- Производство деталей строительных конструкций

Содержание
- 2. Строительные конструкции делятся на несущие и ограждающие . Использование древесины в несущих конструкциях дает наибольший эффект,
- 3. Клееные деревянные конструкции позволяют получать легкие безопорные сооружения большого пролета (до 100 м).
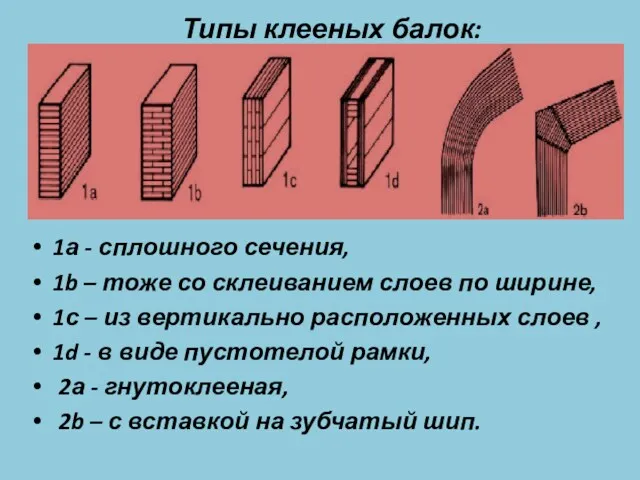
- 4. Типы клееных балок: 1а - сплошного сечения, 1b – тоже со склеиванием слоев по ширине, 1с
- 5. При проектировании криволинейных балок нужно иметь в виду, что минимальный радиус изгиба составляет 6 м. Для
- 6. В качестве связующего применяют карбамидные клеи для балок, эксплуатируемых в защищенных условиях, резорциновый клей – для
- 7. Различают три типа клееных деревянных балок – многослойные, двухслойные и трехслойные . Многослойные формируются из нескольких
- 8. Двухслойные и трехслойные клееные балки склеиваются из слоев таким образом, чтобы в сооружении клеевой шов располагался
- 9. Двухслойные и трехслойные балки применяют в рамных конструкциях, решетчатых сооружениях, стропилах, опорах. Нашло применение армирование клееных
- 10. Нормы проектирования деревянных конструкций изложены в СНиП II-25-80. По условиям эксплуатации различают категории конструкций: А -
- 11. Несмотря на обилие строительных материалов, большинство из которых значительно прочнее и долговечнее древесины, клееные деревянные конструкции
- 12. Этому способствуют следующие преимущества КДК перед другими конструкциями (в том числе металлическими и железобетонными): высокая прочность
- 13. В зависимости от назначения различают три класса продукции: 1. Элементы, для которых главными являются архитектурные качества.
- 14. По температурно-влажностным условиям различают 3 группы элементов: С - эксплуатируемые внутри отапливаемых помещений (влажность воздуха не
- 15. Для изготовления элементов КДК допускаются пиломатериалы только хвойных пород (сосна, ель, пихта) с прочностью чистой древесины
- 16. В связи с опасностью больших внутренних напряжений при склеивании толстых досок принято ограничение по этому параметру
- 17. По качеству пиломатериалы для строительных конструкций разделяются на три категории, из которых первая предназначена для растянутой
- 18. 1. Подготовка пиломатериалов Механическая обработка начинается с предварительной строжки досок (вскрытие пороков). Строжка слоев облегчает последующий
- 19. Сортировка досок должна проводится по прочности досок. Сортировка по несущей способности позволяет существенно улучшить использование пиломатериалов,
- 20. Затем доски поступают на торцовочные станки или на линию с автоматической торцовкой для вырезки дефектов, отмеченных
- 21. 2. Сращивание пиломатериалов Доски различной длины далее сращиваются на зубчатый шип в непрерывную ленту, которая раскраивается
- 22. Снижение прочности зависит от степени ослабления поперечного сечения в местах кончиков шипов. Степень ослабления равна отношению
- 23. Этой величине соответствует снижение прочности и модуля упругости при изгибе примерно на 20 - 25% от
- 24. Зарезку вертикальных шипов и склеивание следует выполнять в течение одного дня с тем, чтобы изменения влажности
- 25. Сращивание осуществляется при продольном давлении, но в некоторых случаях требуется и поперечное давление для предотвращения отгибания
