- Печатные формы высокой печати

Содержание
- 2. Фотополимерные печатные формы.
- 3. Разновидности формы высокой печати. - Оригинальные изготавливаются с текстовых или изобразительных оригиналов, предназначены для печатания или
- 4. Разновидности формы высокой печати. Наборно-отливные формы – текстовые печатные формы, состоящие из отдельных литер, воспроизводящие целые
- 5. Общие сведения о фотополимерных печатных формах. Фотополимерные печатные формы (ФППФ) – формы высокой печати, у которых
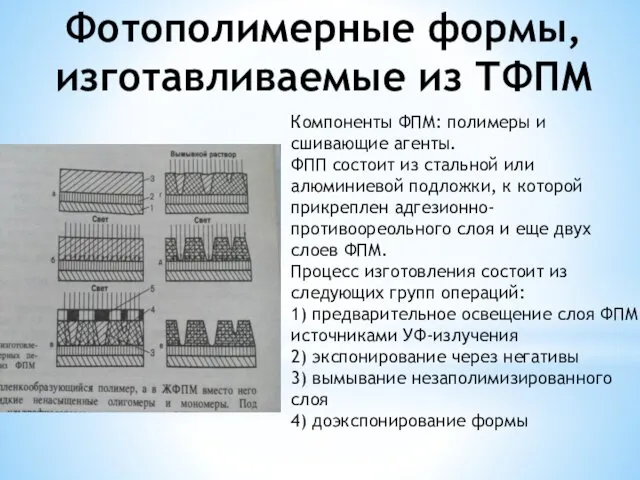
- 6. Фотополимерные формы, изготавливаемые из ТФПМ Компоненты ФПМ: полимеры и сшивающие агенты. ФПП состоит из стальной или
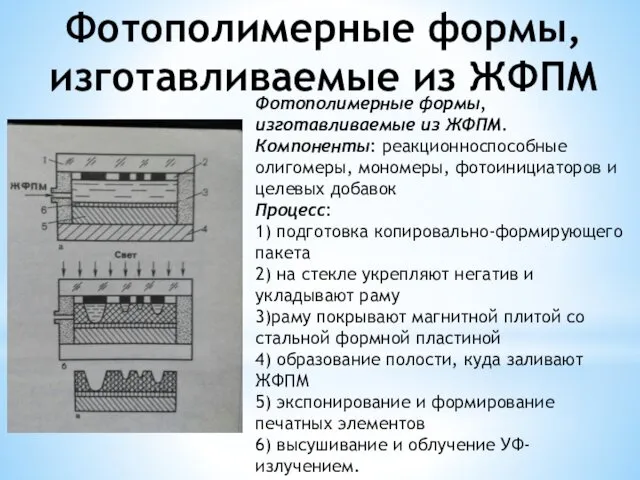
- 7. Фотополимерные формы, изготавливаемые из ЖФПМ Фотополимерные формы, изготавливаемые из ЖФПМ. Компоненты: реакционноспособные олигомеры, мономеры, фотоинициаторов и
- 8. Микроцинковые печатные формы, изготавливаемые травлением
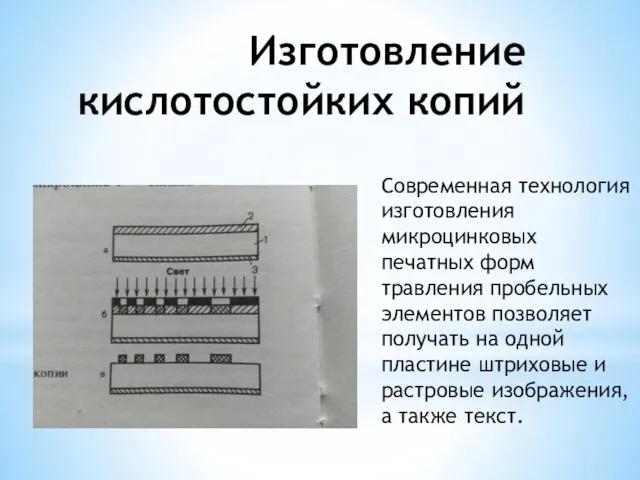
- 9. Изготовление кислотостойких копий Современная технология изготовления микроцинковых печатных форм травления пробельных элементов позволяет получать на одной
- 10. Технология изготовления кислотостойких копий -Экспонирование через растровые, штриховые, текстовые негативы -Проявление копии в щелочеводном растворе
- 11. При отсутствии предварительного очувствленных пластин кислотостойкие копий -Экспонирование через негативы или их монтаж -Проявление копии в
- 12. Травление и отделка форм Углубление пробельных элементов достигается химическим травлением. Оно должно быть направленным только вглубь
- 13. Технология эмульсионного травления, основанная на сложных физико-химических явлениях, в упрощенном виде заключается в следующем: на поверхность
