- Презентация Microsoft Office PowerPoint

Содержание
- 2. В настоящее время широко используются два способа получения прутковых полуфабрикатов из быстрорежущих сталей: 1)Порошковое спекание с
- 3. Цель: установить влияние деформационно-термической обработки на структурные особенности и свойства образцов быстрорежущей стали Р6М5, полученных методом
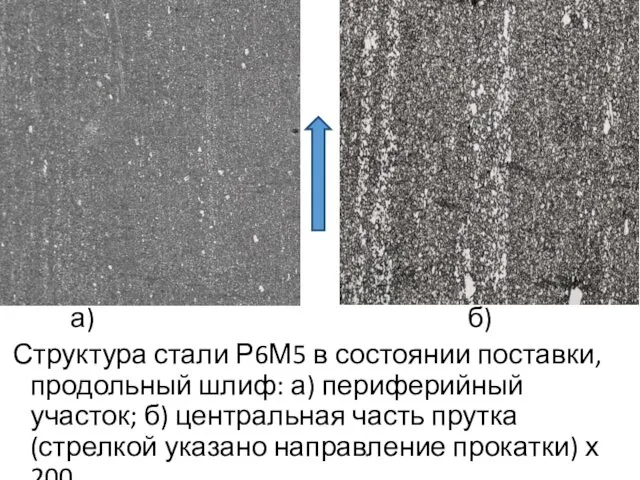
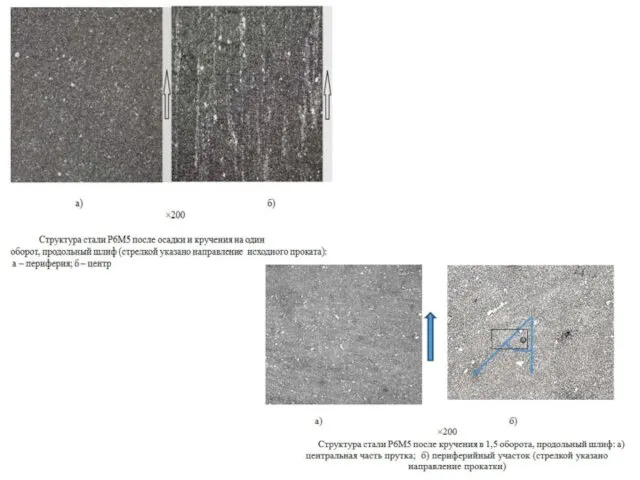
- 4. а) б) Структура стали Р6М5 в состоянии поставки, продольный шлиф: а) периферийный участок; б) центральная часть
- 5. Кроме того, технологическая цепочка термической обработки инструмента из быстрорежущих сталей, включающая изотермический отжиг, высокотемпературную закалку и
- 6. Использовали совместную осадку исходной заготовки и последующее кручение 1- баек верхний; 2- заготовка; 3-баек нижний; 4-
- 7. Образцы и условия испытаний Образцы диаметром 20 мм и толщиной 2,2 мм. Образцы подвергались осадке в
- 9. Твердость образцов замеряли на твердомере Duramin при нагрузке 100 г, время выдержки 10 сек выполнен перевод
- 10. Результаты Таблица 1. Количество остаточного аустенита и твердость образцов
- 11. Рентгенограммы для стали Р6М5 после закалки с различных температур: а) температура закалки 1150 ºС; б) температура
- 12. Таблица 2. Характер изменения количества остаточного аустенита после термической обработки.
