- Ручная аргонодуговая сварка

Содержание
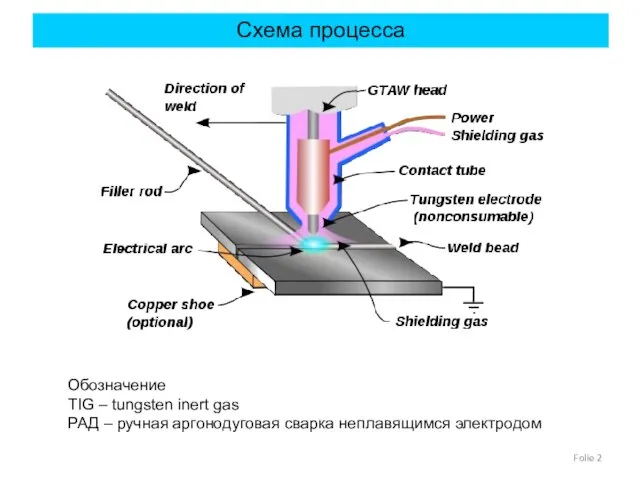
- 2. Folie Схема процесса Обозначение TIG – tungsten inert gas РАД – ручная аргонодуговая сварка неплавящимся электродом
- 3. Folie Физика дуги
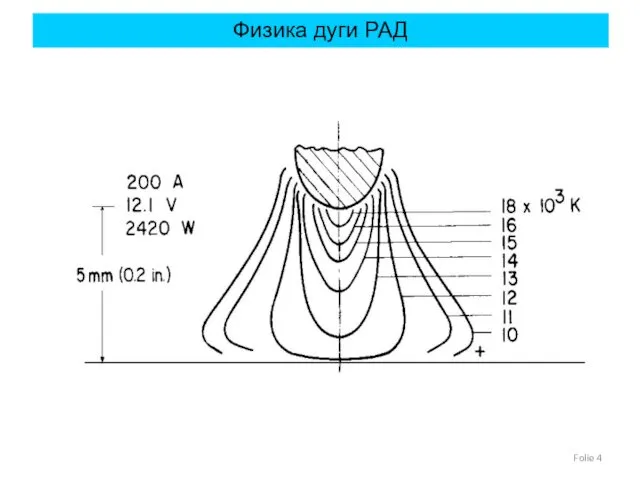
- 4. Folie Физика дуги РАД
- 5. Процесс образования разряда состоит из следующих стадий: Ионизация газа Прорыв Разряд Negative Streamer Positive Streamer Не
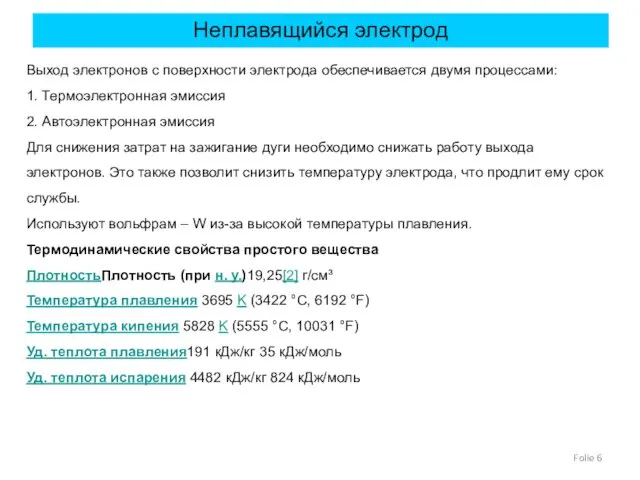
- 6. Folie Неплавящийся электрод Выход электронов с поверхности электрода обеспечивается двумя процессами: 1. Термоэлектронная эмиссия 2. Автоэлектронная
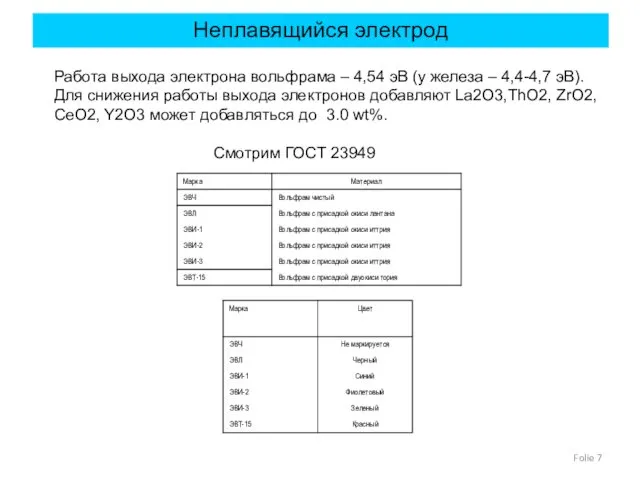
- 7. Folie Неплавящийся электрод Работа выхода электрона вольфрама – 4,54 эВ (у железа – 4,4-4,7 эВ). Для
- 8. Folie Оборудование Оборудование в целом аналогично РДС: Падающая ВАХ Трназисторы MOSFET, IGBT - ШИМ Нюансы: Осциллятор
- 9. Folie Осциллятор MADE IN USSR
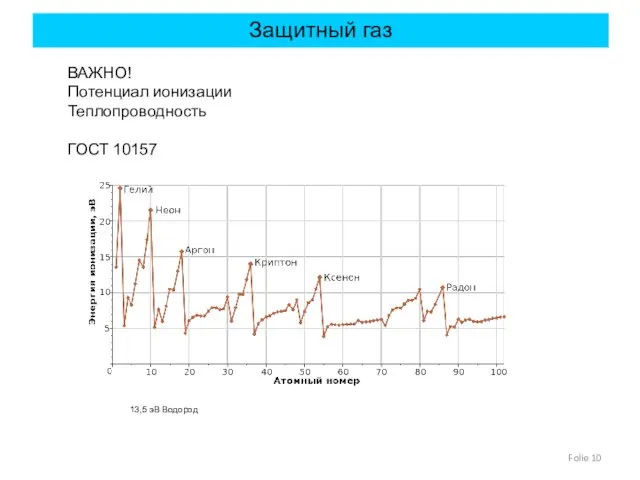
- 10. Folie Защитный газ ВАЖНО! Потенциал ионизации Теплопроводность ГОСТ 10157 13,5 эВ Водород