- 14. Машины для эмульсионного травления автоматически обеспечивают равномерность подачи эмульсии на все участки копии, эмульгирование и поддержание
- 15. Изготовление клише электронно-механическим гравированием
- 16. Типографский шрифт — это комплект литер, необходимых для полиграфического воспроизведения букв какого-либо алфавита, а также относящихся
- 17. Наборно-отливное оборудование Изготовление печатных форм включает: — набор строк текста, заголовков и т. д. — формирование
- 18. Технологические схемы изготовления наборно-отливных форм
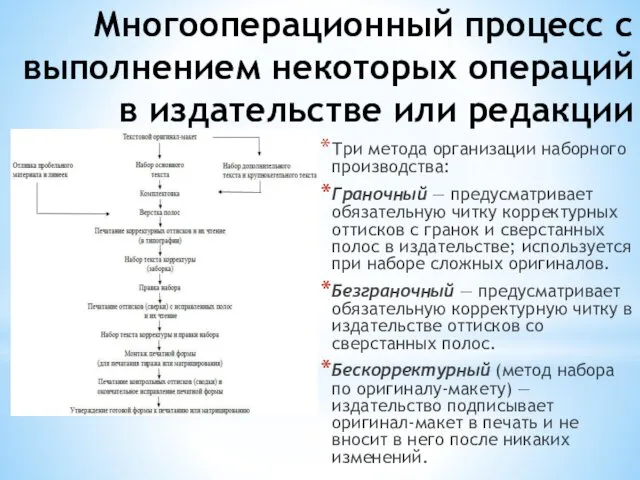
- 19. Многооперационный процесс с выполнением некоторых операций в издательстве или редакции Три метода организации наборного производства: Граночный
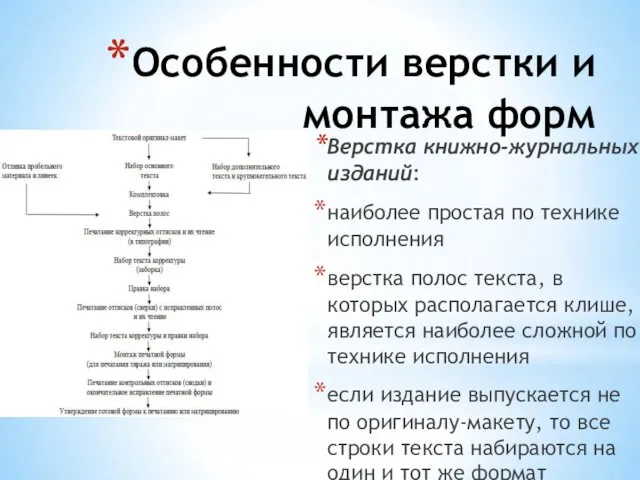
- 20. Особенности верстки и монтажа форм Верстка книжно-журнальных изданий: наиболее простая по технике исполнения верстка полос текста,
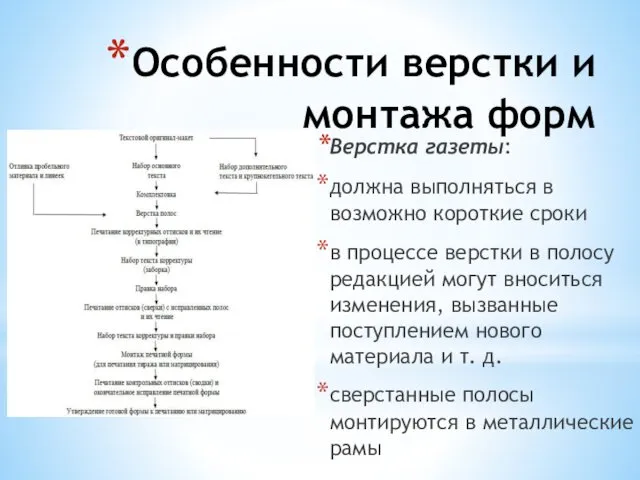
- 21. Особенности верстки и монтажа форм Верстка газеты: должна выполняться в возможно короткие сроки в процессе верстки
- 22. Особенности корректуры строкоотливного набора Выполняется на различных стадиях изготовления печатной формы: в гранках, полосах и смонтированной
- 23. Изготовление литых стереотипов
- 24. Стереотип — это монолитная копия (печатная форма) , изготовленная в масштабе 1:1 с оригинальной формы высокой
- 25. Технология получения включает в себя следующие операции: 1. Изготовление с оригинальной формы методом прессования на пластичном
- 26. Для отливки стереотипов применяют разнообразные станки и автоматы, которые отличаются друг от друга не только степенью
- 27. Изготовление гальваностереотипов
- 28. Гальванопластика — процесс осаждения металла на форме, позволяющий создавать идеальные копии исходного предмета Изготовление матриц Материал:
