания на участках входа и выхода инструмента Повышение жесткости заготовки за счет использования
- 115. 8) Недостаточная квалификация рабочего 5) Температурные деформации технологической системы Основные причины погрешности динамической настройки 6) Свойства
- 116. Размерный износ инструмента Интенсивность изнашивания инструмента зависит от: - свойств материала инструмента - свойств материала заготовки
- 117. может быть проверен только по изменению обрабатываемой поверхности α hз Δр.и. Δр.и. – величина размерного износа
- 118. Размерный износ инструмента Кривая процесса изнашивания инструмента Δр.и, мм τ, мин I зона приработки II зона
- 119. Размерный износ инструмента Обтачивании длинного вала большого диаметра L>>D L D Затупление инструмента Увеличение силы резания
- 120. Размерный износ инструмента Нестабильность характеристик стойкости режущего инструмента одного типа, изготовленных единой партией из одного и
- 121. Способы автоматического выявления момента затупления конкретного инструмента Размерный износ инструмента 1) непрерывный контроль силы резания через
- 122. Размерный износ инструмента Мероприятия по уменьшению размерного износа инструмента 1. Повышение качества и стабильности качества режущего
- 123. Температурные деформации технологической системы Основные источники теплоты механическая работа, затрачиваемая на резание работа по преодолению сил
- 124. Температурные деформации технологической системы Температура корпуса шпиндельной бабки 30…70 0С Температура шпинделя и валов — до
- 125. Температурные деформации технологической системы Тепловые деформации резца при работе с перерывами Q t Нагрев Охлаждение тепловые
- 126. Температурные деформации технологической системы Искажение формы поверхности детали под воздействием теплового поля I II III тепловая
- 127. Температурные деформации технологической системы Мероприятия по уменьшению тепловых деформаций 1. Стабилизация температуры в цехе 2. Прогревание
- 128. Жесткость технологической системы P – сила, воздействующей на деталь, сборочную единицу или технологическую систему; У -
- 129. Температурные деформации технологической системы Мероприятия по повышению жесткости технологической системы 1. Сокращение количества звеньев в размерной
- 130. РАСЧЕТ И НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ Лекция 8
- 131. Критерии расчета (назначения) режимов резания МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. Максимальный съём металла в единицу времени. Применяется при предварительной
- 132. ВЛИЯНИЕ ИСПОЛНИТЕЛЕЙ НА КАЧЕСТВО И СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
- 133. Коэффициент трудовой дисциплины число прогулов общая численность работающих в данном подразделении = Коэффициент безопасности труда число
- 134. ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ МАШИНЫ
- 135. ИСХОДНАЯ ИНФОРМАЦИЯ описание служебного назначения машины технические требования и нормы точности, вытекающие из служебного назначения машины
- 136. Последовательность разработки технологического процесса Изучение служебного назначения машины, технических требований и норм точности Ознакомление с намечаемым
- 137. ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ Деление машины на сборочные единицы Определение основной базирующей детали Разработка технологического
- 138. СХЕМА СБОРКИ
- 139. ОСНОВЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ Деление машины на сборочные единицы Определение основной базирующей детали Разработка технологического
- 140. ЦИКЛОГРАММА СБОРКИ № операций 1 2 3 4 5 … N Общая …
- 141. РАЗРАБОТКА ТЕХПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Изучение по чертежам служебного назначения детали и анализ технических требований и норм
- 142. РАЗРАБОТКА ТЕХПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ Формирование технологических операций Выбор оборудования Расчёт операционных размеров и припусков Оформление чертежа
- 143. Варианты базирования штампованных заготовок лопаток компрессора на первой операции технологического процесса
- 144. Варианты базирования заготовок лопаток компрессора при последующей обработке a б
- 145. План построения технологического процесса изготовления лопатки компрессора
- 148. Схема базирования заготовки лопатки турбины на первой операции технологического процесса
- 150. Скачать презентацию
Рекомендуемая литература
1. Безъязычный В.Ф. Основы технологии машиностроения. -учебник для ВУЗов.
Рекомендуемая литература
1. Безъязычный В.Ф. Основы технологии машиностроения. -учебник для ВУЗов.

Этапы создания машины
Человеческое общество
Потребность в
данном виде продукции
Разработка процесса
изготовления
продукции
Потребность в машине,
Этапы создания машины
Человеческое общество
Потребность в
данном виде продукции
Разработка процесса
изготовления
продукции
Потребность в машине,
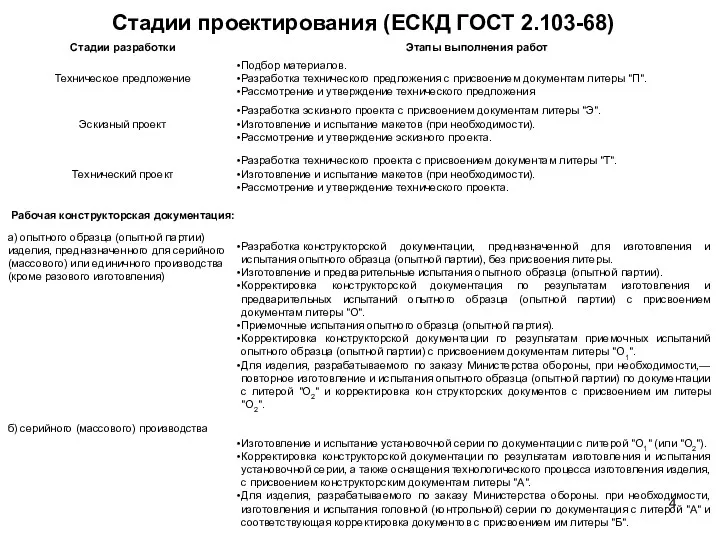
Стадии проектирования (ЕСКД ГОСТ 2.103-68)
Стадии проектирования (ЕСКД ГОСТ 2.103-68)
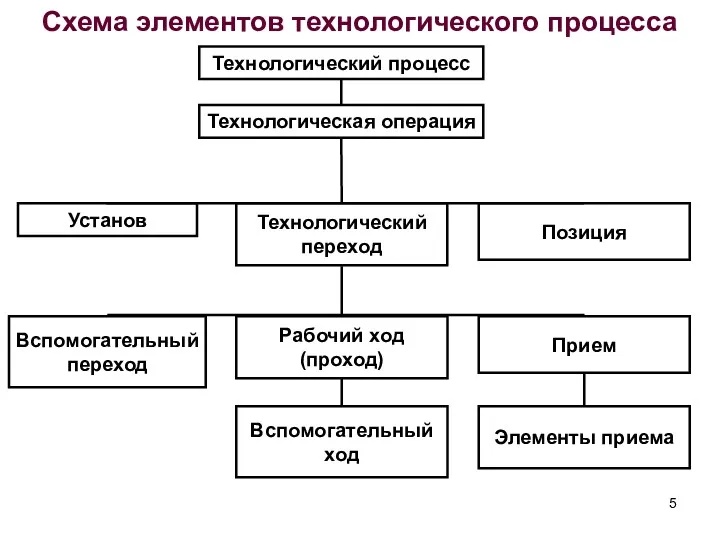
Схема элементов технологического процесса
Технологический процесс
Технологическая операция
Установ
Технологический
переход
Позиция
Вспомогательный переход
Рабочий ход
(проход)
Прием
Вспомогательный ход
Элементы приема
Схема элементов технологического процесса
Технологический процесс
Технологическая операция
Установ
Технологический
переход
Позиция
Вспомогательный переход
Рабочий ход
(проход)
Прием
Вспомогательный ход
Элементы приема
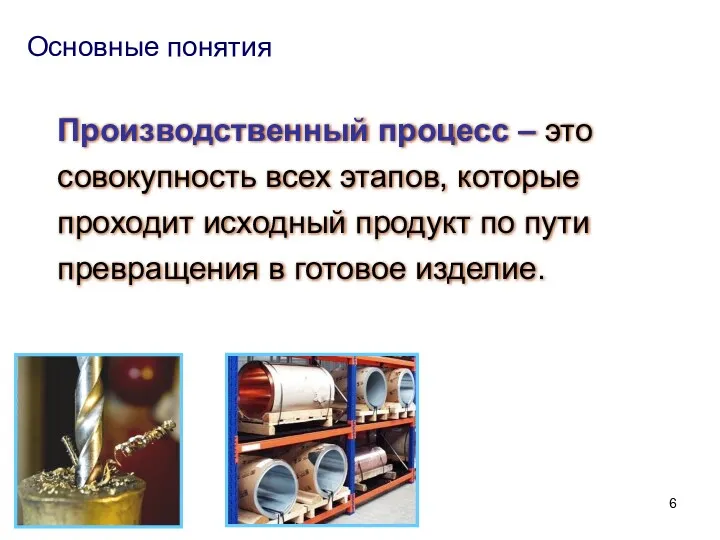
Производственный процесс – это совокупность всех этапов, которые проходит исходный продукт
Производственный процесс – это совокупность всех этапов, которые проходит исходный продукт
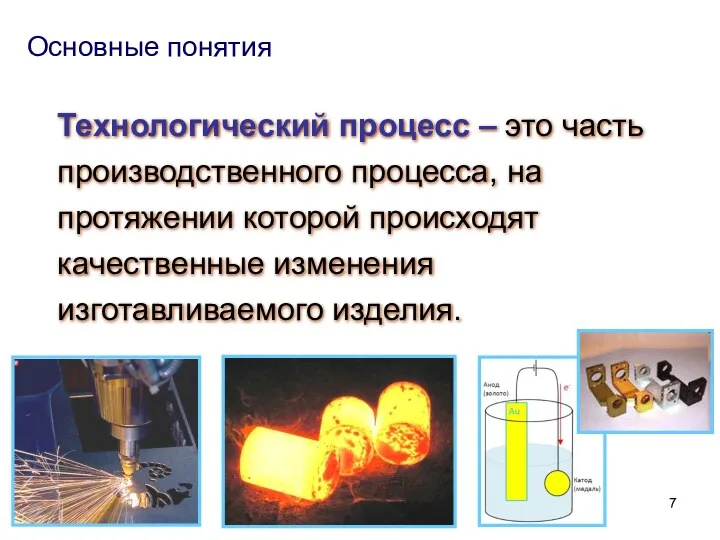
Технологический процесс – это часть производственного процесса, на протяжении которой происходят
Технологический процесс – это часть производственного процесса, на протяжении которой происходят

Виды технологических процессов
Типовые
характеризуются единством содер-жания и последова-тельности подавля-ющего большинства операций для
Виды технологических процессов
Типовые
характеризуются единством содер-жания и последова-тельности подавля-ющего большинства операций для
Виды технологических процессов
Групповые
технологические процессы изготовления группы изделий с разными конструктивными, но
Виды технологических процессов
Групповые
технологические процессы изготовления группы изделий с разными конструктивными, но
Виды технологических процессов
Операционные
представляют собой подробное описание опера-ций, переходов, режимов обработки, схем
Виды технологических процессов
Операционные
представляют собой подробное описание опера-ций, переходов, режимов обработки, схем
Виды технологических процессов
Маршрутные
представляют собой перечень операций без указания переходов и режимов
(единичное
Виды технологических процессов
Маршрутные
представляют собой перечень операций без указания переходов и режимов
(единичное
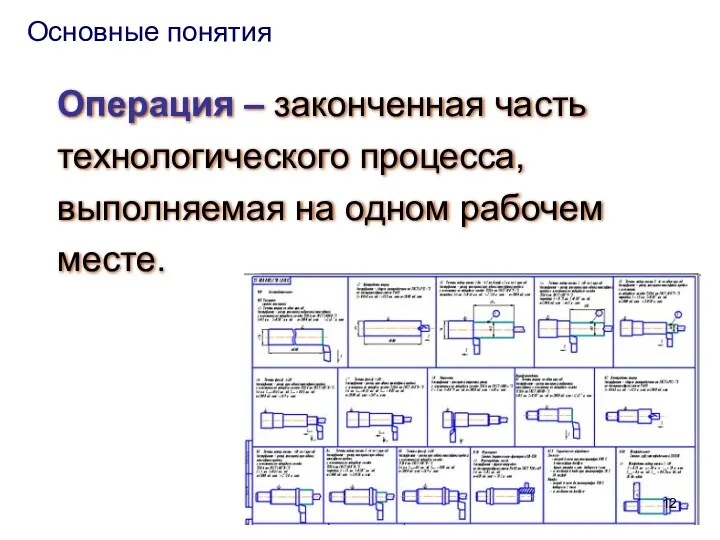
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Установ – часть операции, выполняемая при одном закреплении обрабатываемой детали.
Основные
Установ – часть операции, выполняемая при одном закреплении обрабатываемой детали.
Основные
Основные понятия
Позиция – каждое отдельное фиксированное положение детали совместно с приспособлением,
Основные понятия
Позиция – каждое отдельное фиксированное положение детали совместно с приспособлением,
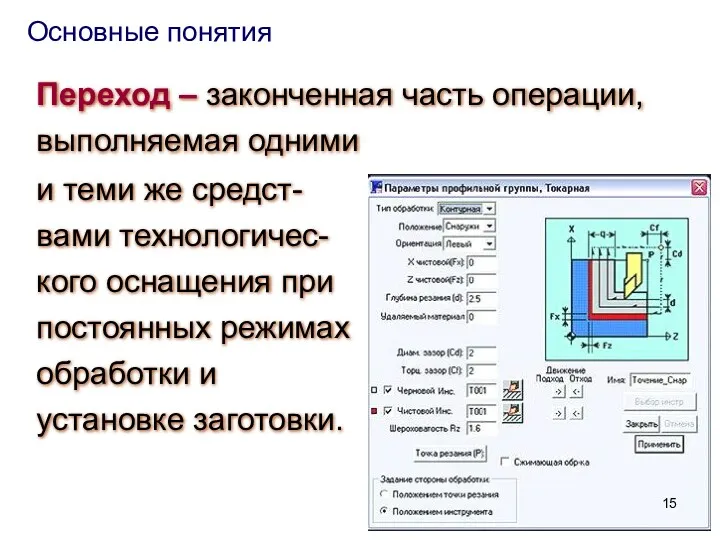
Переход – законченная часть операции, выполняемая одними
Основные понятия
и теми же средст-вами
Переход – законченная часть операции, выполняемая одними
Основные понятия
и теми же средст-вами
Основные
непосредственно связанны с осуществлением технологического воздействия.
Переходы
Вспомогательные
состоят из действий
Основные
непосредственно связанны с осуществлением технологического воздействия.
Переходы
Вспомогательные
состоят из действий
Рабочий ход (проход)
законченная часть пе-рехода, состоящая из однократного переме-щения инструмента относительно
Рабочий ход (проход)
законченная часть пе-рехода, состоящая из однократного переме-щения инструмента относительно
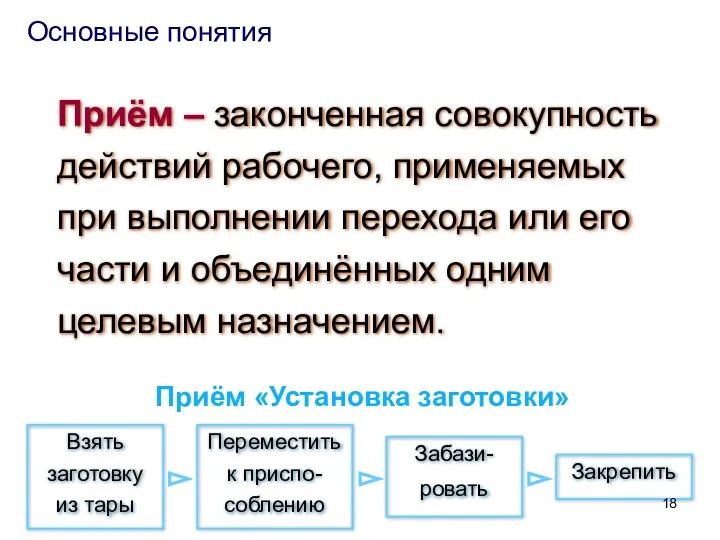
Приём – законченная совокупность действий рабочего, применяемых при выполнении перехода или
Приём – законченная совокупность действий рабочего, применяемых при выполнении перехода или