- 26. Давление должно составлять для хвойной древесины при длине шипов до 10 мм не менее 12 МПа
- 27. Для полного отверждения клея слои должны выдерживаться не менее 24 часов при температуре помещения не ниже
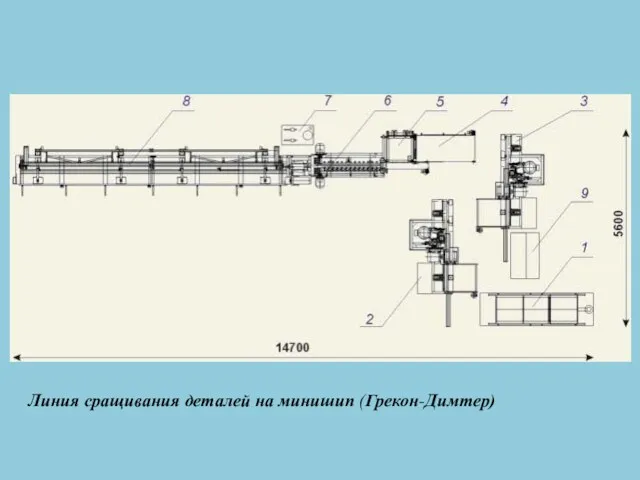
- 28. Линия сращивания деталей на минишип (Грекон-Димтер)
- 29. Линия сращивания деталей на минишип (Грекон-Димтер)
- 30. Фильмы: https://youtu.be/BGIMDHme3m8 https://youtu.be/UyJ2xMOXH2Q
- 31. Следующей операцией технологического процесса является строгание двух пластей сращенных слоев (ламелей). Соответствующий станок может располагаться непосредственно
- 32. Строжка непосредственно перед нанесением клея дает наиболее ровные и чистые поверхности. В строгальном станке главное внимание
- 33. 3. Нанесение клея на пласти Нанесение клея чаще всего производится методом налива и клеенаноситель находится сразу
- 34. Клеенаносящее устройство готовит клей смешиванием двух компонентов, после чего он подается в трубу с отверстиями. Клей
- 35. Нанесение клея методом налива
- 36. 4. Прессы для получения крупногабаритных деталей В зависимости от конструкции различают следующие прессы для склеивания крупногабаритных
- 37. Требуемое давление составляет 0,6 – 1,2 МПа, расстояние между зажимными элементами для прямых балок должно быть
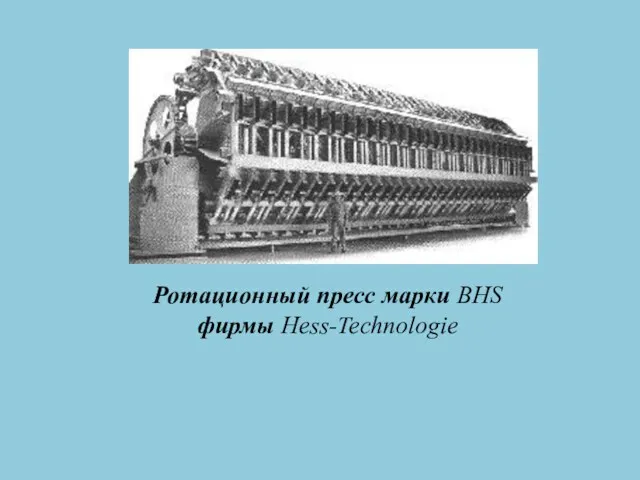
- 38. Клеильная установка образует три участка - ротационный пресс, накопитель для непрерывного приёма ламелей и отводящий транспортер.
- 39. Опорные цулаги при разгрузке действуют как выталкиватели. Они могут занимать три положения. Их можно опустить на
- 40. Ротационный пресс марки BHS фирмы Hess-Technologie
- 41. Гидравлический вертикальный пресс ф. Minda Industrieanlage в стандартном исполнении состоит из двух прессующих камер , которые
- 42. Схема пресса Минда
- 43. При одинарном прессовании могут быть склеены пакеты шириной 160-320 мм, при двойном прессовании ширина пакетов составляет
- 44. Время закрытия пресса при полной загрузке и при давлении в гидросистеме 50 бар составляет 50 с,
- 45. Размеры и производительность пресса зависят от размеров продукции и про-изводственной программы предприятия. Поэтому прессы делаются модульной
- 46. Проходные прессы Проходные прессы служат главным образом для производства продукции стандартных размеров. Для ускорения отверждения во
- 47. Необходимое давление создается двумя синхронно работающими цилиндрами. Слои выравниваются вертикальными подающими роликами. Размеры продукции составляют по
- 48. При скорости подачи 0,5 – 4,5 м/мин и мощности генератора 65 – 120 кВт (удельная мощность
- 49. Для окончательного отверждения клеевых швов требуется 48 – 72 часа в условиях контролируемого климата
- 50. Послепрессовая обработка деталей После распрессовки и выдержки (48 – 72 часа ) для полного отверждения клея
- 51. Для этой цели созданы специальные рейсмусовые станки с шириной строгания от 400 до 2600 мм. Особенно
- 52. Каждый вал имеет свой привод, поэтому при строгании узких балок можно включать только половину привода резания.
- 53. Для строгания криволинейных балок рейсмусовый станок устанавливают на поворотный круга, загрузку выполняют с помощью специальной тележки.