- 29. Технология изготовления гальваностереотипов основана на на использовании гальванопластики и для осаждения на матрице легко отделяемого от
- 30. Механическая обработка такая же, как и у литых стереотипов, но с дополнительной операцией – рихтовкой ротационных
- 31. Минусы: сложный в исполнении, долгий, дорогостоящий процесс Плюсы: большая точность (почти без искажений) передачи всех элементов
- 32. Изготовление прессованных стереотипов
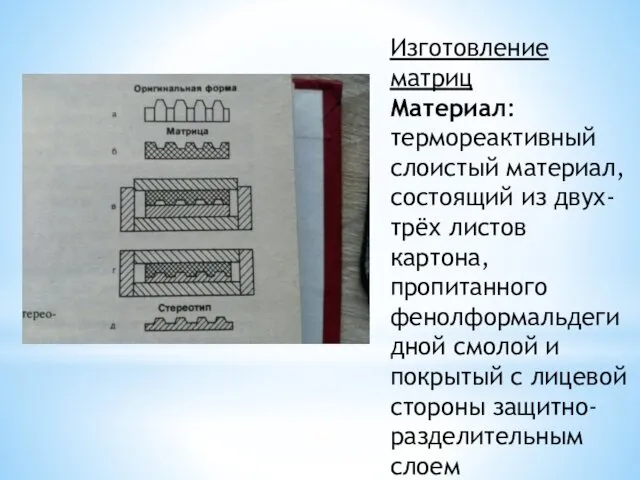
- 33. Изготовление матриц Материал: термореактивный слоистый материал, состоящий из двух-трёх листов картона, пропитанного фенолформальдегидной смолой и покрытый
- 34. Прессование и отделка стереотипов Процесс изготовления стереотипа состоит из разогревания пластмассы, прессования стереотипа и его охлаждения
- 35. Плюсы: высокие упругоэластические свойства, большая тиражестойкость, хорошие печатно-технические показатели, простая технология изготовления, дешевизна Минусы: не могут
- 36. Спасибо за просмотр!
- 38. Скачать презентацию
Фотополимерные печатные формы.
Фотополимерные печатные формы.
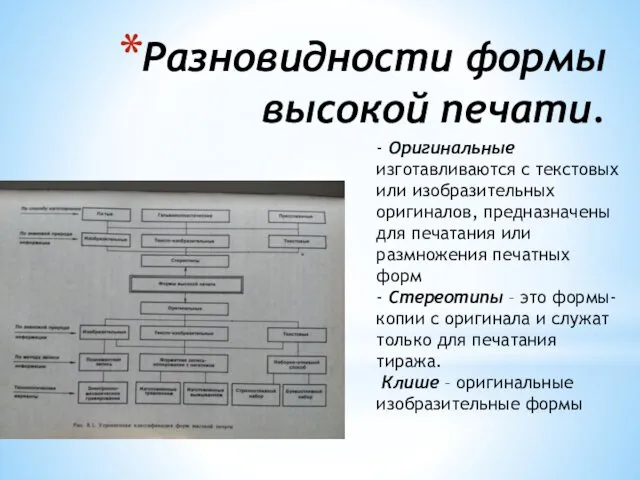
Разновидности формы высокой печати.
- Оригинальные изготавливаются с текстовых или изобразительных оригиналов,
Разновидности формы высокой печати.
- Оригинальные изготавливаются с текстовых или изобразительных оригиналов,
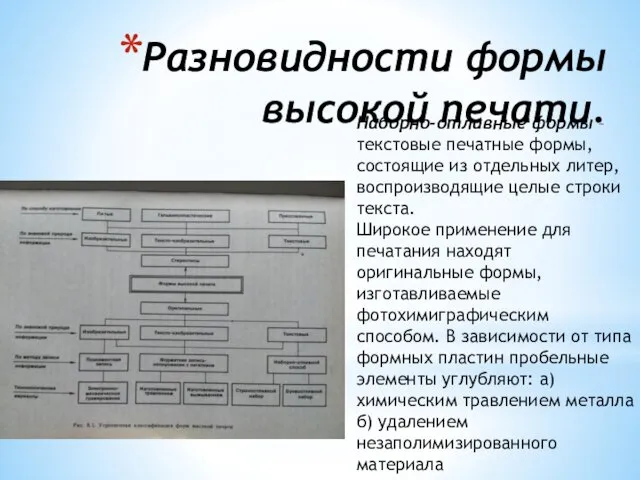
Разновидности формы высокой печати.
Наборно-отливные формы – текстовые печатные формы, состоящие из
Разновидности формы высокой печати.
Наборно-отливные формы – текстовые печатные формы, состоящие из
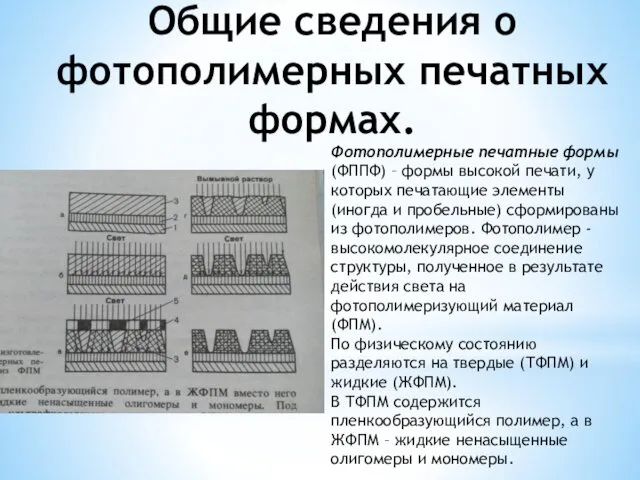
Общие сведения о фотополимерных печатных формах.
