- Протезирование дефектов зубов искусственными керамическими коронками

Содержание
- 2. Безметалловые конструкции могут быть: Цельнокерамическими (фарфоровыми). Цельноциркониевыми ( оксид циркония, диоксид циркония). Коронки зубные на каркасе
- 3. Безметалловая керамика пользуется успехом, прежде всего там, где требуется высокоэстетичная реставрация зубов. Восстанавливать разрушенную зубную коронку
- 4. Достоинства фарфоровых коронок: Отличная эстетика – фарфор (как и вся безметалловая керамика) очень близок по строению
- 5. Циркониевые коронки – Такие коронки делают из диоксида циркония. Этот материал является на сегодняшний день наиболее
- 6. Достоинства циркониевых коронок: Отличная эстетика – коронки полностью передают оттенки и прозрачность естественных тканей зубов. Высокая
- 7. 1. Виниры. Это своеобразные накладки или вставки, изготовленные из керамики. Они используются для коррекции зубов, которые
- 8. 2. Вкладки. Зубные протезы малых размеров, которые используют для устранения дефектов зуба, имеющего незначительные повреждения. Например,
- 9. I. По материалу для изготовления керамического каркаса искусственной коронки: а) на основе иттриевого стекла; б) на
- 10. II. По технологии изготовления: 1. Традиционная порошковая керамика (conventional powder slurry ceramics) а) вакуумный обжиг керамики
- 11. 2. Литая керамика (castable ceramics): а) изготовления керамических протезов по выплавляемым моделям с последующим обжигом (ситаллизация):
- 12. 3. Прессованная керамика (pressable ceramics): а) прессование расплавленной керамики по восковой модели с последующим обжигом: IPS-Empress
- 13. 4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics): а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic (M) Sdn. Bhd», Малазия),
- 14. 5. Механически обрабатываемая керамика (machinable ceramics): а) компьютерное фрезерование каркаса при копировании восковой модели с последующим
- 15. III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM: а) централизованные макросистемы (Procera, Decim);
- 16. Сегодня самыми распространёнными считаются четыре технологии, которые используются для изготовления искусственных керамических коронок на зубы: обжиг
- 17. В первое время эту технологию начали использовать для изготовления фарфоровых облицовок. С этой целью, в начальном
- 18. Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы: а - заготовка фольги с
- 20. Основные 3 слоя фарфора: 1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую металлическую часть, играет важную
- 21. Нанесение и обжиг базисного (опакового) слоя фарфоровой массы: а - нанесение базисного слоя с частичным закрытием
- 22. Моделировка фарфоровой коронки: а - нанесение дентинной массы на опаковый слой; б - снятие части дентинного