- 54. Рейсмусовый станок
- 55. Послепрессовая обработка не сводится только к строганию балок. Нужно опилить торцы балок с помощью торцовочного станка
- 56. Для этих целей имеется много специальных приспособлений для выполнения пропилов, запилов, сверлений и т.п. Иногда возникает
- 57. Для этого также существуют большие торцовочные станки. При больших размерах продукции целесообразно использовать ручные пилы, дрели
- 58. Заключительной операцией является упаковка продукции для защиты от вы-сокой влаги воздуха и атмосферных осадков . Операция
- 59. Машина для упаковки деталей
- 60. Это особенно касается балок стандартных размеров от 60 х 120 до 160 х 360 мм и
- 61. Контроль качества в производстве КДК Детали строительных конструкций являются наиболее ответственными, так как их дефекты могут
- 62. Поэтому контроль качества здесь регламентирован очень строго и осуществляется на всех трех стадиях - входной контроль
- 63. Контроль качества древесины касается определения ее влажности и напряжений в пиломатериалах после сушки, а также оценки
- 64. Для определения равномерности сушки в разные места по вертикали и горизонтали штабеля укладывают контрольные доски, вырезают
- 65. По изменению их влажности определяют равномерность сушки досок по объёму штабеля. Для определения перепада влажности по
- 66. Концы образца отпиливают, а среднюю часть раскалывают продольно на три равные полоски, влажность которых определяют весовым
- 67. Для определения остаточных напряжений в высушенном материале рядом с секцией послойной влажности выпиливают два торцевых среза
- 68. Если в процессе выпиловки форма секции не изменяется, значит, влажность распределена равномерно. В противном случае зубцы
- 69. Относительное отклонение зубцов секций в вершине от нормального положения не должно превышать 2% длины зубцов. При
- 70. При контроле технологических свойств клея определяют условную вязкость клеев по ВЗ-4 (ГОСТ 9070 - 75) в
- 71. Жизнеспособность, то есть время сохранения рабочей вязкости клея, определяют при температуре 200С для 200 г свежеприготовленного
- 72. Известен также способ определения времени холодного отверждения, при котором 10 - 20 г клея распределяют рав-номерно
- 73. Временем отверждения считают время выдержки, после которого изгиб пленки на 900 приводит к хрупкому разрушению отливки.
- 74. В ходе выходного контроля выполняют контроль качества клеевых соединений и всей клееной детали. Прочность склеивания на
- 75. В процессе изготовления рекомендуется испытывать крупные образцы, вырезанные из сращенных на зубчатый шип заготовок. Контрольные образцы
- 77. Водостойкость соединений определяют по ГОСТ 17005-82. Метод основан на оценке относительной прочности клеевых соединений при скалывании
- 78. Испытывают образцы пяти видов: контрольные, мокрые и высушенные после вымачивания, а также мокрые и высушенные после
- 79. Образцы помещают в сосуд с водо-проводной водой и погружают таким образом, чтобы они были покрыты водой
- 80. Затем образцы протирают фильтровальной бумагой и испытывают на скалывание. Если средняя прочность клеевых соединений образцов окажется
- 81. Если больше 3,2 Мпа, то проводят кипячение образцов в течение 3 часов, их охлаждение в течение
- 82. Группы водостойкости клеевых соединений древесины
- 83. Помимо этих испытаний, при разработке новых клеев и в ряде других случаев может возникнуть необходимость проверить
- 84. Согласно ГОСТ 17580-82 образцы выпиливают из элементов конструкций или изготавливают специально в зависимости от цели испытания.
- 85. Один цикл включает в себя вымачивание образцов в воде с температурой +20 0С в течение 20
- 86. Испытания проводят на скалывание вдоль волокон с определением относительной прочности испытанных образцов . Различают три группы
- 87. При оценке результатов обращают внимание на характер разрушения клеевых соединений. При скалывании по древесине и низкой
- 88. Теплостойкость и морозостойкость Теплостойкость и морозостойкость клеевых соединений определяют по ГОСТ 18446-73. Общее количество испытываемых образцов