Фотополимерные печатные формы (ФППФ) –
Общие сведения о фотополимерных печатных формах.
Фотополимерные печатные формы (ФППФ) –
Фотополимерные формы, изготавливаемые из ТФПМ
Компоненты ФПМ: полимеры и сшивающие агенты.
ФПП состоит
Фотополимерные формы, изготавливаемые из ТФПМ
Компоненты ФПМ: полимеры и сшивающие агенты. ФПП состоит
Фотополимерные формы, изготавливаемые из ЖФПМ
Фотополимерные формы, изготавливаемые из ЖФПМ.
Компоненты: реакционноспособные олигомеры,
Фотополимерные формы, изготавливаемые из ЖФПМ
Фотополимерные формы, изготавливаемые из ЖФПМ. Компоненты: реакционноспособные олигомеры,
Микроцинковые печатные формы, изготавливаемые травлением
Микроцинковые печатные формы, изготавливаемые травлением
Изготовление кислотостойких копий
Современная технология изготовления микроцинковых печатных форм травления пробельных элементов
Изготовление кислотостойких копий
Современная технология изготовления микроцинковых печатных форм травления пробельных элементов
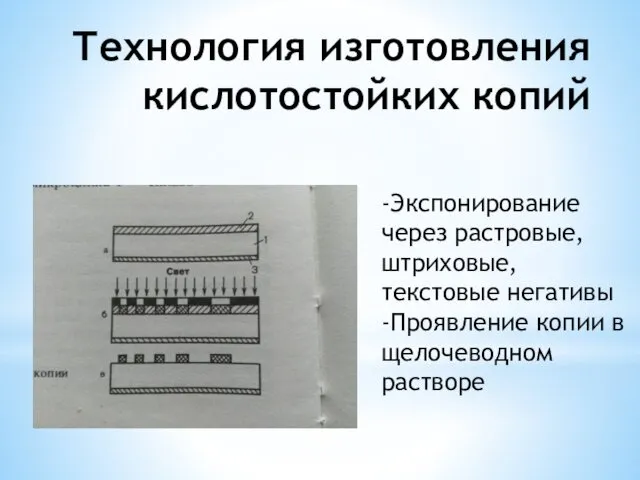
Технология изготовления кислотостойких копий
-Экспонирование через растровые, штриховые, текстовые негативы
-Проявление копии в
Технология изготовления кислотостойких копий
-Экспонирование через растровые, штриховые, текстовые негативы
-Проявление копии в
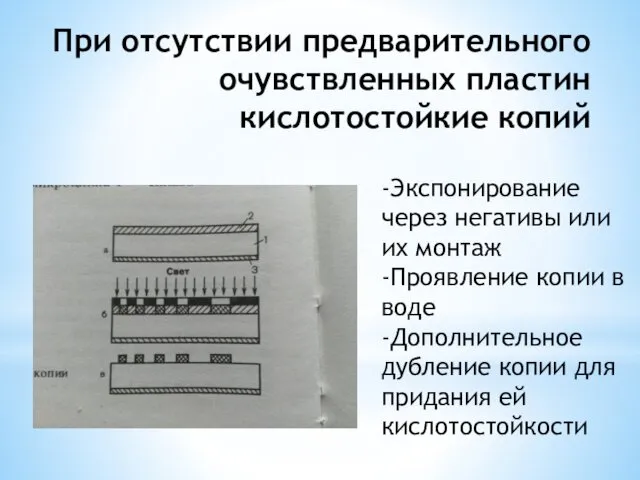
При отсутствии предварительного очувствленных пластин кислотостойкие копий
-Экспонирование через негативы или их
