- Производство трансформаторной стали

Содержание
- 3. Классы металлов по магнетизму Основные характеристики электротехнических сталей (ЭТС) Классификация электротехнических сталей по ГОСТ 21427.1 и
- 4. Автоматическая система контроля качества поверхности горячекатаных полос Химический состав ЭАС. Режим горячей прокатки Требования к горячекатаному
- 5. Классы металлов по магнетизму: магнитно неупорядоченные (диамагнитные и парамагнитные металлы); магнитно упорядоченные (ферромагнитные и антиферромагнитные) .
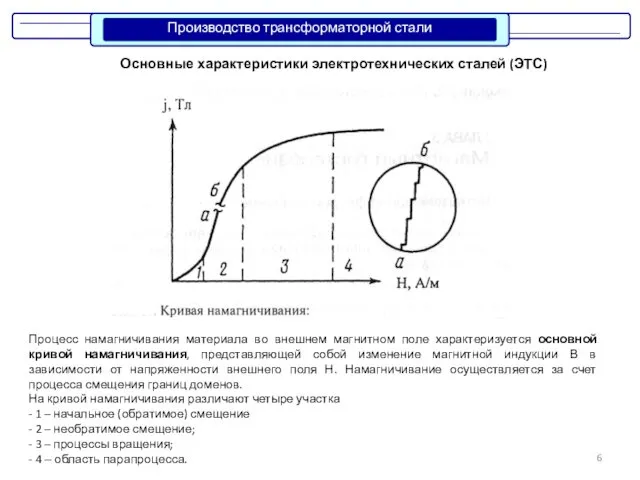
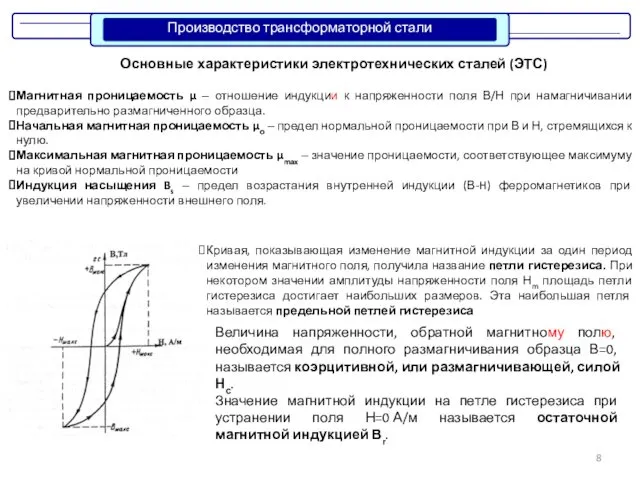
- 6. Основные характеристики электротехнических сталей (ЭТС) Процесс намагничивания материала во внешнем магнитном поле характеризуется основной кривой намагничивания,
- 7. Домены (области самопроизвольной намагниченности) – намагниченные до насыщения части объема ферромагнетика (обычно имеющие линейные размеры ~10-3‑10-1
- 8. Основные характеристики электротехнических сталей (ЭТС) Магнитная проницаемость μ – отношение индукции к напряженности поля В/Н при
- 9. Основные характеристики электротехнических сталей Магнитная индукция В (Тл) – величина магнитного потока, отнесенная к единице площади
- 10. Классификация электротехнических сталей по ГОСТ 21427.1 и ГОСТ 21472.2 по структурному состоянию и виду прокатки на
- 11. Классификация электротехнических сталей по EN 10107 буква М – электротехническая сталь; число после буквы М –
- 12. обычного качества P1,7/50 ≤ 1,20 Вт/кг типа HiB P1,7/50 ≤ 1,05 Вт/кг Изотропная (динамная ) сталь
- 13. Изменение удельных магнитных потерь и магнитной индукции в зависимости от угла к направлению прокатки Трансформаторная сталь
- 14. Технические характеристики электроизоляционных покрытий на трансформаторной стали
- 15. История производства электротехнических сталей Электротехнические стали (ЭТС) – специальный класс магнитно-мягких ферромагнитных материалов (сплавы технического железа
- 16. Область применения электротехнических сталей Изотропная сталь (Динамная) Анизотропная сталь (Трансформаторная) Изготовление статоров и роторов электродвигателей Изготовление
- 17. Использование анизотропной стали для производства магнитопроводов трансформаторов
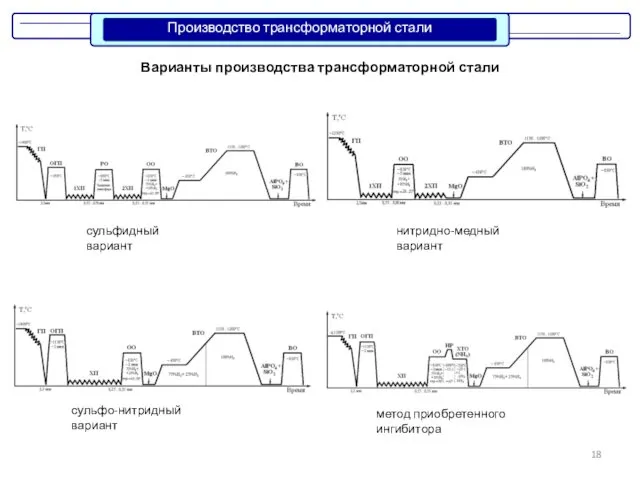
- 18. Варианты производства трансформаторной стали сульфидный вариант сульфо-нитридный вариант нитридно-медный вариант метод приобретенного ингибитора
- 19. Варианты производства трансформаторной стали Макроструктура ЭАС различных вариантов производства (толщина всех образцов 0,30 мм): а -
- 20. Основные мировые производители электротехнической стали Tyssen Krupp Nippon Steel Corp. (NSC) AK Steel Corp. (Armko) JFE
- 21. Варианты производства трансформаторной стали (2008 г.)
