Разработка технологического процесса изготовления детали Корпус клапана в условиях среднесерийного производства презентация
- Разработка технологического процесса изготовления детали Корпус клапана в условиях среднесерийного производства

Содержание
- 2. Цель: Разработать технологический процесс изготовления детали «Корпус клапана» в условиях среднесерийного производства. Задачи: Провести анализ чертежа
- 3. Технологический раздел Чертеж детали «Корпус клапана» 3
- 4. Сравнение вариантов получения заготовки Изучив методы получения заготовки, доказано, что с точки зрения экономии материала, выгоднее
- 5. Выбор типа производства и вида заготовки 5 Выбран тип производства среднесерийный т.к количество деталей в год
- 6. Маршрут технологической обработки детали «Корпус клапана» Операция 005 Заготовительная 1. Отлить заготовку согласно чертежу 6
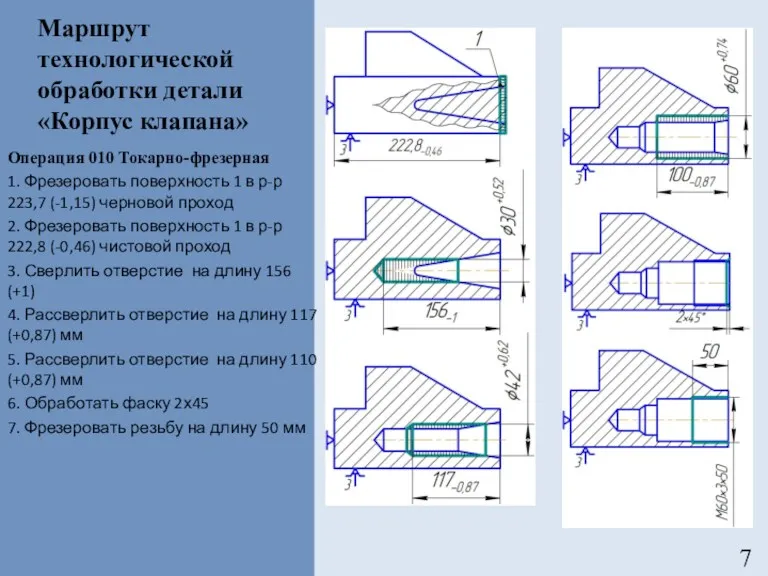
- 7. Маршрут технологической обработки детали «Корпус клапана» Операция 010 Токарно-фрезерная 1. Фрезеровать поверхность 1 в р-р 223,7