- 89. Первая серия состоит из контрольных образцов (влажность 8-12 %), подлежащих испытанию на скалывание по истечении трех
- 90. Образцы одной из них испытывают на скалывание при заданной температуре, а другой - после выдерживания их
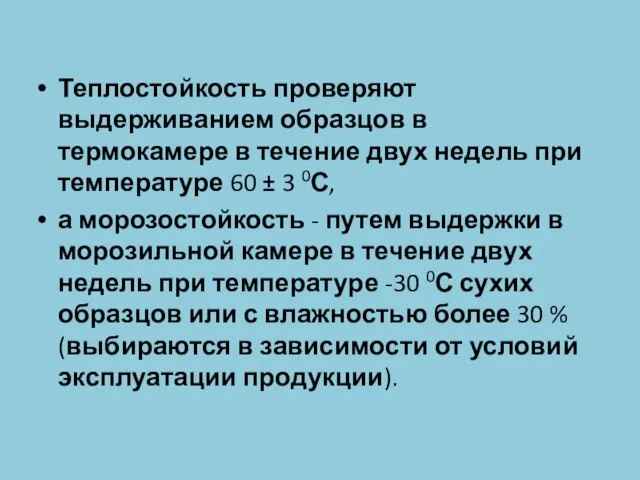
- 91. Теплостойкость проверяют выдерживанием образцов в термокамере в течение двух недель при температуре 60 ± 3 0С,
- 92. После температурного воздействия половину образцов испытывают при температуре испытания, а половину - после двухнедельной выдержки в
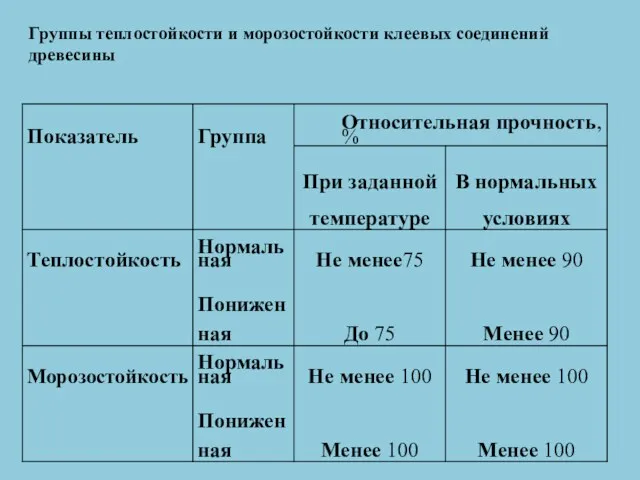
- 93. Группы теплостойкости и морозостойкости клеевых соединений древесины
- 94. ГОСТ 19100-73 регламентирует испытания клеевых соединений на атмосфе-ростойкость. Образцы склеивают специально в количестве не менее 8
- 95. Испытания проводят в различных климатических зонах - сухой, нормальной и влажной. В журнале испытаний ежемесячно отмечают
- 96. Образцы помещают на испытательных площадках лицевой стороной на юг с углом наклона к горизонту равным географической
- 97. Образцы снимают для испытаний после каждого времени года при экспозиции образцов на срок до 3 лет,
- 98. В течение первого года экспозиции съём образцов должен производиться через 1, 3, 6, 9 и 12
- 99. Образцы со стенда испытывают после их кондиционирования в лабораторных условиях в течение не менее двух недель
- 100. Наряду с испытаниями клеевых соединений имеется необходимость испытания клееных конструкций или их элементов с тем, чтобы
- 101. В каждом конкретном случае выбирают такую схему, которая позволяет приблизиться к напряженно - деформированному состоянию в
- 102. В соответствии с ГОСТ 20850-84 нагрузку прикладывают ступенями по 10% контрольной нагрузки с длительностью нагружения 1
- 103. ЦНИИМОДом разработан также метод испытания клеевых соединений на расслаивание (ГОСТ 27812 - 88). Метод основан на
- 104. Образец выпиливают в виде прямоугольной пластины длиной вдоль волокон 75 ± 3 мм на расстоянии не
- 105. При отработке технологии или проверке новых клеев применяют специальное склеивание заготовки из 4 слоев, которую затем
- 106. Образцы помещают в автоклав с водой температурой 10 - 25 0С , где выдерживают в течение
- 107. Образцы высушивают при температуре 60 ± 5 0С и скорости движения воздуха 2,5 ± 0,5 м/с
- 108. Не учитывают расслоения длиной менее 2,5 мм и участки в зоне сучков, а также разрушения по
- 109. Показатель общего расслоения определяют по формуле Po =(2lo/Bn) 100 , где lo - суммарная длина расслоившихся
- 110. Показатель максимального расслоения отдельного клеевого шва Р определяют по формуле P = ( l/2B) 100, где
- 112. Скачать презентацию
Строительные конструкции делятся на несущие и ограждающие .
Использование древесины
Использование древесины
Клееные деревянные конструкции позволяют получать легкие безопорные сооружения большого пролета (до
Клееные деревянные конструкции позволяют получать легкие безопорные сооружения большого пролета (до
Типы клееных балок:
1а - сплошного сечения,
1b – тоже со
Типы клееных балок:
1а - сплошного сечения,
1b – тоже со
При проектировании криволинейных балок нужно иметь в виду, что минимальный радиус
При проектировании криволинейных балок нужно иметь в виду, что минимальный радиус
В качестве связующего применяют карбамидные клеи для балок, эксплуатируемых в
В качестве связующего применяют карбамидные клеи для балок, эксплуатируемых в
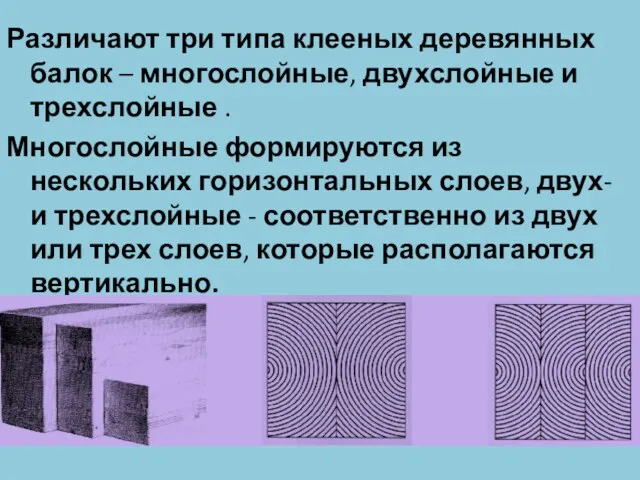
Различают три типа клееных деревянных балок – многослойные, двухслойные и трехслойные
Различают три типа клееных деревянных балок – многослойные, двухслойные и трехслойные
Двухслойные и трехслойные клееные балки склеиваются из слоев таким образом, чтобы
Двухслойные и трехслойные клееные балки склеиваются из слоев таким образом, чтобы
Двухслойные и трехслойные балки применяют в рамных конструкциях, решетчатых сооружениях, стропилах,
Двухслойные и трехслойные балки применяют в рамных конструкциях, решетчатых сооружениях, стропилах,
Нормы проектирования деревянных конструкций изложены в СНиП II-25-80.
По условиям эксплуатации
Нормы проектирования деревянных конструкций изложены в СНиП II-25-80.