- 22. Схема производства горячекатаного подката ЭАС
- 23. Выплавка и разливка ЭАС
- 24. Горячая прокатка ЭАС 1÷2 – методические печи (толкательного типа) 3 – реконструкция методической печи 4÷5 –
- 25. Автоматическая система контроля качества поверхности горячекатаных полос
- 26. Химический состав ЭАС. Режим горячей прокатки Нагрев слябов в печах с шагающими балками производят в автоматическом
- 27. Требования к горячекатаному подкату Горячекатаные рулоны, должны удовлетворять следующим требованиям: - толщина полосы (2,5±0,15) мм; -
- 28. Технологическая схема производства трансформаторной стали
- 29. Структура поверхности ЭАС после обезуглероживающего отжига Формирование окислов на поверхности технического сплава Fe-3 % Si в
- 30. Макроструктура готовой ЭАС: а) вторичная рекристаллизация полностью прошла; б), в) вторичная рекристаллизация прошла не полностью а
- 31. Влияние вытяжки полосы при выпрямляющем отжиге ЭАС на дислокационную структуру вблизи границ зерен 0 мм/м ~
- 32. Структура зерна в прикромочной зоне аттестационных образцов ЭАС при порезке металла гильотинными ножницами до кантовки ножей
- 33. Лазерная обработка трансформаторной стали Основные технические характеристики ЛТК: Обрабатываемый сортамент: полоса готовой трансформаторной стали с электроизоляционным
- 34. Изменение доменной структуры трансформаторной стали в результате лазерной обработки Лазерная обработка полосы приводит к снижению удельных
- 35. Исходные свойства Р1,7/50 ср = 1,088 Вт/кг Свойства после лазерной обработки Р1,7/50 ср = 0,991 Вт/кг
- 36. Внешний вид стали с лазерной обработкой
- 37. Прокат поставляется в виде рулонов, ленты и листов
- 38. Сортамент
- 39. Основные характеристики
- 40. В 2006 г. утверждены основные направления развития производства трансформаторной стали в группе НЛМК (Программа-2). Программа направлена
- 41. Реализованные проекты Агрегат продольной резки с линией упаковки Реконструкция реверсивного стана 1200 Агрегат травления толкательного типа
- 42. Агрегат травления толкательного типа («Andritz») Агрегат продольной резки («Euroslitter») Установка приготовления MgO («Kovofinish») Реконструированный реверсивный стан
- 43. Новое и реконструированное оборудование Лазерный технологический комплекс Станок для нарезки роликов термостойкого и электроизоляционного покрытий Агрегат
- 44. Этапы освоения технологии производства высокопроницаемой электротехнической анизотропной стали 2008-2011
- 45. Схема производства высокопроницаемой ЭАС (с азотированием при обезуглероживающем отжиге) – ОАО «НЛМК»
- 46. Магнитные свойства стали производства «НЛМК» и других производителей
- 47. ПРИЛОЖЕНИЯ
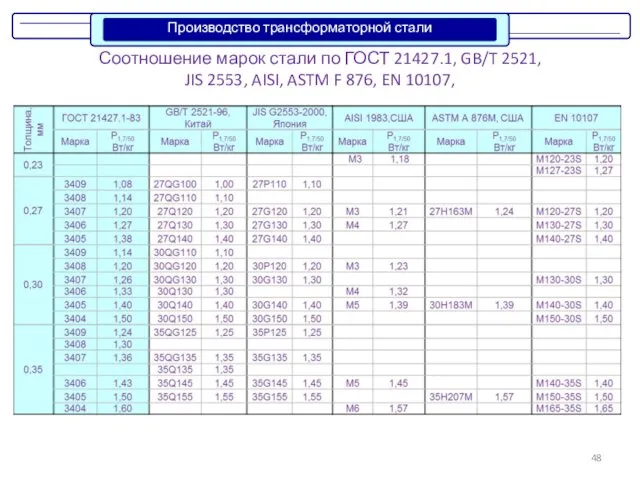
- 48. Соотношение марок стали по ГОСТ 21427.1, GB/T 2521, JIS 2553, AISI, ASTM F 876, EN 10107,
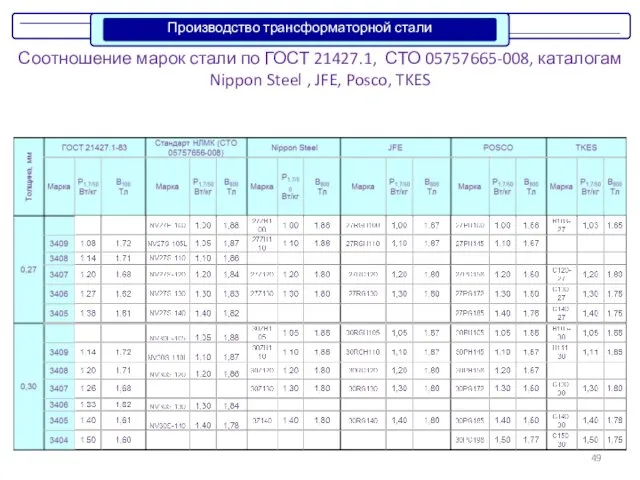
- 49. Соотношение марок стали по ГОСТ 21427.1, СТО 05757665-008, каталогам Nippon Steel , JFE, Posco, TKES
- 51. Скачать презентацию

Классы металлов по магнетизму
Основные характеристики электротехнических сталей (ЭТС)
Классификация электротехнических сталей по
Классы металлов по магнетизму
Основные характеристики электротехнических сталей (ЭТС)
Классификация электротехнических сталей по
Автоматическая система контроля качества поверхности горячекатаных полос
Химический состав ЭАС. Режим горячей
Автоматическая система контроля качества поверхности горячекатаных полос
Химический состав ЭАС. Режим горячей

Классы металлов по магнетизму:
