- Продукция прокатного производства

Содержание
- 2. 18 February 2019 Особенностью прокатного производства является то, что для выпуска каждого вида проката используется своя
- 3. 18 February 2019 ПРОДУКЦИЯ ПРОКАТНОГО ПРОИЗВОДСТВА ДЕЛИТСЯ НА 5 КЛАССОВ: Заготовки – для последующего переката в
- 4. 18 February 2019 Блюмы – заготовки для производства сортового проката. Блюмы имеют поперечное сечение, близкое к
- 5. 18 February 2019 Слябы – заготовки для производства листового проката. Имеют поперечное сечение, близкое к прямоугольному
- 6. 18 February 2019 Собственно заготовки – прокат квадратного поперечного сечения для производства среднего, мелкого сорта и
- 7. 18 February 2019 Трубные заготовки – для производства бесшовных труб на трубопрокатных агрегатах. Имеют круглое поперечное
- 8. 18 February 2019 в свою очередь горячекатаный листовой прокат делится на: толстые листы – толщиной от
- 9. 18 February 2019 По первому признаку различают: простые профили общего назначения – круг, квадрат, шестигранник, полоса
- 10. 18 February 2019 Бесшовные трубы диаметром 30÷665 мм изготавливаются на специальных трубопрокатных агрегатах. Сварные трубы бывают
- 11. 18 February 2019 5. специальный прокат– заготовки для машиностроения («детали»), шары, гнутые профили, сверла, ребристые трубы,
- 12. 18 February 2019 Фильм
- 13. 18 February 2019 Когда слитки поступают на обжимной станок из сталеплавильного цеха (а именно из его
- 14. 18 February 2019 После колодцев слитки по челночному пути на железнодорожном слитковозе доставляют к приемному рольгангу.
- 15. 18 February 2019 Затем сталь проходит выборочную либо сплошную зачистку со скоростью от 0,3 до 0,6
- 16. 18 February 2019 Американец Холлей в начале 1870-х годов впервые использовал станы с тремя валками для
- 17. 18 February 2019
- 19. Скачать презентацию
18 February 2019
Особенностью прокатного производства является то, что для выпуска каждого
18 February 2019
Особенностью прокатного производства является то, что для выпуска каждого
18 February 2019
ПРОДУКЦИЯ ПРОКАТНОГО ПРОИЗВОДСТВА ДЕЛИТСЯ НА 5 КЛАССОВ:
Заготовки – для
18 February 2019
ПРОДУКЦИЯ ПРОКАТНОГО ПРОИЗВОДСТВА ДЕЛИТСЯ НА 5 КЛАССОВ:
Заготовки – для
18 February 2019
Блюмы – заготовки для производства сортового проката. Блюмы имеют
18 February 2019
Блюмы – заготовки для производства сортового проката. Блюмы имеют
18 February 2019
Слябы – заготовки для производства листового проката. Имеют поперечное
18 February 2019
Слябы – заготовки для производства листового проката. Имеют поперечное
18 February 2019
Собственно заготовки – прокат квадратного поперечного сечения для производства
18 February 2019
Собственно заготовки – прокат квадратного поперечного сечения для производства
18 February 2019
Трубные заготовки – для производства бесшовных труб на трубопрокатных
18 February 2019
Трубные заготовки – для производства бесшовных труб на трубопрокатных
18 February 2019
в свою очередь горячекатаный листовой прокат делится на:
толстые листы
18 February 2019
в свою очередь горячекатаный листовой прокат делится на:
толстые листы
18 February 2019
По первому признаку различают:
простые профили общего назначения – круг,
18 February 2019
По первому признаку различают:
простые профили общего назначения – круг,
18 February 2019
Бесшовные трубы диаметром 30÷665 мм изготавливаются на специальных трубопрокатных
18 February 2019
Бесшовные трубы диаметром 30÷665 мм изготавливаются на специальных трубопрокатных
18 February 2019
5. специальный прокат– заготовки для машиностроения («детали»), шары, гнутые