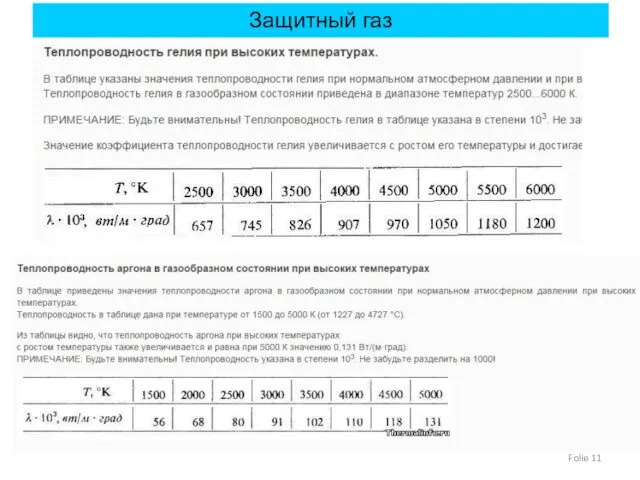
- 11. Folie Защитный газ
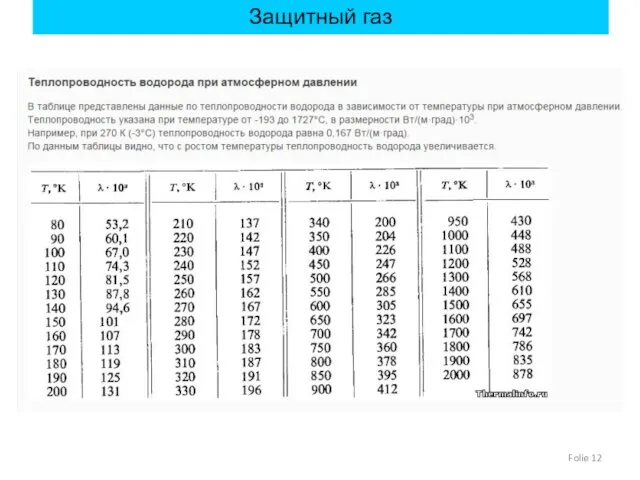
- 12. Folie Защитный газ
- 13. Сварка ведется без присадки и с присадкой. Выбор присадки осуществляется по химическим и механическим войствам наплавленного
- 14. Case Study Activated TIG: “A-TIG” (1/8) Activating fluxes for TIG welding was first reported by the
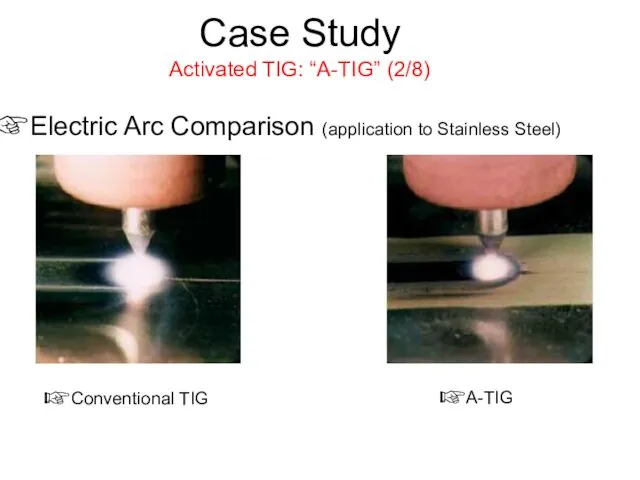
- 15. Case Study Activated TIG: “A-TIG” (2/8) Conventional TIG Electric Arc Comparison (application to Stainless Steel) A-TIG
- 16. Case Study Activated TIG: “A-TIG” (3/8) Advantages A-TIG versus conventional TIG Increased productivity due to greater
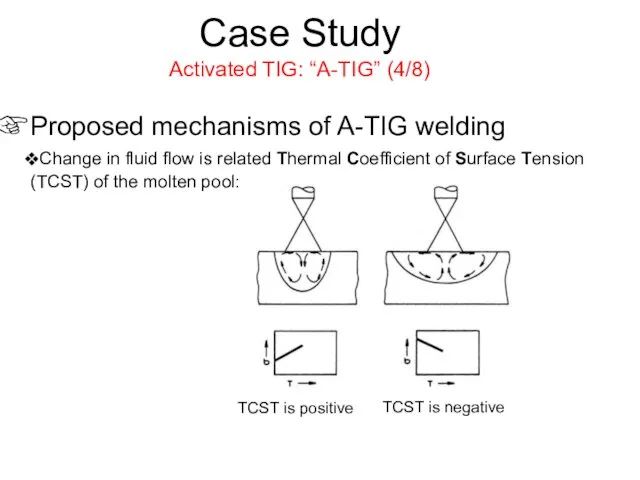
- 17. Case Study Activated TIG: “A-TIG” (4/8) Proposed mechanisms of A-TIG welding Change in fluid flow is
- 18. Case Study Activated TIG: “A-TIG” (5/8) Proposed mechanisms of A-TIG welding Spectroscopic analysis shows a decrease
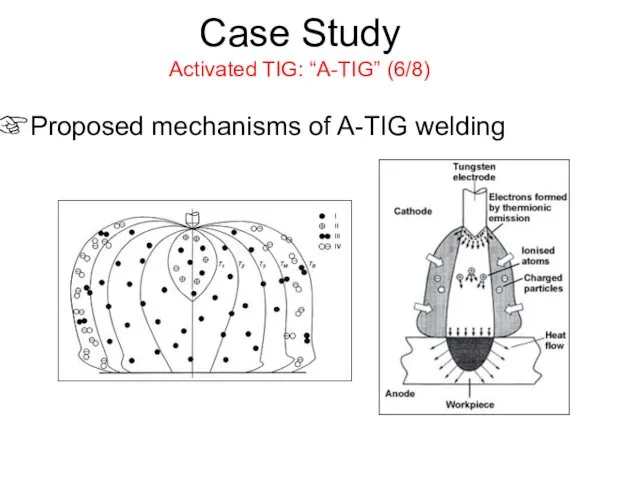