Типы и формы организации производства
Типы и формы организации производства
Тип производства – это классификационная категория производства, выделяемая по признакам широты
Тип производства – это классификационная категория производства, выделяемая по признакам широты
Объём выпуска – это количество изделий определенного наименования и типоразмера, изготавливаемых
Объём выпуска – это количество изделий определенного наименования и типоразмера, изготавливаемых
Производственная программа (программа выпуска изделий) – перечень наименований изготавливаемых или ремонтируемых
Производственная программа (программа выпуска изделий) – перечень наименований изготавливаемых или ремонтируемых

Типы производства
Единичное
производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное изготовление которых
Типы производства
Единичное
производство, характеризуемое малым объёмом выпуска одинаковых изделий, повторное изготовление которых

Типы производства
Серийное
изготовление изделий периодически повторяющимися партиями или сериями по неизменным чертежам
Типы производства
Серийное
изготовление изделий периодически повторяющимися партиями или сериями по неизменным чертежам

Типы производства
Массовое
непрерывный выпуск изделий в больших объёмах по неизменным чертежам продолжительное
Типы производства
Массовое
непрерывный выпуск изделий в больших объёмах по неизменным чертежам продолжительное

Сравнительная характеристика
Единичное
Серийное
Массовое
Объёмы выпуска
Малые
Средние
Большие
Повторяемость изделий
Отсутствует
Изделия изготавли-ваются партиями
Непрерывное изготовление одних и тех же
Сравнительная характеристика
Единичное
Серийное
Массовое
Объёмы выпуска
Малые
Средние
Большие
Повторяемость изделий
Отсутствует
Изделия изготавли-ваются партиями
Непрерывное изготовление одних и тех же

Сравнительная характеристика
Загрузка оборудования
Загрузка разнообраз-ными деталями
Загрузка партиями деталей
Обработка одних и тех же
Сравнительная характеристика
Загрузка оборудования
Загрузка разнообраз-ными деталями
Загрузка партиями деталей
Обработка одних и тех же

Сравнительная характеристика
Оснастка
Универсальная
Универсаль-ный и специ-альный инст-румент; перенала-живаемая оснастка
Специальный инструмент и оснастка, автоматичес-кая
Сравнительная характеристика
Оснастка
Универсальная
Универсаль-ный и специ-альный инст-румент; перенала-живаемая оснастка
Специальный инструмент и оснастка, автоматичес-кая
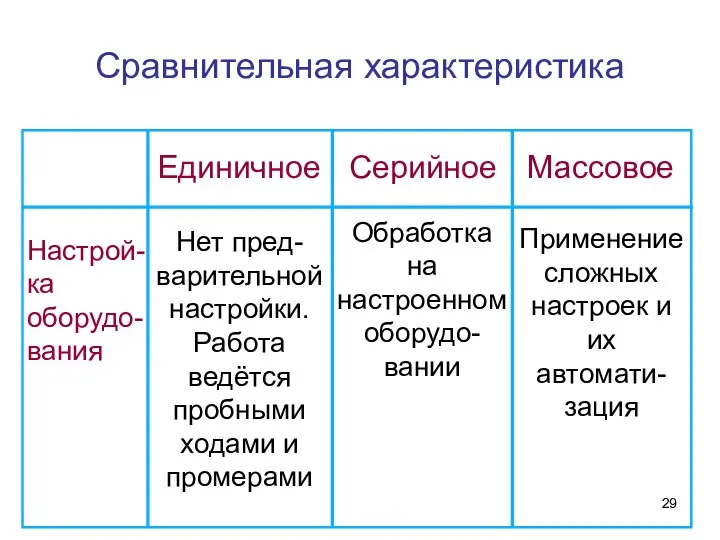
Сравнительная характеристика
Настрой-ка оборудо-вания
Нет пред-варительной настройки. Работа ведётся пробными ходами и промерами
Обработка
Сравнительная характеристика
Настрой-ка оборудо-вания
Нет пред-варительной настройки. Работа ведётся пробными ходами и промерами
Обработка

Сравнительная характеристика
Получе-ние разме-ров
Обработка по разметке
В основном – автоматичес-кое получение размеров
Автомати-ческое получение
Сравнительная характеристика
Получе-ние разме-ров
Обработка по разметке
В основном – автоматичес-кое получение размеров
Автомати-ческое получение

Сравнительная характеристика
Обеспе-чение заданной точности изделий
Пригоночные работы; ограниченное применение взаимозаменяемости
Пригоночных работ мало;
Сравнительная характеристика
Обеспе-чение заданной точности изделий
Пригоночные работы; ограниченное применение взаимозаменяемости
Пригоночных работ мало;
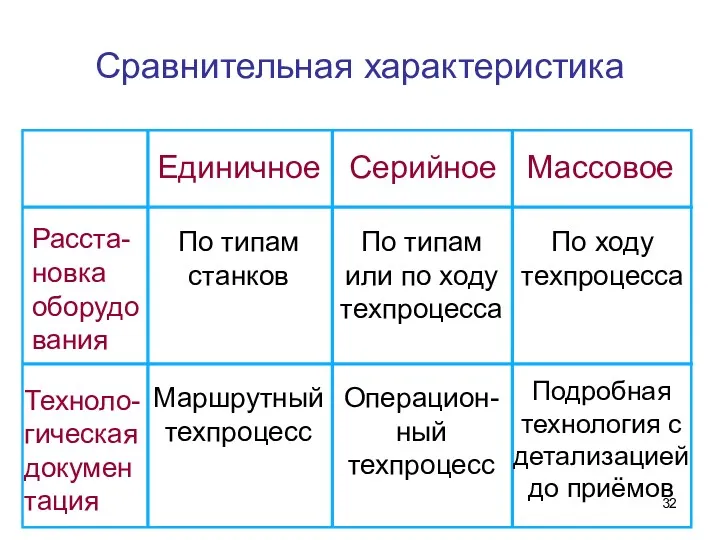
Сравнительная характеристика
Расста-новка оборудования
По типам станков
По типам или по ходу техпроцесса
По ходу
Сравнительная характеристика
Расста-новка оборудования
По типам станков
По типам или по ходу техпроцесса
По ходу

Сравнительная характеристика
Назна-чение норм времени
Опытно-статисти-ческое нормиро-вание
Техническое нормиро-вание
Техническое нормиро-вание и уточнение норм
Единичное
Серийное
Массовое
Сравнительная характеристика
Назна-чение норм времени
Опытно-статисти-ческое нормиро-вание
Техническое нормиро-вание
Техническое нормиро-вание и уточнение норм
Единичное
Серийное
Массовое
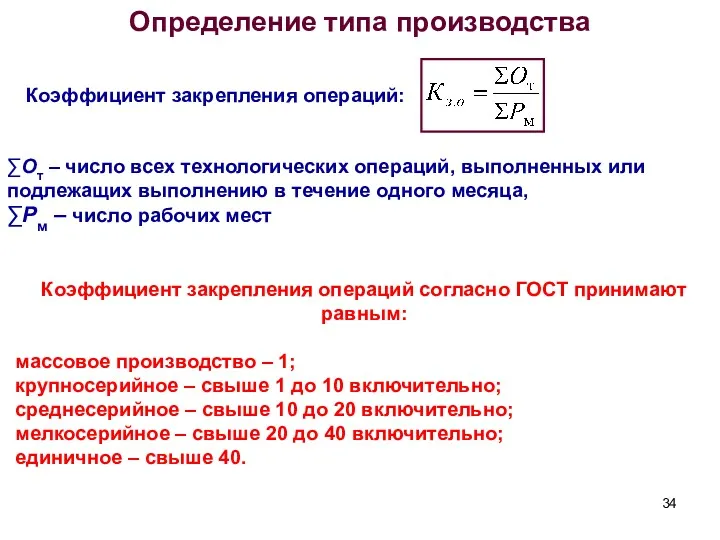
Определение типа производства
Коэффициент закрепления операций:
∑От – число всех технологических операций,
Определение типа производства
Коэффициент закрепления операций:
∑От – число всех технологических операций,
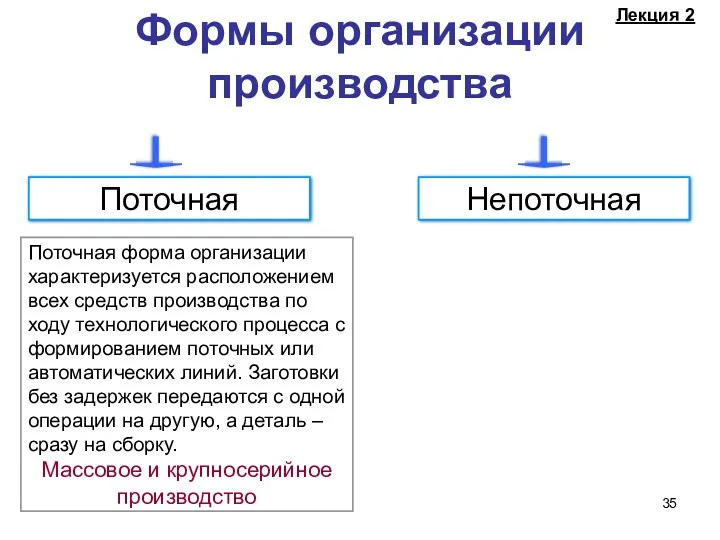
Формы организации производства
Поточная форма организации характеризуется расположением всех средств производства по
Формы организации производства
Поточная форма организации характеризуется расположением всех средств производства по
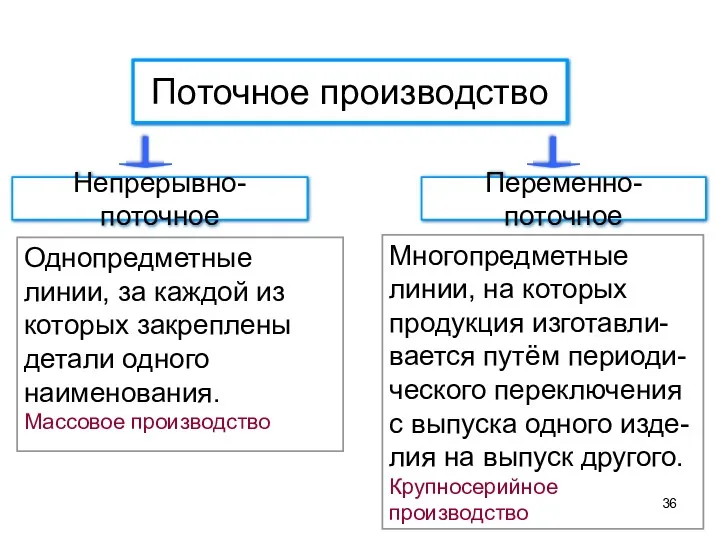
Поточное производство
Однопредметные линии, за каждой из которых закреплены детали одного наименования.
Массовое
Поточное производство
Однопредметные линии, за каждой из которых закреплены детали одного наименования.
Массовое
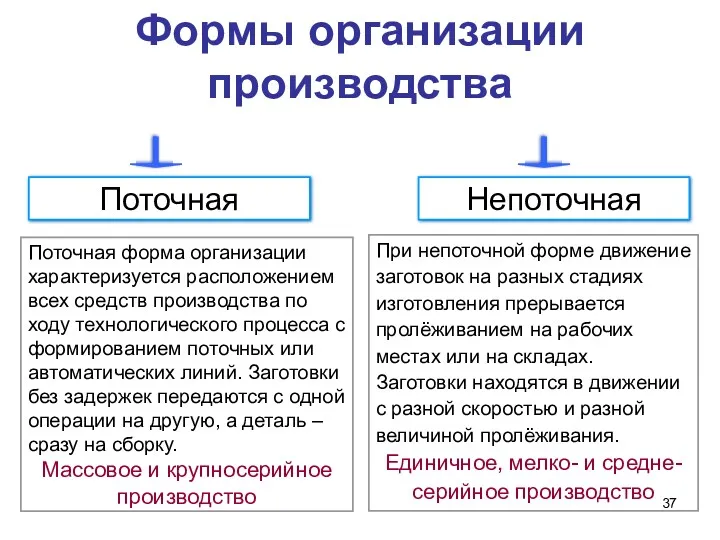
Формы организации производства
Поточная форма организации характеризуется расположением всех средств производства по
Формы организации производства
Поточная форма организации характеризуется расположением всех средств производства по
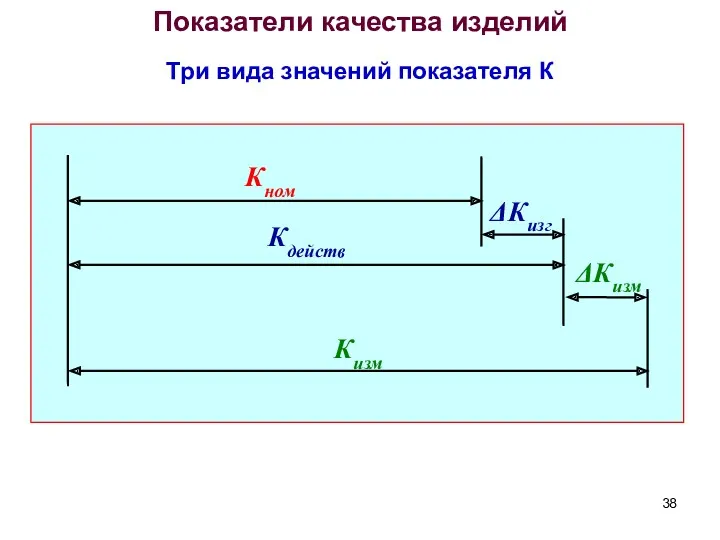
Показатели качества изделий
Три вида значений показателя К
Показатели качества изделий
Три вида значений показателя К

Показатели качества изделий
Геометрическая точность реальной поверхности
x
y
Реальная
поверхность
Прилегающая
плоскость
ФНБ
Ra (Rz)
α
yр
yр – размер (расстояние) по
Показатели качества изделий
Геометрическая точность реальной поверхности
x
y
Реальная
поверхность
Прилегающая
плоскость
ФНБ
Ra (Rz)
α
yр
yр – размер (расстояние) по
Показатели качества изделий
Зависимость стоимости от точности обработки
С0
С
Δ0
Δэк
Δ
Δ0 – достижимая точность при
Показатели качества изделий
Зависимость стоимости от точности обработки
С0
С
Δ0
Δэк
Δ
Δ0 – достижимая точность при

