- Применение металлопластмассовых зубных протезов: лекция 3

Содержание
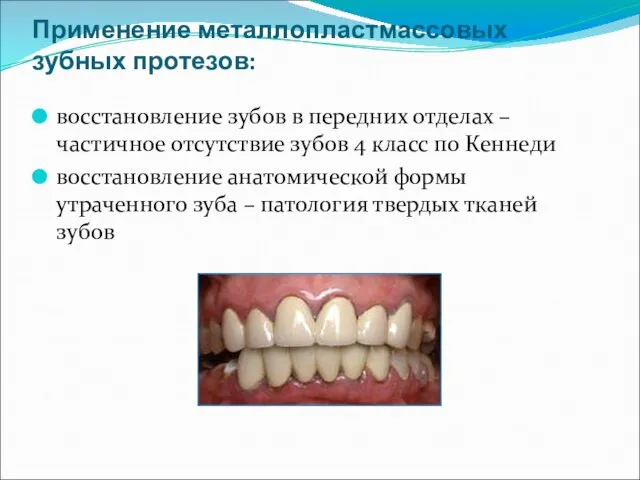
- 2. Применение металлопластмассовых зубных протезов: восстановление зубов в передних отделах – частичное отсутствие зубов 4 класс по
- 3. Противопоказания к изготовлению металлопластмассовых протезов: низкие клинические коронки (менее 6 мм) вестибулярный наклон зубов аномалии положения
- 4. Преимущества металлопластмассовых коронок: доступность, это самый недорогой вид зубных коронок идеально подойдут для временного использования (на
- 5. Недостатки металлопластмассовых коронок: Пластмассовая облицовка меняет свой цвет при употребление в пищу продуктов с ярко выраженным
- 7. Получение разборной комбинированной модели Варианты A. штифтовой метод; Б. Метод с использованием пиндекс-системы; B. бесштифтовой метод.
- 8. Штифтовый метод изготовления разборной модели I этап— установка штифтов; II этап— получение гипсовой модели; III этап
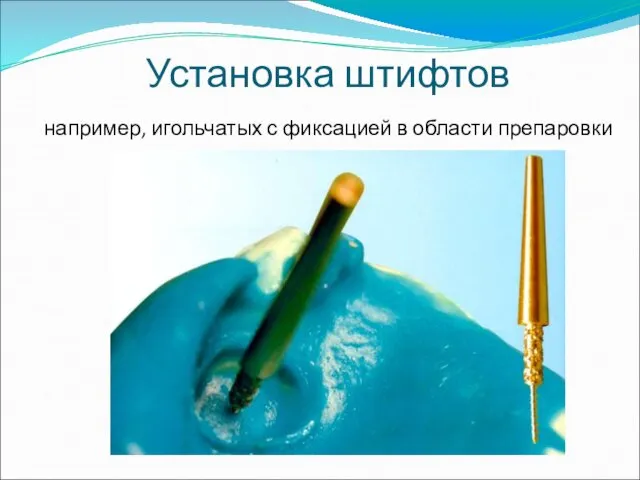
- 9. Установка штифтов например, игольчатых с фиксацией в области препаровки
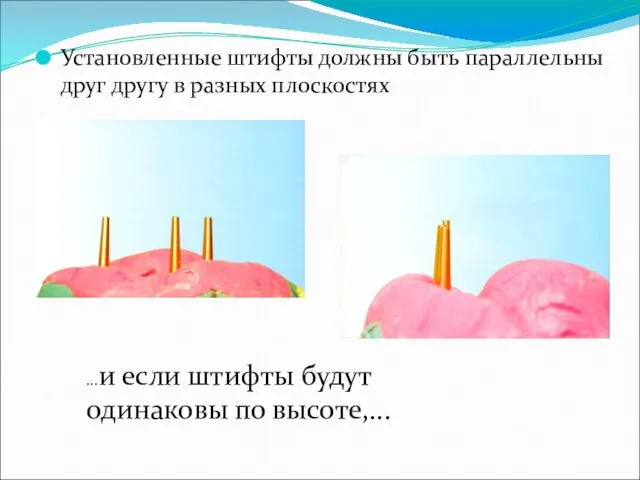
- 10. Установленные штифты должны быть параллельны друг другу в разных плоскостях ...и если штифты будут одинаковы по
- 11. ...то не будет трудностей с нахождением их в основании цоколя
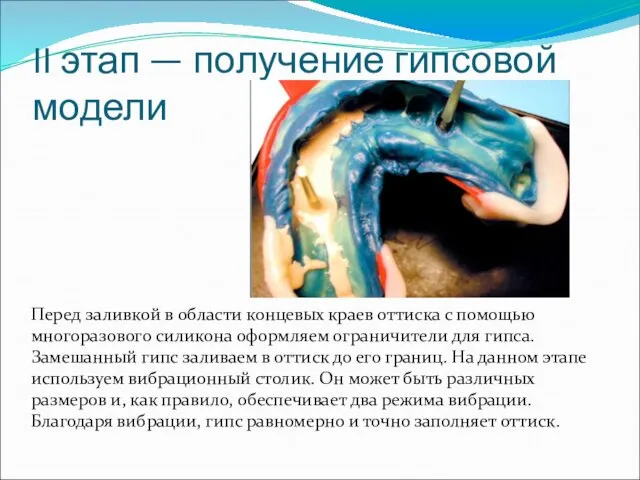
- 12. II этап — получение гипсовой модели Перед заливкой в области концевых краев оттиска с помощью многоразового
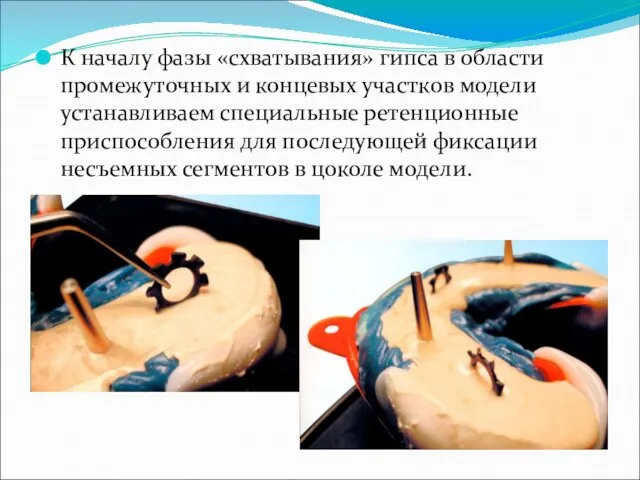
- 13. К началу фазы «схватывания» гипса в области промежуточных и концевых участков модели устанавливаем специальные ретенционные приспособления
- 14. Ретенционные пункты можно создать с помощью гипса.
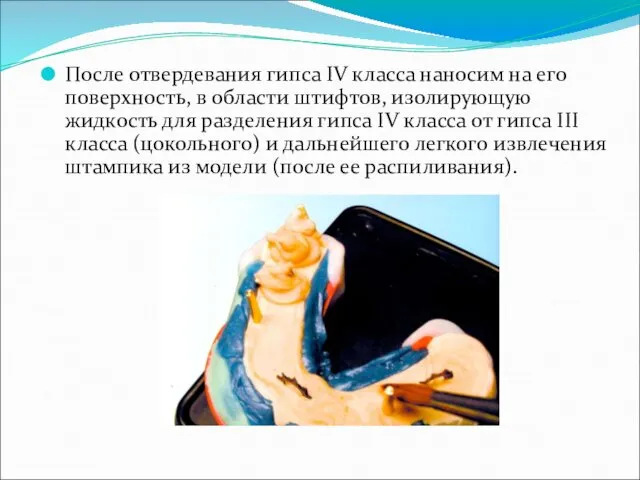
- 15. После отвердевания гипса IV класса наносим на его поверхность, в области штифтов, изолирующую жидкость для разделения
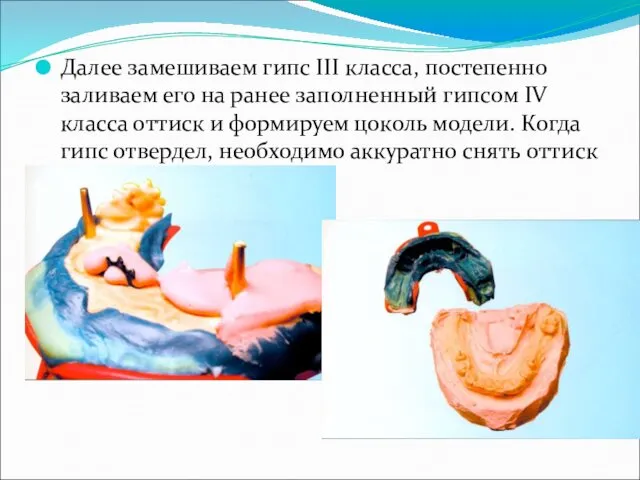
- 16. Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный гипсом IV класса оттиск и