- 19. Case Study Activated TIG: “A-TIG” (6/8) Proposed mechanisms of A-TIG welding
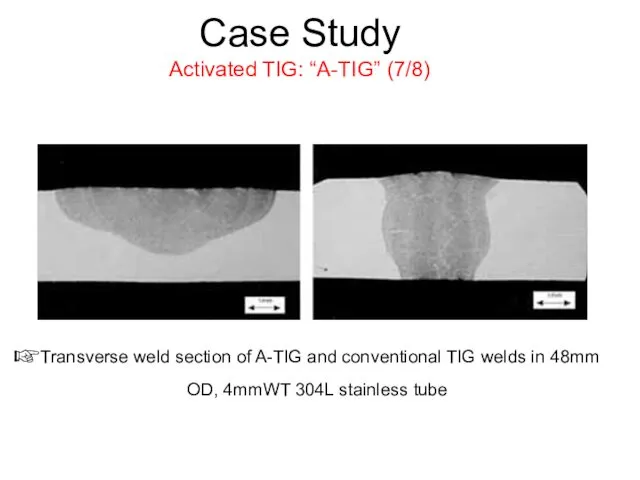
- 20. Case Study Activated TIG: “A-TIG” (7/8) Transverse weld section of A-TIG and conventional TIG welds in
- 21. Case Study Activated TIG: “A-TIG” (8/8) Transverse weld sections of A-TIG and conventional TIG welds in
- 23. Скачать презентацию
Folie
Схема процесса
Обозначение
TIG – tungsten inert gas
РАД – ручная аргонодуговая
Folie
Схема процесса
Обозначение
TIG – tungsten inert gas
РАД – ручная аргонодуговая

Folie
Физика дуги
Folie
Физика дуги
Folie
Физика дуги РАД
Folie
Физика дуги РАД
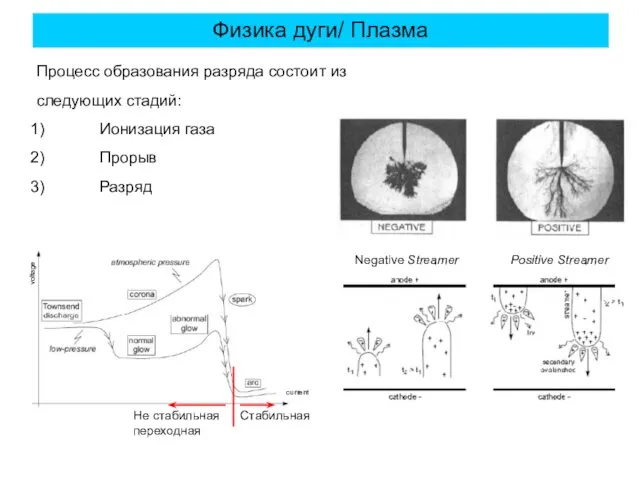
Процесс образования разряда состоит из
следующих стадий:
Ионизация газа
Прорыв
Разряд
Negative Streamer
Positive Streamer
Не
Процесс образования разряда состоит из
следующих стадий:
Ионизация газа
Прорыв
Разряд
Negative Streamer
Positive Streamer
Не
Folie
Неплавящийся электрод
Выход электронов с поверхности электрода обеспечивается двумя процессами:
1. Термоэлектронная
