Смазочно-охлаждающие технологические среды (СОТС). Обрабатываемость конструкционных материалов презентация
- Смазочно-охлаждающие технологические среды (СОТС). Обрабатываемость конструкционных материалов

Содержание
- 2. обрабатываемость Обрабатываемость материалов – способность материалов подвергаться резанию по ряду технологических показателей, а именно: допускаемая скорость
- 3. обрабатываемость При черновой обработке важны показатели: максимально возможная производительность, - величина составляющих силы резания, условия транспортировки
- 4. обрабатываемость Производительность и себестоимость обработки зависят главным образом от допускаемой скорости резания, поэтому основным показателем обрабатываемости
- 5. обрабатываемость 2. Методы определения обрабатываемости. В основе «классического» метода лежит нахождение зависимости V = F (Т).
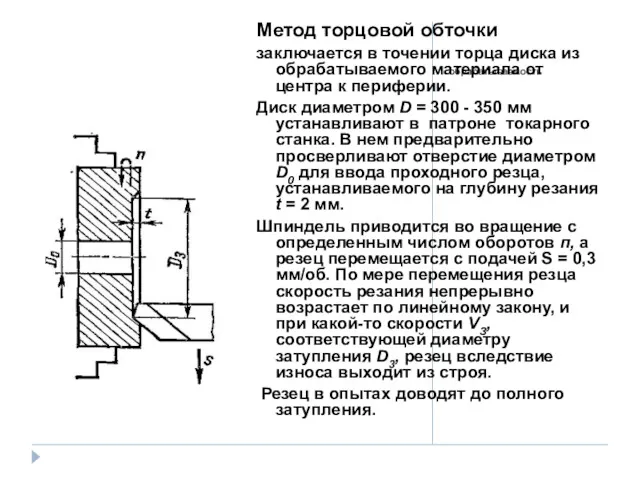
- 6. обрабатываемость Метод торцовой обточки заключается в точении торца диска из обрабатываемого материала от центра к периферии.
- 7. обрабатываемость Чем лучше обрабатываемость материала, тем больше будет диаметр затупления Dз и соответствующая ему скорость резания
- 8. обрабатываемость Метод А. С. Кондратова основан на положении, что интенсивность износа резца практически можно считать независимой
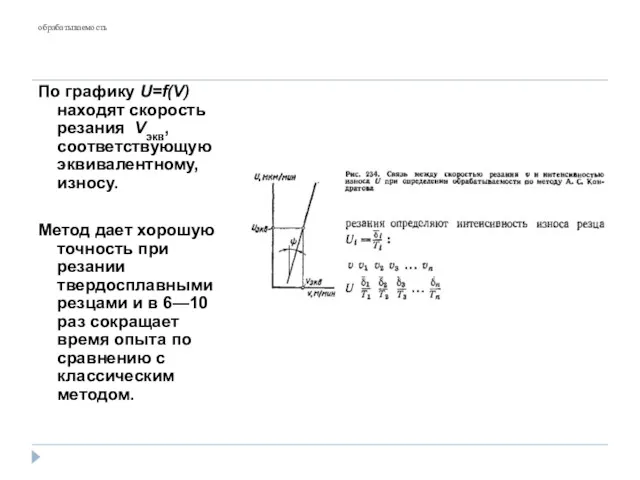
- 9. обрабатываемость По графику U=f(V) находят скорость резания Vэкв, соответствующую эквивалентному, износу. Метод дает хорошую точность при
- 10. обрабатываемость ОБРАБАТЫВАЕМОСТЬ РАЗЛИЧНЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ Обрабатываемость материалов, как технологическое свойство, определяется их химическим составом и структурным