- 17. Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей — триммера. Существует два типа
- 18. Триммер
- 19. распиливание гипсовой модели на сегменты
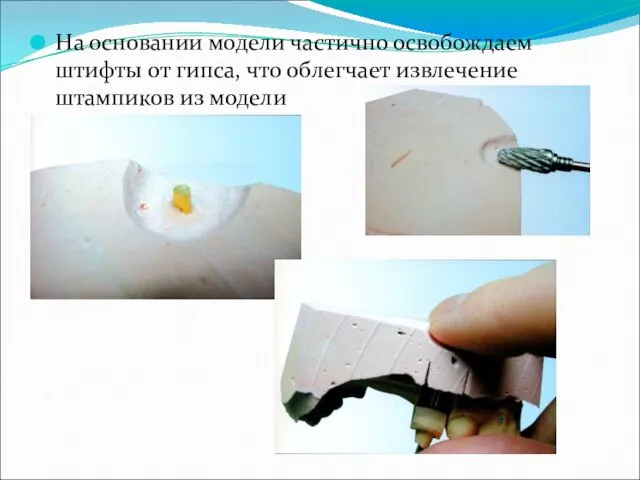
- 20. На основании модели частично освобождаем штифты от гипса, что облегчает извлечение штампиков из модели
- 21. Изготовление разборной модели с использованием пиндекс-системы При изготовлении разборных моделей с помощью пиндекс-системы используется специальный прибор
- 22. Изготовление разборной модели с использованием пиндекс-системы Замешиваем гипс IV класса твердости в вакуумном смесителе и заполняем
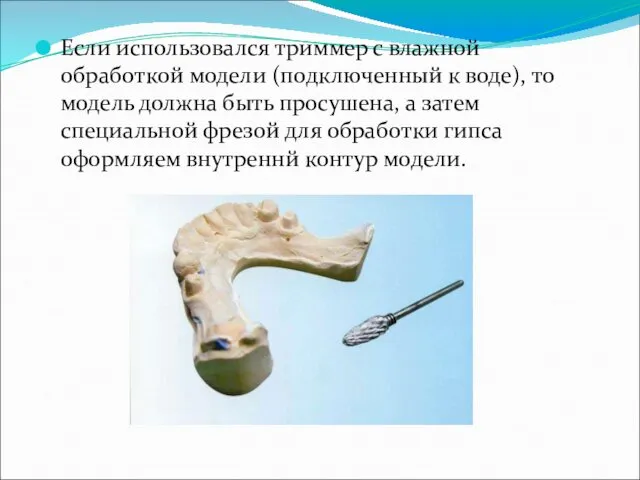
- 24. Если использовался триммер с влажной обработкой модели (подключенный к воде), то модель должна быть просушена, а
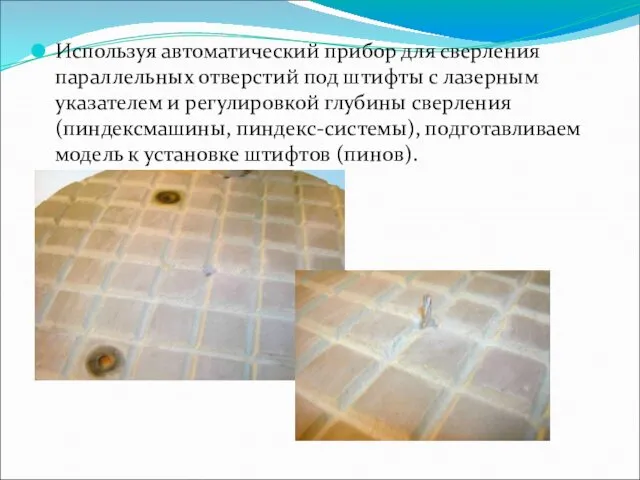
- 26. Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным указателем и регулировкой глубины сверления
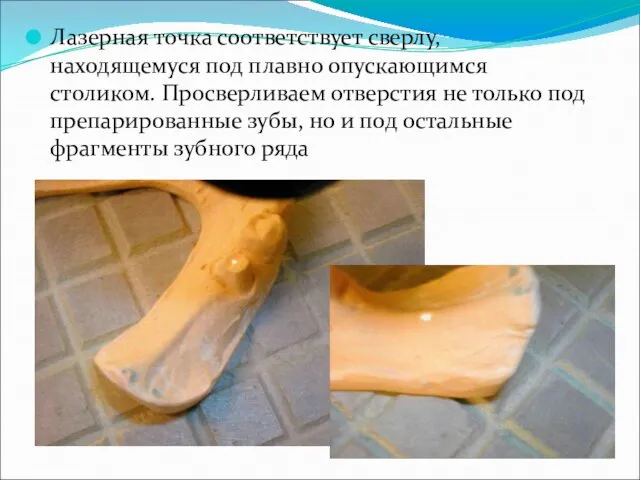
- 27. Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком. Просверливаем отверстия не только под препарированные зубы,
- 29. Используя специальный клей, устанавливаем штифты ( например, с двумя направляющими «би-пины»)
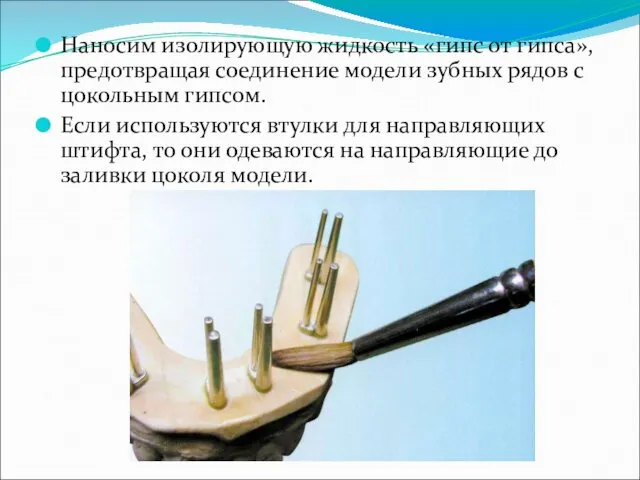
- 31. Наносим изолирующую жидкость «гипс от гипса», предотвращая соединение модели зубных рядов с цокольным гипсом. Если используются
- 32. Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда и заливаем цокольный гипс (гипс
- 34. Отделяем от цоколя модель зубного ряда. Диском с алмазным покрытием распиливаем модель на сегменты. Распилы должны
- 35. Изготовление модели бесштифтовым методом При бесштифтовом методе нет необходимости использовать два типа гипса, что экономит время
- 36. Изготовление модели бесштифтовым методом "Ассu-Trac АТ6"
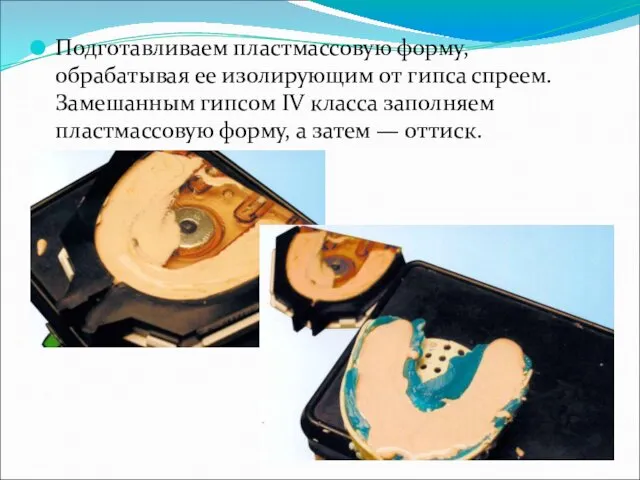
- 37. Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом IV класса заполняем пластмассовую форму,