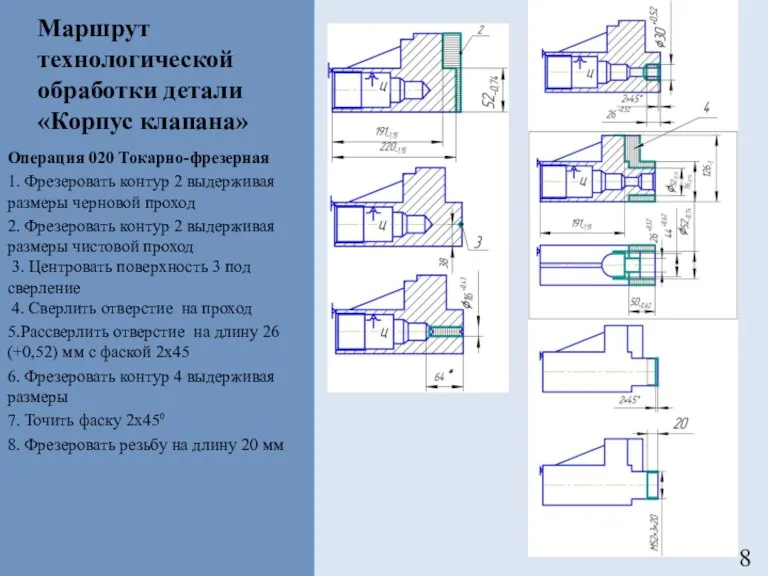
- 8. Маршрут технологической обработки детали «Корпус клапана» Операция 020 Токарно-фрезерная 1. Фрезеровать контур 2 выдерживая размеры черновой
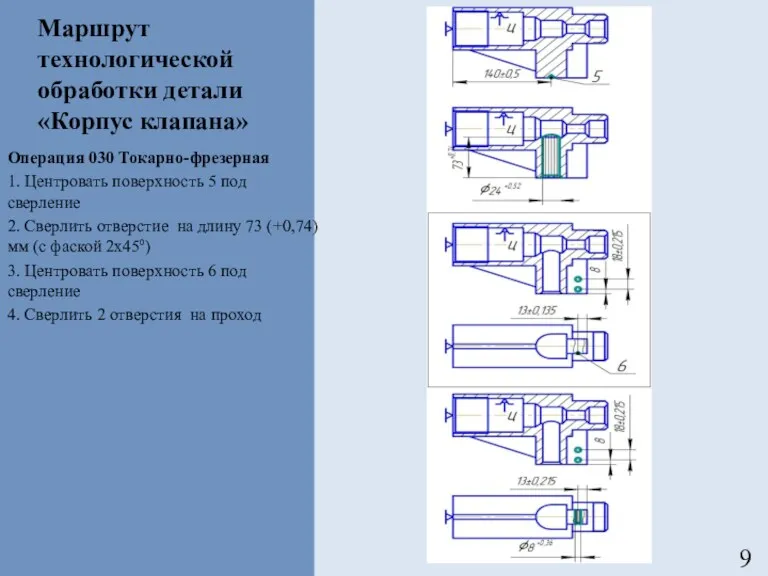
- 9. Маршрут технологической обработки детали «Корпус клапана» Операция 030 Токарно-фрезерная 1. Центровать поверхность 5 под сверление 2.
- 10. Маршрут технологической обработки детали «Корпус клапана» 10 030 Слесарная 1. Опилить заусенцы, после механической обработки. 2.
- 11. Технологическое оборудование В качестве оборудования был выбран Токарно-фрезерный центр с ЧПУ СTXgamma 2000 TC. 11
- 12. Технические характеристики CTXgamma 2000 TC 12
- 13. Выбор режущего и мерительного инструмента 13
- 14. Выбор режущего и мерительного инструмента 14
- 15. Выбор режущего и мерительного инструмента 15
- 16. Конструкторский раздел 16 Спроектировано приспособление "Цанга разжимная" для обеспечения вертикальной ориентации заготовки.
- 17. Исследовательская часть. Силы при работе цилиндрической фрезы. а — при встречном перемещении; 6 — при попутном