магнитно неупорядоченные (диамагнитные и парамагнитные металлы);
магнитно упорядоченные (ферромагнитные
Классы металлов по магнетизму:
магнитно неупорядоченные (диамагнитные и парамагнитные металлы);
магнитно упорядоченные (ферромагнитные
Основные характеристики электротехнических сталей (ЭТС)
Процесс намагничивания материала во внешнем магнитном поле
Основные характеристики электротехнических сталей (ЭТС)
Процесс намагничивания материала во внешнем магнитном поле
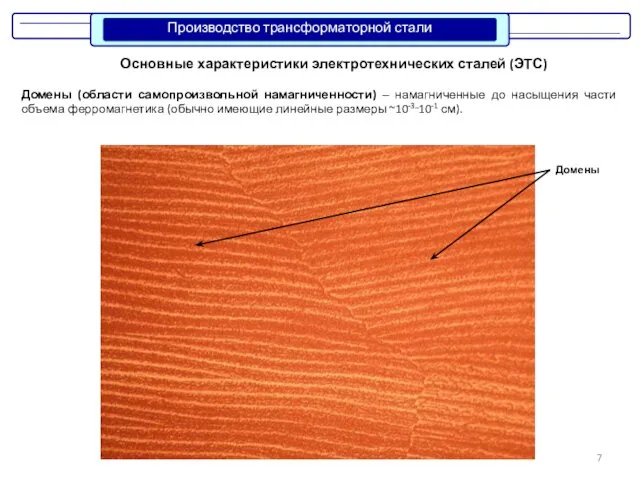
Домены (области самопроизвольной намагниченности) – намагниченные до насыщения части объема ферромагнетика
Домены (области самопроизвольной намагниченности) – намагниченные до насыщения части объема ферромагнетика
Основные характеристики электротехнических сталей (ЭТС)
Магнитная проницаемость μ – отношение индукции к
Основные характеристики электротехнических сталей (ЭТС)
Магнитная проницаемость μ – отношение индукции к
Основные характеристики электротехнических сталей
Магнитная индукция В (Тл) – величина магнитного потока,
Основные характеристики электротехнических сталей
Магнитная индукция В (Тл) – величина магнитного потока,
Классификация электротехнических сталей по ГОСТ 21427.1 и ГОСТ 21472.2
по структурному состоянию
Классификация электротехнических сталей по ГОСТ 21427.1 и ГОСТ 21472.2
по структурному состоянию
Классификация электротехнических сталей по EN 10107
буква М – электротехническая сталь;
число после
Классификация электротехнических сталей по EN 10107
буква М – электротехническая сталь;
число после
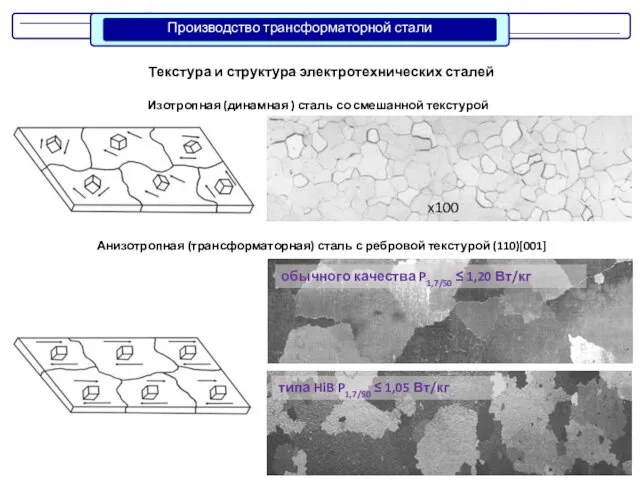
обычного качества P1,7/50 ≤ 1,20 Вт/кг
типа HiB P1,7/50 ≤ 1,05 Вт/кг
Изотропная
обычного качества P1,7/50 ≤ 1,20 Вт/кг
типа HiB P1,7/50 ≤ 1,05 Вт/кг
Изотропная

Изменение удельных магнитных потерь и магнитной индукции в зависимости от угла
Изменение удельных магнитных потерь и магнитной индукции в зависимости от угла
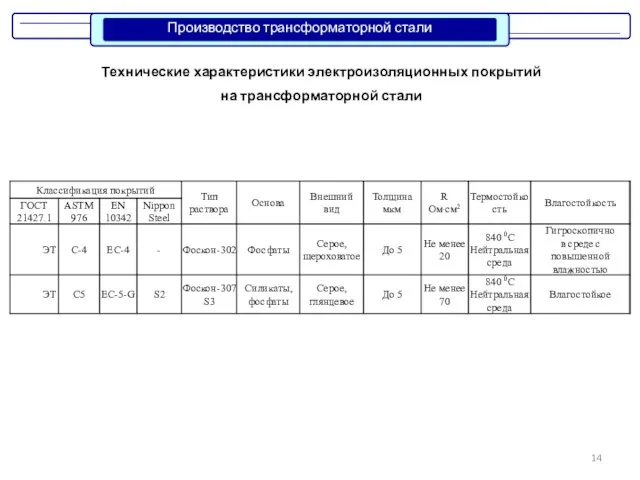
Технические характеристики электроизоляционных покрытий
на трансформаторной стали
Технические характеристики электроизоляционных покрытий
на трансформаторной стали
История производства электротехнических сталей
Электротехнические стали (ЭТС) – специальный класс магнитно-мягких ферромагнитных
Электротехнические стали (ЭТС) – специальный класс магнитно-мягких ферромагнитных

Область применения электротехнических сталей
Изотропная сталь
(Динамная)
Анизотропная сталь (Трансформаторная)
Изготовление статоров и роторов
Область применения электротехнических сталей
Изотропная сталь
(Динамная)
Анизотропная сталь (Трансформаторная)
Изготовление статоров и роторов

Использование анизотропной стали для производства магнитопроводов трансформаторов
Использование анизотропной стали для производства магнитопроводов трансформаторов
Варианты производства трансформаторной стали
сульфидный вариант
сульфо-нитридный вариант
нитридно-медный вариант
метод приобретенного ингибитора
Варианты производства трансформаторной стали
сульфидный вариант
сульфо-нитридный вариант
нитридно-медный вариант
метод приобретенного ингибитора
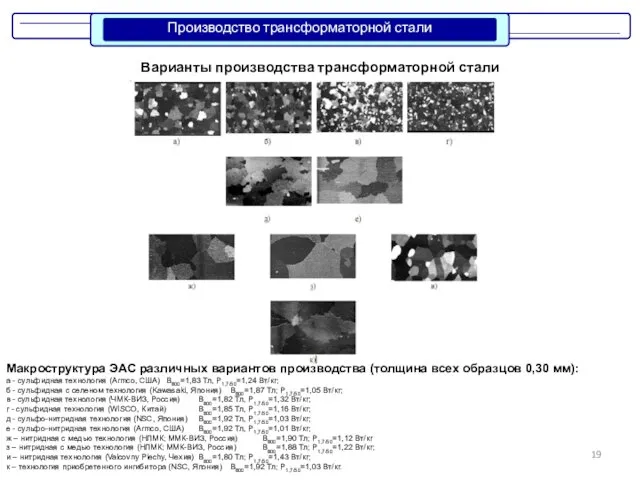
Варианты производства трансформаторной стали
Макроструктура ЭАС различных вариантов производства (толщина всех образцов
Варианты производства трансформаторной стали
Макроструктура ЭАС различных вариантов производства (толщина всех образцов
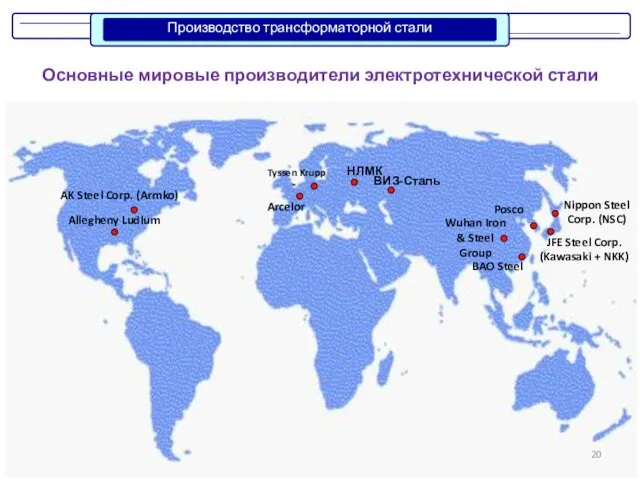
Основные мировые производители электротехнической стали
Tyssen Krupp
Nippon Steel Corp. (NSC)
AK Steel Corp.
