- Расчет и выбор посадок для гладких цилиндрических соединений9

Содержание
- 2. Цель занятия: научиться приемам расчета и обоснованного выбора посадок для подвижных и неподвижных соединений, а также
- 3. Задание: Провести расчет и выбор посадки для гладкого цилиндрического соединения Ø50 мм для обеспечения предельных расчетных
- 4. Исходные данные: Номинальный диаметр Dn=8 мм Расчетный максимальный натяг/зазор Np max=42 мкм Расчетный минимальный натяг/зазор Np
- 5. 1. Определяем среднее значение коэффициента точности. Для этого необходимо рассчитать: Т∆=Np max-Np min; Т∆=42-6=36 мкм Т∆=
- 6. ЗНАЧЕНИЯ ЕДИНИЦЫ ДОПУСКА
- 7. 1. Определяем среднее значение коэффициента точности. Средний коэффициент точности: а= Т∆/2*i, где i- единица допуска =
- 8. 2. Определяем предварительно квалитет, при условии, что расчетный коэффициент точности будет больше либо равно среднего коэффициента
- 9. Значения числа единиц допусков (а) для разных квалитетов
- 10. 3. Определяем шероховатость поверхности RzD=Rzd=0,125*T (если до 10 IT) RzD=Rzd=0,25*T (если cв. 10 IT)
- 11. ЗНАЧЕНИЯ ДОПУСКОВ
- 12. T=15 мкм из таблицы значения допусков по квалитету и интервалу размеров в мм. RzD=Rzd=0,125*T=0,125*15=1,875 мкм
- 13. 4. Определяем технологические натяги/ зазоры St max=Sp max-1,4*(RzD+Rzd); St min=Sp min-1,4*(RzD+Rzd); Nt max=Np max+1,4*(RzD+Rzd); Nt max=42+1,4*(1,875+1,875)=47,25
- 14. 5. Назначаем стандартную посадку, при условии: S: (CD) ≥ St min S: (Cd) EI ≥ St
- 15. Основные отклонения
- 16. 5. Назначаем стандартную посадку
- 17. 6. Проверяем правильность выбранной посадки Nc max ≤ Nt max 46 ≤ 47,25 Nc min ≥
- 18. 7. Строим схему полей допусков Dmin
- 19. 7.1. Определяем предельные размеры отверстия, допуск отверстия 2-мя способами TD= ES-EI =0,015-0=0,015 мм D max= Dn
- 20. 7.2 Определяем предельные размеры вала, допуск вала 2-мя способами Td= es–ei =0,057-0,042=0,015 мм d max= dn
- 21. 7.3. Определяем предельные зазоры/натяги N max= d max – D min=8,057-8=0,057 мм N min= d min–
- 22. 7.4. Определяем допуск посадки двумя способами Т∆= N max- N min=0,057-0,027=0,030 мм Т∆= S max- S
- 23. 8. Определяем стандартное значение шероховатости Ra RaD=RzD/4=1,875/4=0,4 мкм Rad=Rzd/4=1,875/4=0,4 мкм
- 24. 9. Назначаем завершающий технологический процесс Ø 8 H7- Растачивание тонкое алмазное RaD= 0,4 мкм IT7 Ø
- 25. 10. Определяем величину допуска отклонений формы поверхностей сопрягаемых деталей ∆D=∆d =T/2= 15/2=7,5 мкм = 0,0075 мм
- 27. Скачать презентацию
Цель занятия: научиться приемам расчета и обоснованного выбора посадок для подвижных
Цель занятия: научиться приемам расчета и обоснованного выбора посадок для подвижных
Задание:
Провести расчет и выбор посадки для гладкого цилиндрического соединения Ø50 мм
Задание:
Провести расчет и выбор посадки для гладкого цилиндрического соединения Ø50 мм
Исходные данные:
Номинальный диаметр Dn=8 мм
Расчетный максимальный натяг/зазор Np max=42 мкм
Расчетный
Исходные данные:
Номинальный диаметр Dn=8 мм
Расчетный максимальный натяг/зазор Np max=42 мкм
Расчетный
1. Определяем среднее значение коэффициента точности.
Для этого необходимо рассчитать:
1. Определяем среднее значение коэффициента точности.