- 18. Исследовательская часть. Схемы образования профиля поверхности при фрезеровании. На всех схемах глубина фрезерования и подача на
- 19. Исследовательская часть. Интерфейс программы для определения окружной составляющей силы резания. 19
- 21. Скачать презентацию
Цель: Разработать технологический процесс изготовления детали «Корпус клапана» в условиях среднесерийного
Цель: Разработать технологический процесс изготовления детали «Корпус клапана» в условиях среднесерийного

Технологический раздел
Чертеж детали «Корпус клапана»
3
Технологический раздел
Чертеж детали «Корпус клапана»
3
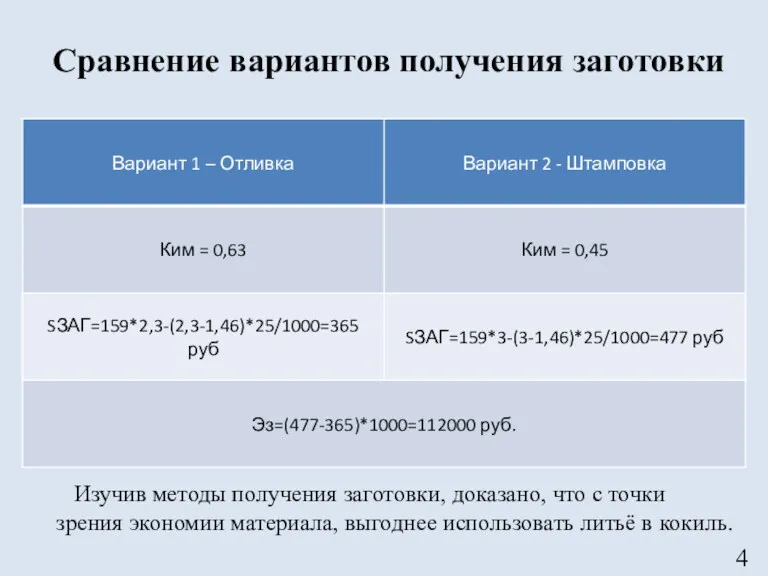
Сравнение вариантов получения заготовки
Изучив методы получения заготовки, доказано, что с
Сравнение вариантов получения заготовки
Изучив методы получения заготовки, доказано, что с
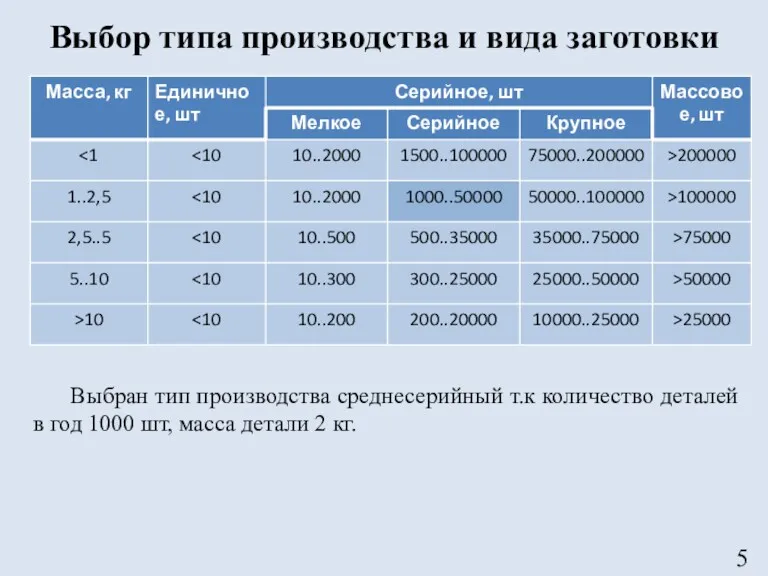
Выбор типа производства и вида заготовки
5
Выбран тип производства среднесерийный т.к
Выбор типа производства и вида заготовки
5