Основные мировые производители электротехнической стали
Tyssen Krupp
Nippon Steel Corp. (NSC)
AK Steel Corp.
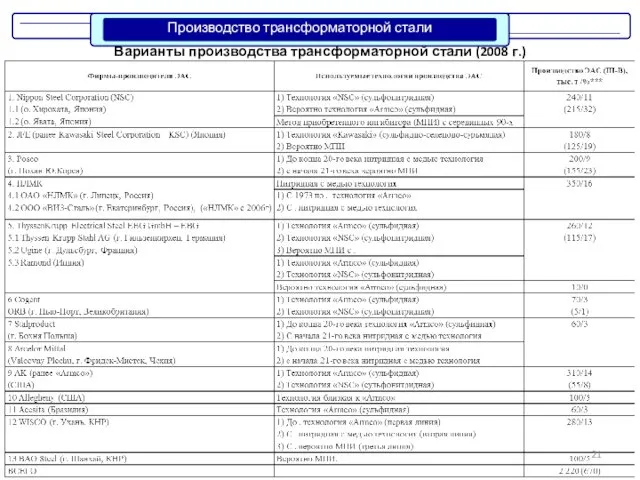
Варианты производства трансформаторной стали (2008 г.)
Варианты производства трансформаторной стали (2008 г.)
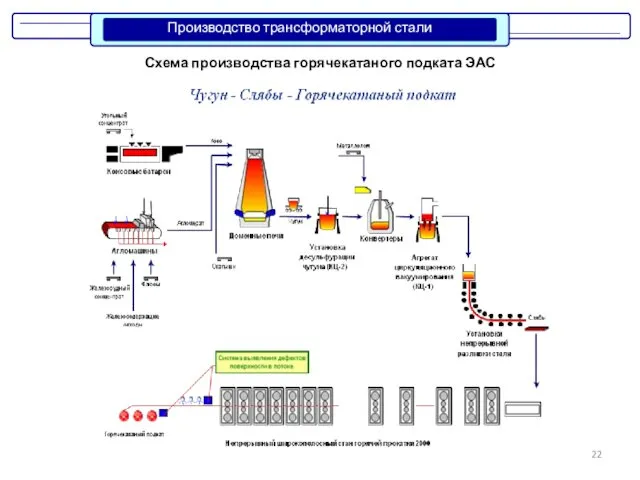
Схема производства горячекатаного подката ЭАС
Схема производства горячекатаного подката ЭАС
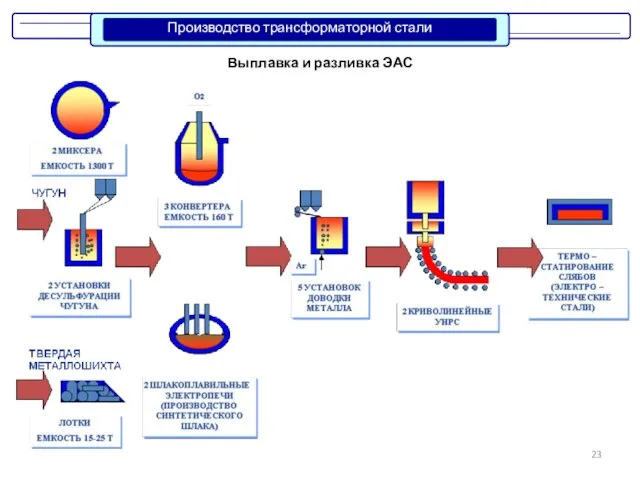
Выплавка и разливка ЭАС
Выплавка и разливка ЭАС
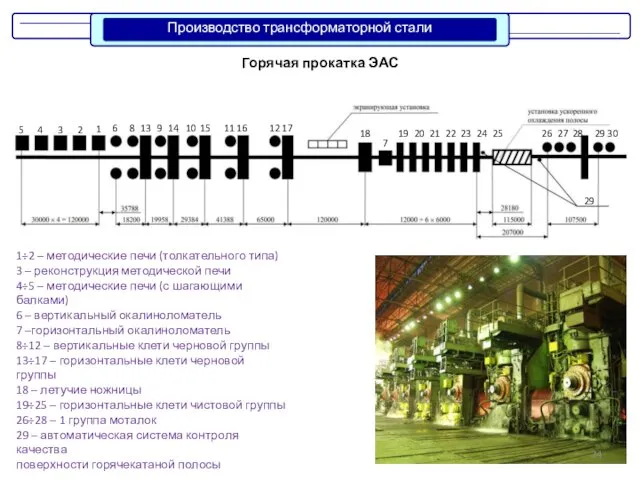
Горячая прокатка ЭАС
1÷2 – методические печи (толкательного типа)
3 – реконструкция методической
Горячая прокатка ЭАС
1÷2 – методические печи (толкательного типа)
3 – реконструкция методической

Автоматическая система контроля качества поверхности горячекатаных полос
Автоматическая система контроля качества поверхности горячекатаных полос
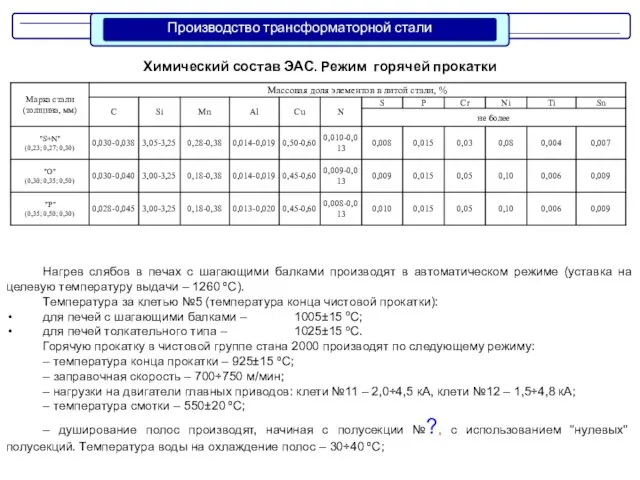
Химический состав ЭАС. Режим горячей прокатки
Нагрев слябов в печах с шагающими
Химический состав ЭАС. Режим горячей прокатки
Нагрев слябов в печах с шагающими
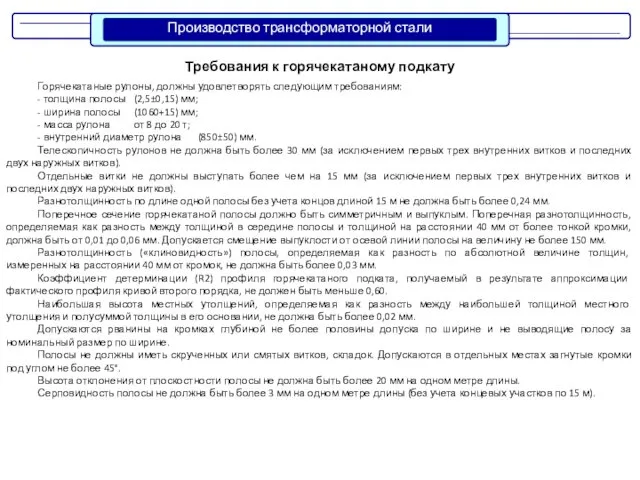
Требования к горячекатаному подкату
Горячекатаные рулоны, должны удовлетворять следующим требованиям:
- толщина полосы
Требования к горячекатаному подкату
Горячекатаные рулоны, должны удовлетворять следующим требованиям:
- толщина полосы

Технологическая схема производства трансформаторной стали
Технологическая схема производства трансформаторной стали
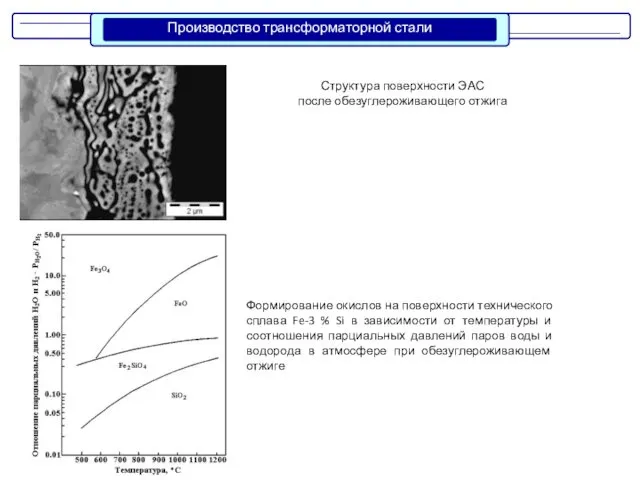
Структура поверхности ЭАС
после обезуглероживающего отжига
Формирование окислов на поверхности технического сплава Fe-3
Структура поверхности ЭАС
после обезуглероживающего отжига