Для этого необходимо рассчитать:
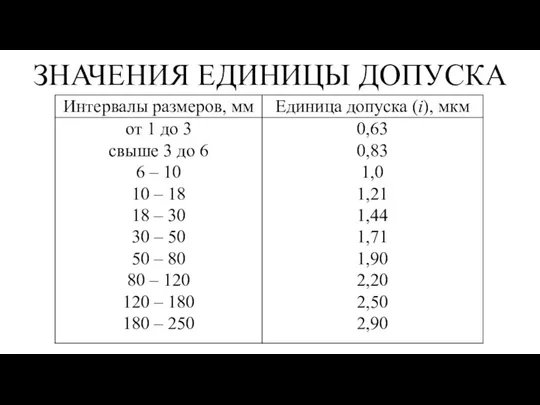
ЗНАЧЕНИЯ ЕДИНИЦЫ ДОПУСКА
ЗНАЧЕНИЯ ЕДИНИЦЫ ДОПУСКА
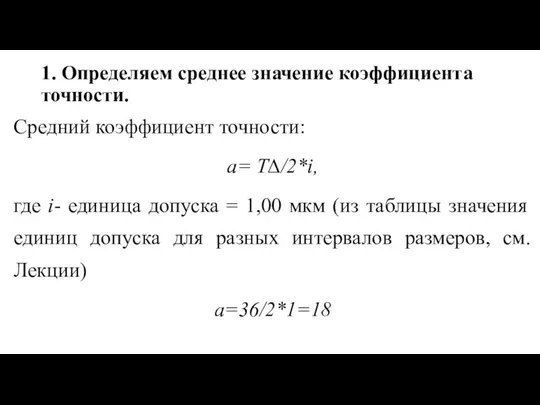
1. Определяем среднее значение коэффициента точности.
Средний коэффициент точности:
а= Т∆/2*i,
1. Определяем среднее значение коэффициента точности.
Средний коэффициент точности:
а= Т∆/2*i,
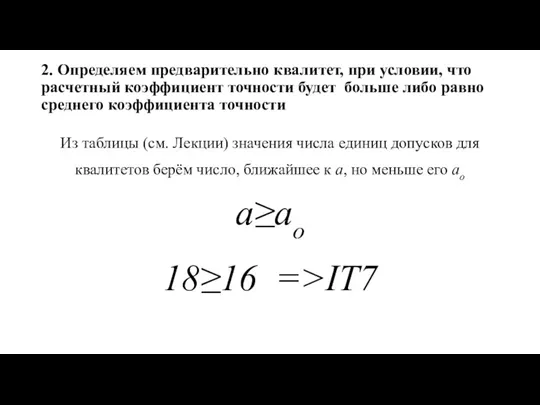
2. Определяем предварительно квалитет, при условии, что расчетный коэффициент точности будет
2. Определяем предварительно квалитет, при условии, что расчетный коэффициент точности будет
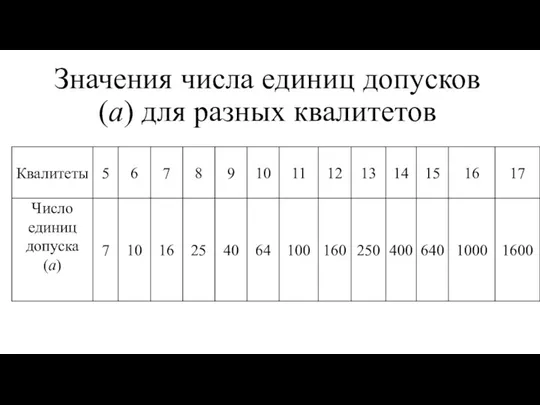
Значения числа единиц допусков (а) для разных квалитетов
Значения числа единиц допусков (а) для разных квалитетов
3. Определяем шероховатость поверхности
RzD=Rzd=0,125*T (если до 10 IT)
RzD=Rzd=0,25*T (если cв. 10
3. Определяем шероховатость поверхности
RzD=Rzd=0,125*T (если до 10 IT)
RzD=Rzd=0,25*T (если cв. 10
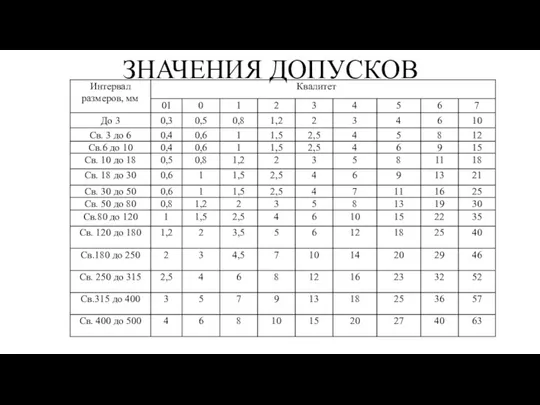
ЗНАЧЕНИЯ ДОПУСКОВ
ЗНАЧЕНИЯ ДОПУСКОВ
T=15 мкм из таблицы значения допусков по квалитету и интервалу размеров
T=15 мкм из таблицы значения допусков по квалитету и интервалу размеров
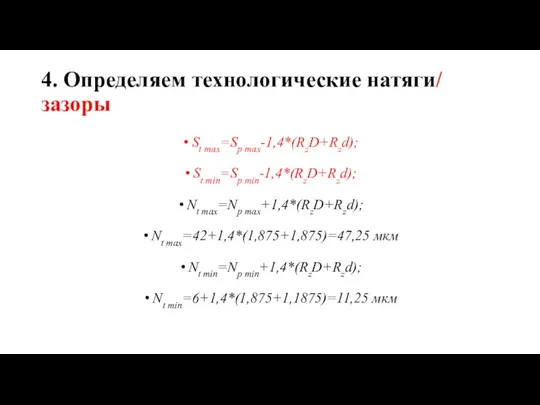
4. Определяем технологические натяги/ зазоры
St max=Sp max-1,4*(RzD+Rzd);
St min=Sp min-1,4*(RzD+Rzd);
Nt max=Np max+1,4*(RzD+Rzd);
Nt
4. Определяем технологические натяги/ зазоры
St max=Sp max-1,4*(RzD+Rzd);
St min=Sp min-1,4*(RzD+Rzd);
Nt max=Np max+1,4*(RzD+Rzd);
Nt
5. Назначаем стандартную посадку, при условии:
S: (CD) ≥ St min
S:
5. Назначаем стандартную посадку, при условии:
S: (CD) ≥ St min
S:
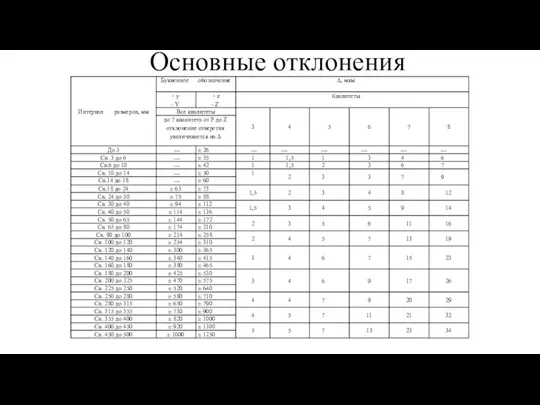
Основные отклонения
Основные отклонения
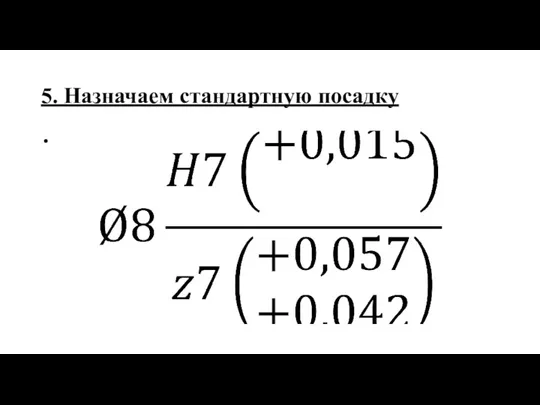
5. Назначаем стандартную посадку
5. Назначаем стандартную посадку
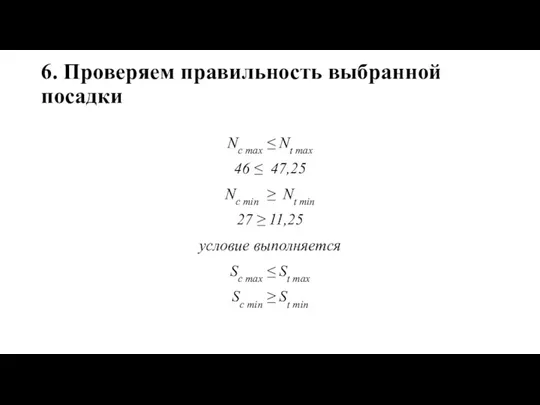
6. Проверяем правильность выбранной посадки
Nc max ≤ Nt max
46 ≤ 47,25
Nc
6. Проверяем правильность выбранной посадки
Nc max ≤ Nt max