- 38. Соединяем заполненные гипсом поверхности. Оставляем их до полного отверждения гипса. Снимаем оттискную ложку с оттиском и
- 39. После извлечения модели из пластмассовой формы … … распиливаем ее на сегменты, используя разрезной алмазный диск.
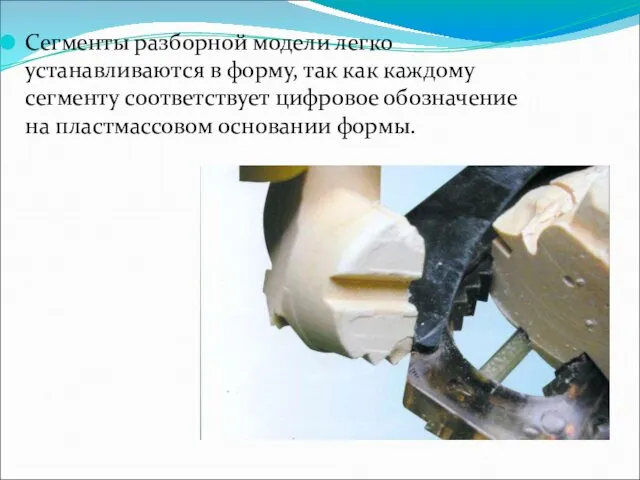
- 41. Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту соответствует цифровое обозначение на пластмассовом
- 42. Модель прочно фиксируется внешними рамками формы основания.
- 43. Моделирование каркаса мостовидного протеза Изготовление восковых колпачков на культях опорных зубов Варианты: Послойное нанесение моделировочного воска
- 44. Изготовление полимерных колпачков «ADAPTA» Адапта - система изготовления колпачков методом глубокого вытяжения полимерных заготовок
- 45. Адапта, полный набор: Содержание: 1 подставка с пастой, 1 контейнер с пастой, 1 держатель фольги, 2
- 46. Разогрев над пламенем горелки полимерной пластинки укрепленной в держателе
- 47. Колпачки формируются быстро с помощью погружной системы Адапта
- 48. Толщина колпачка не должна быть тоньше 0,4 мм для того, чтобы стенки металлической коронки после отливки
- 49. Компенсационный колпачок должен быть короче на 1/3, чем внешний колпачок, который удаляется перед паковкой, тем самым,
- 50. Моделирование промежуточной части мостовидного протеза
- 51. Изготовление ретенционных элементов для облицовки Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит от их
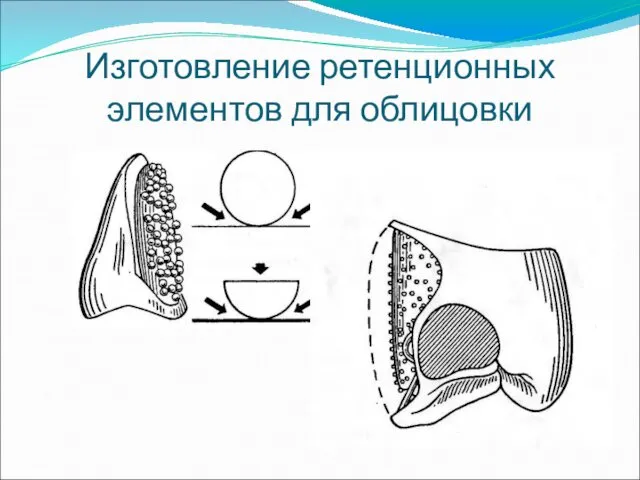
- 52. Изготовление ретенционных элементов для облицовки На вестибулярную поверхность коронки наносят клей и устанавливают ретенционные бусины. Бусины
- 53. Изготовление ретенционных элементов для облицовки
- 54. РЕТЕНЦИОННЫЕ ПЕРЛЫ ДЛЯ ОБЛИЦОВКИ КОРОНОК
- 55. Ретенционные кристаллы
- 62. Плазменное напыление на поверхность цельнолитого каркаса нитрида титана
- 63. Плазменное напыление Для начала необходимо разобраться, что же такое нитрид титана и как его получают. Нитрид
- 64. Плазменное напыление Примеры применения: стоматология, при изготовлении разного рода зубных протезов и коронок; при изготовлении крыш