- 23. Для отливания коронки используют метод центрифугирования по огнеупорным формам. Преимуществом коронок, изготовленных этим методом, в отличие
- 24. Метод горячего прессования по выплавляемым моделям, на основе литьевого способа обработки, позволяет детально восстановить индивидуальные цветовые
- 25. Технология EMPRESS 2 представляет собой наиболее усовершенствованную систему по сравнению с IPS EMPRESS 1. Повышенная кристалличность
- 26. 1) при заболеваниях пародонта, особенно при выраженном гингивите и пародонтите, а также при подвижности зубов; 2)
- 27. 1) при наличии парафункций (например, бруксизм); 2) при наличии вредных привычек и при несоблюдении гигиены полости
- 28. 1)Загипсовка моделей. Зубной техник отливает рабочие и контрольные модели. Затем модели загипсовывают в артикулятор (окклюдатор). 2)Подготовка
- 29. 3) Восковое моделирование. 4) Установка литников. После моделирования к готовой восковой модели подводят литники, восковые литники
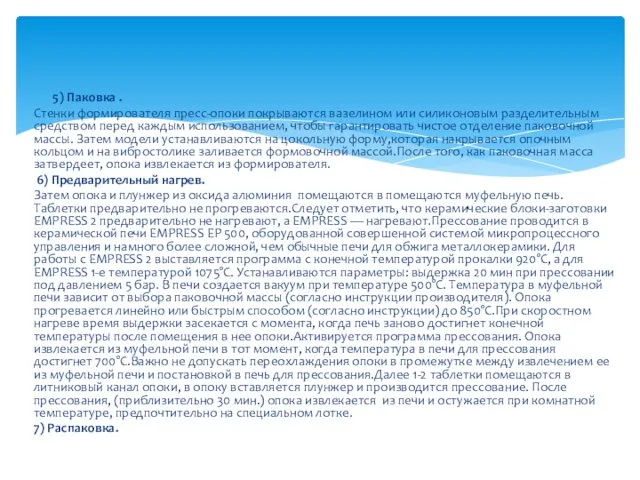
- 30. 5) Паковка . Стенки формирователя пресс-опоки покрываются вазелином или силиконовым разделительным средством перед каждым использованием, чтобы
- 31. 8.Обработка. Обработка прессованной керамики проводится с использованием водяного охлаждения. На обрабатываемую поверхность прилагается минимум давления, чтобы
- 33. Заготовки HT (HighTranslucency – высокая прозрачность) Заготовки LT (Low Translucency – низкая прозрачность) Заготовки MO (Medium
- 34. Мысли о компьютерной реставрации зубов возникла в Швейцарии почти полвека тому. Суть процесса состоит в получении
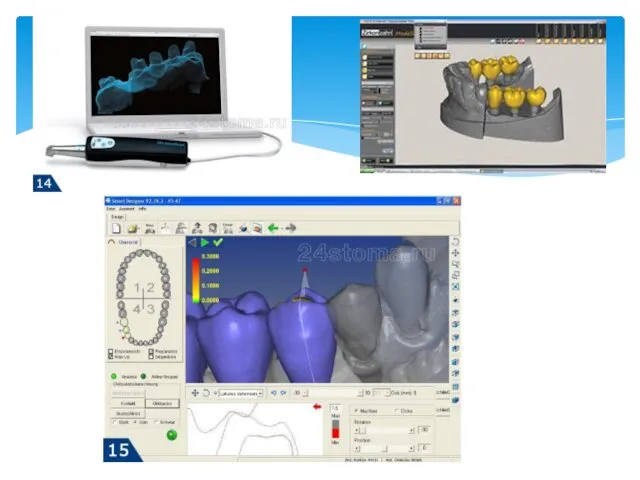
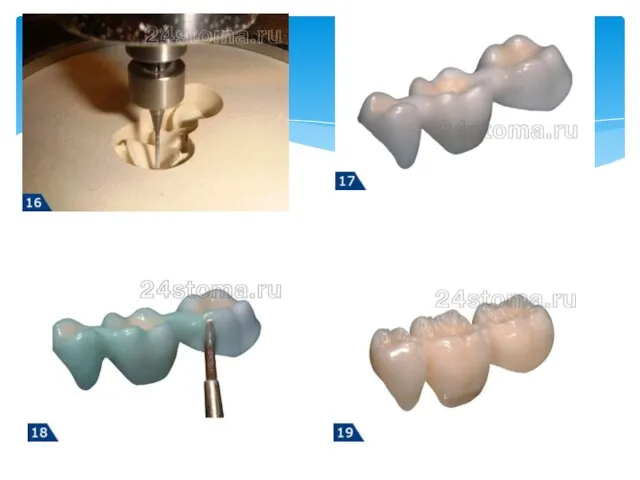
- 35. Обтачивание опорных зубов под коронки Сканирование обточенных зубов и создание на компьютере трехмерной модели зубов пациента.
- 38. Отсутствие одного и более зубов. Дефекты зубов и зубного ряда. Неэстетичный вид передних зубов. Реставрация поврежденных
- 39. • дефекты зубных рядов большой протяжённости; • парафункции зубочелюстной системы; • зубные ряды с одиночно сохранившимися
- 40. Преимущества: * керамика обладает достаточно высокой степенью совместимости с человеческим организмом (керамические коронки не действуют отрицательно
- 41. прочность керамических протезов достаточно низкая (это стало основной причиной, в результате которой изготовление зубных протезов из
- 42. Сводная таблица типов керамических протезов
- 43. Методы гигиены и ухода за искусственными коронками абсолютно идентичны уходу за натуральными зубами. Также нужно чистить
- 44. Керамическая коронка на зуб недолговечна; срок ее использования не превышает 5-7 лет, но известны случаи, когда
- 46. Скачать презентацию
Безметалловые конструкции могут быть:
Цельнокерамическими (фарфоровыми).