46 ≤ 47,25
Nc
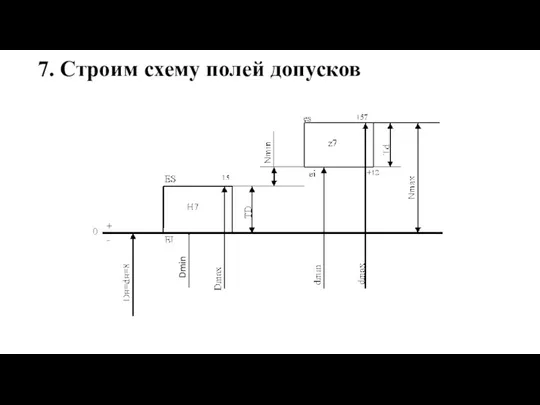
7. Строим схему полей допусков
Dmin
7. Строим схему полей допусков
Dmin
7.1. Определяем предельные размеры отверстия, допуск отверстия 2-мя способами
TD= ES-EI =0,015-0=0,015
7.1. Определяем предельные размеры отверстия, допуск отверстия 2-мя способами
TD= ES-EI =0,015-0=0,015
7.2 Определяем предельные размеры вала, допуск вала 2-мя способами
Td= es–ei =0,057-0,042=0,015
7.2 Определяем предельные размеры вала, допуск вала 2-мя способами
Td= es–ei =0,057-0,042=0,015
7.3. Определяем предельные зазоры/натяги
N max= d max – D min=8,057-8=0,057 мм
N
7.3. Определяем предельные зазоры/натяги
N max= d max – D min=8,057-8=0,057 мм
N
7.4. Определяем допуск посадки двумя способами
Т∆= N max- N min=0,057-0,027=0,030 мм
Т∆=
7.4. Определяем допуск посадки двумя способами
Т∆= N max- N min=0,057-0,027=0,030 мм
Т∆=
8. Определяем стандартное значение шероховатости Ra
RaD=RzD/4=1,875/4=0,4 мкм
Rad=Rzd/4=1,875/4=0,4 мкм
8. Определяем стандартное значение шероховатости Ra
RaD=RzD/4=1,875/4=0,4 мкм
Rad=Rzd/4=1,875/4=0,4 мкм
9. Назначаем завершающий технологический процесс
Ø 8 H7- Растачивание тонкое алмазное
RaD= 0,4
9. Назначаем завершающий технологический процесс
Ø 8 H7- Растачивание тонкое алмазное
RaD= 0,4
10. Определяем величину допуска отклонений формы поверхностей сопрягаемых деталей
∆D=∆d =T/2= 15/2=7,5
10. Определяем величину допуска отклонений формы поверхностей сопрягаемых деталей
∆D=∆d =T/2= 15/2=7,5
 Проблемы юридической техники в уголовном праве
Проблемы юридической техники в уголовном праве Автоматизация звука Р
Автоматизация звука Р Теоретические основы товароведения продовольственных товаров
Теоретические основы товароведения продовольственных товаров Технология изготовления и монтаж деревянных лестниц. Устройство деревянного перекрытия
Технология изготовления и монтаж деревянных лестниц. Устройство деревянного перекрытия Способы организации пространства в ландшафтной архитектуре