- 65. Плазменное напыление нитрида титана Еще одно очень важное свойство этого материала выражается в том, что покрытию
- 66. Установки ионно-плазменного нанесения покрытия VTT-PLASMA-COG предназначены для нанесения износостойких, коррозионно-стойких, защитно-декоративных покрытий (металл, нитриды, оксиды, карбиды
- 67. Нанесение опакового покрытия на цельнолитой каркас
- 68. Нанесение опакового покрытия на цельнолитой каркас Набор универсальных опакеров и непрозрачных красителей, предназначенных для покрытия металлических
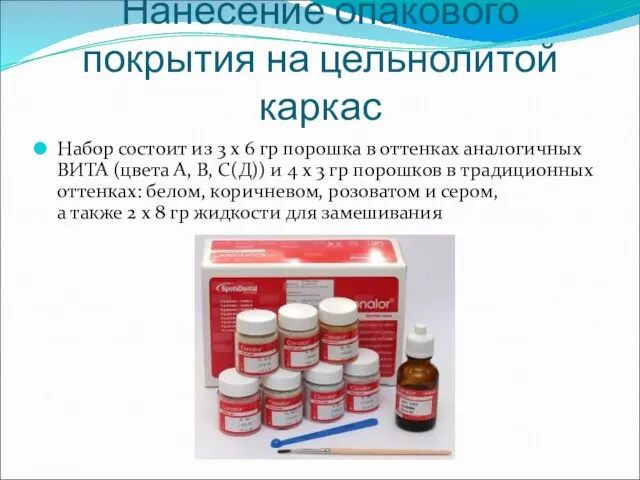
- 69. Нанесение опакового покрытия на цельнолитой каркас Набор состоит из 3 х 6 гр порошка в оттенках
- 70. Жидкость перемешивается с порошком до получения жидкой пастообразной массы. Такая консистенция наносится кистью на очищенную и
- 71. Все цветовые оттенки можно использовать для подкрашивания пластмассовых работ. Шейки можно подкрасить кистью, трещины посыпанием порошка
- 76. Superpont C+B Set (Spofadental)
- 80. Скачать презентацию
Применение металлопластмассовых зубных протезов:
восстановление зубов в передних отделах – частичное отсутствие
Применение металлопластмассовых зубных протезов:
восстановление зубов в передних отделах – частичное отсутствие
Противопоказания к изготовлению металлопластмассовых протезов:
низкие клинические коронки (менее 6 мм)
вестибулярный
Противопоказания к изготовлению металлопластмассовых протезов:
низкие клинические коронки (менее 6 мм)
вестибулярный
Преимущества металлопластмассовых коронок:
доступность, это самый недорогой вид зубных коронок
идеально подойдут для
Преимущества металлопластмассовых коронок:
доступность, это самый недорогой вид зубных коронок
идеально подойдут для
Недостатки металлопластмассовых коронок:
Пластмассовая облицовка меняет свой цвет при употребление в пищу
Недостатки металлопластмассовых коронок:
Пластмассовая облицовка меняет свой цвет при употребление в пищу