Цельноциркониевыми ( оксид циркония, диоксид циркония).
Коронки зубные
Безметалловые конструкции могут быть:
Цельнокерамическими (фарфоровыми).
Цельноциркониевыми ( оксид циркония, диоксид циркония).
Коронки зубные
Безметалловая керамика пользуется успехом, прежде всего там, где требуется высокоэстетичная реставрация
Достоинства фарфоровых коронок:
Отличная эстетика –
фарфор (как и вся безметалловая керамика) очень
Достоинства фарфоровых коронок:
Отличная эстетика –
фарфор (как и вся безметалловая керамика) очень
Циркониевые коронки –
Такие коронки делают из диоксида циркония. Этот материал является
Циркониевые коронки –
Такие коронки делают из диоксида циркония. Этот материал является
Достоинства циркониевых коронок:
Отличная эстетика –
коронки полностью передают оттенки и прозрачность естественных
Достоинства циркониевых коронок:
Отличная эстетика –
коронки полностью передают оттенки и прозрачность естественных
1. Виниры. Это своеобразные накладки или вставки, изготовленные из керамики. Они используются
1. Виниры. Это своеобразные накладки или вставки, изготовленные из керамики. Они используются
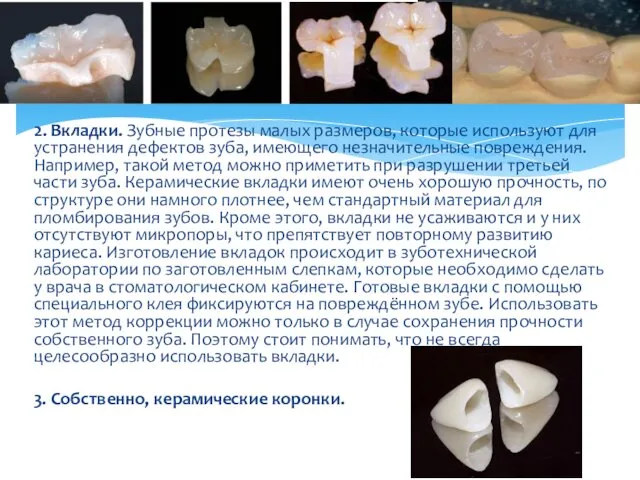
2. Вкладки. Зубные протезы малых размеров, которые используют для устранения дефектов зуба,
2. Вкладки. Зубные протезы малых размеров, которые используют для устранения дефектов зуба,
I. По материалу для изготовления керамического каркаса искусственной коронки:
а) на основе
I. По материалу для изготовления керамического каркаса искусственной коронки:
а) на основе
II. По технологии изготовления:
1. Традиционная порошковая керамика (conventional powder slurry ceramics)
а)
II. По технологии изготовления: 1. Традиционная порошковая керамика (conventional powder slurry ceramics) а)
2. Литая керамика (castable ceramics):
а) изготовления керамических протезов по выплавляемым моделям
2. Литая керамика (castable ceramics):
а) изготовления керамических протезов по выплавляемым моделям
3. Прессованная керамика (pressable ceramics):
а) прессование расплавленной керамики по восковой модели
3. Прессованная керамика (pressable ceramics):
а) прессование расплавленной керамики по восковой модели
4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics):
а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic
4. Импрегнированная (инфильтрованная) керамика (infiltrated ceramics):
а) шликерная технология изготовления: Turkom-Cera («Turkom-Ceramic
5. Механически обрабатываемая керамика (machinable ceramics):
а) компьютерное фрезерование каркаса при копировании
5. Механически обрабатываемая керамика (machinable ceramics):
а) компьютерное фрезерование каркаса при копировании
III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM:
а)
III. По признакам общего пользовательского алгоритма и компоновке аппаратного обеспечения CAD/CAM:
а)
Сегодня самыми распространёнными считаются четыре технологии, которые используются для изготовления искусственных
Сегодня самыми распространёнными считаются четыре технологии, которые используются для изготовления искусственных
В первое время эту технологию начали использовать для изготовления фарфоровых облицовок.