Выбран тип производства среднесерийный т.к
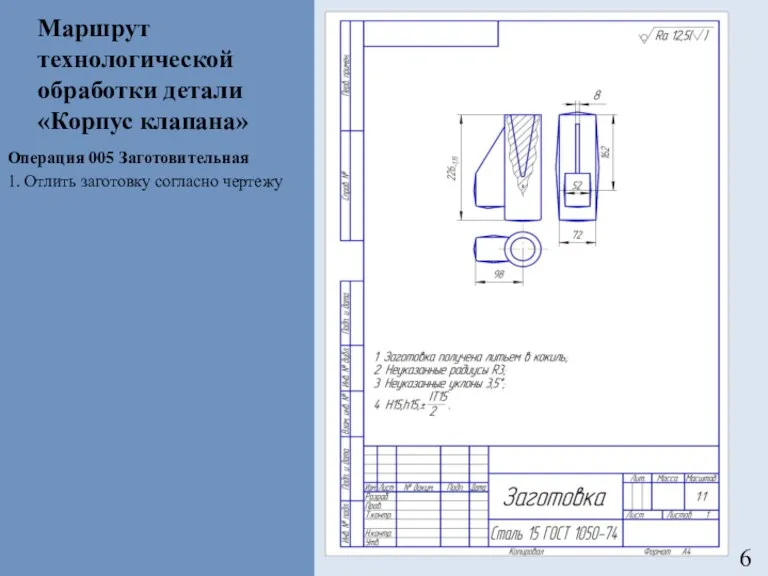
Маршрут технологической обработки детали «Корпус клапана»
Операция 005 Заготовительная
1. Отлить заготовку согласно
Маршрут технологической обработки детали «Корпус клапана»
Операция 005 Заготовительная
1. Отлить заготовку согласно
Маршрут технологической обработки детали «Корпус клапана»
Операция 010 Токарно-фрезерная
1. Фрезеровать поверхность 1
Маршрут технологической обработки детали «Корпус клапана»
Операция 010 Токарно-фрезерная
1. Фрезеровать поверхность 1
Маршрут технологической обработки детали «Корпус клапана»
Операция 020 Токарно-фрезерная
1. Фрезеровать контур 2
Маршрут технологической обработки детали «Корпус клапана»
Операция 020 Токарно-фрезерная
1. Фрезеровать контур 2
Маршрут технологической обработки детали «Корпус клапана»
Операция 030 Токарно-фрезерная
1. Центровать поверхность 5
Маршрут технологической обработки детали «Корпус клапана»
Операция 030 Токарно-фрезерная
1. Центровать поверхность 5
Маршрут технологической обработки детали «Корпус клапана»