При отсутствии предварительного очувствленных пластин кислотостойкие копий
-Экспонирование через негативы или их
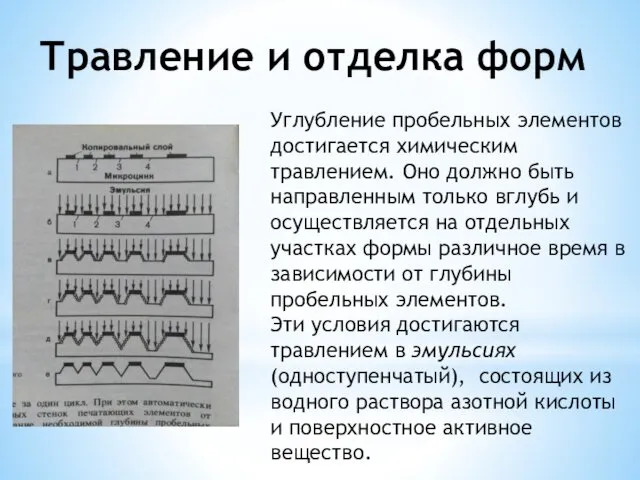
Травление и отделка форм
Углубление пробельных элементов достигается химическим травлением. Оно должно
Травление и отделка форм
Углубление пробельных элементов достигается химическим травлением. Оно должно
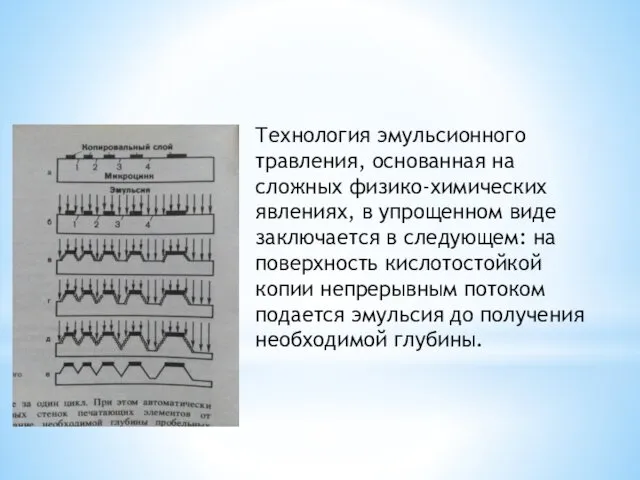
Технология эмульсионного травления, основанная на сложных физико-химических явлениях, в упрощенном виде
Технология эмульсионного травления, основанная на сложных физико-химических явлениях, в упрощенном виде
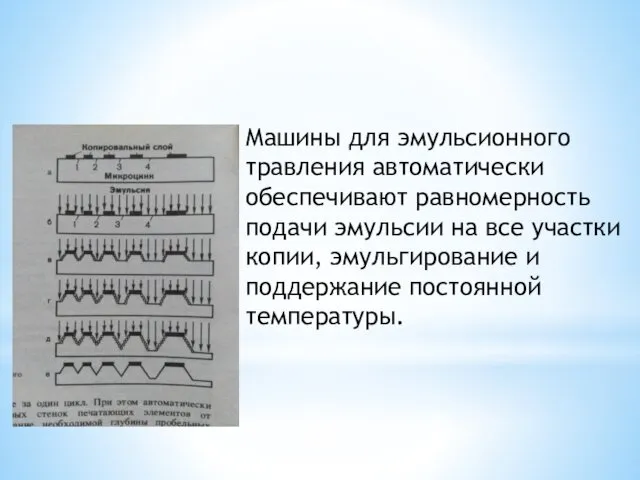
Машины для эмульсионного травления автоматически обеспечивают равномерность подачи эмульсии на все
Машины для эмульсионного травления автоматически обеспечивают равномерность подачи эмульсии на все
Изготовление клише электронно-механическим гравированием
Изготовление клише электронно-механическим гравированием
Типографский шрифт — это комплект литер, необходимых для полиграфического воспроизведения букв
Типографский шрифт — это комплект литер, необходимых для полиграфического воспроизведения букв
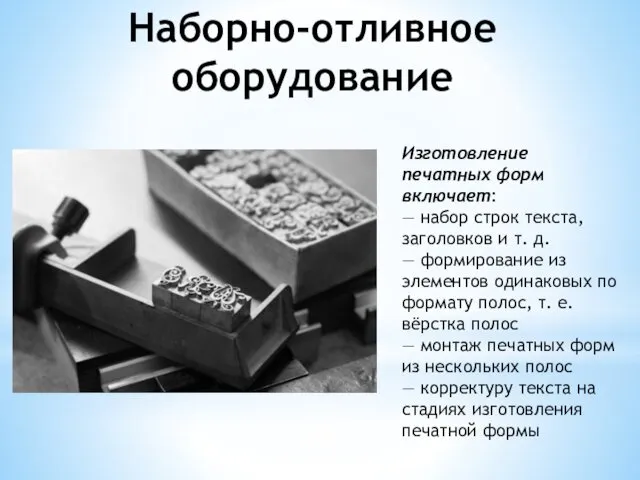
Наборно-отливное оборудование
Изготовление печатных форм включает:
— набор строк текста, заголовков и т.
Наборно-отливное оборудование
Изготовление печатных форм включает: — набор строк текста, заголовков и т.