В первое время эту технологию начали использовать для изготовления фарфоровых облицовок.
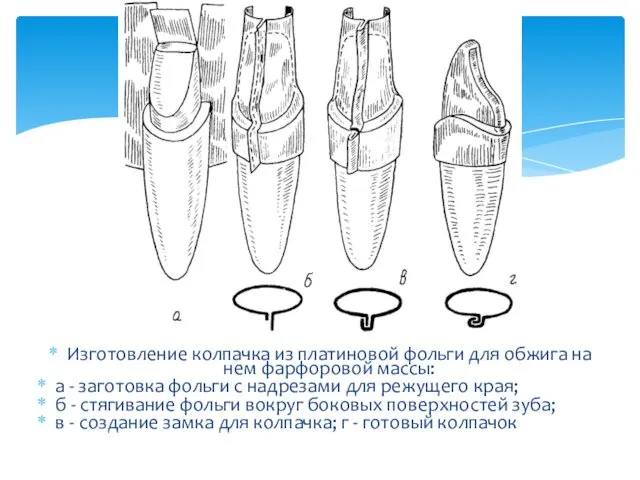
Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы:
а
Изготовление колпачка из платиновой фольги для обжига на нем фарфоровой массы:
а
Основные 3 слоя фарфора:
1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую
Основные 3 слоя фарфора:
1.Непрозрачный фарфор (опаковый слой, грунтовый слой) скрывает подлежащую
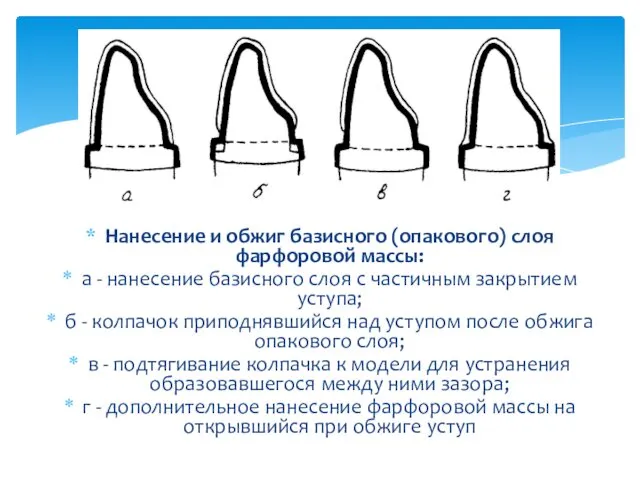
Нанесение и обжиг базисного (опакового) слоя фарфоровой массы:
а - нанесение базисного
Нанесение и обжиг базисного (опакового) слоя фарфоровой массы:
а - нанесение базисного
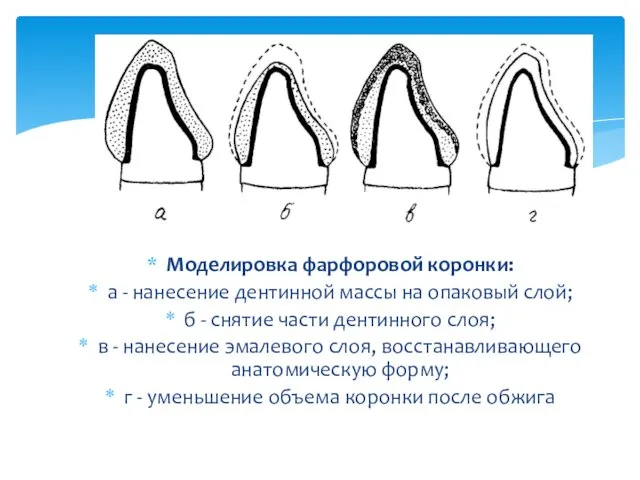
Моделировка фарфоровой коронки:
а - нанесение дентинной массы на опаковый слой;
б -
Моделировка фарфоровой коронки:
а - нанесение дентинной массы на опаковый слой;
б -
Для отливания коронки используют метод центрифугирования по огнеупорным формам. Преимуществом коронок,
Для отливания коронки используют метод центрифугирования по огнеупорным формам. Преимуществом коронок,
Метод горячего прессования по выплавляемым моделям, на основе литьевого способа обработки,
Метод горячего прессования по выплавляемым моделям, на основе литьевого способа обработки,
Технология EMPRESS 2 представляет собой наиболее усовершенствованную систему по сравнению с
Технология EMPRESS 2 представляет собой наиболее усовершенствованную систему по сравнению с
1) при заболеваниях пародонта, особенно при выраженном гингивите и пародонтите, а
1) при заболеваниях пародонта, особенно при выраженном гингивите и пародонтите, а
1) при наличии парафункций (например, бруксизм);
2) при наличии вредных привычек и
1) при наличии парафункций (например, бруксизм);
2) при наличии вредных привычек и
1)Загипсовка моделей.