10
030 Слесарная
1. Опилить заусенцы, после механической
Маршрут технологической обработки детали «Корпус клапана»
10
030 Слесарная
1. Опилить заусенцы, после механической

Технологическое оборудование
В качестве оборудования был выбран Токарно-фрезерный центр с ЧПУ
Технологическое оборудование
В качестве оборудования был выбран Токарно-фрезерный центр с ЧПУ
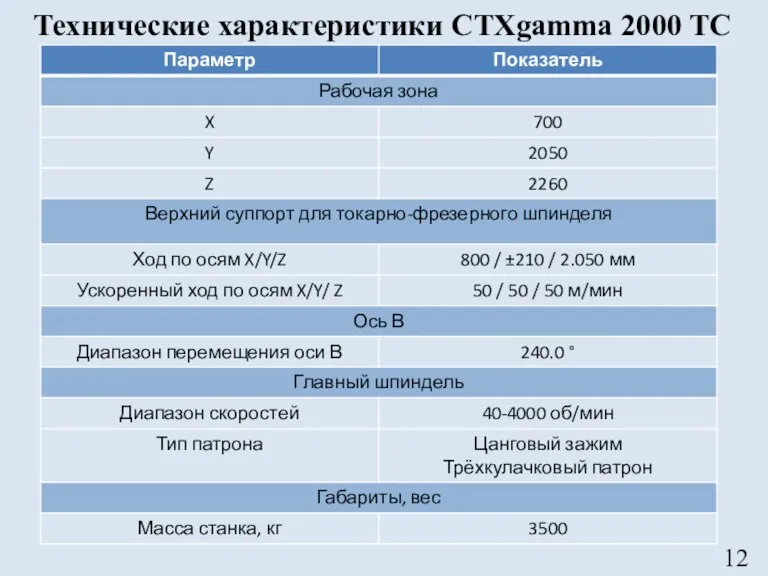
Технические характеристики CTXgamma 2000 TC
12
Технические характеристики CTXgamma 2000 TC
12
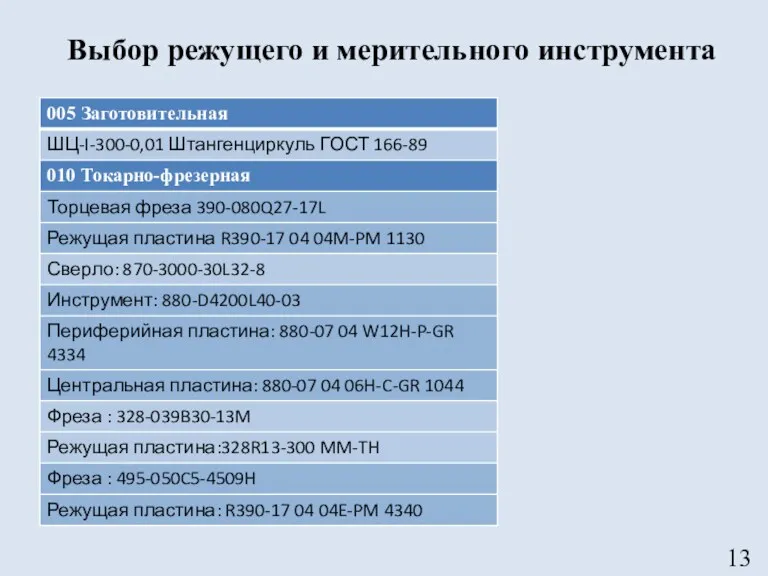
Выбор режущего и мерительного инструмента
13
Выбор режущего и мерительного инструмента
13
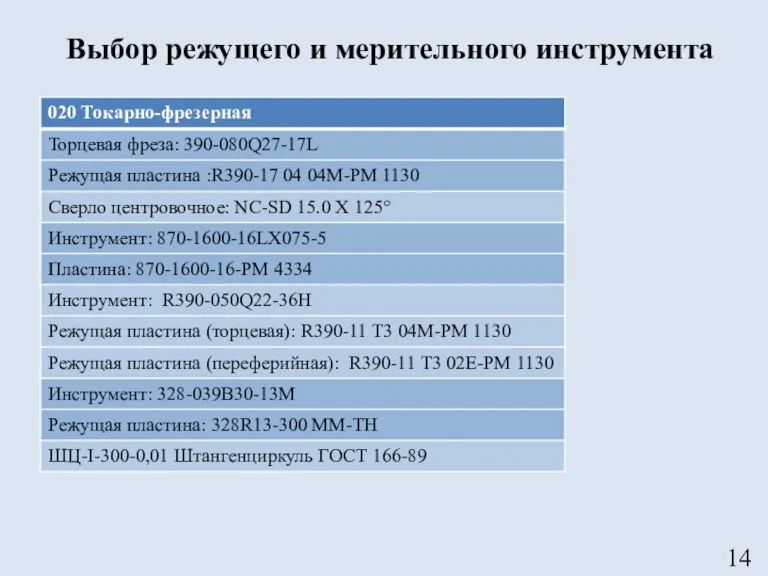
Выбор режущего и мерительного инструмента
14
Выбор режущего и мерительного инструмента
14
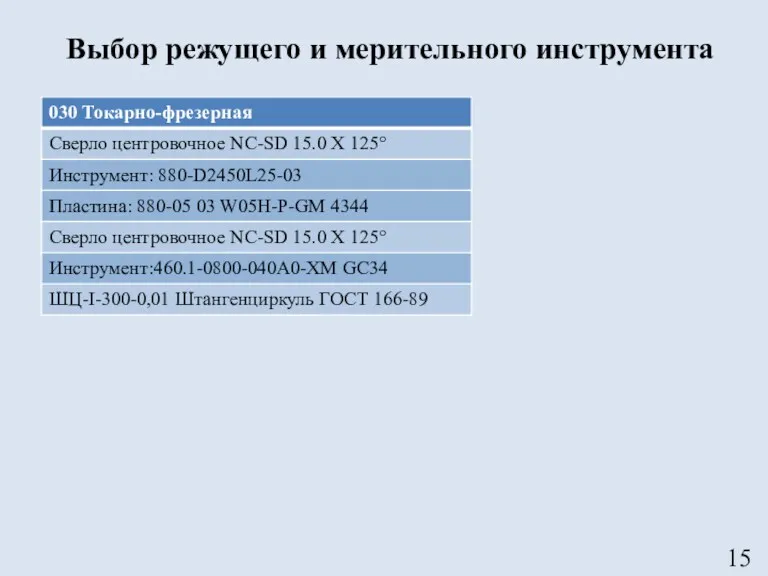
Выбор режущего и мерительного инструмента
15
Выбор режущего и мерительного инструмента
15

Конструкторский раздел
16
Спроектировано приспособление "Цанга разжимная" для обеспечения вертикальной ориентации заготовки.