Формирование окислов на поверхности технического сплава Fe-3
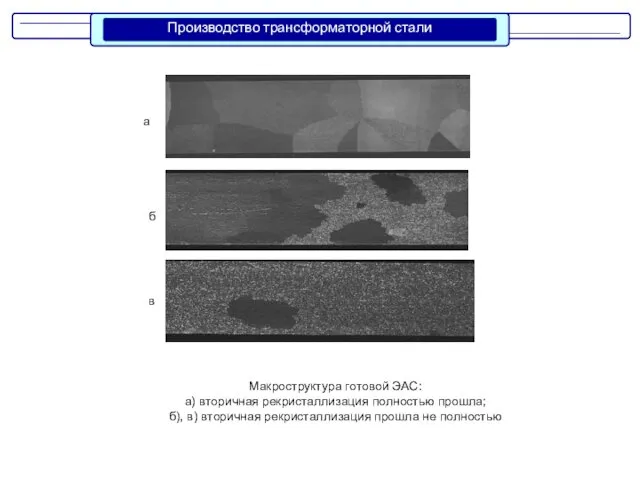
Макроструктура готовой ЭАС:
а) вторичная рекристаллизация полностью прошла;
б), в) вторичная рекристаллизация прошла
Макроструктура готовой ЭАС:
а) вторичная рекристаллизация полностью прошла;
б), в) вторичная рекристаллизация прошла
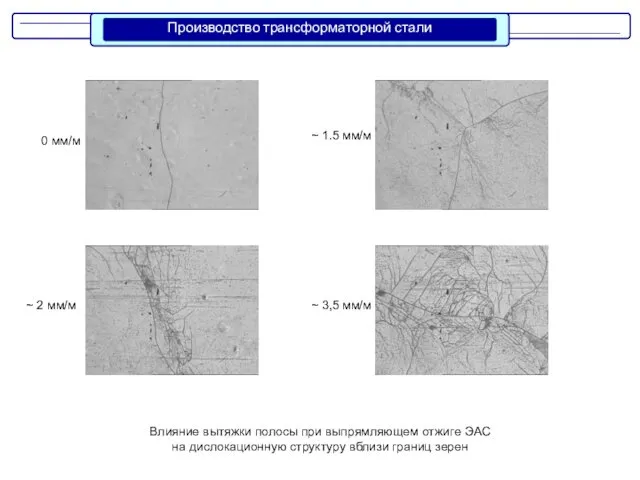
Влияние вытяжки полосы при выпрямляющем отжиге ЭАС
на дислокационную структуру вблизи границ
Влияние вытяжки полосы при выпрямляющем отжиге ЭАС
на дислокационную структуру вблизи границ
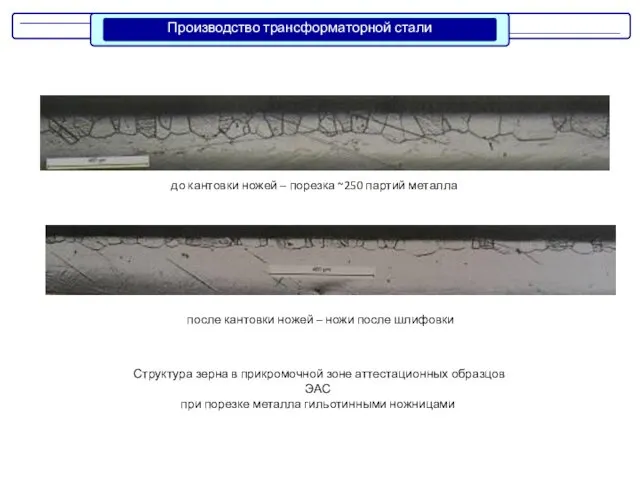
Структура зерна в прикромочной зоне аттестационных образцов ЭАС
при порезке металла гильотинными
Структура зерна в прикромочной зоне аттестационных образцов ЭАС
при порезке металла гильотинными
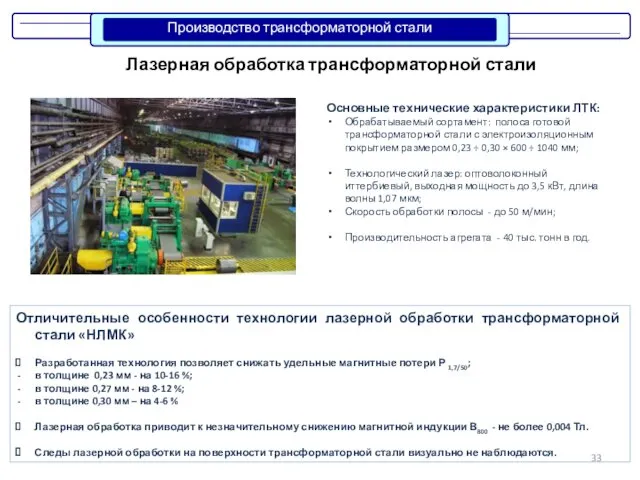
Лазерная обработка трансформаторной стали
Основные технические характеристики ЛТК:
Обрабатываемый сортамент: полоса готовой трансформаторной
Лазерная обработка трансформаторной стали
Основные технические характеристики ЛТК:
Обрабатываемый сортамент: полоса готовой трансформаторной
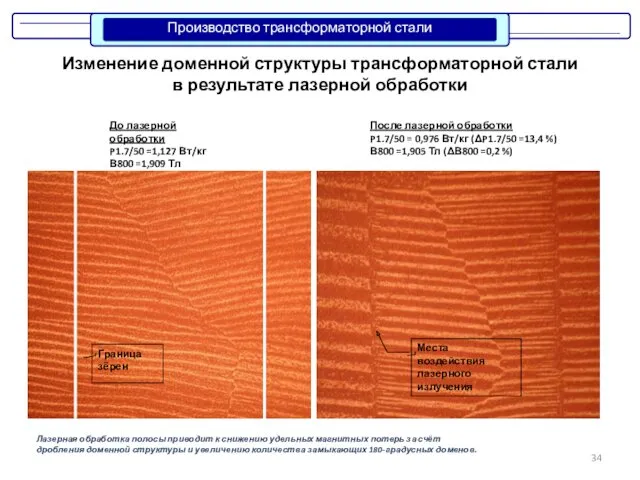
Изменение доменной структуры трансформаторной стали
в результате лазерной обработки
Лазерная обработка полосы приводит
Изменение доменной структуры трансформаторной стали
в результате лазерной обработки
Лазерная обработка полосы приводит
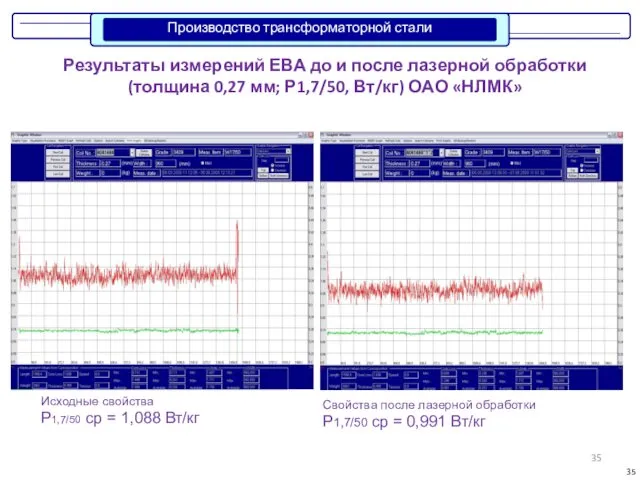
Исходные свойства
Р1,7/50 ср = 1,088 Вт/кг
Свойства после лазерной обработки
Р1,7/50 ср
Исходные свойства
Р1,7/50 ср = 1,088 Вт/кг
Свойства после лазерной обработки Р1,7/50 ср
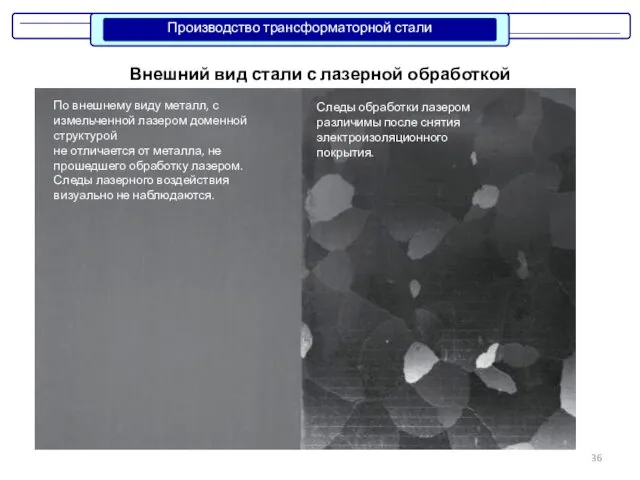
Внешний вид стали с лазерной обработкой
Внешний вид стали с лазерной обработкой