Получение разборной комбинированной модели
Варианты
A. штифтовой метод;
Б. Метод с использованием пиндекс-системы;
Получение разборной комбинированной модели
Варианты
A. штифтовой метод;
Б. Метод с использованием пиндекс-системы;
Штифтовый метод изготовления
разборной модели
I этап— установка штифтов;
II этап— получение гипсовой модели;
III этап —
Штифтовый метод изготовления
разборной модели
I этап— установка штифтов;
II этап— получение гипсовой модели;
III этап —
Установка штифтов
например, игольчатых с фиксацией в области препаровки
Установка штифтов
например, игольчатых с фиксацией в области препаровки
Установленные штифты должны быть параллельны друг другу в разных плоскостях
...и
Установленные штифты должны быть параллельны друг другу в разных плоскостях
...и
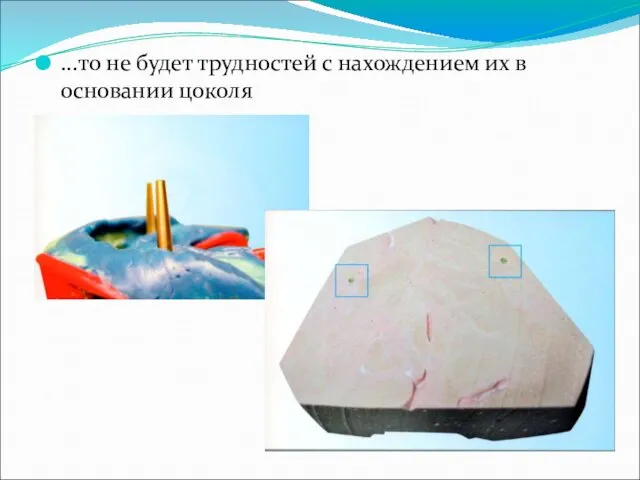
...то не будет трудностей с нахождением их в основании цоколя
...то не будет трудностей с нахождением их в основании цоколя
II этап — получение гипсовой модели
Перед заливкой в области концевых краев
II этап — получение гипсовой модели
Перед заливкой в области концевых краев
К началу фазы «схватывания» гипса в области промежуточных и концевых участков
К началу фазы «схватывания» гипса в области промежуточных и концевых участков