Показатели качества изделий
Общий расчетный коэффициент уточнения
(общее расчетное уточнение):
Тз – допуск на
Показатели качества изделий
Общий расчетный коэффициент уточнения
(общее расчетное уточнение):
Тз – допуск на

Технологичность
Технологичность
Технологичность – это совокупность свойств конструкции, определяющих её приспособленность к достижению
Технологичность – это совокупность свойств конструкции, определяющих её приспособленность к достижению
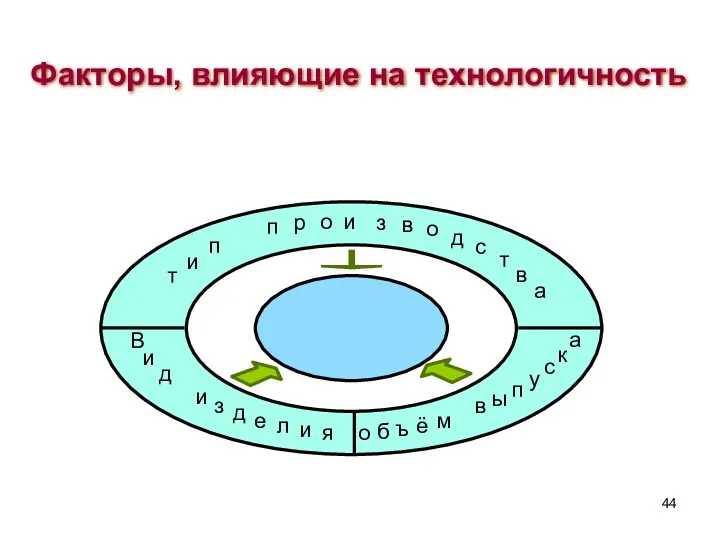
Факторы, влияющие на технологичность
В
и
д
и
з
д
е
л
я
и
т
и
п
п
р
о
и
з
в
о
д
с
ъ
ё
м
в
ы
п
у
с
к
т
в
а
б
о
а
Факторы, влияющие на технологичность
В
и
д
и
з
д
е
л
я
и
т
и
п
п
р
о
и
з
в
о
д
с
ъ
ё
м
в
ы
п
у
с
к
т
в
а
б
о
а
Производственная технологичность – это совокупность свойств конструкции, позволяющая изготовить и собрать
Производственная технологичность – это совокупность свойств конструкции, позволяющая изготовить и собрать
Ремонтная технологичность – это совокупность свойств конструкции, позволяющая ремонтировать её в
Ремонтная технологичность – это совокупность свойств конструкции, позволяющая ремонтировать её в
Эксплуатационная технологичность – это совокупность свойств конструкции, обеспечивающая возможно более длительное
Эксплуатационная технологичность – это совокупность свойств конструкции, обеспечивающая возможно более длительное
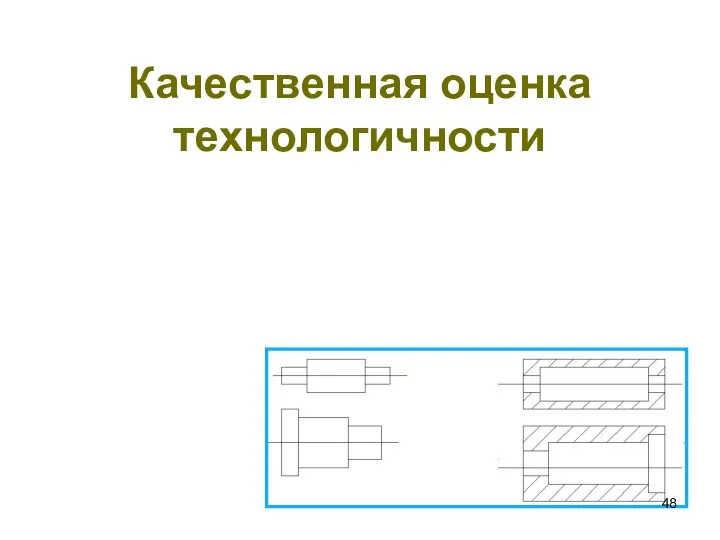
Качественная оценка технологичности
Качественная оценка технологичности
а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна
а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна

а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна
а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна
а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна
а) Максимальное использование унифицированных сборочных единиц и деталей.
Технологичная конструкция должна
в) Создание деталей рациональной формы с легко доступными для обработки поверхностями
в) Создание деталей рациональной формы с легко доступными для обработки поверхностями
Технологичная конструкция должна предусматривать:
г) Наличие на деталях удобных базирующих поверхностей или
Технологичная конструкция должна предусматривать:
г) Наличие на деталях удобных базирующих поверхностей или
д) Возможность применения заготовок, максимально приближенных к готовым деталям.
Технологичная конструкция
д) Возможность применения заготовок, максимально приближенных к готовым деталям.
Технологичная конструкция
Технологичная конструкция должна предусматривать:
е) Минимальное применение пригоночных работ при сборке.
ж)
Технологичная конструкция должна предусматривать:
е) Минимальное применение пригоночных работ при сборке.
ж)
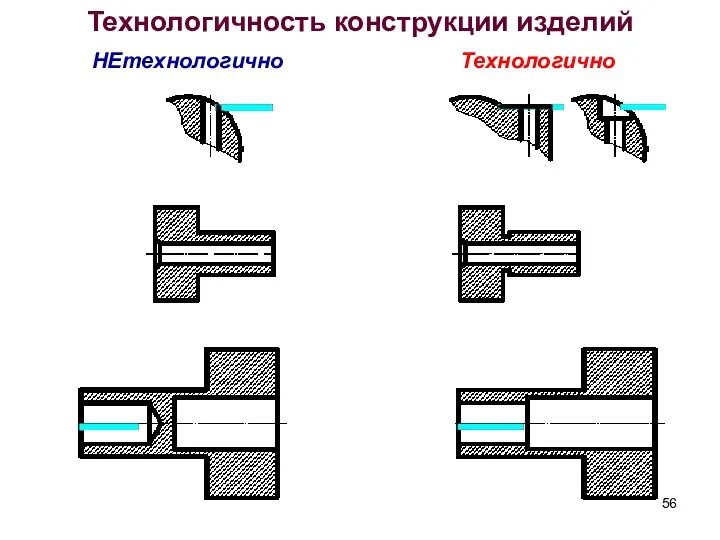
Технологичность конструкции изделий
НЕтехнологично
Технологично
Технологичность конструкции изделий
НЕтехнологично
Технологично

Классификация технологических методов обработки
Безъязычный В.Ф. Технологические процессы механической и физико-химической обработки
Классификация технологических методов обработки
Безъязычный В.Ф. Технологические процессы механической и физико-химической обработки
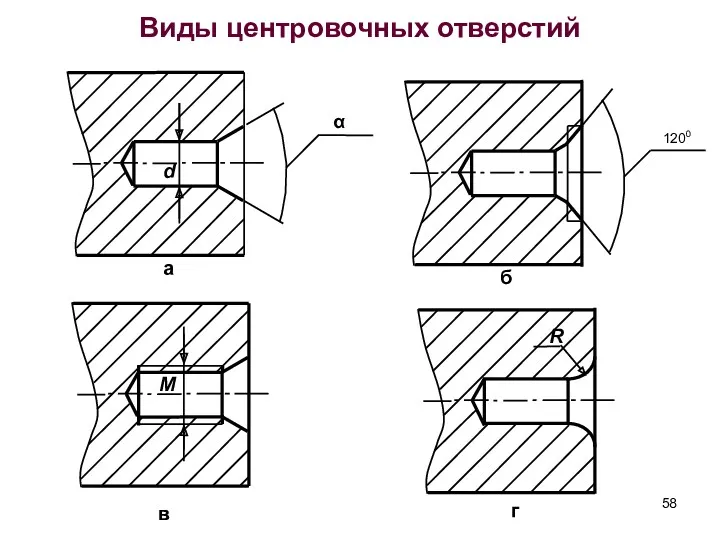
Виды центровочных отверстий
Виды центровочных отверстий
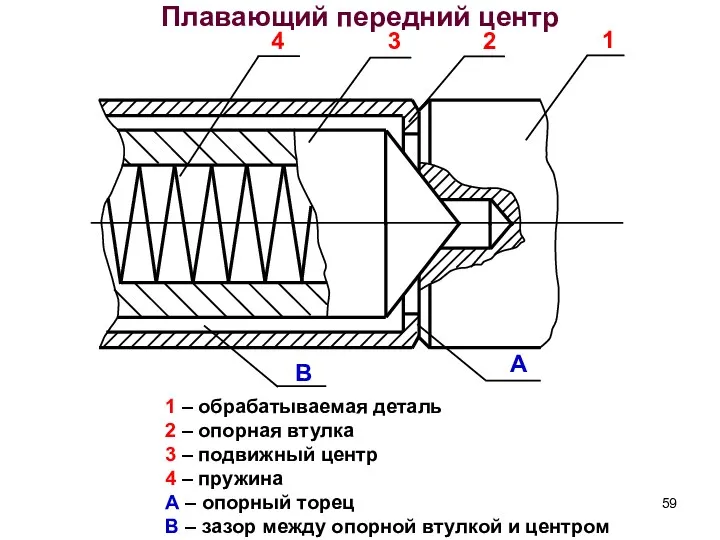
Плавающий передний центр
В
1 – обрабатываемая деталь
2 – опорная втулка
3 – подвижный
Плавающий передний центр
В
1 – обрабатываемая деталь
2 – опорная втулка
3 – подвижный

Методы исследования качества изделий
Погрешности
Случайные
Систематические
Постоянные
Закономерно-
изменяющиеся
Классификация погрешностей
Лекция 3
Методы исследования качества изделий
Погрешности
Случайные
Систематические
Постоянные
Закономерно-
изменяющиеся
Классификация погрешностей
Лекция 3
Точечная диаграмма
ТА – допуск на размер А;
Анб и Анм – предельно
Точечная диаграмма
ТА – допуск на размер А;
Анб и Анм – предельно
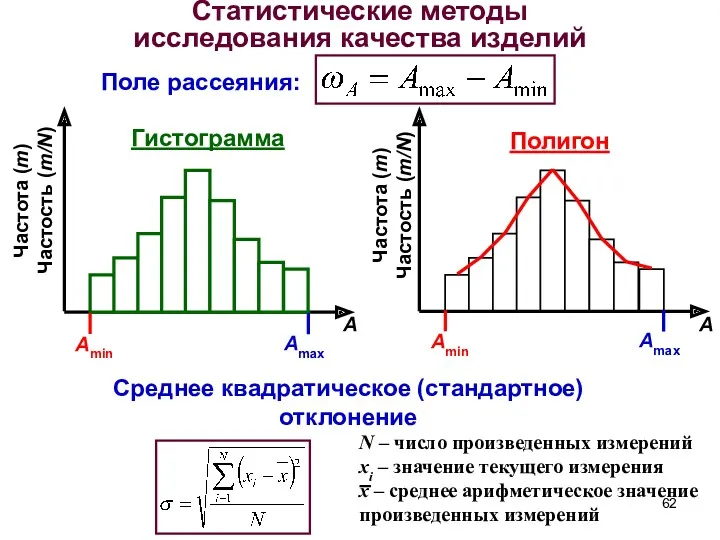
Статистические методы
исследования качества изделий
Поле рассеяния:
Частота (m)
Частость (m/N)
А
Аmin
Аmax
А
Частота (m)
Частость (m/N)
Аmin
Аmax
Среднее квадратическое
Статистические методы
исследования качества изделий
Поле рассеяния:
Частота (m)
Частость (m/N)
А
Аmin
Аmax
А
Частота (m)
Частость (m/N)
Аmin
Аmax
Среднее квадратическое
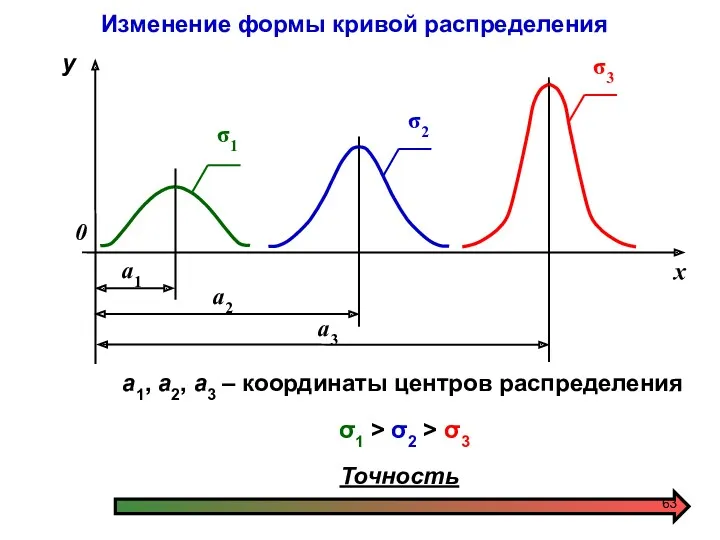
Изменение формы кривой распределения
σ1 > σ2 > σ3
Точность
Изменение формы кривой распределения
σ1 > σ2 > σ3
Точность
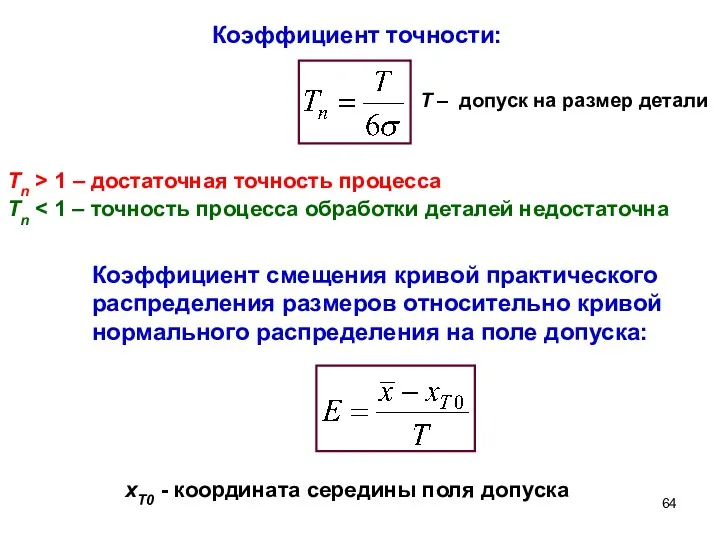
Коэффициент точности:
Т – допуск на размер детали
Тn > 1
Коэффициент точности:
Т – допуск на размер детали
Тn > 1
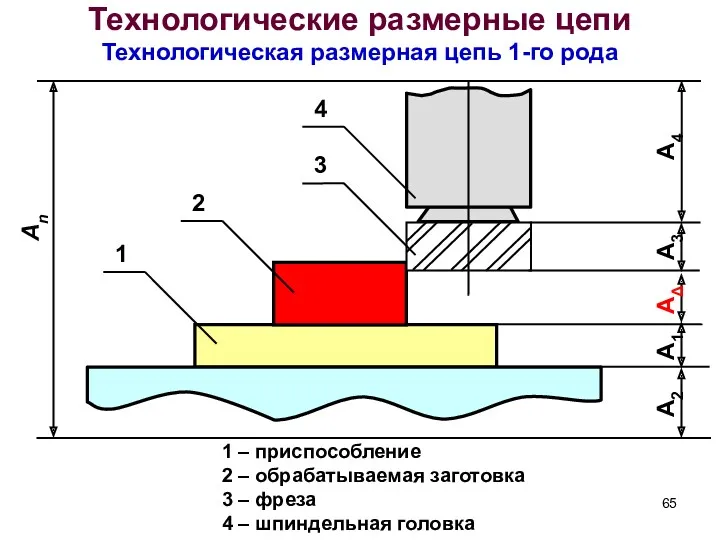
Технологические размерные цепи
Технологическая размерная цепь 1-го рода
А1
А2
А3
А4
Аn
АΔ
2
3
4
1
1 – приспособление
2 – обрабатываемая
Технологические размерные цепи
Технологическая размерная цепь 1-го рода
А1
А2
А3
А4
Аn
АΔ
2
3
4
1
1 – приспособление
2 – обрабатываемая
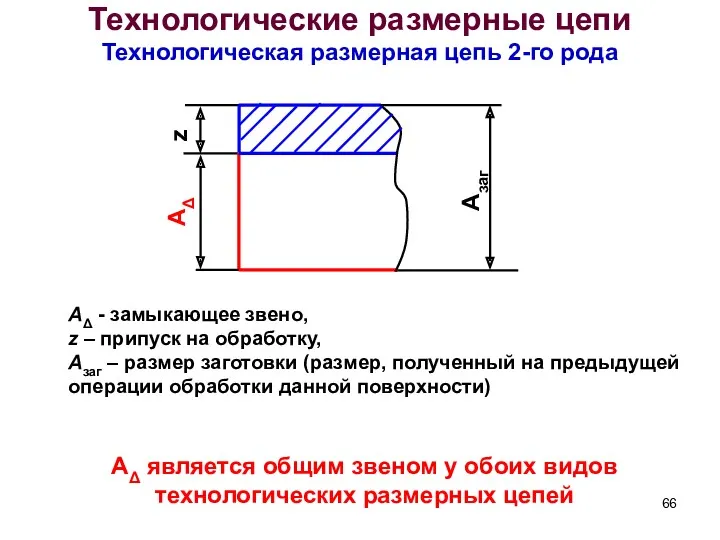
Технологические размерные цепи
Технологическая размерная цепь 2-го рода
АΔ
z
Азаг
АΔ - замыкающее звено,
z
Технологические размерные цепи
Технологическая размерная цепь 2-го рода
АΔ
z
Азаг
АΔ - замыкающее звено,
z
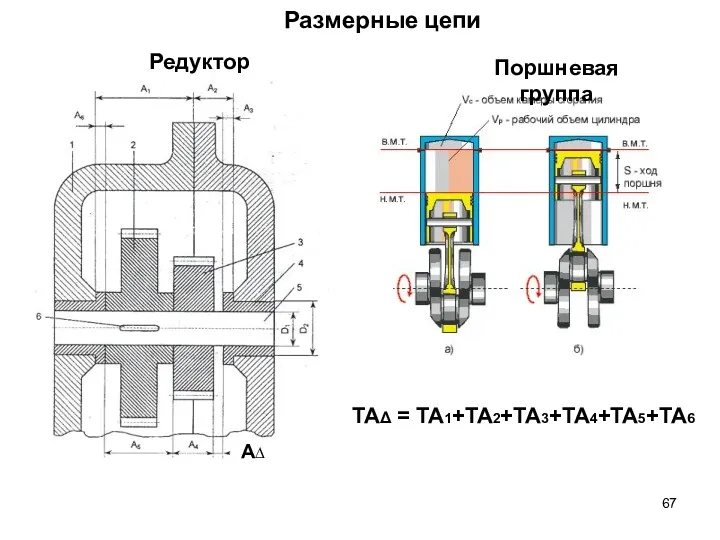
Размерные цепи
А∆
Редуктор
Поршневая группа
ТАΔ = ТА1+ТА2+ТА3+ТА4+ТА5+ТА6
Размерные цепи
А∆
Редуктор
Поршневая группа
ТАΔ = ТА1+ТА2+ТА3+ТА4+ТА5+ТА6
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
1. Метод полной взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
1. Метод полной взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
2. Метод неполной взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
2. Метод неполной взаимозаменяемости
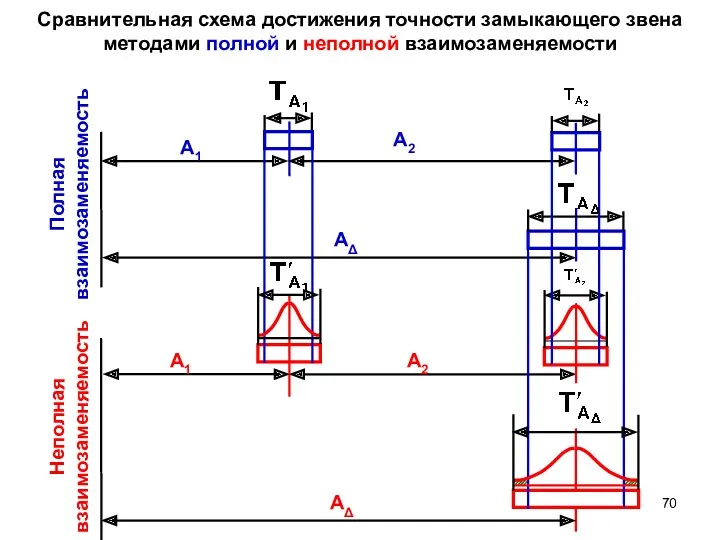
Сравнительная схема достижения точности замыкающего звена
методами полной и неполной взаимозаменяемости
Сравнительная схема достижения точности замыкающего звена
методами полной и неполной взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
3. Метод групповой взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
3. Метод групповой взаимозаменяемости
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
4. Метод пригонки
Требуемая
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
4. Метод пригонки
Требуемая

Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
4. Метод регулирования
Требуемая
Методы достижения заданной точности замыкающего звена
(методы взаимозаменяемости)
4. Метод регулирования
Требуемая
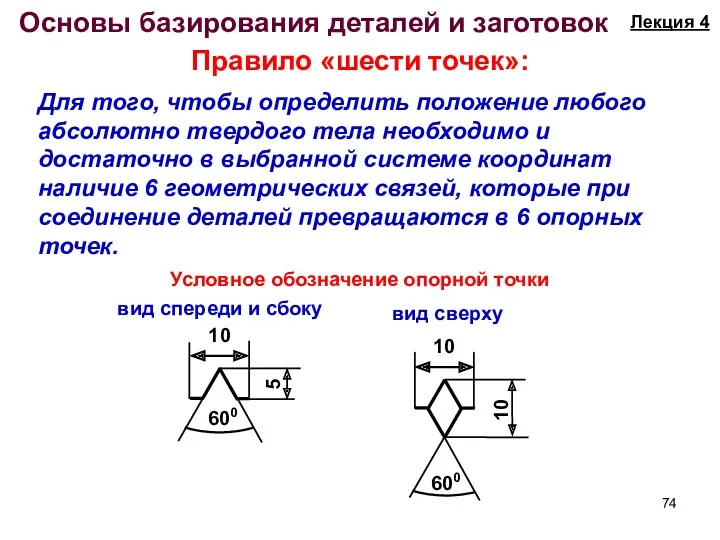
Основы базирования деталей и заготовок
Для того, чтобы определить положение любого абсолютно
Основы базирования деталей и заготовок
Для того, чтобы определить положение любого абсолютно
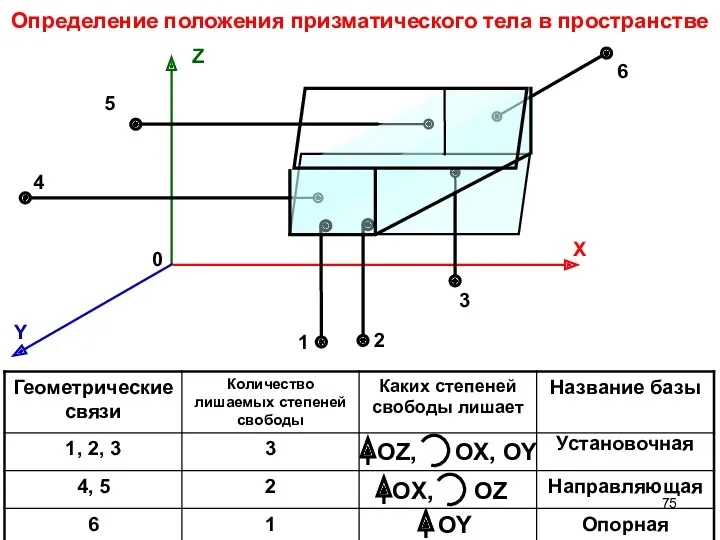
Определение положения призматического тела в пространстве
4
X
Y
Z
0
1
2
3
5
6
Определение положения призматического тела в пространстве
4
X
Y
Z
0
1
2
3
5
6
1
3
2
4, 5
6
3
1, 2
5
4
6
1
2
3
5
4
6
Определение положения
призматического тела в пространстве
1
3
2
4, 5
6
3
1, 2
5
4
6
1
2
3
5
4
6
Определение положения
призматического тела в пространстве
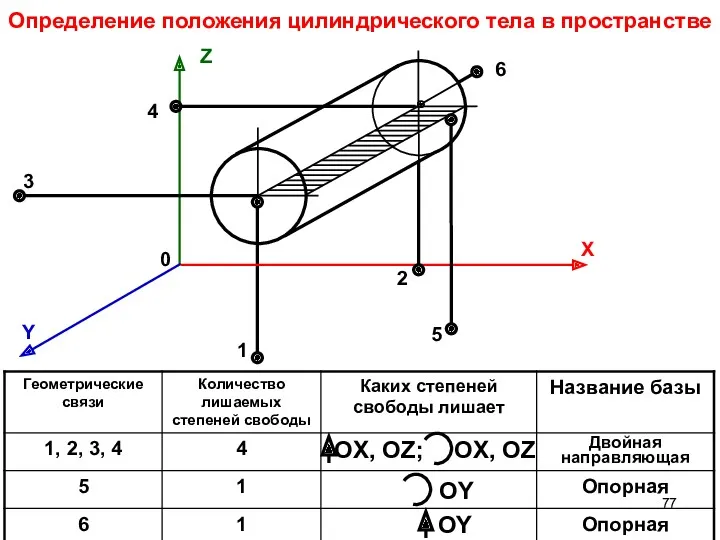
Определение положения цилиндрического тела в пространстве
OX, OZ;
OX, OZ
X
Y
Z
0
1
2
5
3
4
6
Определение положения цилиндрического тела в пространстве
OX, OZ;
OX, OZ
X
Y
Z
0
1
2
5
3
4
6
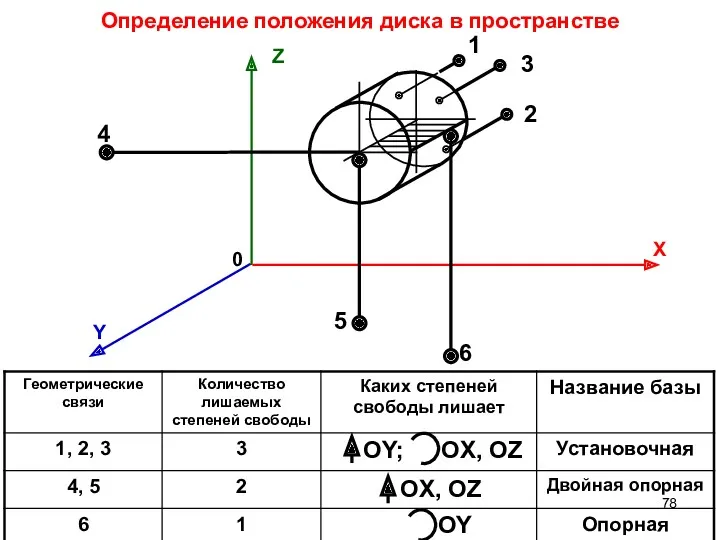
Определение положения диска в пространстве
OY;
OX, OZ
OY
Определение положения диска в пространстве
OY;
OX, OZ
OY
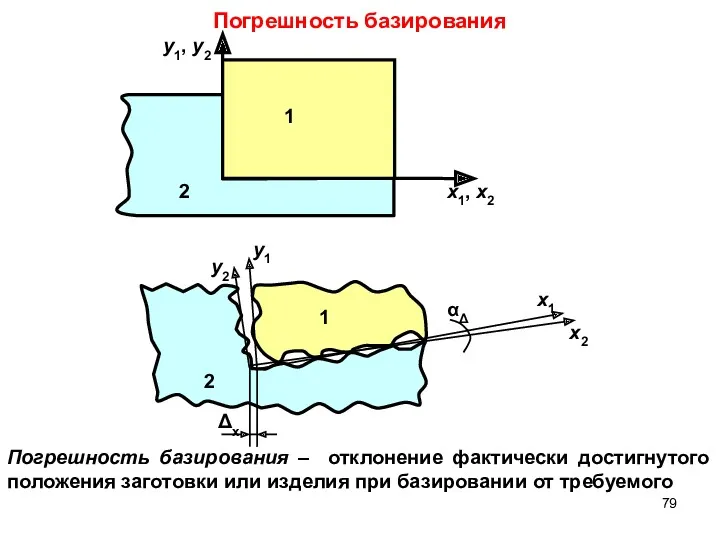
Погрешность базирования
Погрешность базирования – отклонение фактически достигнутого положения заготовки или изделия
Погрешность базирования
Погрешность базирования – отклонение фактически достигнутого положения заготовки или изделия
Принцип единства баз
Выбор баз на 1й операции
Закрепление – приложение сил к
Принцип единства баз
Выбор баз на 1й операции
Закрепление – приложение сил к

