- Особенности сварки чугуна

Содержание
- 2. Ключевые вопросы 1.Свариваемость чугуна. 2.Технология горячей сварки чугуна. 3.Технология холодной сварки чугуна.
- 3. Свариваемость чугуна Чугун - плохосвариваемый м/л: - высокая склонность к образованию трещин, обусловленная его неоднородностью (включениями
- 4. Технология горячей сварки включает следующие операции: подготовку изделий под сварку; предварительный подогрев; сварку; медленное охлаждение изделия.
- 5. Подготовка под сварку состоит из вырубки дефектных участков с одновременной разделкой кромок. Для предохранения расплавленного м/ла
- 6. Предварительный подогрев осуществляют в электрических или газовых печах, в специальных нагревательных колодцах, горелкой или косвенной дугой
- 7. Холодная сварка чугуна Холодная сварка чугуна – это один из основных способов сварки чугунных изделий, наряду
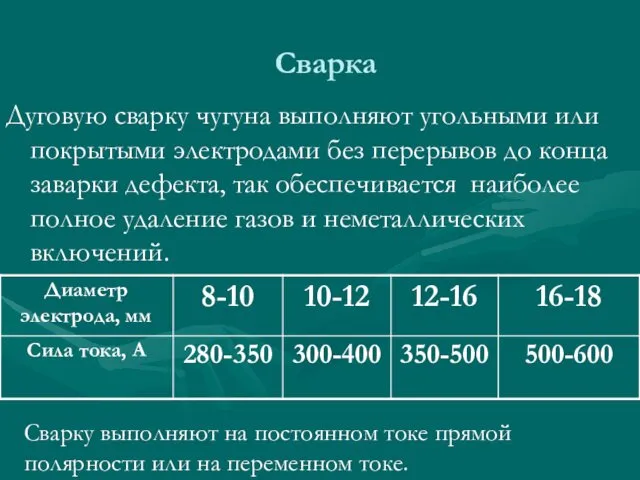
- 8. Сварка Дуговую сварку чугуна выполняют угольными или покрытыми электродами без перерывов до конца заварки дефекта, так
- 9. После завершения сварки - охлаждение — м/л в зоне термического влияния засыпают слоем мелкого порошка древесного
- 11. Скачать презентацию
Ключевые вопросы
1.Свариваемость чугуна.
2.Технология горячей сварки чугуна.
3.Технология холодной сварки чугуна.
Ключевые вопросы
1.Свариваемость чугуна.
2.Технология горячей сварки чугуна.
3.Технология холодной сварки чугуна.
Свариваемость чугуна
Чугун - плохосвариваемый м/л:
- высокая склонность к образованию трещин,
Свариваемость чугуна
Чугун - плохосвариваемый м/л:
- высокая склонность к образованию трещин,
Технология горячей сварки включает следующие операции:
подготовку изделий под сварку;
предварительный подогрев;
сварку;
медленное охлаждение
Технология горячей сварки включает следующие операции:
подготовку изделий под сварку;
предварительный подогрев;
сварку;
медленное охлаждение
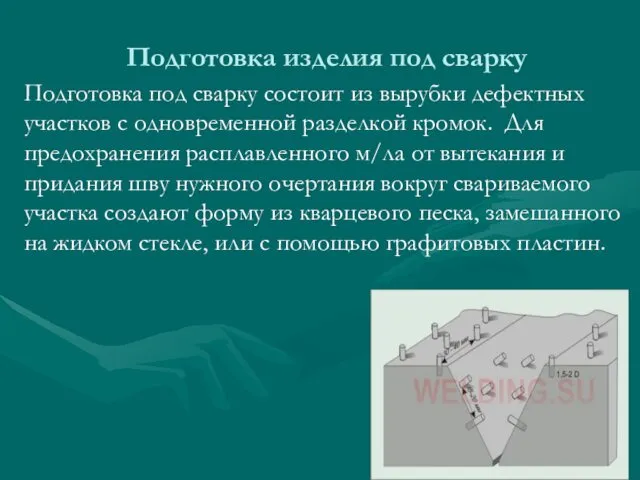
Подготовка под сварку состоит из вырубки дефектных участков с одновременной разделкой
Подготовка под сварку состоит из вырубки дефектных участков с одновременной разделкой
Предварительный подогрев осуществляют в электрических или газовых печах, в специальных нагревательных
Предварительный подогрев осуществляют в электрических или газовых печах, в специальных нагревательных
Холодная сварка чугуна
Холодная сварка чугуна – это один из основных способов
Холодная сварка чугуна
Холодная сварка чугуна – это один из основных способов
Сварка