Ретенционные пункты можно создать с помощью гипса.
Ретенционные пункты можно создать с помощью гипса.
После отвердевания гипса IV класса наносим на его поверхность, в области
После отвердевания гипса IV класса наносим на его поверхность, в области
Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный
Далее замешиваем гипс III класса, постепенно заливаем его на ранее заполненный
Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей
Оформляем края (контуры) цоколя модели с помощью аппарата для обрезки моделей

Триммер
Триммер

распиливание гипсовой модели на сегменты
распиливание гипсовой модели на сегменты
На основании модели частично освобождаем штифты от гипса, что облегчает извлечение
На основании модели частично освобождаем штифты от гипса, что облегчает извлечение
Изготовление разборной модели с использованием пиндекс-системы
При изготовлении разборных моделей с
Изготовление разборной модели с использованием пиндекс-системы
При изготовлении разборных моделей с
Изготовление разборной модели с использованием пиндекс-системы
Замешиваем гипс IV класса твердости в
Изготовление разборной модели с использованием пиндекс-системы
Замешиваем гипс IV класса твердости в

Если использовался триммер с влажной обработкой модели (подключенный к воде), то
Если использовался триммер с влажной обработкой модели (подключенный к воде), то

Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным
Используя автоматический прибор для сверления параллельных отверстий под штифты с лазерным
Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком. Просверливаем отверстия
Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком. Просверливаем отверстия


Используя специальный клей, устанавливаем штифты ( например, с двумя направляющими «би-пины»)
Используя специальный клей, устанавливаем штифты ( например, с двумя направляющими «би-пины»)

Наносим изолирующую жидкость «гипс от гипса», предотвращая соединение модели зубных рядов
Наносим изолирующую жидкость «гипс от гипса», предотвращая соединение модели зубных рядов

Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда
Применяя формообразователь для цоколя модели, устанавливаем на него модель зубного ряда


Отделяем от цоколя модель зубного ряда.
Диском с алмазным покрытием распиливаем модель
Отделяем от цоколя модель зубного ряда.
Диском с алмазным покрытием распиливаем модель
Изготовление модели бесштифтовым методом
При бесштифтовом методе нет необходимости использовать два типа
Изготовление модели бесштифтовым методом
При бесштифтовом методе нет необходимости использовать два типа

Изготовление модели бесштифтовым методом "Ассu-Trac АТ6"
Изготовление модели бесштифтовым методом "Ассu-Trac АТ6"
Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом
Подготавливаем пластмассовую форму, обрабатывая ее изолирующим от гипса спреем. Замешанным гипсом

Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем
Соединяем заполненные гипсом поверхности.
Оставляем их до полного отверждения гипса. Снимаем

После извлечения модели из пластмассовой формы …
… распиливаем ее на сегменты,
После извлечения модели из пластмассовой формы …
… распиливаем ее на сегменты,

Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту
Сегменты разборной модели легко устанавливаются в форму, так как каждому сегменту