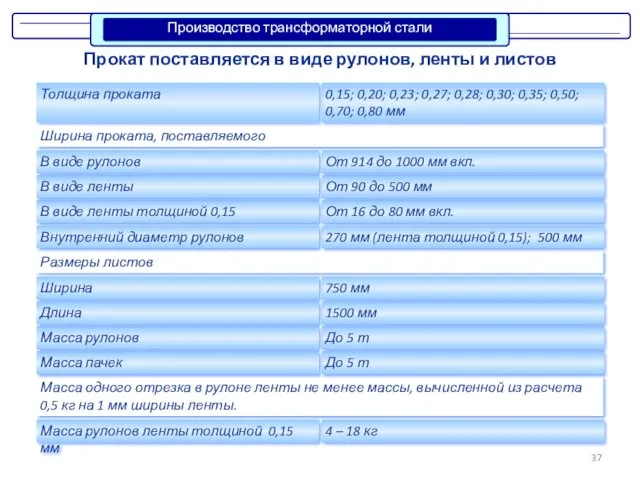
Прокат поставляется в виде рулонов, ленты и листов
Прокат поставляется в виде рулонов, ленты и листов
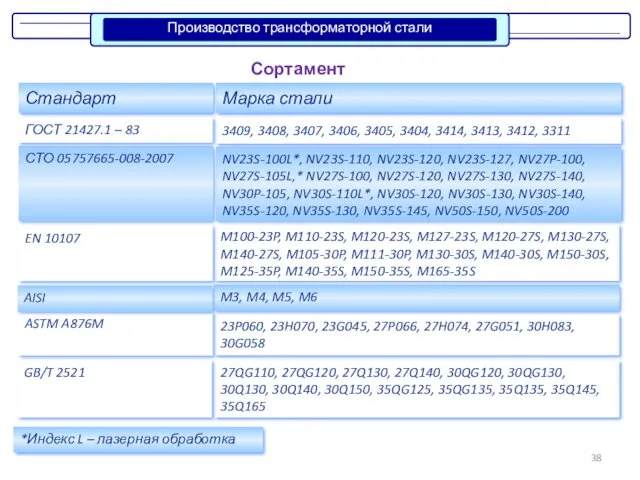
Сортамент
Сортамент
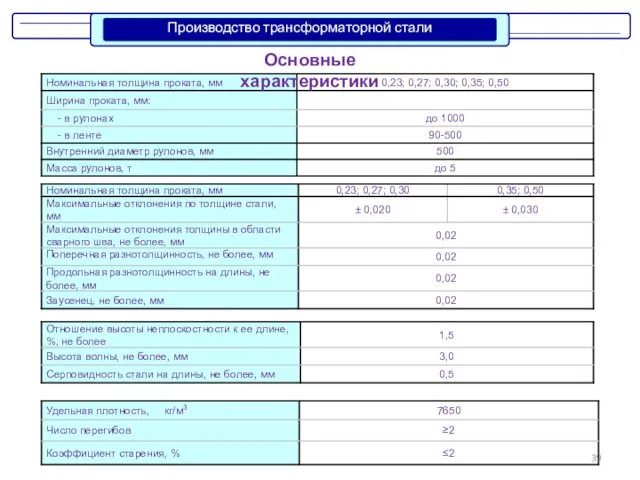
Основные характеристики
Основные характеристики
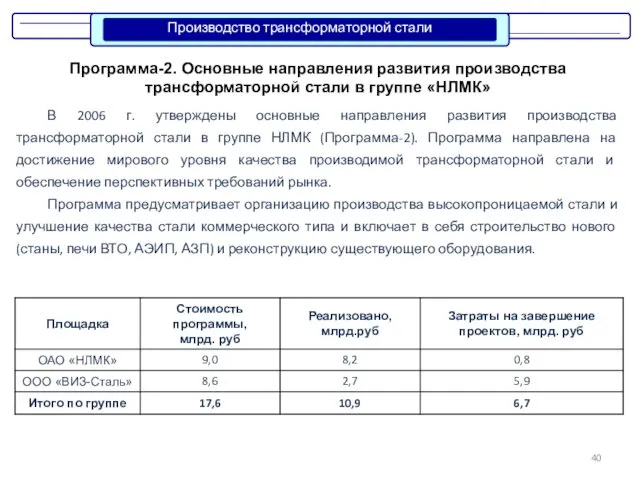
В 2006 г. утверждены основные направления развития производства трансформаторной стали в
В 2006 г. утверждены основные направления развития производства трансформаторной стали в
Реализованные проекты
Агрегат продольной резки с линией упаковки
Реконструкция реверсивного стана 1200
Агрегат травления
Реализованные проекты
Агрегат продольной резки с линией упаковки
Реконструкция реверсивного стана 1200
Агрегат травления

Агрегат травления толкательного типа («Andritz»)
Агрегат продольной резки
(«Euroslitter»)
Установка приготовления MgO («Kovofinish»)
Реконструированный реверсивный
Агрегат травления толкательного типа («Andritz»)
Агрегат продольной резки
(«Euroslitter»)
Установка приготовления MgO («Kovofinish»)
Реконструированный реверсивный

Новое и реконструированное оборудование
Лазерный технологический комплекс
Станок для нарезки роликов термостойкого
и электроизоляционного
Новое и реконструированное оборудование
Лазерный технологический комплекс
Станок для нарезки роликов термостойкого
и электроизоляционного
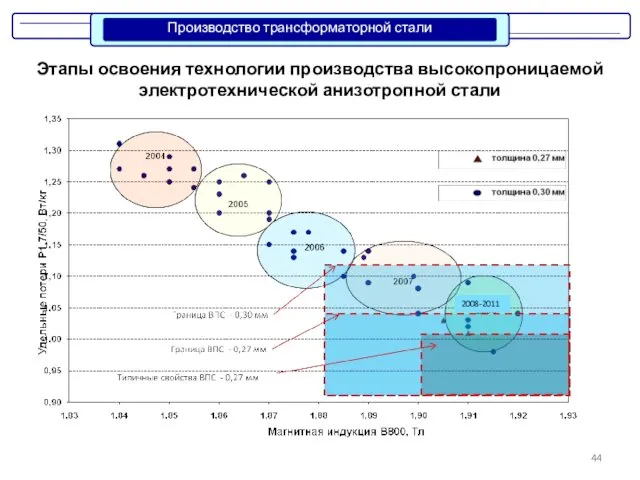
Этапы освоения технологии производства высокопроницаемой электротехнической анизотропной стали
2008-2011
Этапы освоения технологии производства высокопроницаемой электротехнической анизотропной стали
2008-2011
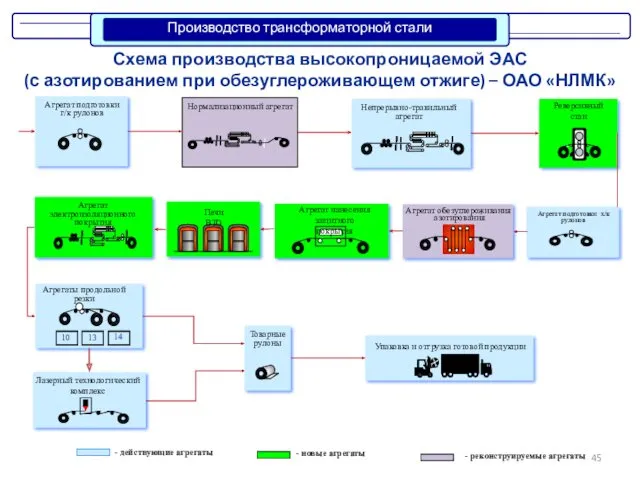
Схема производства высокопроницаемой ЭАС