Классификация баз
Классификация баз
По назначению
По лишаемым
степеням свободы
По характеру
проявления
Конструкторская
Основная
Вспомогательная
Технологическая
Измерительная
Установочная
Направляющая
Опорная
Двойная
направляющая
Двойная опорная
Скрытая
Явная
Классификация баз
Классификация баз
По назначению
По лишаемым
степеням свободы
По характеру
проявления
Конструкторская
Основная
Вспомогательная
Технологическая
Измерительная
Установочная
Направляющая
Опорная
Двойная
направляющая
Двойная опорная
Скрытая
Явная
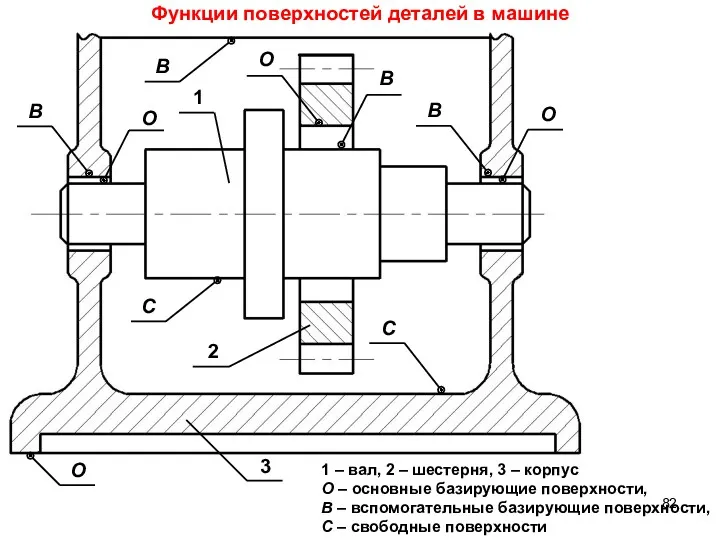
Функции поверхностей деталей в машине
В
В
О
О
В
В
О
С
С
О
1
2
3
1 – вал, 2 – шестерня, 3
Функции поверхностей деталей в машине
В
В
О
О
В
В
О
С
С
О
1
2
3
1 – вал, 2 – шестерня, 3
6
1
3
5
2
4
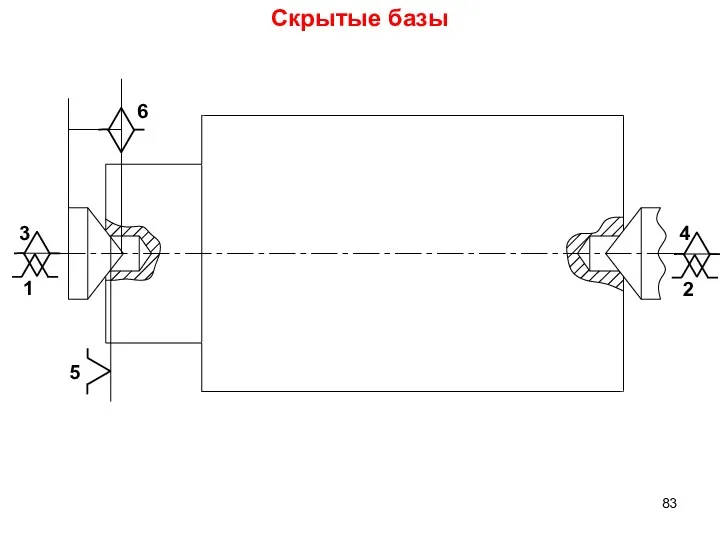
Скрытые базы
6
1
3
5
2
4
Скрытые базы
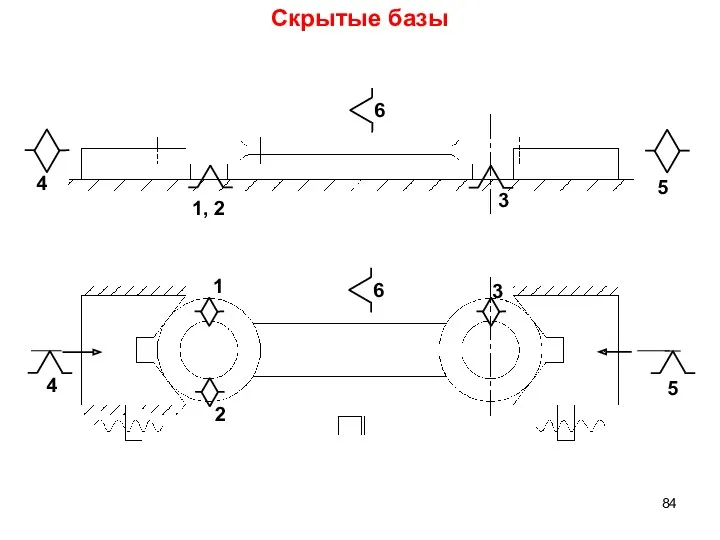
Скрытые базы
Скрытые базы
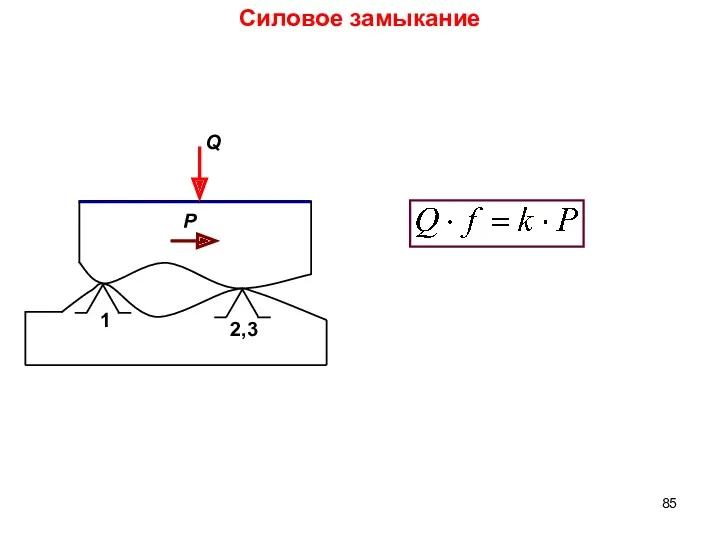
Силовое замыкание
P
Q
1
2,3
Силовое замыкание
P
Q
1
2,3
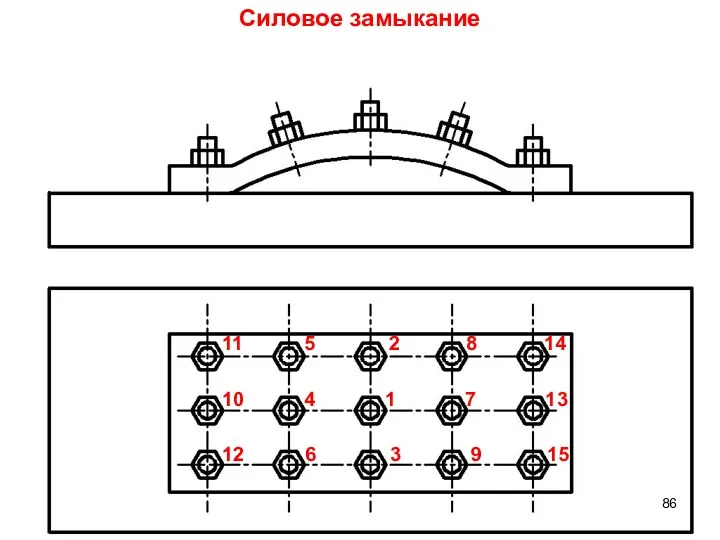
Силовое замыкание
Силовое замыкание
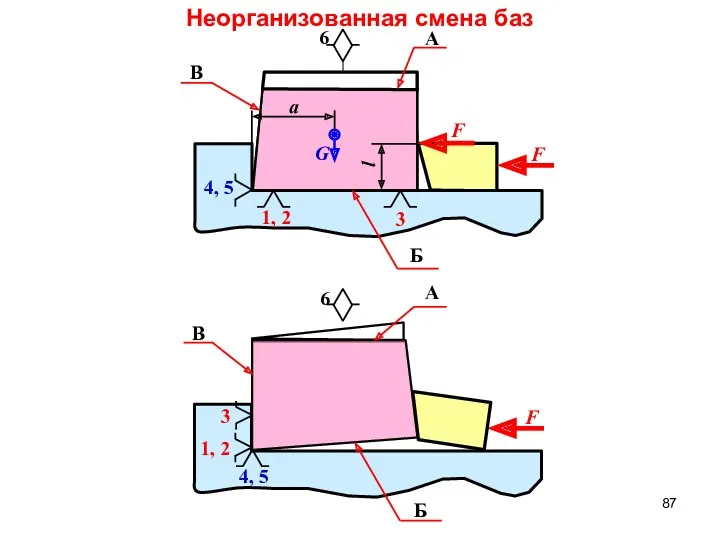
Неорганизованная смена баз
6
Неорганизованная смена баз
6
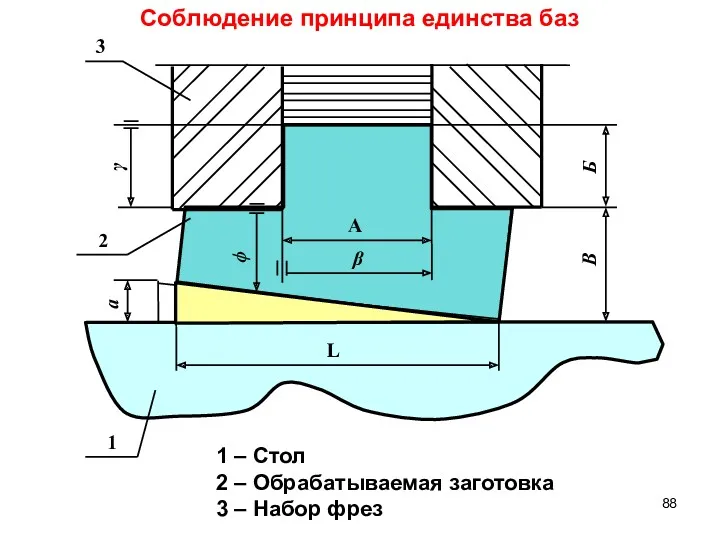
Соблюдение принципа единства баз
а
1
2
3
А
В
Б
γ
ϕ
β
L
1 – Стол
2 – Обрабатываемая заготовка
3 – Набор
Соблюдение принципа единства баз
а
1
2
3
А
В
Б
γ
ϕ
β
L
1 – Стол
2 – Обрабатываемая заготовка
3 – Набор
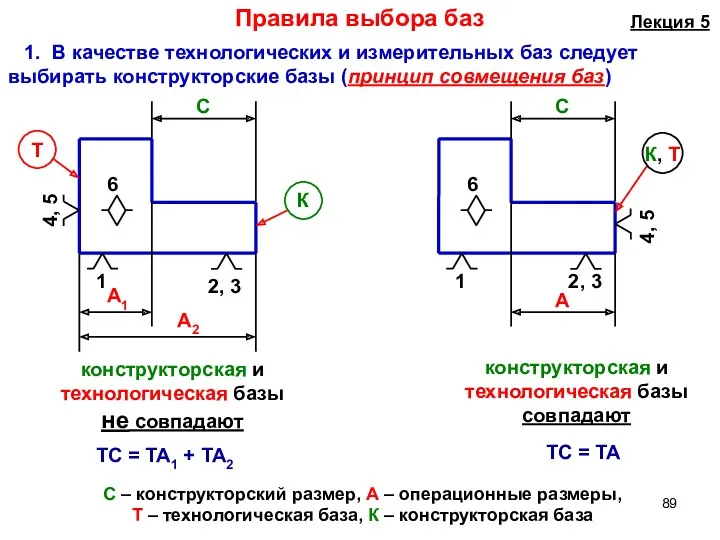
Правила выбора баз
1. В качестве технологических и измерительных баз следует
Правила выбора баз
1. В качестве технологических и измерительных баз следует
АΔ = С
А2
А3
А1
измерительная и
конструкторская базы
не совпадают
измерительная и
конструкторская базы
совпадают
ТС =
АΔ = С
А2
А3
А1
измерительная и
конструкторская базы
не совпадают
измерительная и
конструкторская базы
совпадают
ТС =
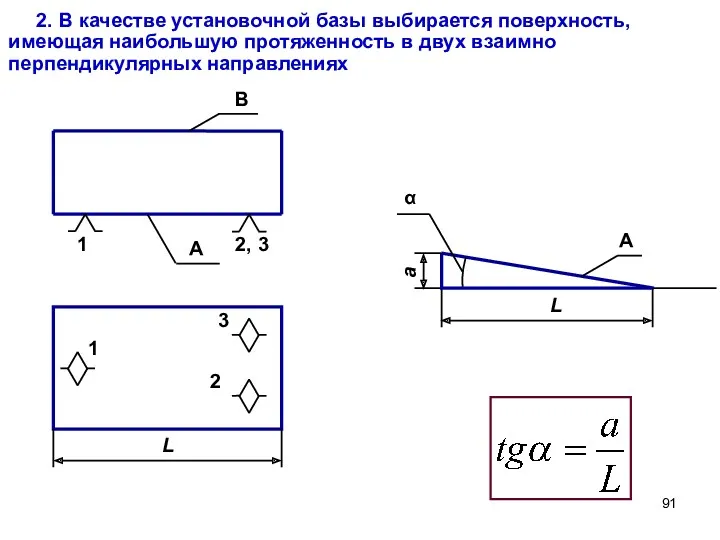
2. В качестве установочной базы выбирается поверхность, имеющая наибольшую протяженность в
2. В качестве установочной базы выбирается поверхность, имеющая наибольшую протяженность в
3. В качестве направляющей базы необходимо выбирать поверхность, имеющую наибольшую протяженность
3. В качестве направляющей базы необходимо выбирать поверхность, имеющую наибольшую протяженность
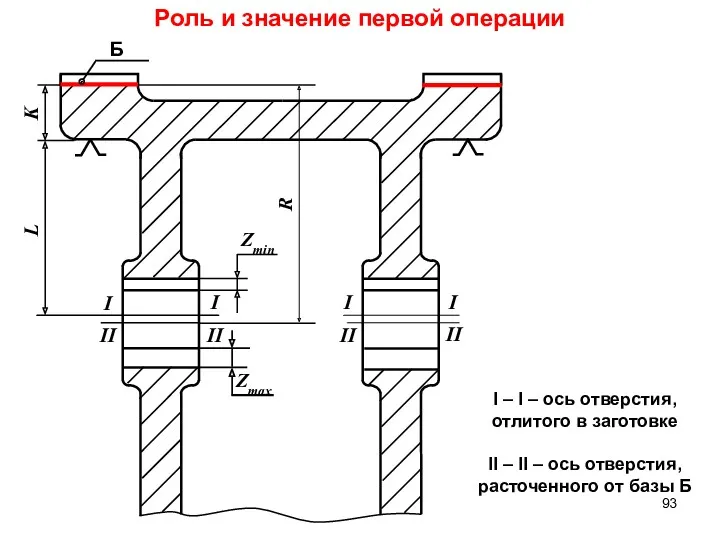
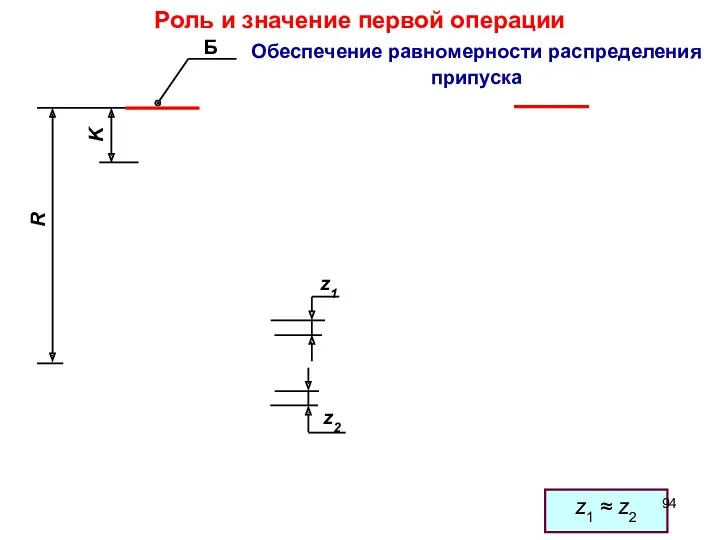
Роль и значение первой операции
I – I – ось отверстия, отлитого
Роль и значение первой операции
I – I – ось отверстия, отлитого
Б
K
R
z2
z1
Роль и значение первой операции
z1 ≈ z2
Обеспечение равномерности распределения припуска
Б
K
R
z2
z1
Роль и значение первой операции
z1 ≈ z2
Обеспечение равномерности распределения припуска
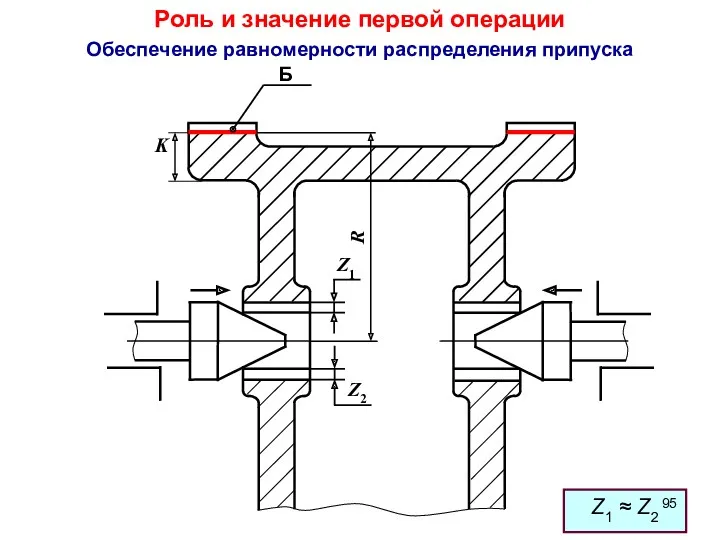
Роль и значение первой операции
Z1 ≈ Z2
Обеспечение равномерности распределения припуска
Роль и значение первой операции
Z1 ≈ Z2
Обеспечение равномерности распределения припуска
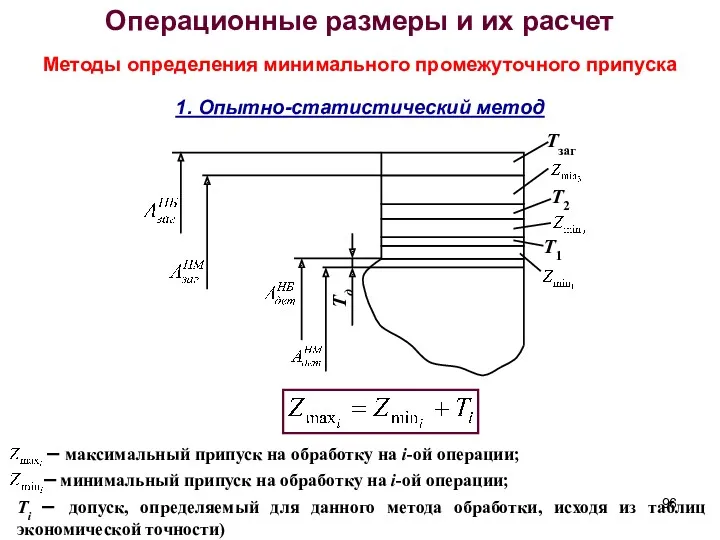
Операционные размеры и их расчет
Методы определения минимального промежуточного припуска
1. Опытно-статистический метод
Операционные размеры и их расчет
Методы определения минимального промежуточного припуска
1. Опытно-статистический метод
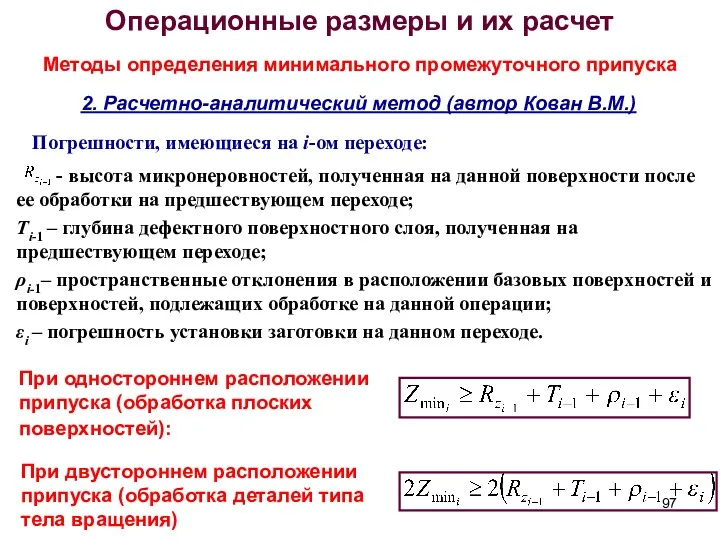
Операционные размеры и их расчет
Методы определения минимального промежуточного припуска
2. Расчетно-аналитический метод
Операционные размеры и их расчет
Методы определения минимального промежуточного припуска
2. Расчетно-аналитический метод
Операционные размеры и их расчет
Способы простановки размеров на чертеже
1. Цепной метод
2.
Операционные размеры и их расчет
Способы простановки размеров на чертеже
1. Цепной метод
2.
Расчет длинновых операционных размеров с применением теории графов
1. Составляется схема обработки
Расчет длинновых операционных размеров с применением теории графов
1. Составляется схема обработки
Расчет длинновых операционных размеров с применением теории графов
2. Строится граф исходных
Расчет длинновых операционных размеров с применением теории графов
2. Строится граф исходных
Расчет длинновых операционных размеров с применением теории графов
3. Строится граф производных
Расчет длинновых операционных размеров с применением теории графов
3. Строится граф производных
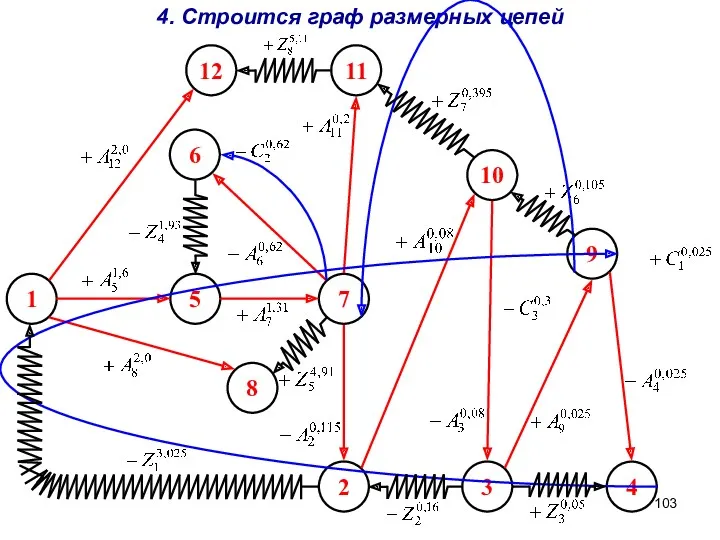
4. Строится граф размерных цепей
4. Строится граф размерных цепей
Расчет длинновых операционных размеров с применением теории графов
5. Составляется ведомость расчета
Расчет длинновых операционных размеров с применением теории графов
5. Составляется ведомость расчета
Расчет длинновых операционных размеров с применением теории графов
Пример расчета операционных размеров
Расчет длинновых операционных размеров с применением теории графов
Пример расчета операционных размеров
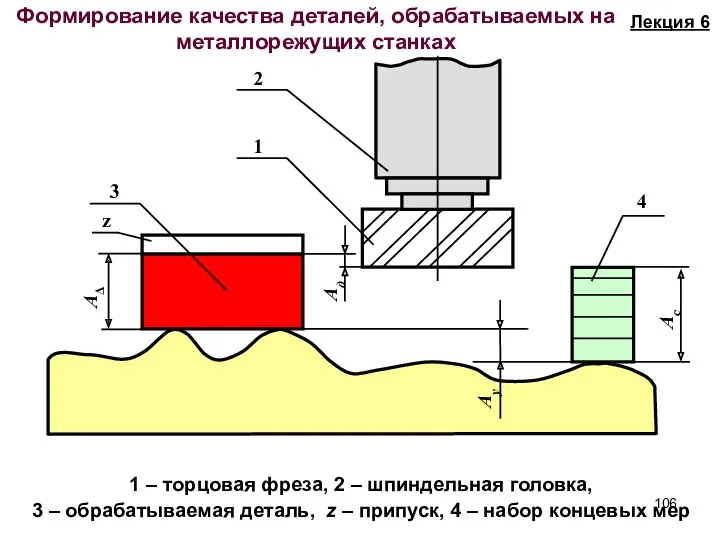
Формирование качества деталей, обрабатываемых на металлорежущих станках
Ау
Ад
АΔ
3
1
2
z
4
Ас
1 – торцовая фреза, 2
Формирование качества деталей, обрабатываемых на металлорежущих станках
Ау
Ад
АΔ
3
1
2
z
4
Ас
1 – торцовая фреза, 2
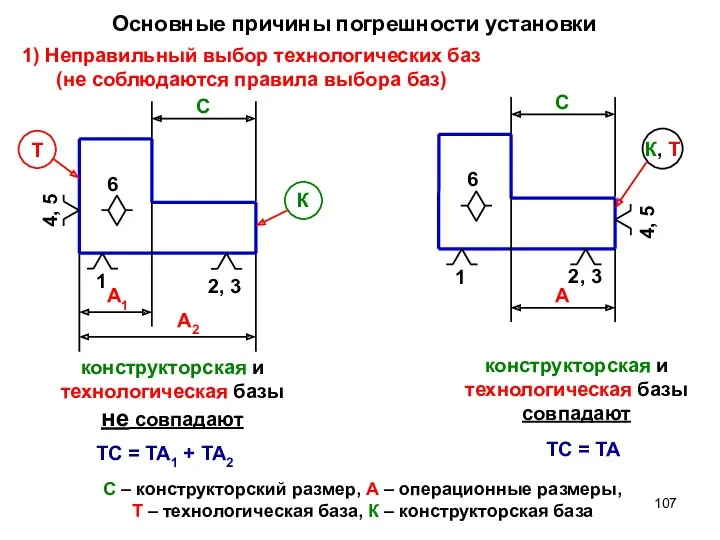
Основные причины погрешности установки
1) Неправильный выбор технологических баз
(не соблюдаются
Основные причины погрешности установки
1) Неправильный выбор технологических баз
(не соблюдаются
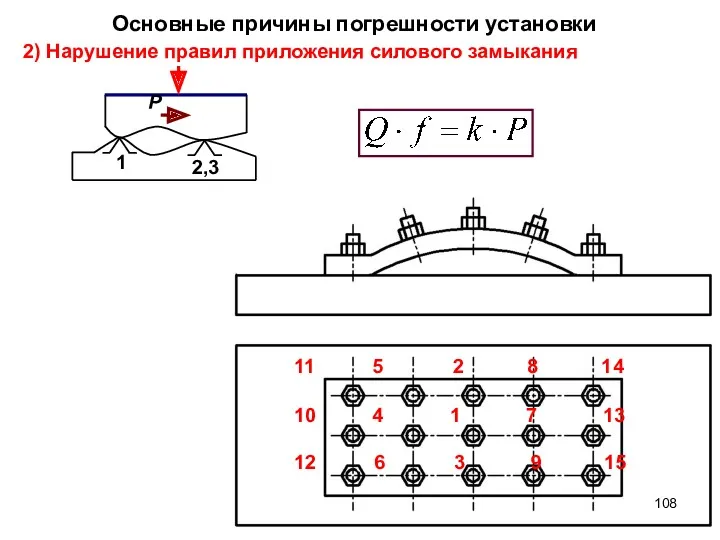
Основные причины погрешности установки
2) Нарушение правил приложения силового замыкания
Основные причины погрешности установки
2) Нарушение правил приложения силового замыкания
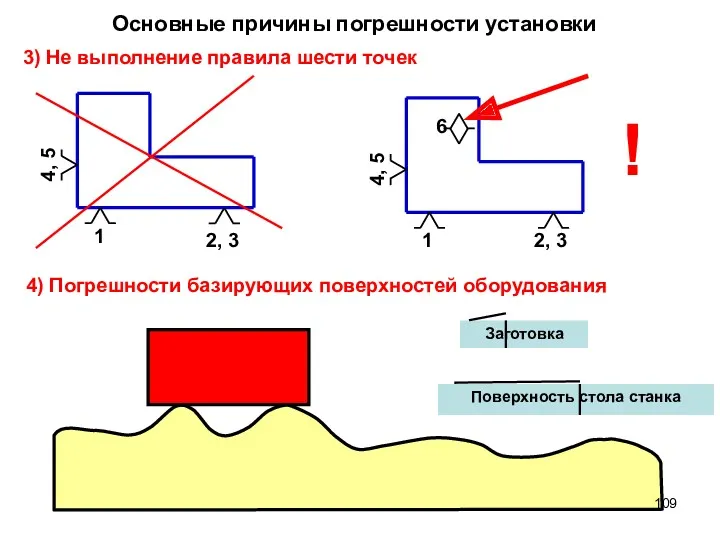
3) Не выполнение правила шести точек
2, 3
1
4, 5
Основные причины погрешности
3) Не выполнение правила шести точек
2, 3
1
4, 5
Основные причины погрешности
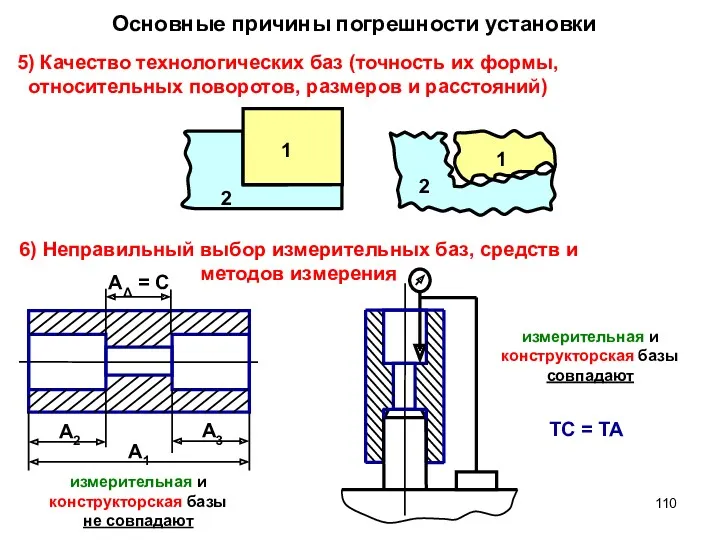
Основные причины погрешности установки
5) Качество технологических баз (точность их формы,
Основные причины погрешности установки
5) Качество технологических баз (точность их формы,