Способы организации пространства в ландшафтной архитектуре Основы общественного производства
Основы общественного производства Процедура выбора страховой компании для строительной организации ООО Паркинг-М
Процедура выбора страховой компании для строительной организации ООО Паркинг-М Разработка технологии внесения растворов жидких комплексных удобрений (жку) в посевы сельскохозяйственных культур
Разработка технологии внесения растворов жидких комплексных удобрений (жку) в посевы сельскохозяйственных культур Традиционные общества востока
Традиционные общества востока Кошки
Кошки Христианин в труде
Христианин в труде День космонавтики.
День космонавтики. Порядок проверки и замены компрессора Dvm plus III
Порядок проверки и замены компрессора Dvm plus III 20231021_lyubit_svoego_podrostka_2012
20231021_lyubit_svoego_podrostka_2012 Ислам мәдениеті
Ислам мәдениеті Виды химической связи
Виды химической связи Деловая игра Знатоки ФГОС ДО
Деловая игра Знатоки ФГОС ДО Рейди мэйд в искусстве XX века
Рейди мэйд в искусстве XX века Роль воспитателя в процессе музык. воспитания
Роль воспитателя в процессе музык. воспитания образование в жизни человека
образование в жизни человека Моделирование и конструирование
Моделирование и конструирование Ознакомление детей дошкольного возраста с изобразительным искусством
Ознакомление детей дошкольного возраста с изобразительным искусством Проецирование. Проекция
Проецирование. Проекция Döwletleriň syýasy kartada şekillendirilşi
Döwletleriň syýasy kartada şekillendirilşi Современные способы обеззараживания воды
Современные способы обеззараживания воды Экономическая сущность предпринимательской деятельности
Экономическая сущность предпринимательской деятельности Эксплуатация системы кондиционирования воздуха пассажирских вагонов в пути следования
Эксплуатация системы кондиционирования воздуха пассажирских вагонов в пути следования Театр Моды Силуэт, коллекция Цвета жизни
Театр Моды Силуэт, коллекция Цвета жизни