(с азотированием при обезуглероживающем отжиге) – ОАО «НЛМК»
Схема производства высокопроницаемой ЭАС
(с азотированием при обезуглероживающем отжиге) – ОАО «НЛМК»
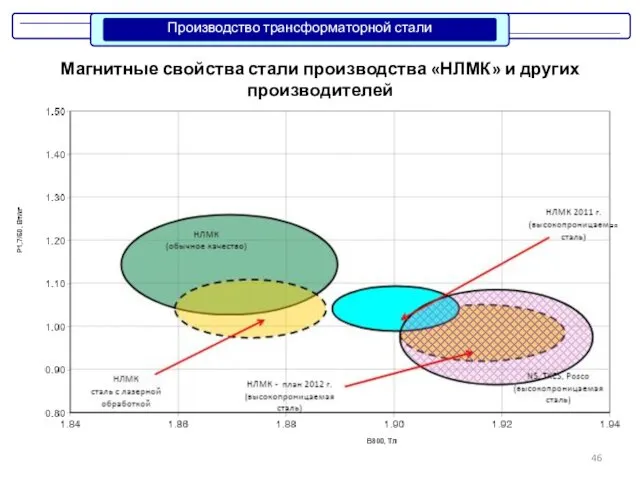
Магнитные свойства стали производства «НЛМК» и других производителей
Магнитные свойства стали производства «НЛМК» и других производителей
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЯ
Соотношение марок стали по ГОСТ 21427.1, GB/T 2521,
JIS 2553, AISI,
Соотношение марок стали по ГОСТ 21427.1, GB/T 2521,
JIS 2553, AISI,
Соотношение марок стали по ГОСТ 21427.1, СТО 05757665-008, каталогам
Nippon Steel
Соотношение марок стали по ГОСТ 21427.1, СТО 05757665-008, каталогам
Nippon Steel
 Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций.
Принципы организации развивающей предметно-пространственной среды в группах детского сада в соответствии с Федеральным государственным образовательным стандартом дошкольных организаций. ПрезентацияРоль чтения в обучении первоклассников
ПрезентацияРоль чтения в обучении первоклассников “Ел активы-2018” республика смотр-конкурсына
“Ел активы-2018” республика смотр-конкурсына Презентация к занятию Путешествие в страну Фантазии
Презентация к занятию Путешествие в страну Фантазии Предпринимательская и производственная функции на предприятии индустрии гостеприимства
Предпринимательская и производственная функции на предприятии индустрии гостеприимства задачи
задачи Основні поняття термодинаміки
Основні поняття термодинаміки Вставь пропущенные буквы
Вставь пропущенные буквы Раскрытие скобок и заключение в скобки
Раскрытие скобок и заключение в скобки Презентация к уроку географии в 8 классе по теме Байкал