Конструкторский раздел
16
Спроектировано приспособление "Цанга разжимная" для обеспечения вертикальной ориентации заготовки.
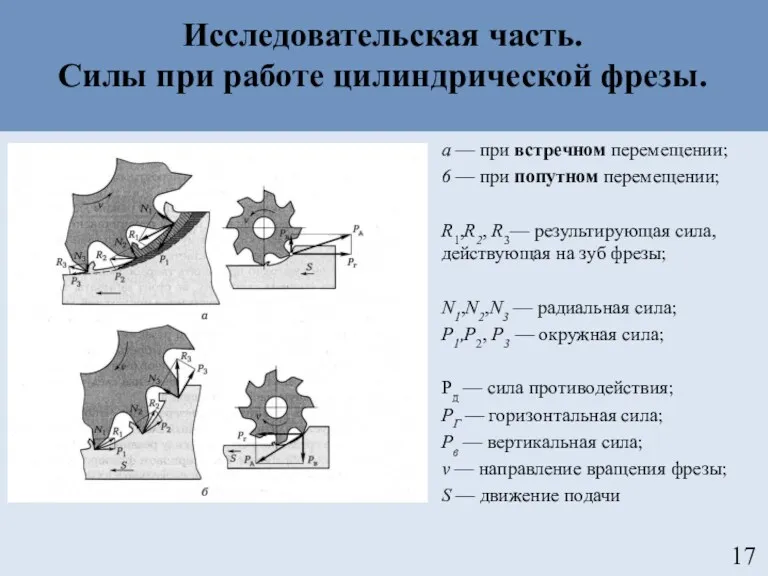
Исследовательская часть.
Силы при работе цилиндрической фрезы.
а — при встречном перемещении;
6 — при попутном
Исследовательская часть.
Силы при работе цилиндрической фрезы.
а — при встречном перемещении;
6 — при попутном
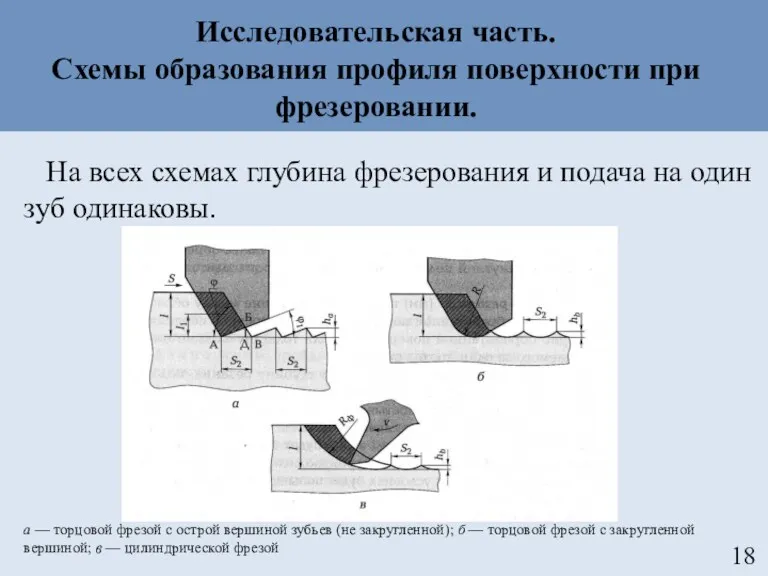
Исследовательская часть.
Схемы образования профиля поверхности при фрезеровании.
На всех схемах
Исследовательская часть.
Схемы образования профиля поверхности при фрезеровании.