Модель прочно фиксируется внешними рамками формы основания.
Модель прочно фиксируется внешними рамками формы основания.
Моделирование каркаса мостовидного протеза
Изготовление восковых колпачков на культях опорных зубов
Варианты:
Послойное нанесение
Моделирование каркаса мостовидного протеза
Изготовление восковых колпачков на культях опорных зубов
Варианты:
Послойное нанесение
Изготовление полимерных колпачков «ADAPTA»
Адапта - система изготовления колпачков методом глубокого вытяжения
Изготовление полимерных колпачков «ADAPTA»
Адапта - система изготовления колпачков методом глубокого вытяжения
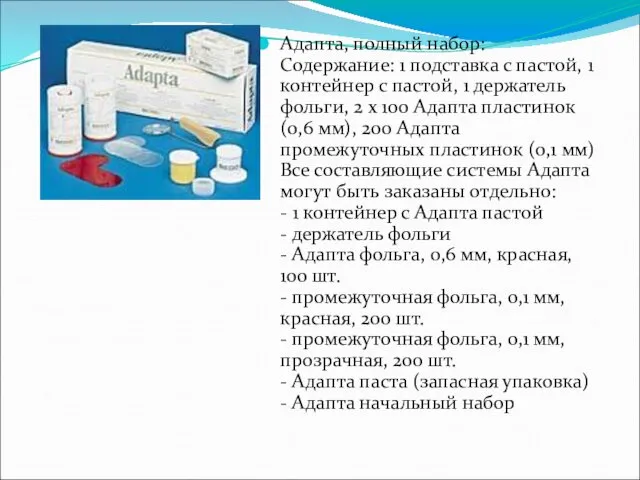
Адапта, полный набор:
Содержание: 1 подставка с пастой, 1 контейнер с пастой,
Адапта, полный набор: Содержание: 1 подставка с пастой, 1 контейнер с пастой,
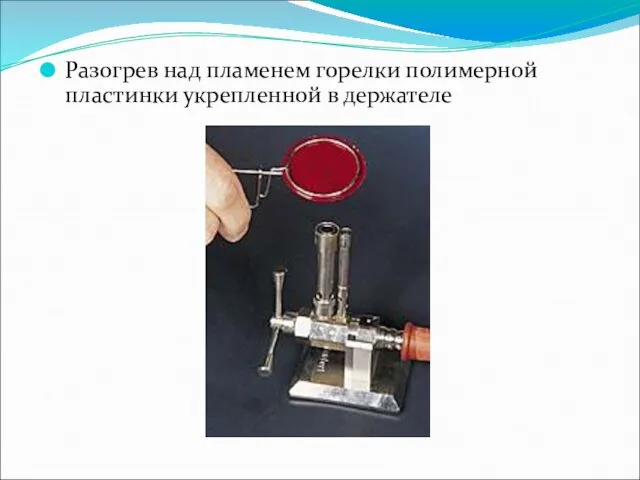
Разогрев над пламенем горелки полимерной пластинки укрепленной в держателе
Разогрев над пламенем горелки полимерной пластинки укрепленной в держателе

Колпачки формируются быстро с помощью погружной системы Адапта
Колпачки формируются быстро с помощью погружной системы Адапта

Толщина колпачка не должна быть тоньше 0,4 мм для того, чтобы
Толщина колпачка не должна быть тоньше 0,4 мм для того, чтобы
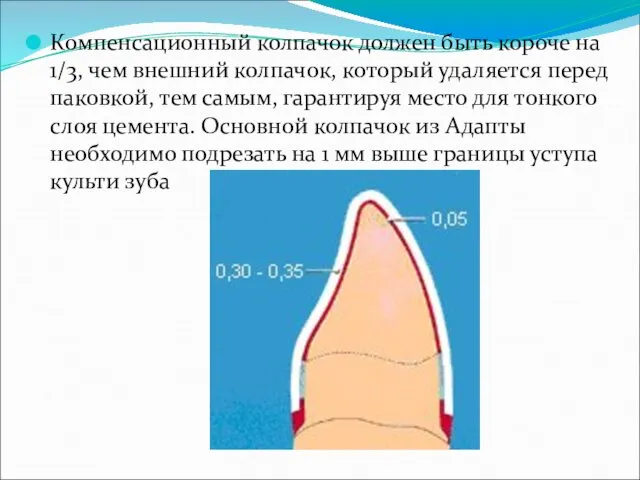
Компенсационный колпачок должен быть короче на 1/3, чем внешний колпачок, который
Компенсационный колпачок должен быть короче на 1/3, чем внешний колпачок, который

Моделирование промежуточной части мостовидного протеза
Моделирование промежуточной части мостовидного протеза
Изготовление ретенционных элементов для облицовки
Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит
Изготовление ретенционных элементов для облицовки
Качество крепления пластмассы при помощи закрепляющих гранул (перл) зависит
Изготовление ретенционных элементов для облицовки
На вестибулярную поверхность коронки наносят клей и
Изготовление ретенционных элементов для облицовки
На вестибулярную поверхность коронки наносят клей и
Изготовление ретенционных элементов для облицовки
Изготовление ретенционных элементов для облицовки