Основные причины погрешности установки
7) Недостаточная квалификация рабочего
8) Неорганизованная, случайная
Основные причины погрешности установки
7) Недостаточная квалификация рабочего
8) Неорганизованная, случайная
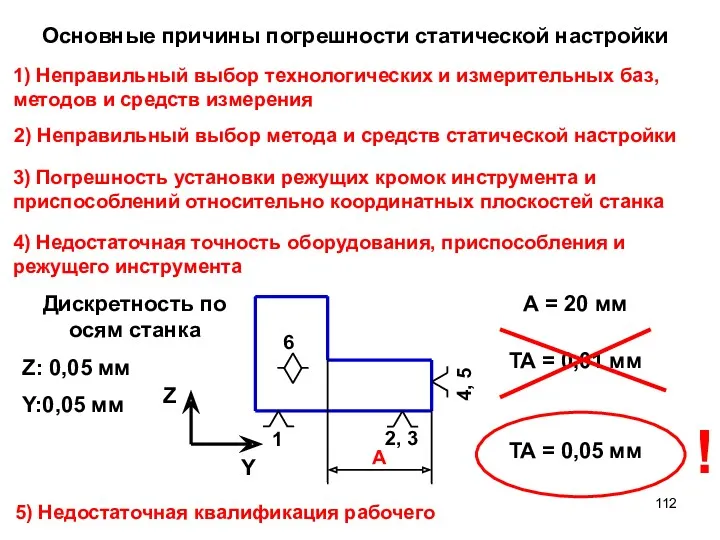
Основные причины погрешности статической настройки
1) Неправильный выбор технологических и измерительных
Основные причины погрешности статической настройки
1) Неправильный выбор технологических и измерительных
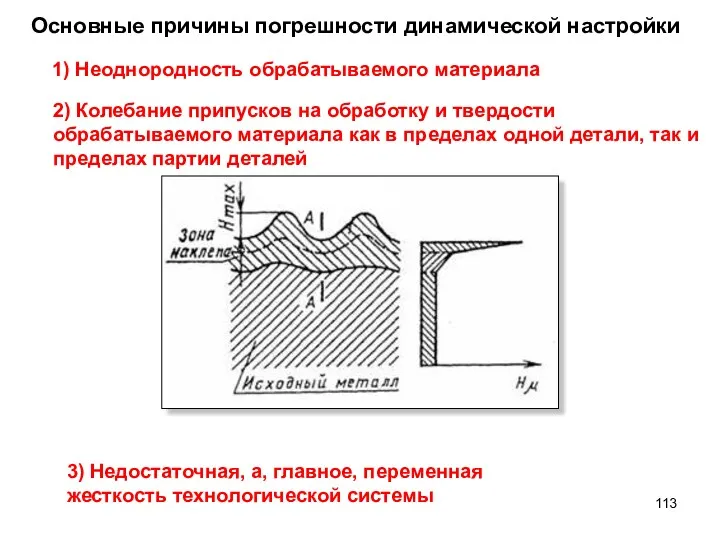
Основные причины погрешности динамической настройки
3) Недостаточная, а, главное, переменная жесткость
Основные причины погрешности динамической настройки
3) Недостаточная, а, главное, переменная жесткость
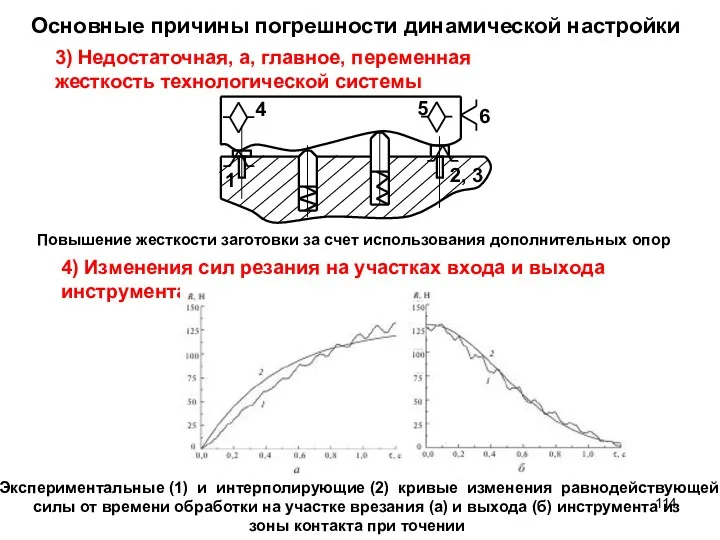
4) Изменения сил резания на участках входа и выхода инструмента
Повышение жесткости
4) Изменения сил резания на участках входа и выхода инструмента
Повышение жесткости
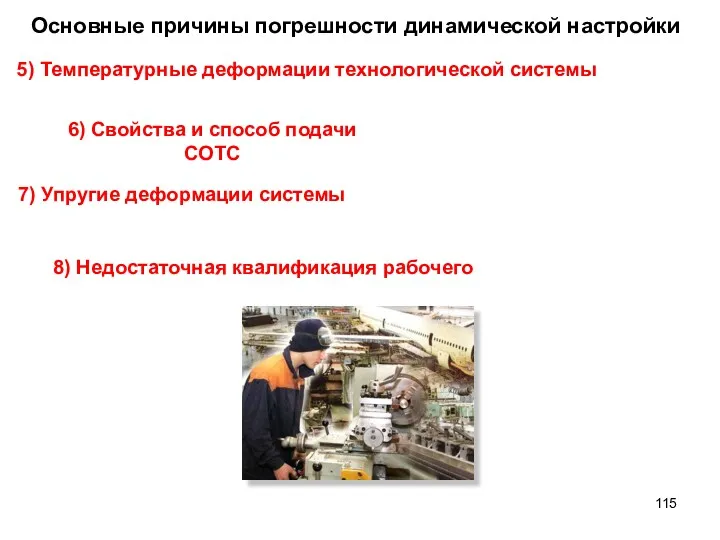
8) Недостаточная квалификация рабочего
5) Температурные деформации технологической системы
Основные причины погрешности динамической
8) Недостаточная квалификация рабочего
5) Температурные деформации технологической системы
Основные причины погрешности динамической
Размерный износ инструмента
Интенсивность изнашивания инструмента зависит от:
- свойств материала инструмента
-
Размерный износ инструмента
Интенсивность изнашивания инструмента зависит от:
- свойств материала инструмента
-
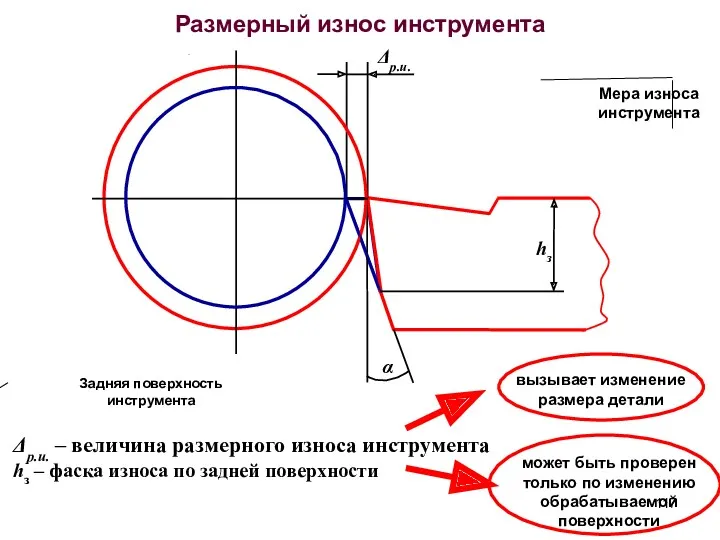
может быть проверен только по изменению обрабатываемой поверхности
α
hз
Δр.и.
Δр.и. – величина
может быть проверен только по изменению обрабатываемой поверхности
α
hз
Δр.и.
Δр.и. – величина
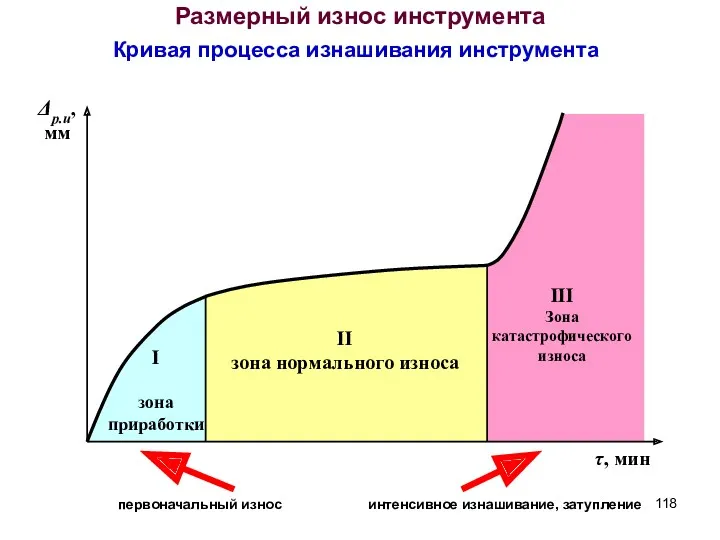
Размерный износ инструмента
Кривая процесса изнашивания инструмента
Δр.и,
мм
τ, мин
I
зона приработки
II
зона нормального износа
III
Зона
Размерный износ инструмента
Кривая процесса изнашивания инструмента
Δр.и,
мм
τ, мин
I
зона приработки
II
зона нормального износа
III
Зона