По условиям эксплуатации
Несмотря на обилие строительных материалов, большинство из которых значительно прочнее и
Несмотря на обилие строительных материалов, большинство из которых значительно прочнее и
Этому способствуют следующие преимущества КДК перед другими конструкциями (в том числе
Этому способствуют следующие преимущества КДК перед другими конструкциями (в том числе
В зависимости от назначения различают три класса продукции:
1. Элементы, для
В зависимости от назначения различают три класса продукции:
1. Элементы, для
По температурно-влажностным условиям различают 3 группы элементов:
С - эксплуатируемые внутри
По температурно-влажностным условиям различают 3 группы элементов:
С - эксплуатируемые внутри
Для изготовления элементов КДК допускаются пиломатериалы только хвойных пород (сосна,
Для изготовления элементов КДК допускаются пиломатериалы только хвойных пород (сосна,
В связи с опасностью больших внутренних напряжений при склеивании толстых досок
В связи с опасностью больших внутренних напряжений при склеивании толстых досок
По качеству пиломатериалы для строительных конструкций разделяются на три категории, из
По качеству пиломатериалы для строительных конструкций разделяются на три категории, из
1. Подготовка пиломатериалов
Механическая обработка начинается с предварительной строжки досок
1. Подготовка пиломатериалов
Механическая обработка начинается с предварительной строжки досок
Сортировка досок должна проводится по прочности досок.
Сортировка по несущей способности
Сортировка досок должна проводится по прочности досок.
Сортировка по несущей способности
Затем доски поступают на торцовочные станки или на линию с автоматической
Затем доски поступают на торцовочные станки или на линию с автоматической
2. Сращивание пиломатериалов
Доски различной длины далее сращиваются на зубчатый шип
2. Сращивание пиломатериалов
Доски различной длины далее сращиваются на зубчатый шип
Снижение прочности зависит от степени ослабления поперечного сечения в местах кончиков
Снижение прочности зависит от степени ослабления поперечного сечения в местах кончиков
Этой величине соответствует снижение прочности и модуля упругости при изгибе примерно
Этой величине соответствует снижение прочности и модуля упругости при изгибе примерно
Зарезку вертикальных шипов и склеивание следует выполнять в течение одного дня
Зарезку вертикальных шипов и склеивание следует выполнять в течение одного дня
Сращивание осуществляется при продольном давлении, но в некоторых случаях требуется и
Сращивание осуществляется при продольном давлении, но в некоторых случаях требуется и
Давление должно составлять для хвойной древесины при длине шипов до 10
Давление должно составлять для хвойной древесины при длине шипов до 10
Для полного отверждения клея слои должны выдерживаться не менее 24 часов
Для полного отверждения клея слои должны выдерживаться не менее 24 часов

Линия сращивания деталей на минишип (Грекон-Димтер)
Линия сращивания деталей на минишип (Грекон-Димтер)
Линия сращивания деталей на минишип (Грекон-Димтер)
Линия сращивания деталей на минишип (Грекон-Димтер)
Фильмы:
https://youtu.be/BGIMDHme3m8
https://youtu.be/UyJ2xMOXH2Q
Фильмы:
https://youtu.be/BGIMDHme3m8
https://youtu.be/UyJ2xMOXH2Q
Следующей операцией технологического процесса является строгание двух пластей сращенных слоев (ламелей).
Следующей операцией технологического процесса является строгание двух пластей сращенных слоев (ламелей).
Строжка непосредственно перед нанесением клея дает наиболее ровные и чистые поверхности.
Строжка непосредственно перед нанесением клея дает наиболее ровные и чистые поверхности.
3. Нанесение клея на пласти
Нанесение клея чаще всего производится методом налива
3. Нанесение клея на пласти
Нанесение клея чаще всего производится методом налива
Клеенаносящее устройство готовит клей смешиванием двух компонентов, после чего он подается
Клеенаносящее устройство готовит клей смешиванием двух компонентов, после чего он подается

Нанесение клея методом налива
Нанесение клея методом налива
4. Прессы для получения крупногабаритных деталей
В зависимости от конструкции различают
4. Прессы для получения крупногабаритных деталей
В зависимости от конструкции различают
Требуемое давление составляет 0,6 – 1,2 МПа, расстояние между зажимными
Требуемое давление составляет 0,6 – 1,2 МПа, расстояние между зажимными
Клеильная установка образует три участка - ротационный пресс, накопитель для непрерывного
Клеильная установка образует три участка - ротационный пресс, накопитель для непрерывного
Опорные цулаги при разгрузке действуют как выталкиватели. Они могут занимать три
Опорные цулаги при разгрузке действуют как выталкиватели. Они могут занимать три
Ротационный пресс марки BHS
фирмы Hess-Technologie
Ротационный пресс марки BHS
фирмы Hess-Technologie
Гидравлический вертикальный пресс ф. Minda Industrieanlage в стандартном исполнении состоит из
Гидравлический вертикальный пресс ф. Minda Industrieanlage в стандартном исполнении состоит из
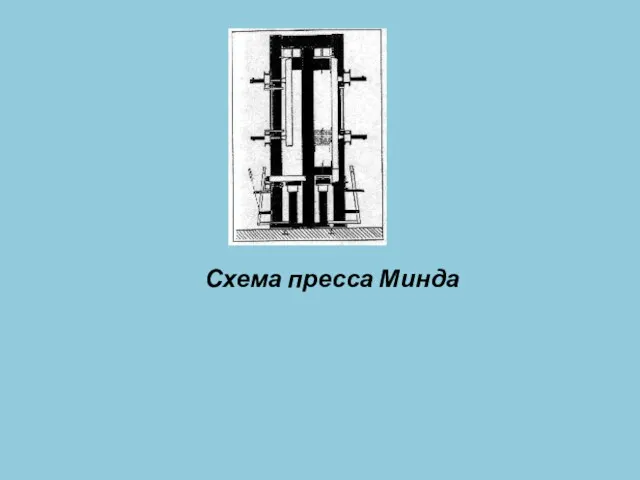
Схема пресса Минда
Схема пресса Минда
При одинарном прессовании могут быть склеены пакеты шириной 160-320 мм, при
При одинарном прессовании могут быть склеены пакеты шириной 160-320 мм, при