Технологические схемы изготовления наборно-отливных форм
Технологические схемы изготовления наборно-отливных форм
Многооперационный процесс с выполнением некоторых операций в издательстве или редакции
Три метода
Многооперационный процесс с выполнением некоторых операций в издательстве или редакции
Три метода
Особенности верстки и монтажа форм
Верстка книжно-журнальных изданий:
наиболее простая по технике исполнения
верстка
Особенности верстки и монтажа форм
Верстка книжно-журнальных изданий:
наиболее простая по технике исполнения
верстка
Особенности верстки и монтажа форм
Верстка газеты:
должна выполняться в возможно короткие сроки
в
Особенности верстки и монтажа форм
Верстка газеты:
должна выполняться в возможно короткие сроки
в
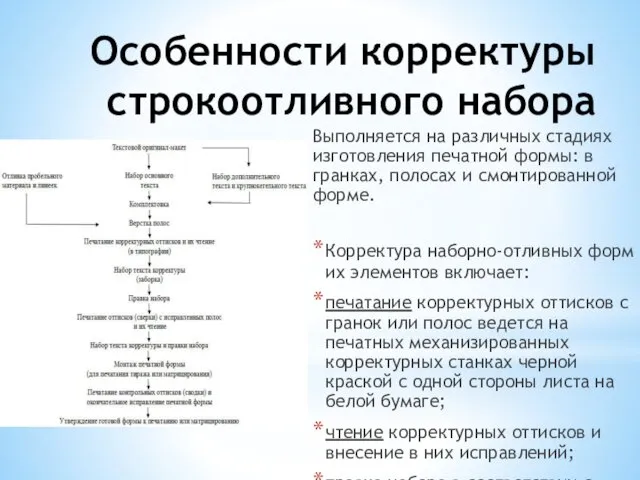
Особенности корректуры строкоотливного набора
Выполняется на различных стадиях изготовления печатной формы:
Особенности корректуры строкоотливного набора
Выполняется на различных стадиях изготовления печатной формы:
Изготовление литых стереотипов
Изготовление литых стереотипов
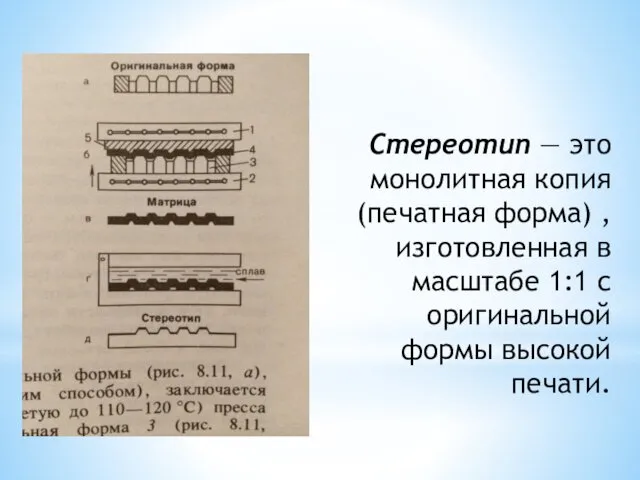
Стереотип — это монолитная копия (печатная форма) , изготовленная в масштабе
Стереотип — это монолитная копия (печатная форма) , изготовленная в масштабе
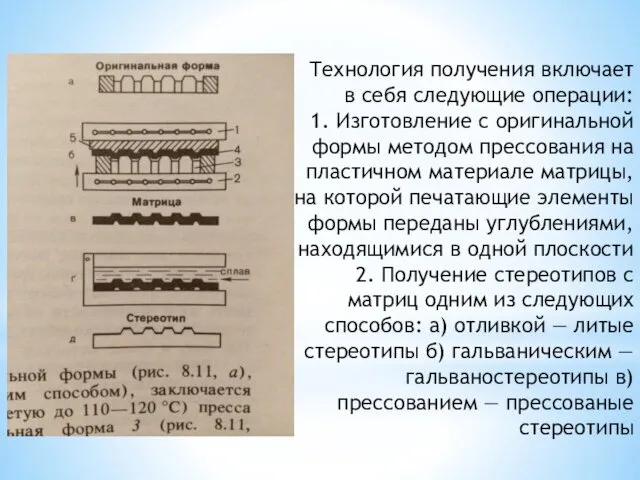
Технология получения включает в себя следующие операции:
1. Изготовление с оригинальной формы
Технология получения включает в себя следующие операции: 1. Изготовление с оригинальной формы
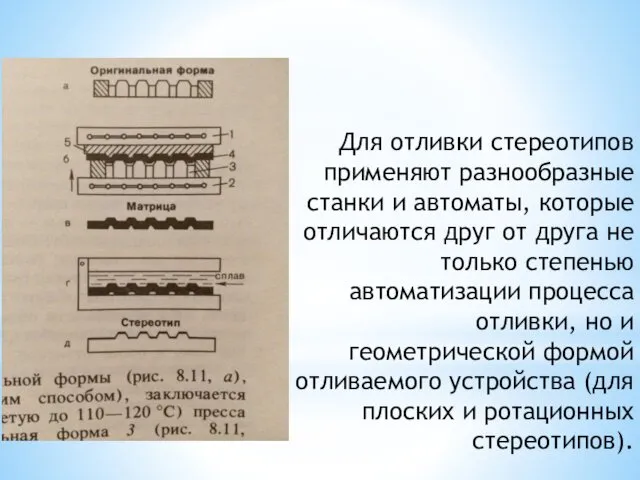
Для отливки стереотипов применяют разнообразные станки и автоматы, которые отличаются друг
Для отливки стереотипов применяют разнообразные станки и автоматы, которые отличаются друг
Изготовление гальваностереотипов