Размерный износ инструмента
Обтачивании длинного вала большого диаметра
L>>D
L
D
Затупление
инструмента
Увеличение
силы резания
Увеличение
среднего значения упругих
Размерный износ инструмента
Обтачивании длинного вала большого диаметра
L>>D
L
D
Затупление
инструмента
Увеличение
силы резания
Увеличение
среднего значения упругих

Размерный износ инструмента
Нестабильность характеристик стойкости режущего инструмента одного типа, изготовленных единой
Размерный износ инструмента
Нестабильность характеристик стойкости режущего инструмента одного типа, изготовленных единой
Способы автоматического выявления момента затупления конкретного инструмента
Размерный износ инструмента
1) непрерывный
Способы автоматического выявления момента затупления конкретного инструмента
Размерный износ инструмента
1) непрерывный
Размерный износ инструмента
Мероприятия по уменьшению размерного износа инструмента
1. Повышение качества и стабильности
Размерный износ инструмента
Мероприятия по уменьшению размерного износа инструмента
1. Повышение качества и стабильности
Температурные деформации технологической системы
Основные источники теплоты
механическая работа, затрачиваемая на резание
Температурные деформации технологической системы
Основные источники теплоты
механическая работа, затрачиваемая на резание

Температурные деформации технологической системы
Температура корпуса
шпиндельной бабки 30…70 0С
Температура шпинделя
Температурные деформации технологической системы
Температура корпуса
шпиндельной бабки 30…70 0С
Температура шпинделя
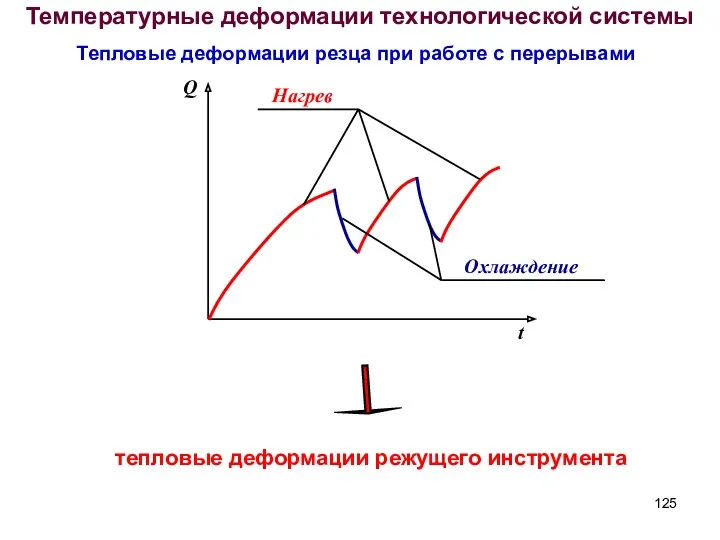
Температурные деформации технологической системы
Тепловые деформации резца при работе с перерывами
Q
t
Нагрев
Охлаждение
тепловые деформации
Температурные деформации технологической системы
Тепловые деформации резца при работе с перерывами
Q
t
Нагрев
Охлаждение
тепловые деформации
Температурные деформации технологической системы
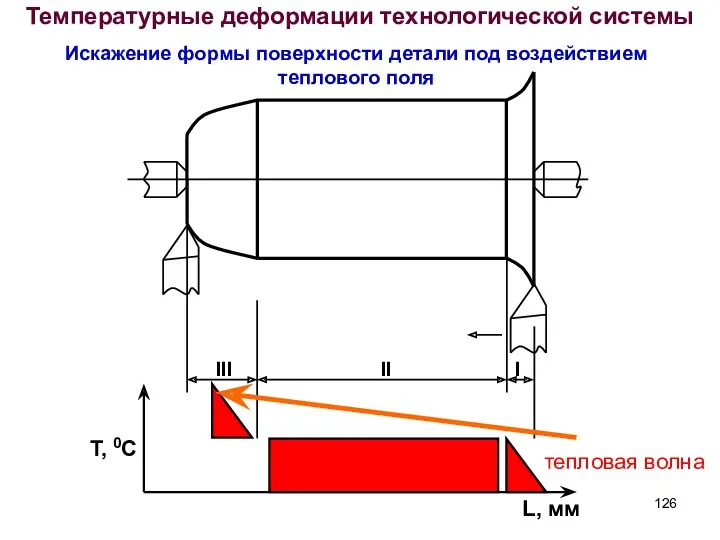
Искажение формы поверхности детали под воздействием теплового поля
I
II
III
тепловая
Температурные деформации технологической системы
Искажение формы поверхности детали под воздействием теплового поля
I
II
III
тепловая
Температурные деформации технологической системы
Мероприятия по уменьшению тепловых деформаций
1. Стабилизация температуры в цехе
2. Прогревание
Температурные деформации технологической системы
Мероприятия по уменьшению тепловых деформаций
1. Стабилизация температуры в цехе
2. Прогревание
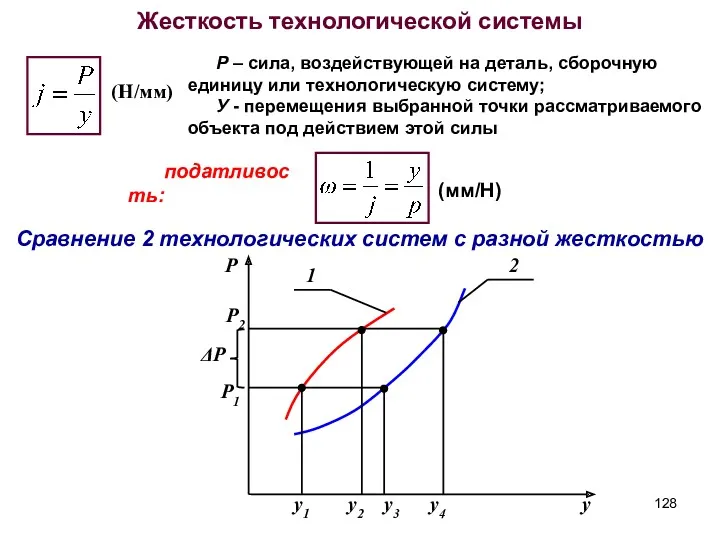
Жесткость технологической системы
P – сила, воздействующей на деталь, сборочную единицу или
Жесткость технологической системы
P – сила, воздействующей на деталь, сборочную единицу или
Температурные деформации технологической системы
Мероприятия по повышению жесткости технологической системы
1. Сокращение количества
Температурные деформации технологической системы
Мероприятия по повышению жесткости технологической системы
1. Сокращение количества
РАСЧЕТ И НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ
Лекция 8
РАСЧЕТ И НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ
Лекция 8
Критерии расчета (назначения) режимов резания
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. Максимальный съём металла в единицу
Критерии расчета (назначения) режимов резания
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ. Максимальный съём металла в единицу
ВЛИЯНИЕ ИСПОЛНИТЕЛЕЙ НА КАЧЕСТВО И СЕБЕСТОИМОСТЬ ПРОДУКЦИИ
ВЛИЯНИЕ ИСПОЛНИТЕЛЕЙ НА КАЧЕСТВО И СЕБЕСТОИМОСТЬ ПРОДУКЦИИ