Время закрытия пресса при полной загрузке и при давлении в гидросистеме
Время закрытия пресса при полной загрузке и при давлении в гидросистеме
Размеры и производительность пресса зависят от размеров продукции и про-изводственной программы
Размеры и производительность пресса зависят от размеров продукции и про-изводственной программы
Проходные прессы
Проходные прессы служат главным образом для производства продукции стандартных
Проходные прессы
Проходные прессы служат главным образом для производства продукции стандартных
Необходимое давление создается двумя синхронно работающими цилиндрами. Слои выравниваются вертикальными подающими
Необходимое давление создается двумя синхронно работающими цилиндрами. Слои выравниваются вертикальными подающими
При скорости подачи 0,5 – 4,5 м/мин и мощности генератора 65
При скорости подачи 0,5 – 4,5 м/мин и мощности генератора 65
Для окончательного отверждения клеевых швов требуется 48 – 72 часа в
Для окончательного отверждения клеевых швов требуется 48 – 72 часа в
Послепрессовая обработка деталей
После распрессовки и выдержки (48 – 72 часа )
Послепрессовая обработка деталей
После распрессовки и выдержки (48 – 72 часа )
Для этой цели созданы специальные рейсмусовые станки с шириной строгания от
Для этой цели созданы специальные рейсмусовые станки с шириной строгания от
Каждый вал имеет свой привод, поэтому при строгании узких балок можно
Каждый вал имеет свой привод, поэтому при строгании узких балок можно
Для строгания криволинейных балок рейсмусовый станок устанавливают на поворотный круга, загрузку
Для строгания криволинейных балок рейсмусовый станок устанавливают на поворотный круга, загрузку
Рейсмусовый станок
Рейсмусовый станок
Послепрессовая обработка не сводится только к строганию балок.
Нужно опилить торцы
Послепрессовая обработка не сводится только к строганию балок.
Нужно опилить торцы
Для этих целей имеется много специальных приспособлений для выполнения пропилов, запилов,
Для этих целей имеется много специальных приспособлений для выполнения пропилов, запилов,
Для этого также существуют большие торцовочные станки.
При больших размерах продукции
Для этого также существуют большие торцовочные станки.
При больших размерах продукции
Заключительной операцией является упаковка продукции для защиты от вы-сокой влаги воздуха
Заключительной операцией является упаковка продукции для защиты от вы-сокой влаги воздуха

Машина для упаковки деталей
Машина для упаковки деталей
Это особенно касается балок стандартных размеров от 60 х 120 до
Это особенно касается балок стандартных размеров от 60 х 120 до
Контроль качества в производстве КДК
Детали строительных конструкций являются наиболее ответственными, так
Контроль качества в производстве КДК
Детали строительных конструкций являются наиболее ответственными, так
Поэтому контроль качества здесь регламентирован очень строго и осуществляется на всех
Поэтому контроль качества здесь регламентирован очень строго и осуществляется на всех
Контроль качества древесины касается определения ее влажности и напряжений в пиломатериалах
Контроль качества древесины касается определения ее влажности и напряжений в пиломатериалах
Для определения равномерности сушки в разные места по вертикали и горизонтали
Для определения равномерности сушки в разные места по вертикали и горизонтали
По изменению их влажности определяют равномерность сушки досок по объёму штабеля.
По изменению их влажности определяют равномерность сушки досок по объёму штабеля.
Концы образца отпиливают, а среднюю часть раскалывают продольно на три равные
Концы образца отпиливают, а среднюю часть раскалывают продольно на три равные
Для определения остаточных напряжений в высушенном материале рядом с секцией послойной
Для определения остаточных напряжений в высушенном материале рядом с секцией послойной
Если в процессе выпиловки форма секции не изменяется, значит, влажность распределена
Если в процессе выпиловки форма секции не изменяется, значит, влажность распределена
Относительное отклонение зубцов секций в вершине от нормального положения не должно
Относительное отклонение зубцов секций в вершине от нормального положения не должно
При контроле технологических свойств клея определяют условную вязкость клеев по ВЗ-4
При контроле технологических свойств клея определяют условную вязкость клеев по ВЗ-4
Жизнеспособность, то есть время сохранения рабочей вязкости клея, определяют при температуре
Жизнеспособность, то есть время сохранения рабочей вязкости клея, определяют при температуре
Известен также способ определения времени холодного отверждения, при котором 10 -
Известен также способ определения времени холодного отверждения, при котором 10 -
Временем отверждения считают время выдержки, после которого изгиб пленки на 900
Временем отверждения считают время выдержки, после которого изгиб пленки на 900
В ходе выходного контроля выполняют контроль качества клеевых соединений и всей
В ходе выходного контроля выполняют контроль качества клеевых соединений и всей
В процессе изготовления рекомендуется испытывать крупные образцы, вырезанные из сращенных на
В процессе изготовления рекомендуется испытывать крупные образцы, вырезанные из сращенных на

Водостойкость соединений определяют по ГОСТ 17005-82.