На всех схемах
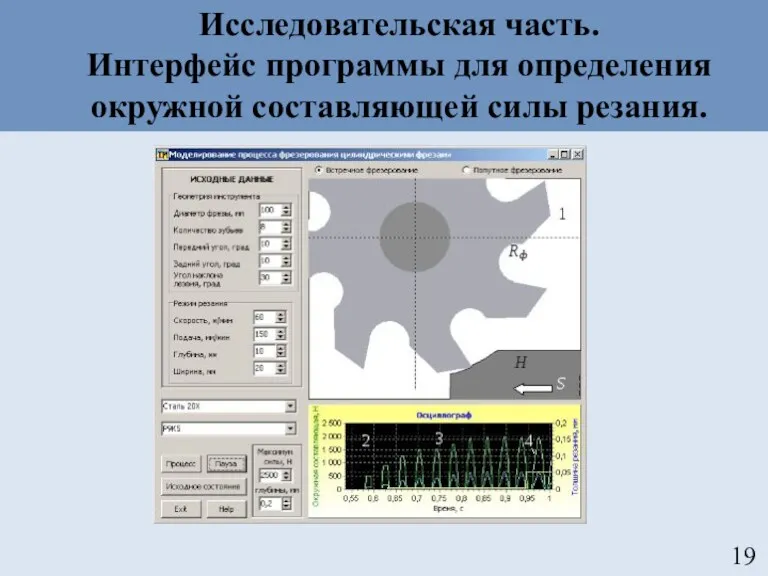
Исследовательская часть.
Интерфейс программы для определения
окружной составляющей силы резания.
19
Исследовательская часть.
Интерфейс программы для определения
окружной составляющей силы резания.
19
 Экспертиза качества некоторых сортов хлеба
Экспертиза качества некоторых сортов хлеба Microsoft Access-мәліметтер қорын басқару жүйесі
Microsoft Access-мәліметтер қорын басқару жүйесі Манипуляции в речи
Манипуляции в речи Радиосвязное оборудование воздушных судов
Радиосвязное оборудование воздушных судов Пальчиковые игры для развития речи детей 4-7 лет
Пальчиковые игры для развития речи детей 4-7 лет Аномалия Петерса. Синдром Марфана
Аномалия Петерса. Синдром Марфана Чернышевский Н.Г. (1828-1889)
Чернышевский Н.Г. (1828-1889) Волейбол. Совершенствование техники передач, нападающего удара и подачи
Волейбол. Совершенствование техники передач, нападающего удара и подачи Новая система обращения с твердыми коммунальными отходами
Новая система обращения с твердыми коммунальными отходами Тургенев. Отцы и дети. Галерея портретов и эпизодов
Тургенев. Отцы и дети. Галерея портретов и эпизодов Классный час по правилам пожарной безопасности
Классный час по правилам пожарной безопасности Климактерический синдром
Климактерический синдром Методическая разработка урока.
Методическая разработка урока. Wikipedia. How it works and why it works
Wikipedia. How it works and why it works Защита программы кружка ЮИД.
Защита программы кружка ЮИД. PWM (Pulse-Width Modulation)
PWM (Pulse-Width Modulation) проект Второе рождение коробки
проект Второе рождение коробки Participle I, II. Причастия в английском языке
Participle I, II. Причастия в английском языке Нарушения кровообращения и лимфообращения
Нарушения кровообращения и лимфообращения Работа над ошибками по русскому языку
Работа над ошибками по русскому языку Конфликт на Ближнем Востоке
Конфликт на Ближнем Востоке Комплаентность пациента с артериальной гипертензией. Роль фельдшера
Комплаентность пациента с артериальной гипертензией. Роль фельдшера Азия на политической карте мира
Азия на политической карте мира Природа человека. Изучение нового материала
Природа человека. Изучение нового материала Инструкция по вносу накладных
Инструкция по вносу накладных 20231102_podgotovka_k_gia_zad.40
20231102_podgotovka_k_gia_zad.40 Английский чай
Английский чай Размерный анализ. Точность технологических операций
Размерный анализ. Точность технологических операций