Коэффициент
трудовой дисциплины
число прогулов
общая численность работающих
в данном подразделении
=
Коэффициент
безопасности труда
число несчастных случаев
различной тяжести
общая
Коэффициент
трудовой дисциплины
число прогулов
общая численность работающих
в данном подразделении
=
Коэффициент
безопасности труда
число несчастных случаев
различной тяжести
общая
ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ МАШИНЫ
ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ МАШИНЫ
ИСХОДНАЯ ИНФОРМАЦИЯ
описание служебного назначения машины
технические требования и
ИСХОДНАЯ ИНФОРМАЦИЯ
описание служебного назначения машины
технические требования и
Последовательность разработки
технологического процесса
Изучение служебного назначения машины, технических требований и
Последовательность разработки
технологического процесса
Изучение служебного назначения машины, технических требований и
ОСНОВЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Деление машины на сборочные единицы
Определение основной базирующей
ОСНОВЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Деление машины на сборочные единицы
Определение основной базирующей
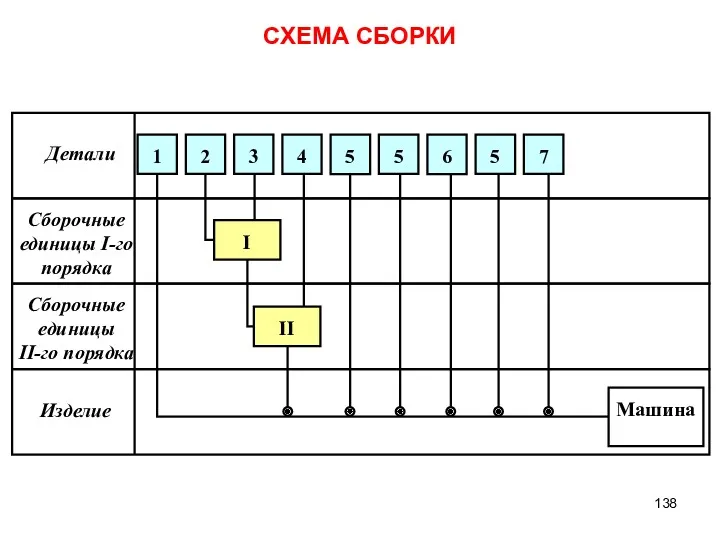
СХЕМА СБОРКИ
СХЕМА СБОРКИ
ОСНОВЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Деление машины на сборочные единицы
Определение основной базирующей
ОСНОВЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
Деление машины на сборочные единицы
Определение основной базирующей
ЦИКЛОГРАММА СБОРКИ
№ операций
1
2
3
4
5
…
N
Общая
…
ЦИКЛОГРАММА СБОРКИ
№ операций
1
2
3
4
5
…
N
Общая
…
РАЗРАБОТКА ТЕХПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Изучение по чертежам служебного назначения детали и анализ
РАЗРАБОТКА ТЕХПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Изучение по чертежам служебного назначения детали и анализ
РАЗРАБОТКА ТЕХПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Формирование технологических операций
Выбор оборудования
Расчёт операционных размеров и
РАЗРАБОТКА ТЕХПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Формирование технологических операций
Выбор оборудования
Расчёт операционных размеров и
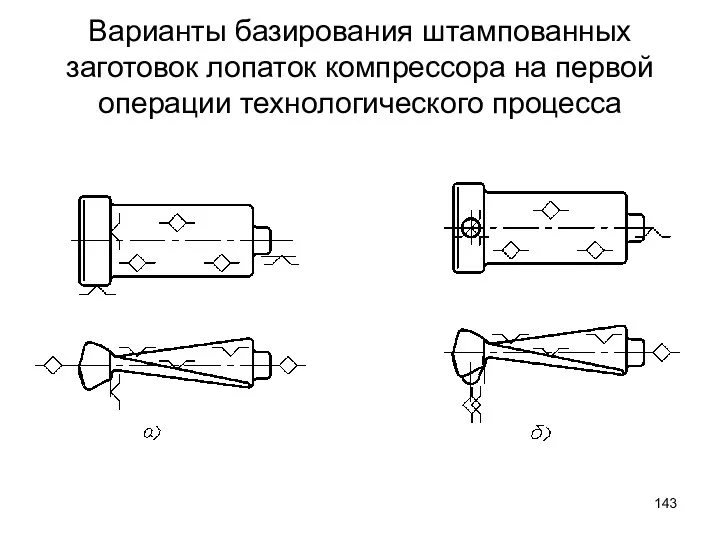
Варианты базирования штампованных заготовок лопаток компрессора на первой операции технологического процесса
Варианты базирования штампованных заготовок лопаток компрессора на первой операции технологического процесса
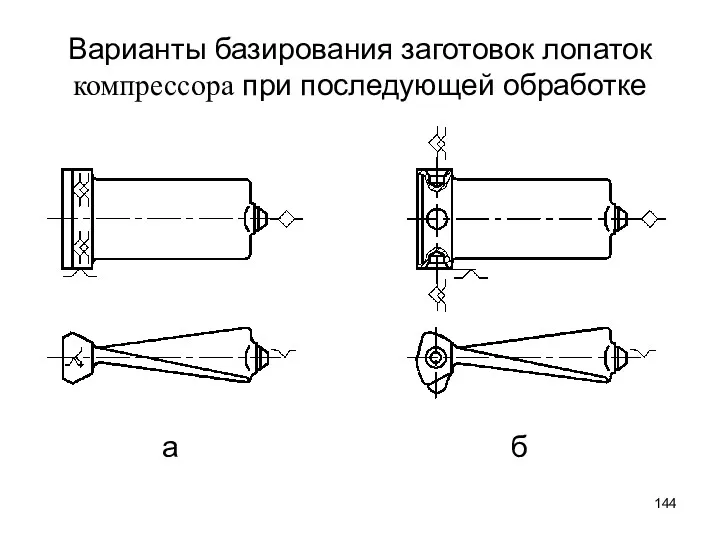
Варианты базирования заготовок лопаток компрессора при последующей обработке
a б
Варианты базирования заготовок лопаток компрессора при последующей обработке
a б
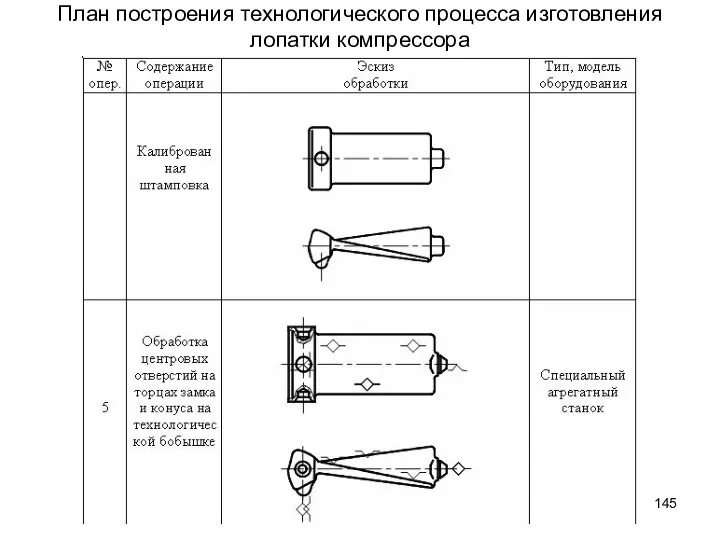
План построения технологического процесса изготовления
лопатки компрессора
План построения технологического процесса изготовления
лопатки компрессора
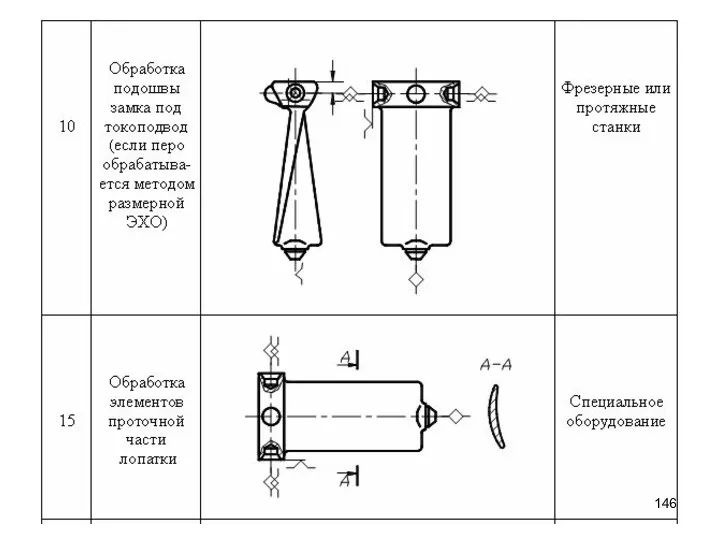
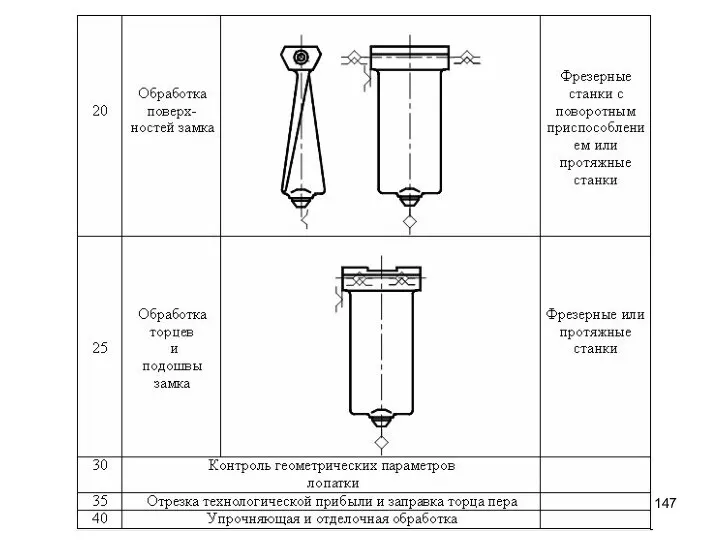
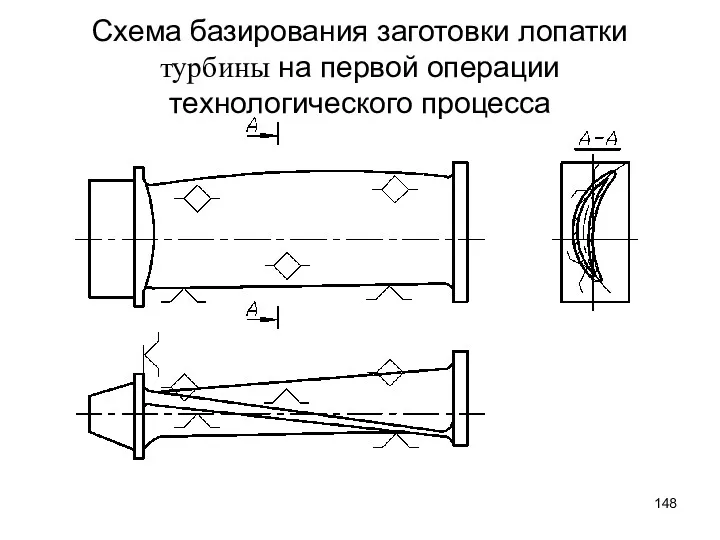
Схема базирования заготовки лопатки турбины на первой операции технологического процесса
Схема базирования заготовки лопатки турбины на первой операции технологического процесса
 Управление знаниями в малом бизнесе разработчик С. Дюрст
Управление знаниями в малом бизнесе разработчик С. Дюрст Внеклассное мероприятие по географии для 9-11 классов Геосообразилия.
Внеклассное мероприятие по географии для 9-11 классов Геосообразилия. Крайние точки России
Крайние точки России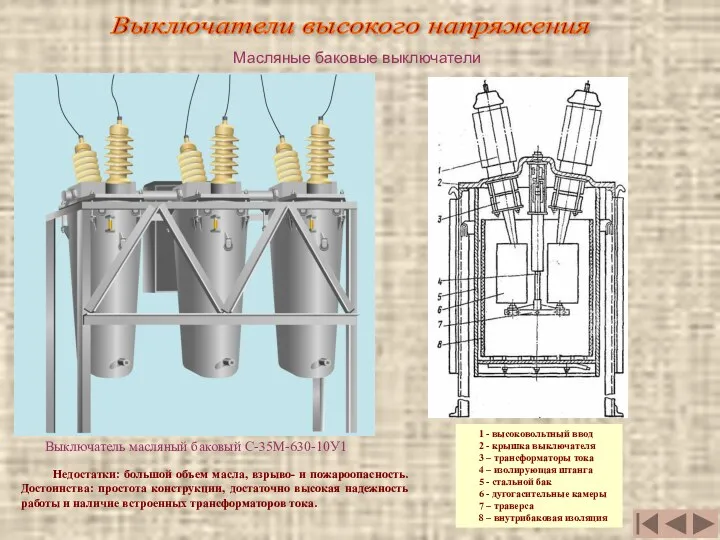 Выключатели высокого напряжения. Масляные баковые выключат
Выключатели высокого напряжения. Масляные баковые выключат Новогодние и рождественские открытки в стиле различных художников
Новогодние и рождественские открытки в стиле различных художников Графика в среде Паскаль
Графика в среде Паскаль Древняя Русь. Наследие предков. Гиперборея или Даария
Древняя Русь. Наследие предков. Гиперборея или Даария інформація проходження технологічної практики
інформація проходження технологічної практики Презентация Детское сотрудничество
Презентация Детское сотрудничество  Реки
Реки Скимминг
Скимминг Системы вентиляции и кондиционирования воздуха
Системы вентиляции и кондиционирования воздуха презентация Скоро лето
презентация Скоро лето Фосфор
Фосфор Три вида продуктов, введение которых обязательно до года жизни
Три вида продуктов, введение которых обязательно до года жизни Сопровождение планирования и развития карьеры выпускника: индивидуальный перспективный план профессионального развития
Сопровождение планирования и развития карьеры выпускника: индивидуальный перспективный план профессионального развития Уровневая дифференциация обучения-технология достижения учебного успеха в условиях реализации ФГОС.
Уровневая дифференциация обучения-технология достижения учебного успеха в условиях реализации ФГОС. Для Бога или Богу
Для Бога или Богу How to shop properly
How to shop properly Птицеводство. Разведение птицы
Птицеводство. Разведение птицы Развитие зрительной памяти у дошкольников
Развитие зрительной памяти у дошкольников Литейное производство. Литьё перстня
Литейное производство. Литьё перстня Project: Global Social Media PlanTopic:Traffic Light Beetle Subline: An interactive game showing the range of colourful Beetle
Project: Global Social Media PlanTopic:Traffic Light Beetle Subline: An interactive game showing the range of colourful Beetle Мотивы трудовой и профессиональной деятельности
Мотивы трудовой и профессиональной деятельности Эмоциональное истощение у педагогов
Эмоциональное истощение у педагогов Проектирование программного обеспечения при объектном подходе
Проектирование программного обеспечения при объектном подходе Расчет электромагнита постоянного тока
Расчет электромагнита постоянного тока Учебно-воспитательная компетенция учащихся
Учебно-воспитательная компетенция учащихся