- 13. Выводы получать карбидооднородную структуру по сечению профиля заготовки из стали Р6М5 по сравнению с традиционным методом;
- 14. Планы на будущие 1) Исследование влияния ионного азотирования на структуру и механические свойства быстрорежущей стали Р6М5
- 16. Скачать презентацию
В настоящее время широко используются два способа получения прутковых полуфабрикатов из
В настоящее время широко используются два способа получения прутковых полуфабрикатов из
Цель: установить влияние деформационно-термической обработки на структурные особенности и свойства
Цель: установить влияние деформационно-термической обработки на структурные особенности и свойства
а) б)
Структура стали Р6М5 в состоянии поставки, продольный шлиф:
а) б)
Структура стали Р6М5 в состоянии поставки, продольный шлиф:
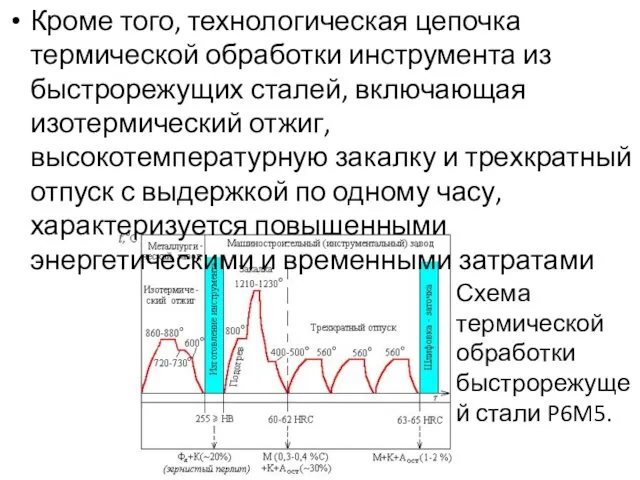
Кроме того, технологическая цепочка термической обработки инструмента из быстрорежущих сталей, включающая
Кроме того, технологическая цепочка термической обработки инструмента из быстрорежущих сталей, включающая
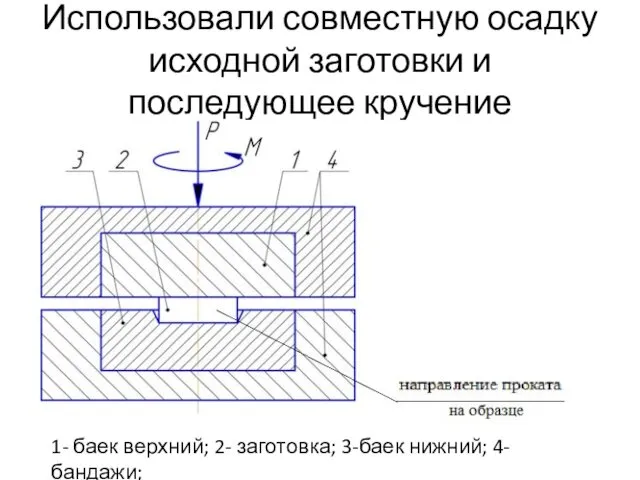
Использовали совместную осадку исходной заготовки и последующее кручение
1- баек верхний; 2-
Использовали совместную осадку исходной заготовки и последующее кручение
1- баек верхний; 2-
Образцы и условия испытаний
Образцы диаметром 20 мм и толщиной 2,2 мм.
Образцы и условия испытаний
Образцы диаметром 20 мм и толщиной 2,2 мм.
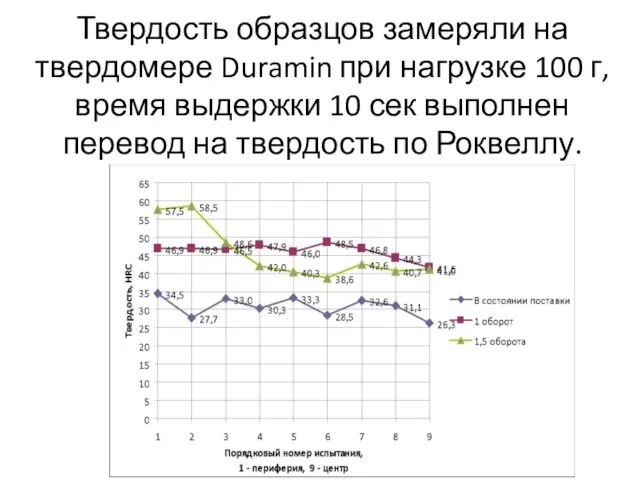
Твердость образцов замеряли на твердомере Duramin при нагрузке 100 г, время
Твердость образцов замеряли на твердомере Duramin при нагрузке 100 г, время
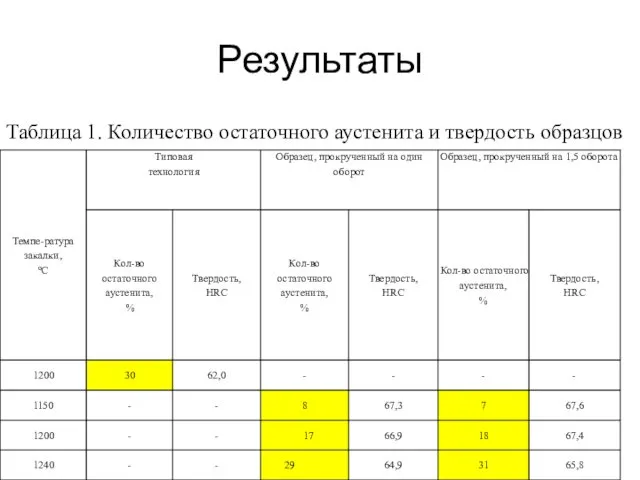
Результаты
Таблица 1. Количество остаточного аустенита и твердость образцов
Результаты
Таблица 1. Количество остаточного аустенита и твердость образцов
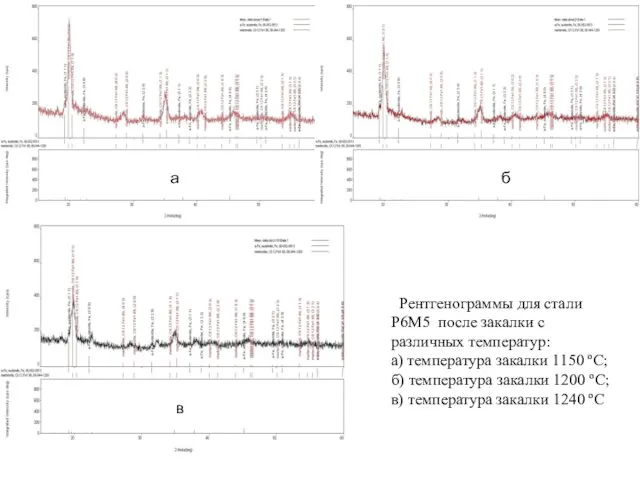
Рентгенограммы для стали Р6М5 после закалки с различных температур:
а) температура
Рентгенограммы для стали Р6М5 после закалки с различных температур:
а) температура
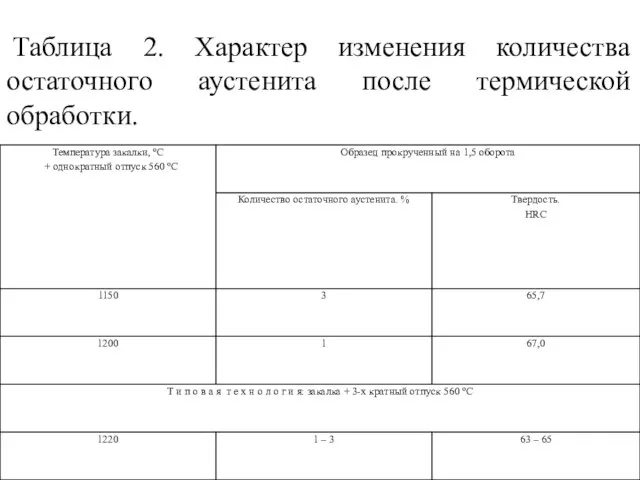
Таблица 2. Характер изменения количества остаточного аустенита после термической обработки.
Таблица 2. Характер изменения количества остаточного аустенита после термической обработки.
Выводы
получать карбидооднородную структуру по сечению профиля заготовки из стали Р6М5 по
Выводы
получать карбидооднородную структуру по сечению профиля заготовки из стали Р6М5 по
Планы на будущие