Метод основан на оценке относительной прочности
Водостойкость соединений определяют по ГОСТ 17005-82.
Метод основан на оценке относительной прочности
Испытывают образцы пяти видов: контрольные, мокрые и высушенные после вымачивания, а
Испытывают образцы пяти видов: контрольные, мокрые и высушенные после вымачивания, а
Образцы помещают в сосуд с водо-проводной водой и погружают таким образом,
Образцы помещают в сосуд с водо-проводной водой и погружают таким образом,
Затем образцы протирают фильтровальной бумагой и испытывают на скалывание.
Если средняя
Затем образцы протирают фильтровальной бумагой и испытывают на скалывание.
Если средняя
Если больше 3,2 Мпа, то проводят кипячение образцов в течение 3
Если больше 3,2 Мпа, то проводят кипячение образцов в течение 3
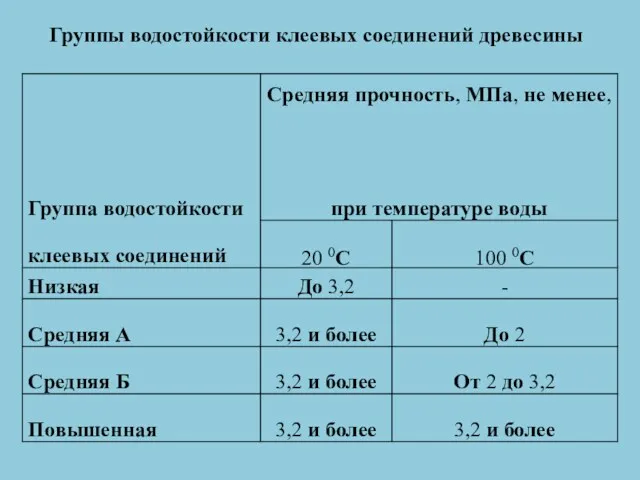
Группы водостойкости клеевых соединений древесины
Группы водостойкости клеевых соединений древесины
Помимо этих испытаний, при разработке новых клеев и в ряде других
Помимо этих испытаний, при разработке новых клеев и в ряде других
Согласно ГОСТ 17580-82 образцы выпиливают из элементов конструкций или изготавливают
Согласно ГОСТ 17580-82 образцы выпиливают из элементов конструкций или изготавливают
Один цикл включает в себя вымачивание образцов в воде с температурой
Один цикл включает в себя вымачивание образцов в воде с температурой
Испытания проводят на скалывание вдоль волокон с определением относительной прочности испытанных
Испытания проводят на скалывание вдоль волокон с определением относительной прочности испытанных
При оценке результатов обращают внимание на характер разрушения клеевых соединений.
При
При оценке результатов обращают внимание на характер разрушения клеевых соединений.
При
Теплостойкость и морозостойкость
Теплостойкость и морозостойкость клеевых соединений определяют по ГОСТ
Теплостойкость и морозостойкость
Теплостойкость и морозостойкость клеевых соединений определяют по ГОСТ
Первая серия состоит из контрольных образцов (влажность 8-12 %), подлежащих испытанию
Первая серия состоит из контрольных образцов (влажность 8-12 %), подлежащих испытанию
Образцы одной из них испытывают на скалывание при заданной температуре, а
Образцы одной из них испытывают на скалывание при заданной температуре, а
Теплостойкость проверяют выдерживанием образцов в термокамере в течение двух недель при
Теплостойкость проверяют выдерживанием образцов в термокамере в течение двух недель при
После температурного воздействия половину образцов испытывают при температуре испытания, а половину
После температурного воздействия половину образцов испытывают при температуре испытания, а половину
Группы теплостойкости и морозостойкости клеевых соединений древесины
Группы теплостойкости и морозостойкости клеевых соединений древесины
ГОСТ 19100-73 регламентирует испытания клеевых соединений на атмосфе-ростойкость.
Образцы склеивают специально
ГОСТ 19100-73 регламентирует испытания клеевых соединений на атмосфе-ростойкость.
Образцы склеивают специально
Испытания проводят в различных климатических зонах - сухой, нормальной и влажной.
Испытания проводят в различных климатических зонах - сухой, нормальной и влажной.