Изготовление гальваностереотипов
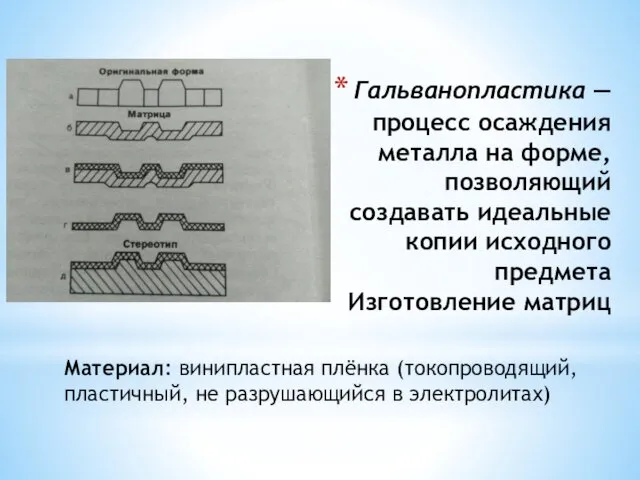
Гальванопластика — процесс осаждения металла на форме, позволяющий создавать идеальные копии
Гальванопластика — процесс осаждения металла на форме, позволяющий создавать идеальные копии
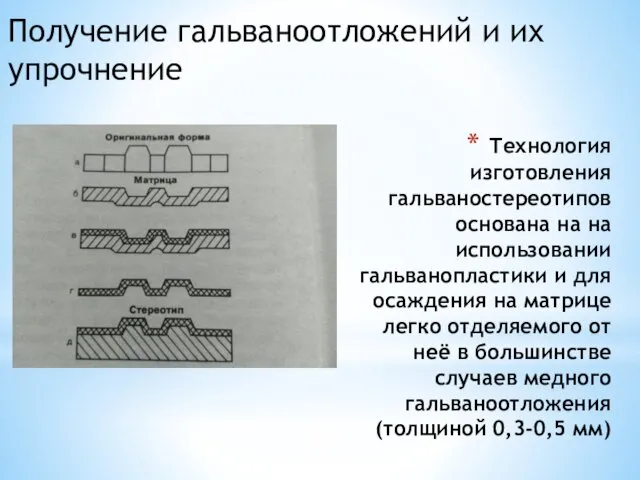
Технология изготовления гальваностереотипов основана на на использовании гальванопластики и для осаждения
Технология изготовления гальваностереотипов основана на на использовании гальванопластики и для осаждения
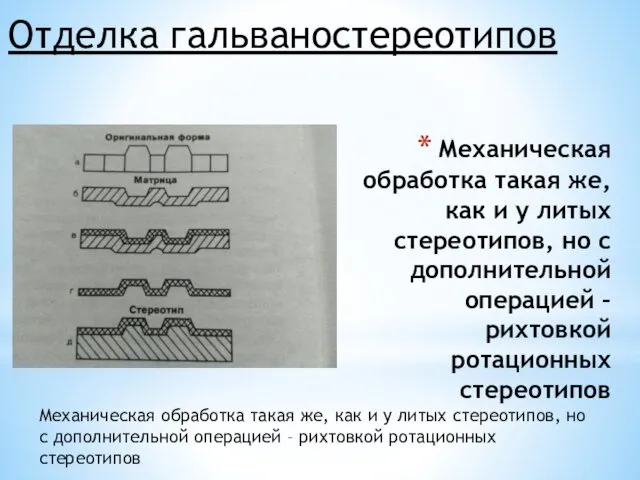
Механическая обработка такая же, как и у литых стереотипов, но с
Механическая обработка такая же, как и у литых стереотипов, но с
Минусы: сложный в исполнении, долгий, дорогостоящий процесс
Плюсы: большая точность (почти без
Минусы: сложный в исполнении, долгий, дорогостоящий процесс Плюсы: большая точность (почти без
Изготовление прессованных стереотипов
Изготовление прессованных стереотипов
Изготовление матриц
Материал: термореактивный слоистый материал, состоящий из двух-трёх листов картона, пропитанного
Изготовление матриц Материал: термореактивный слоистый материал, состоящий из двух-трёх листов картона, пропитанного
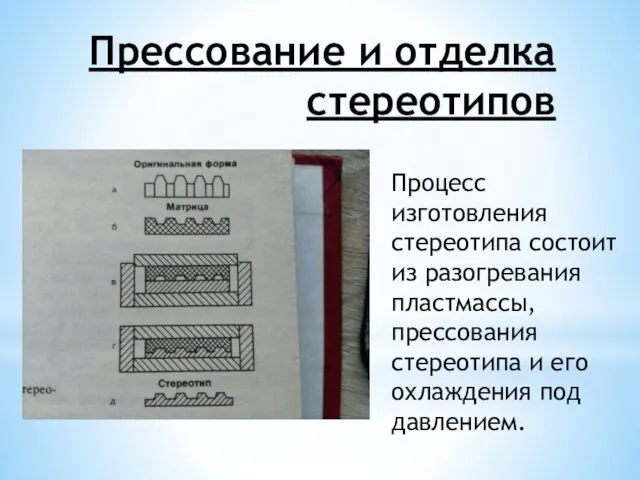
Прессование и отделка стереотипов
Процесс изготовления стереотипа состоит из разогревания пластмассы, прессования
Прессование и отделка стереотипов
Процесс изготовления стереотипа состоит из разогревания пластмассы, прессования
Плюсы: высокие упругоэластические свойства, большая тиражестойкость, хорошие печатно-технические показатели, простая технология
Плюсы: высокие упругоэластические свойства, большая тиражестойкость, хорошие печатно-технические показатели, простая технология
Спасибо за просмотр!