РЕТЕНЦИОННЫЕ ПЕРЛЫ ДЛЯ ОБЛИЦОВКИ КОРОНОК
РЕТЕНЦИОННЫЕ ПЕРЛЫ ДЛЯ ОБЛИЦОВКИ КОРОНОК

Ретенционные кристаллы
Ретенционные кристаллы






Плазменное напыление на поверхность цельнолитого каркаса нитрида титана
Плазменное напыление на поверхность цельнолитого каркаса нитрида титана
Плазменное напыление
Для начала необходимо разобраться, что же такое нитрид титана и
Плазменное напыление
Для начала необходимо разобраться, что же такое нитрид титана и
Плазменное напыление
Примеры применения: стоматология, при изготовлении разного рода зубных протезов и
Плазменное напыление
Примеры применения: стоматология, при изготовлении разного рода зубных протезов и
Плазменное напыление
нитрида титана
Еще одно очень важное свойство этого материала выражается
Плазменное напыление
нитрида титана
Еще одно очень важное свойство этого материала выражается
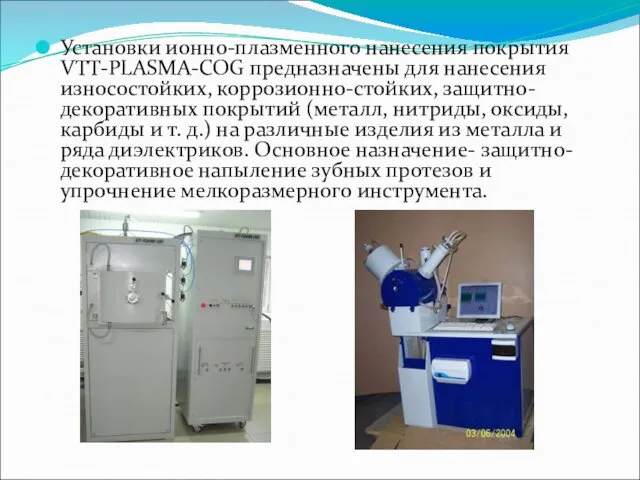
Установки ионно-плазменного нанесения покрытия VTT-PLASMA-COG предназначены для нанесения износостойких, коррозионно-стойких, защитно-декоративных
Установки ионно-плазменного нанесения покрытия VTT-PLASMA-COG предназначены для нанесения износостойких, коррозионно-стойких, защитно-декоративных
Нанесение опакового покрытия на цельнолитой каркас
Нанесение опакового покрытия на цельнолитой каркас
Нанесение опакового покрытия на цельнолитой каркас
Набор универсальных опакеров и непрозрачных красителей,
Нанесение опакового покрытия на цельнолитой каркас
Набор универсальных опакеров и непрозрачных красителей,
Нанесение опакового покрытия на цельнолитой каркас
Набор состоит из 3 х 6
Нанесение опакового покрытия на цельнолитой каркас
Набор состоит из 3 х 6
Жидкость перемешивается с порошком до получения жидкой пастообразной массы. Такая консистенция
Все цветовые оттенки можно использовать для подкрашивания пластмассовых работ. Шейки можно
Все цветовые оттенки можно использовать для подкрашивания пластмассовых работ. Шейки можно





Superpont C+B Set (Spofadental)
Superpont C+B Set (Spofadental)

 Эволюция рельс
Эволюция рельс Дорожная безопасность. Дополнительная общеразвивающая программа в центре детского творчества
Дорожная безопасность. Дополнительная общеразвивающая программа в центре детского творчества Методи дослідження забруднення ВВ сполуками в акваторії. Техногенна міграція вуглеводнів в ГС та поверхневих водах
Методи дослідження забруднення ВВ сполуками в акваторії. Техногенна міграція вуглеводнів в ГС та поверхневих водах Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-134, Р-143. (Тема 4.2)
Маломощные радиостанции КВ диапазона. Тактико-технические данные радиостанции Р-134, Р-143. (Тема 4.2) Конспект интегрированного логопедического занятия Времена года, круговорот воды в природе и безударные гласные
Конспект интегрированного логопедического занятия Времена года, круговорот воды в природе и безударные гласные Мамино сердце
Мамино сердце Вопросы и ответы из Библии
Вопросы и ответы из Библии пример призентации
пример призентации Исследовательские проекты в ДОУ
Исследовательские проекты в ДОУ Общая информация о компании Русатом Оверзис
Общая информация о компании Русатом Оверзис Инструктаж для водителей Казахстана. Служба такси TaxovichkoF Astana
Инструктаж для водителей Казахстана. Служба такси TaxovichkoF Astana День открытых дверей в ПОиАИС. Факультет прикладной математики, информатики и механики
День открытых дверей в ПОиАИС. Факультет прикладной математики, информатики и механики Презентация проекта Лето в рамке на стене
Презентация проекта Лето в рамке на стене До свидания, детский сад. Выпускной
До свидания, детский сад. Выпускной Презентация Животный мир лесной зоны
Презентация Животный мир лесной зоны Технологическая гигиена производства
Технологическая гигиена производства Обобщающий урок по странам Европы Оценочный лист
Обобщающий урок по странам Европы Оценочный лист Педагогический опыт Использование метода проектов
Педагогический опыт Использование метода проектов Презентация Новогодние поделки
Презентация Новогодние поделки Ісіктер туралы жалпы ілім. Органоспецификалық емес эпителиальды ісіктер
Ісіктер туралы жалпы ілім. Органоспецификалық емес эпителиальды ісіктер Анализ ассортимента и потребительских свойств макаронных изделий быстрого приготовления
Анализ ассортимента и потребительских свойств макаронных изделий быстрого приготовления Электрические цепи постоянного тока
Электрические цепи постоянного тока Информационный центр ОАО Машиностроительный завод
Информационный центр ОАО Машиностроительный завод Предложения по установке системы видеонаблюдения в мкр. Кузнецовский затон с функцией опознавания и фиксации лиц
Предложения по установке системы видеонаблюдения в мкр. Кузнецовский затон с функцией опознавания и фиксации лиц Реконструкция и трансляция в социум хореографическим коллективом Отрада танцевального искусства Грайворонского г.о
Реконструкция и трансляция в социум хореографическим коллективом Отрада танцевального искусства Грайворонского г.о Презентация Мой край родной (региональный компонент)
Презентация Мой край родной (региональный компонент) Азықтық әсерлі қосындылар
Азықтық әсерлі қосындылар Системы счисления
Системы счисления