Презентация к уроку географии в 8 классе по теме Байкал От солдата до генерала. Пуркаев
От солдата до генерала. Пуркаев Классные часы
Классные часы Презентация к классному часу Чечня- от истоков до наших дней
Презентация к классному часу Чечня- от истоков до наших дней Методы управления компании Microsoft
Методы управления компании Microsoft Католическая церковь
Католическая церковь Японское чудо
Японское чудо Размеры штрафов за нарушения порядка проведения закупок товаров, работ, услуг для государственных и муниципальных нужд
Размеры штрафов за нарушения порядка проведения закупок товаров, работ, услуг для государственных и муниципальных нужд Совместный праздник для мальчиков и девочек Красота и мужество
Совместный праздник для мальчиков и девочек Красота и мужество Самопрезентация
Самопрезентация Секреты фруктов. Игра для детей дошкольного возраста (4-6 лет)
Секреты фруктов. Игра для детей дошкольного возраста (4-6 лет) Презентация Воспитание сознательной дисциплины.
Презентация Воспитание сознательной дисциплины. Унифицированные системы документации в системе управления персоналом
Унифицированные системы документации в системе управления персоналом Рисование геометрических тел. Куб, призма и пирамида
Рисование геометрических тел. Куб, призма и пирамида Квантовая физика. Фотоэффект. Теория фотоэффекта
Квантовая физика. Фотоэффект. Теория фотоэффекта Гендерное воспитание
Гендерное воспитание Интегрированное внеклассное мероприятие Полет в космос
Интегрированное внеклассное мероприятие Полет в космос Презентация Электричество вокруг нас.(подготовительная группа0
Презентация Электричество вокруг нас.(подготовительная группа0 Локальная радиорелейная станция Стрела-0,45М
Локальная радиорелейная станция Стрела-0,45М