Зубной техник отливает рабочие и контрольные модели. Затем модели загипсовывают
1)Загипсовка моделей.
Зубной техник отливает рабочие и контрольные модели. Затем модели загипсовывают
3) Восковое моделирование.
4) Установка литников.
После моделирования к готовой восковой модели подводят
3) Восковое моделирование.
4) Установка литников.
После моделирования к готовой восковой модели подводят
5) Паковка .
Стенки формирователя пресс-опоки покрываются вазелином или силиконовым разделительным средством
5) Паковка .
Стенки формирователя пресс-опоки покрываются вазелином или силиконовым разделительным средством
8.Обработка.
Обработка прессованной керамики проводится с использованием водяного охлаждения. На обрабатываемую поверхность
8.Обработка.
Обработка прессованной керамики проводится с использованием водяного охлаждения. На обрабатываемую поверхность
Заготовки HT (HighTranslucency – высокая прозрачность)
Заготовки LT (Low Translucency – низкая
Заготовки HT (HighTranslucency – высокая прозрачность) Заготовки LT (Low Translucency – низкая
Мысли о компьютерной реставрации зубов возникла в Швейцарии почти полвека тому.
Мысли о компьютерной реставрации зубов возникла в Швейцарии почти полвека тому.
Обтачивание опорных зубов под коронки
Сканирование обточенных зубов и создание на компьютере
Обтачивание опорных зубов под коронки
Сканирование обточенных зубов и создание на компьютере
Отсутствие одного и более зубов.
Дефекты зубов и зубного ряда.
Неэстетичный вид передних
Отсутствие одного и более зубов.
Дефекты зубов и зубного ряда.
Неэстетичный вид передних
• дефекты зубных рядов большой протяжённости;
• парафункции зубочелюстной системы;
• дефекты зубных рядов большой протяжённости; • парафункции зубочелюстной системы;
Преимущества:
* керамика обладает достаточно высокой степенью совместимости с человеческим организмом (керамические
Преимущества:
* керамика обладает достаточно высокой степенью совместимости с человеческим организмом (керамические
прочность керамических протезов достаточно низкая (это стало основной причиной, в результате
прочность керамических протезов достаточно низкая (это стало основной причиной, в результате
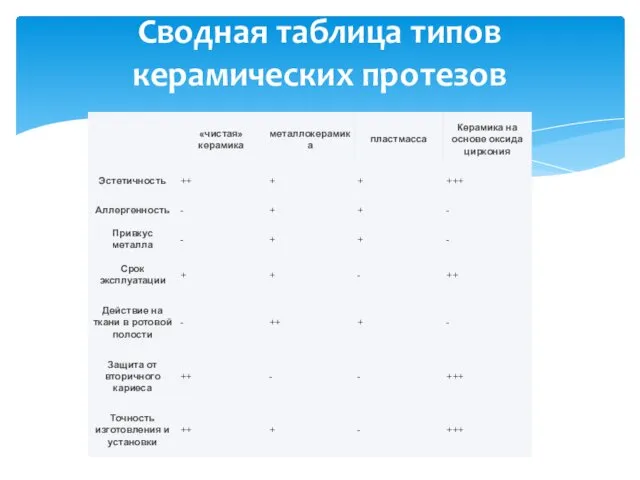
Сводная таблица типов керамических протезов
Сводная таблица типов керамических протезов
Методы гигиены и ухода за искусственными коронками абсолютно идентичны уходу за
Методы гигиены и ухода за искусственными коронками абсолютно идентичны уходу за