Спасибо за просмотр!
 Дорожные, строительные и подъемно-транспортные машины
Дорожные, строительные и подъемно-транспортные машины Своя игра
Своя игра ОПК Милосердие
ОПК Милосердие Образцы нравственности 2 часть
Образцы нравственности 2 часть Проверочная работа по теме Климат России
Проверочная работа по теме Климат России Бюджет государства и семьи. 9 класс
Бюджет государства и семьи. 9 класс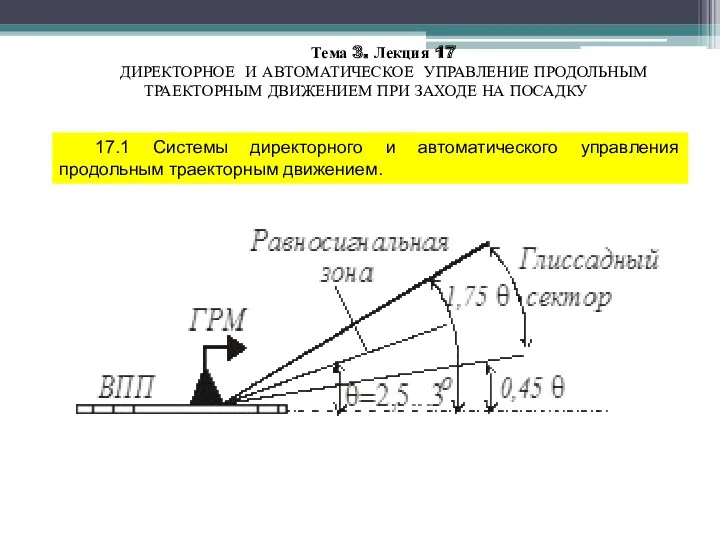 Директорное и автоматическое управление продольным траекторным движением при заходе на посадку
Директорное и автоматическое управление продольным траекторным движением при заходе на посадку Правовой режим земель водного фонда
Правовой режим земель водного фонда Праздники христиан. Религии России
Праздники христиан. Религии России Комическое и трагическое в рассказах Антона Павловича Чехова
Комическое и трагическое в рассказах Антона Павловича Чехова музыка всегда с нами
музыка всегда с нами Натюрморт в технике гризайль
Натюрморт в технике гризайль Дата мероприятия г. Вологда. Шаблон презентации
Дата мероприятия г. Вологда. Шаблон презентации Окислительно-восстановительные процессы и реакции
Окислительно-восстановительные процессы и реакции НЕСТАНДАРТНОЕ ОБОРУДОВАНИЕ ВО ВРЕМЯ ПРОГУЛОК
НЕСТАНДАРТНОЕ ОБОРУДОВАНИЕ ВО ВРЕМЯ ПРОГУЛОК КАРБОНОВЫЕ КИСЛОТЫ. 10 класс
КАРБОНОВЫЕ КИСЛОТЫ. 10 класс Преобразователь Сапфир-22ДД
Преобразователь Сапфир-22ДД School-second home
School-second home Действия и оказание первой помощи при поражении электрическим током
Действия и оказание первой помощи при поражении электрическим током Презентация ДОО ВДС
Презентация ДОО ВДС Уголовное право. Понятие преступления и виды преступлений
Уголовное право. Понятие преступления и виды преступлений Нәрестелік кезеңнің шекаралық жағдайлары
Нәрестелік кезеңнің шекаралық жағдайлары Этимология химических элементов
Этимология химических элементов Народы Байкала
Народы Байкала Наружная реклама (Ленкома 32)
Наружная реклама (Ленкома 32) Подбери цвет.
Подбери цвет. Структурные уровни материи
Структурные уровни материи Деформации основания и расчет осадок фундаментов
Деформации основания и расчет осадок фундаментов