1) Исследование влияния ионного азотирования на структуру и
Планы на будущие
1) Исследование влияния ионного азотирования на структуру и
 Корзина с еловыми шишками
Корзина с еловыми шишками Строение вещества
Строение вещества Закупки у единственного поставщика (44-ФЗ)
Закупки у единственного поставщика (44-ФЗ) Тема любви в творчестве Ф.И. Тютчева
Тема любви в творчестве Ф.И. Тютчева Захист навколишнього середовища
Захист навколишнього середовища Котики такие Разные!!!
Котики такие Разные!!! Воспитание личности юных шахматистов младшего школьного возраста в тренировочном процессе
Воспитание личности юных шахматистов младшего школьного возраста в тренировочном процессе The impact of advertising communications on brand image through media
The impact of advertising communications on brand image through media Классификация компьютерных вирусов
Классификация компьютерных вирусов Понятие и сущность уголовного права
Понятие и сущность уголовного права Добрый мир
Добрый мир Кандидат на пост президента школы
Кандидат на пост президента школы Основы проектирования туристских комплексов с основами инженерной графики
Основы проектирования туристских комплексов с основами инженерной графики Порядок выдачи листков нетрудоспособности. Приказ Министерства здравоохранения и социального развития РФ
Порядок выдачи листков нетрудоспособности. Приказ Министерства здравоохранения и социального развития РФ Развивающая предметно-пространственная среда в группе Смешарики
Развивающая предметно-пространственная среда в группе Смешарики Правильные многогранники
Правильные многогранники Кали-сантарана-упанишад
Кали-сантарана-упанишад Композиялық материалдар
Композиялық материалдар Принципы построения параллельных вычислительных систем. Лекция 2
Принципы построения параллельных вычислительных систем. Лекция 2 Улица Карбышева - улица имени Героя Советского Союза
Улица Карбышева - улица имени Героя Советского Союза Международный проект. Бизнес-академия OriBinar
Международный проект. Бизнес-академия OriBinar Омега-3 Тяньши. Витамины здоровья и красоты для любого возраста
Омега-3 Тяньши. Витамины здоровья и красоты для любого возраста МОЁ ЭЛЕКТРОННОЕ ПОРТФОЛИО
МОЁ ЭЛЕКТРОННОЕ ПОРТФОЛИО Титан и его сплавы
Титан и его сплавы Деформации основания
Деформации основания Будова деревини
Будова деревини 3.2. Лабиринт. Подпрограммы. Энкодеры [ТРИК]
3.2. Лабиринт. Подпрограммы. Энкодеры [ТРИК] Классный час на тему Лучик солнца - доброта
Классный час на тему Лучик солнца - доброта