Керамическая коронка на зуб недолговечна; срок ее использования не превышает 5-7
Керамическая коронка на зуб недолговечна; срок ее использования не превышает 5-7
 Жасушаның генетикалық аппараты. Ген туралы түсінік
Жасушаның генетикалық аппараты. Ген туралы түсінік Координатная плоскость. 6 класс
Координатная плоскость. 6 класс Уравнения
Уравнения Карл Иванович Росси
Карл Иванович Росси Технология изготовления рамы под электродвигатель
Технология изготовления рамы под электродвигатель Видеоряд к празднику День Знаний
Видеоряд к празднику День Знаний Амеріго Веспуччі
Амеріго Веспуччі Презентация проекта Мы помним, мы гордимся
Презентация проекта Мы помним, мы гордимся Фенолы. Простые эфиры
Фенолы. Простые эфиры Публичная презентация результатов педагогической деятельности
Публичная презентация результатов педагогической деятельности Создание системы распределения товара. Реклама. Паблик рилейшнз. Стимулирование сбыта. Личные продажи
Создание системы распределения товара. Реклама. Паблик рилейшнз. Стимулирование сбыта. Личные продажи Родительское собрание ФГОС
Родительское собрание ФГОС Тренажер по математике №4. Состав чисел 6 – 10
Тренажер по математике №4. Состав чисел 6 – 10 Фоторедактор PhotoEditor
Фоторедактор PhotoEditor Презентация Трудности адаптации первоклассников
Презентация Трудности адаптации первоклассников Представление информации. Языки, кодирование
Представление информации. Языки, кодирование Преступления против свободы, чести и достоинства личности
Преступления против свободы, чести и достоинства личности Изготовление двусторонних гибких печатных плат с металлизацией отверстий
Изготовление двусторонних гибких печатных плат с металлизацией отверстий Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР
Результаты ОГЭ и ЕГЭ по обществознанию. МБОУ СОШ №39 г.Чебоксары ЧР Портфолио учителя.
Портфолио учителя. Стрес та його чинники
Стрес та його чинники Платформы
Платформы прием Аналогия
прием Аналогия Шаблоны презентаций Импровизация
Шаблоны презентаций Импровизация Тема Домики презентация
Тема Домики презентация В первый раз в пятый класс
В первый раз в пятый класс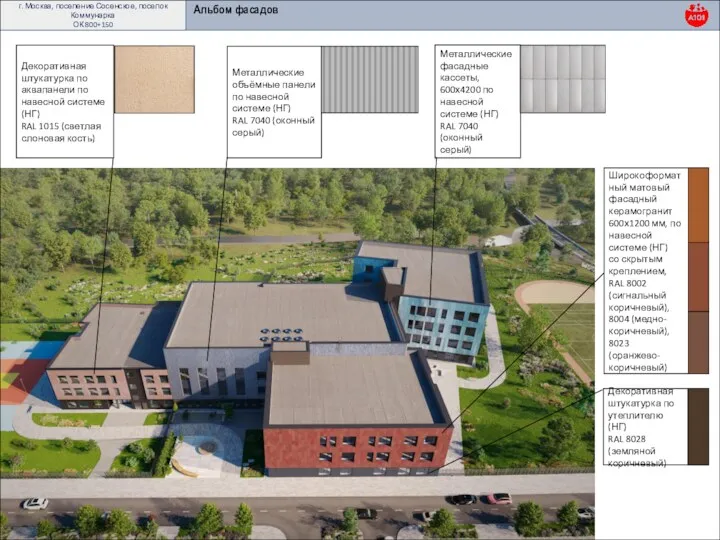 Альбом фасадов
Альбом фасадов Методика обучения чтению Николая Зайцева. Кубики Зайцева. Презентация для родителей и педагогов.
Методика обучения чтению Николая Зайцева. Кубики Зайцева. Презентация для родителей и педагогов.