18 February 2019
5. специальный прокат– заготовки для машиностроения («детали»), шары, гнутые
18 February 2019
Фильм
18 February 2019
Фильм
18 February 2019
Когда слитки поступают на обжимной станок из сталеплавильного цеха
18 February 2019
Когда слитки поступают на обжимной станок из сталеплавильного цеха
18 February 2019
После колодцев слитки по челночному пути на железнодорожном слитковозе
18 February 2019
После колодцев слитки по челночному пути на железнодорожном слитковозе
18 February 2019
Затем сталь проходит выборочную либо сплошную зачистку со скоростью
18 February 2019
Затем сталь проходит выборочную либо сплошную зачистку со скоростью
18 February 2019
Американец Холлей в начале 1870-х годов впервые использовал станы
18 February 2019
Американец Холлей в начале 1870-х годов впервые использовал станы

18 February 2019
18 February 2019
 Военно-мостовая подготовка. Итоговый тест
Военно-мостовая подготовка. Итоговый тест Модернизация автоматизированной системы управления паровым котлом ДЕ – 25/14 ГМ в котельном цехе
Модернизация автоматизированной системы управления паровым котлом ДЕ – 25/14 ГМ в котельном цехе Добрые дела – это не скучно
Добрые дела – это не скучно Представления. Проектирование и разработка веб-сервисов
Представления. Проектирование и разработка веб-сервисов Ретинол
Ретинол Все вместе сейчас - новый телевизионный музыкальный формат
Все вместе сейчас - новый телевизионный музыкальный формат Measuring instruments
Measuring instruments Этапы развития менеджмента в туризме
Этапы развития менеджмента в туризме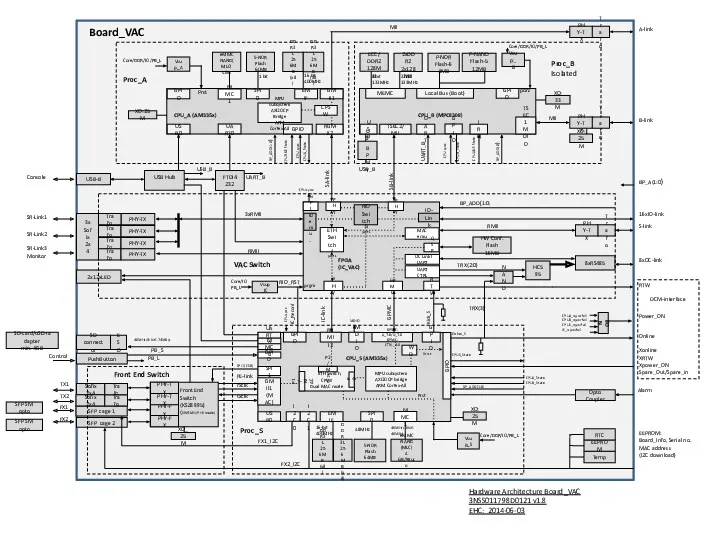 Схема opto coupler alarm
Схема opto coupler alarm Антарктида. Географическое положение и история исследования
Антарктида. Географическое положение и история исследования Let's get a Pet
Let's get a Pet Раскол в русской православной церкви во второй половине XVII века
Раскол в русской православной церкви во второй половине XVII века Корпоративные ценные бумаги: Акции
Корпоративные ценные бумаги: Акции Модульные системы индустриального остекления CARBOGLASS PRO
Модульные системы индустриального остекления CARBOGLASS PRO Игорь Васильев. Первые 50 лет
Игорь Васильев. Первые 50 лет Использование ЦОР и ЭОР в работе учителя начальных классов
Использование ЦОР и ЭОР в работе учителя начальных классов Вusiness for 50 thousand dollars
Вusiness for 50 thousand dollars Badges. Stationery boxes
Badges. Stationery boxes Опорный конспект Коррозия металлов
Опорный конспект Коррозия металлов Депофорез гидроокиси меди-кальция. Эффективность применения при лечении осложненного кариеса
Депофорез гидроокиси меди-кальция. Эффективность применения при лечении осложненного кариеса : Олимпиада 2014.
: Олимпиада 2014. Изучение электродвигателя. Занятие 3
Изучение электродвигателя. Занятие 3 Создание условий для развития инициативы и творческих способностей детей старшего дошкольного возраста в центре нравственно-патриотического воспитания.
Создание условий для развития инициативы и творческих способностей детей старшего дошкольного возраста в центре нравственно-патриотического воспитания. Интерьер жилого дома (ИЗО)
Интерьер жилого дома (ИЗО) Богоматерь Владимирская. Первая треть XII в
Богоматерь Владимирская. Первая треть XII в Магнитные наночастицы. Применение в биомедицине
Магнитные наночастицы. Применение в биомедицине Соматические заболевания
Соматические заболевания Ландшафтоведение. Типы морфолитогенеза (часть 2)
Ландшафтоведение. Типы морфолитогенеза (часть 2)