Folie
Неплавящийся электрод
Выход электронов с поверхности электрода обеспечивается двумя процессами:
1. Термоэлектронная
Folie
Неплавящийся электрод
Работа выхода электрона вольфрама – 4,54 эВ (у железа
Folie
Неплавящийся электрод
Работа выхода электрона вольфрама – 4,54 эВ (у железа

Folie
Оборудование
Оборудование в целом
аналогично РДС:
Падающая ВАХ
Трназисторы MOSFET,
IGBT
- ШИМ
Нюансы:
Осциллятор для поджига дуги
(система
Folie
Оборудование
Оборудование в целом
аналогично РДС:
Падающая ВАХ
Трназисторы MOSFET,
IGBT
- ШИМ
Нюансы:
Осциллятор для поджига дуги
(система

Folie
Осциллятор MADE IN USSR
Folie
Осциллятор MADE IN USSR
Folie
Защитный газ
ВАЖНО!
Потенциал ионизации
Теплопроводность
ГОСТ 10157
13,5 эВ Водород
Folie
Защитный газ
ВАЖНО!
Потенциал ионизации
Теплопроводность
ГОСТ 10157
13,5 эВ Водород
Folie
Защитный газ
Folie
Защитный газ
Folie
Защитный газ
Folie
Защитный газ
Сварка ведется без присадки и с присадкой.
Выбор присадки осуществляется по химическим
Сварка ведется без присадки и с присадкой.