Образцы помещают на испытательных площадках лицевой стороной на юг с углом
Образцы помещают на испытательных площадках лицевой стороной на юг с углом
Образцы снимают для испытаний после каждого времени года при экспозиции образцов
Образцы снимают для испытаний после каждого времени года при экспозиции образцов
В течение первого года экспозиции съём образцов должен производиться через 1,
В течение первого года экспозиции съём образцов должен производиться через 1,
Образцы со стенда испытывают после их кондиционирования в лабораторных условиях в
Образцы со стенда испытывают после их кондиционирования в лабораторных условиях в
Наряду с испытаниями клеевых соединений имеется необходимость испытания клееных конструкций или
Наряду с испытаниями клеевых соединений имеется необходимость испытания клееных конструкций или
В каждом конкретном случае выбирают такую схему, которая позволяет приблизиться
В каждом конкретном случае выбирают такую схему, которая позволяет приблизиться
В соответствии с ГОСТ 20850-84 нагрузку прикладывают ступенями по 10% контрольной
В соответствии с ГОСТ 20850-84 нагрузку прикладывают ступенями по 10% контрольной
ЦНИИМОДом разработан также метод испытания клеевых соединений на расслаивание (ГОСТ 27812
ЦНИИМОДом разработан также метод испытания клеевых соединений на расслаивание (ГОСТ 27812
Образец выпиливают в виде прямоугольной пластины длиной вдоль волокон 75 ±
Образец выпиливают в виде прямоугольной пластины длиной вдоль волокон 75 ±
При отработке технологии или проверке новых клеев применяют специальное склеивание заготовки
При отработке технологии или проверке новых клеев применяют специальное склеивание заготовки
Образцы помещают в автоклав с водой температурой 10 - 25 0С
Образцы помещают в автоклав с водой температурой 10 - 25 0С
Образцы высушивают при температуре 60 ± 5 0С и скорости
Образцы высушивают при температуре 60 ± 5 0С и скорости
Не учитывают расслоения длиной менее 2,5 мм и участки в зоне
Не учитывают расслоения длиной менее 2,5 мм и участки в зоне
Показатель общего расслоения определяют по формуле
Po =(2lo/Bn) 100 ,
где lo
Показатель общего расслоения определяют по формуле
Po =(2lo/Bn) 100 ,
где lo
Показатель максимального расслоения отдельного клеевого шва Р определяют по формуле
P = (
Показатель максимального расслоения отдельного клеевого шва Р определяют по формуле
P = (
 Сестринский процесс при боли пациента
Сестринский процесс при боли пациента Презентация_
Презентация_ Основные термины, понятия и определения военной связи
Основные термины, понятия и определения военной связи Моделирование процессов разработки нефтяного месторождения
Моделирование процессов разработки нефтяного месторождения Малышкина школа
Малышкина школа Урок Независимости
Урок Независимости Typhoon Project Training Manual (Easytronics)
Typhoon Project Training Manual (Easytronics) Habitats
Habitats Город спортивной славы
Город спортивной славы Церковнославянский язык
Церковнославянский язык Гидросфера Земли
Гидросфера Земли Отчёт ДТ 07.02
Отчёт ДТ 07.02 Внутренние воды Северной Америки
Внутренние воды Северной Америки Ганс Христиан Андерсен, сказка Русалочка
Ганс Христиан Андерсен, сказка Русалочка Презентация проекта Мы творим прекрасное для педагогов ДОУ
Презентация проекта Мы творим прекрасное для педагогов ДОУ Past simple tense
Past simple tense Животные жарких стран
Животные жарких стран Ростелеком. Коммерческое предложение
Ростелеком. Коммерческое предложение ВКР: Реконструкция трансформаторной подстанции 110/35/6 кВ
ВКР: Реконструкция трансформаторной подстанции 110/35/6 кВ Хирургиялық стоматологиядағы менеджмент және маркетинг
Хирургиялық стоматологиядағы менеджмент және маркетинг Федор III Алексеевич
Федор III Алексеевич Моделирование и расчет электропривода мостового крана грузоподъемностью 200 кН
Моделирование и расчет электропривода мостового крана грузоподъемностью 200 кН Леденцовая карамель с фруктовоягодными вкусами в форме колесиков. Рошен
Леденцовая карамель с фруктовоягодными вкусами в форме колесиков. Рошен Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников)
Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников)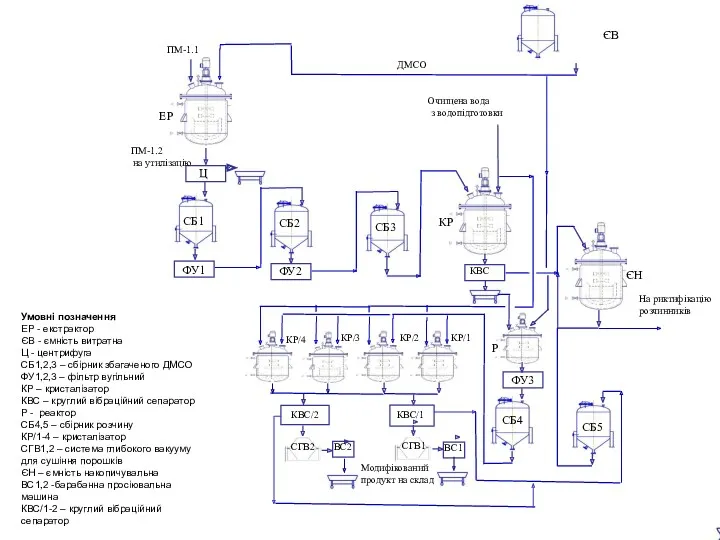 Очищена вода з водопідготовки ЕР ПМ-1.2
Очищена вода з водопідготовки ЕР ПМ-1.2 Как подготовить блестящую работу на конференцию и победно с ней выступить
Как подготовить блестящую работу на конференцию и победно с ней выступить Гонки шагающих роботов. Соревнование
Гонки шагающих роботов. Соревнование Общее устройство мостовых кранов
Общее устройство мостовых кранов