Дуговую сварку чугуна выполняют угольными или покрытыми электродами без перерывов
Сварка
Дуговую сварку чугуна выполняют угольными или покрытыми электродами без перерывов
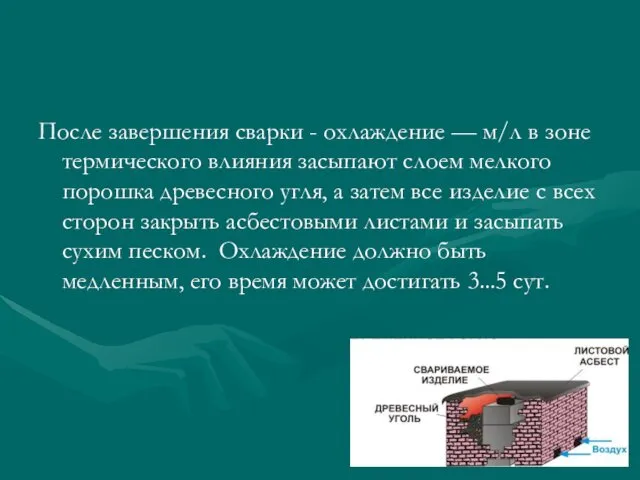
После завершения сварки - охлаждение — м/л в зоне термического влияния
После завершения сварки - охлаждение — м/л в зоне термического влияния
 Технологии географических информационных систем. Понятие о геоинформатике и ГИС
Технологии географических информационных систем. Понятие о геоинформатике и ГИС Эмоции.Эмоциональные состояния
Эмоции.Эмоциональные состояния Обмен углеводов
Обмен углеводов Классный час по теме Символика современных олимпийских игр.
Классный час по теме Символика современных олимпийских игр. Нуклеиновые кислоты
Нуклеиновые кислоты Презентация Сенсорика
Презентация Сенсорика Перспективный план по безопасному поведению детей старшего возраста в детском саду
Перспективный план по безопасному поведению детей старшего возраста в детском саду Маркетинговые исследования
Маркетинговые исследования Презентация по теме Основания
Презентация по теме Основания Луч и угол
Луч и угол вокзал
вокзал Классный час Как укрепить иммунитет?
Классный час Как укрепить иммунитет? Дизайн сообществ правки
Дизайн сообществ правки Дробные выражения. Устный счет
Дробные выражения. Устный счет Школа вожатых РОО Ритм
Школа вожатых РОО Ритм My favorite city is Cherepovets
My favorite city is Cherepovets Музыкальная образовательная деятельность Путешествие в мир музыкальных инструментов с ИКТ
Музыкальная образовательная деятельность Путешествие в мир музыкальных инструментов с ИКТ Должностные статусы, ученые степени и звания Президента Н. А. Назарбаева
Должностные статусы, ученые степени и звания Президента Н. А. Назарбаева презентация опыта
презентация опыта Классификация фенольных соединений
Классификация фенольных соединений Шигеллалар
Шигеллалар Сказка об этикете 2.
Сказка об этикете 2. Гигиенические требования к планировке, благоустройству и содержанию жилья
Гигиенические требования к планировке, благоустройству и содержанию жилья Кольорова металургія
Кольорова металургія Синхронные генераторы
Синхронные генераторы загадки на 23 февраля
загадки на 23 февраля Балық жартылай фабрикаттарын және балық өнімдерін сақтау және сапасын анықтау
Балық жартылай фабрикаттарын және балық өнімдерін сақтау және сапасын анықтау Проектирование на базе программно-технического комплекса АРС
Проектирование на базе программно-технического комплекса АРС