Выбор присадки осуществляется по химическим
Case Study
Activated TIG: “A-TIG” (1/8)
Activating fluxes for TIG welding was first
Case Study
Activated TIG: “A-TIG” (1/8)
Activating fluxes for TIG welding was first
Case Study
Activated TIG: “A-TIG” (2/8)
Conventional TIG
Electric Arc Comparison (application to Stainless
Case Study
Activated TIG: “A-TIG” (2/8)
Conventional TIG
Electric Arc Comparison (application to Stainless
Case Study
Activated TIG: “A-TIG” (3/8)
Advantages A-TIG versus conventional TIG
Increased productivity
Case Study
Activated TIG: “A-TIG” (3/8)
Advantages A-TIG versus conventional TIG
Increased productivity
Case Study
Activated TIG: “A-TIG” (4/8)
Proposed mechanisms of A-TIG welding
Change in fluid
Case Study
Activated TIG: “A-TIG” (4/8)
Proposed mechanisms of A-TIG welding
Change in fluid
Case Study
Activated TIG: “A-TIG” (5/8)
Proposed mechanisms of A-TIG welding
Spectroscopic analysis shows
Case Study
Activated TIG: “A-TIG” (5/8)
Proposed mechanisms of A-TIG welding
Spectroscopic analysis shows
Case Study
Activated TIG: “A-TIG” (6/8)
Proposed mechanisms of A-TIG welding
Case Study
Activated TIG: “A-TIG” (6/8)
Proposed mechanisms of A-TIG welding
Case Study
Activated TIG: “A-TIG” (7/8)
Transverse weld section of A-TIG and conventional
Case Study
Activated TIG: “A-TIG” (7/8)
Transverse weld section of A-TIG and conventional
Case Study
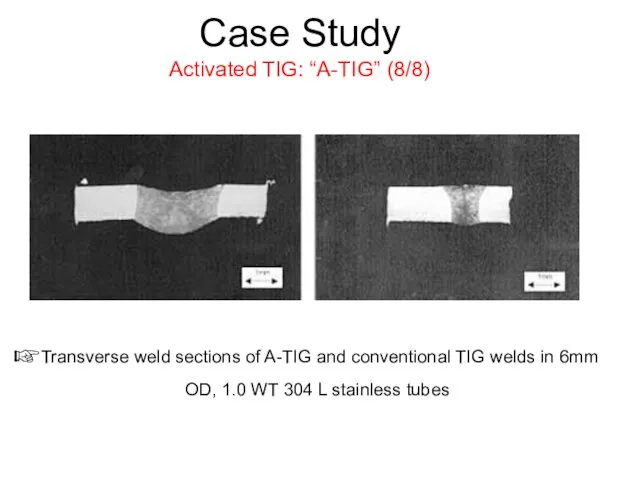
Activated TIG: “A-TIG” (8/8)
Transverse weld sections of A-TIG and conventional
Case Study
Activated TIG: “A-TIG” (8/8)
Transverse weld sections of A-TIG and conventional
 Патология как научный фундамент современной клинической медицины
Патология как научный фундамент современной клинической медицины Педагогическая студия Реализация воспитательного компонента ФГОС СПО и ФГОС СПО по ТОП-50 в образовательном процессе
Педагогическая студия Реализация воспитательного компонента ФГОС СПО и ФГОС СПО по ТОП-50 в образовательном процессе Новый год
Новый год Наноэлектроника
Наноэлектроника Виктор Мари Гюго
Виктор Мари Гюго Мораль. Религия. (10 класс)
Мораль. Религия. (10 класс) Презентация Развитие речи Вашего малыша
Презентация Развитие речи Вашего малыша Педагогическая династия моей семьи Диск
Педагогическая династия моей семьи Диск Пользовательский интерфейс
Пользовательский интерфейс rigolo_paques_3
rigolo_paques_3 Мамино сердце
Мамино сердце Карман – деталь одежды. 5 класс
Карман – деталь одежды. 5 класс Орыс мәдениеті (XV - XVI ff.)
Орыс мәдениеті (XV - XVI ff.) Всероссийский конкурс Недаром помнит вся Россия Да, были люди в наше время
Всероссийский конкурс Недаром помнит вся Россия Да, были люди в наше время Базисные условия поставки Инкотермс 2010
Базисные условия поставки Инкотермс 2010 Қазақстан Жылыжай Технологиялары ЖШС жылыжай кешені жағдайындағы қызанақты қалыптастыру тəсілдерінің өнімділікке əсері
Қазақстан Жылыжай Технологиялары ЖШС жылыжай кешені жағдайындағы қызанақты қалыптастыру тəсілдерінің өнімділікке əсері Общая характеристика металлов главных подгрупп I - III групп ПСХЭ Д.И.Менделеева
Общая характеристика металлов главных подгрупп I - III групп ПСХЭ Д.И.Менделеева Презентация. Коррозия (9 класс)
Презентация. Коррозия (9 класс) Первый раз, в первый класс
Первый раз, в первый класс Функції цнс, нервові центри
Функції цнс, нервові центри Производственный план
Производственный план Цвета 2 класс
Цвета 2 класс Закон об образовании в Российской Федерации
Закон об образовании в Российской Федерации Надежность технических систем и техногенный риск
Надежность технических систем и техногенный риск Визуальное программирование для начинающих (Scratch)
Визуальное программирование для начинающих (Scratch) Портфоліо Кратік Надії Вікторівни
Портфоліо Кратік Надії Вікторівни Все обо всем
Все обо всем Исследование влияния активированных минеральных добавок на эксплуатационные свойства портландцемента
Исследование влияния активированных минеральных добавок на эксплуатационные свойства портландцемента