- 11. обрабатываемость Обрабатываемость углеродистых и легированных конструкционных и инструментальных сталей. Обрабатываемость углеродистых сталей в первую очередь зависит
- 12. обрабатываемость
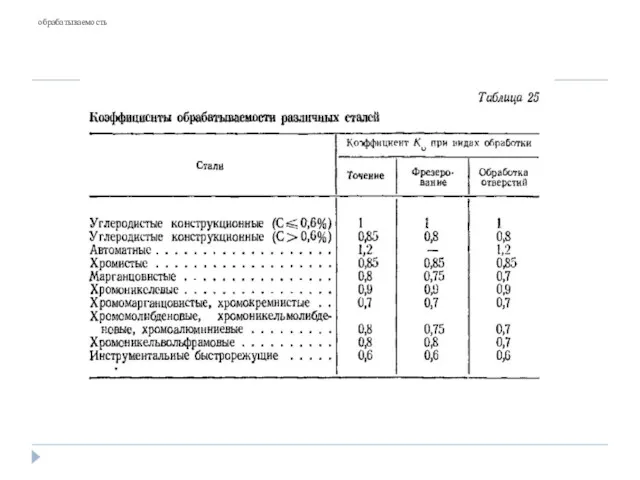
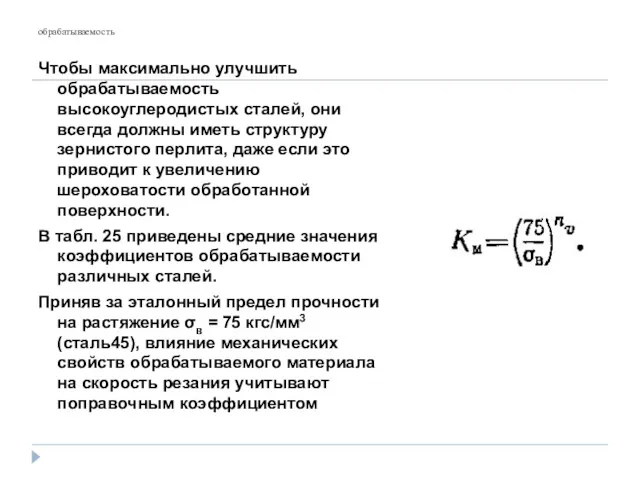
- 13. обрабатываемость Чтобы максимально улучшить обрабатываемость высокоуглеродистых сталей, они всегда должны иметь структуру зернистого перлита, даже если
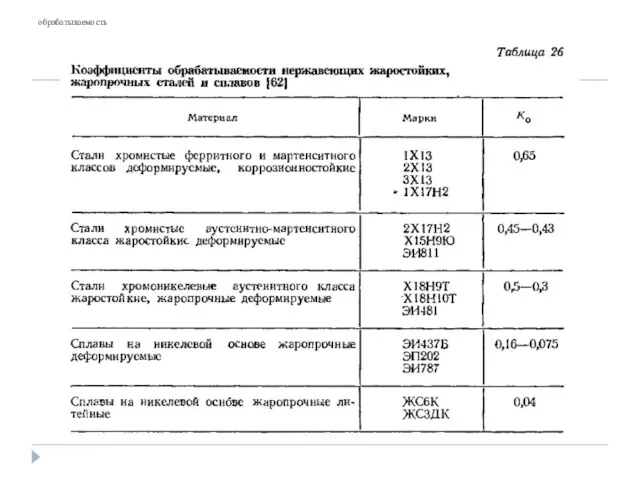
- 14. обрабатываемость Обрабатываемость нержавеющих, жаростойких и жаропрочных сталей и сплавов. Наиболее распространенными представителями этой группы материалов являются
- 15. обрабатываемость Жаростойкие и жаропрочные стали аустенитного класса отличаются высокой степенью упрочнения при превращении срезаемого слоя в
- 16. обрабатываемость
- 17. обрабатываемость Обрабатываемость титановых сплавов. Прочностные и технологические характеристики титановых сплавов зависят от химического состава, структуры и
- 18. обрабатываемость Для титановых сплавов характерны малая пластичность и способность к упрочнению. Из-за суставчатого и элементного строения
- 19. обрабатываемость Низкая теплопроводность и малая ширина площадки контакта на передней поверхности приводят к высоким температурам резания,
- 20. обрабатываемость Обрабатываемость чугунов. По обрабатываемости чугуны разделяют на четыре группы: ферритные, содержащие феррит и графит; перлитные
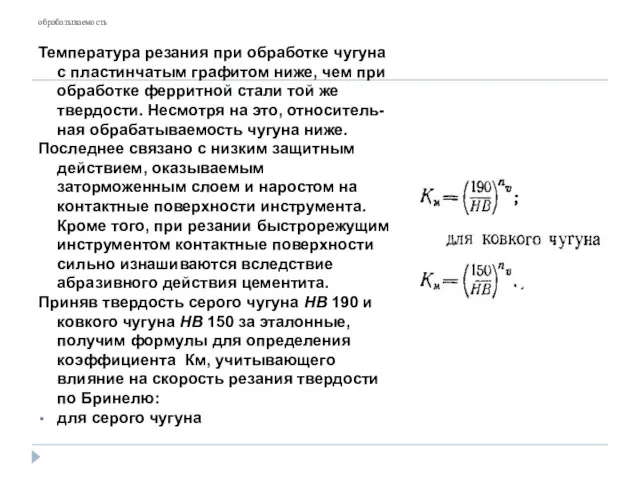
- 21. обрабатываемость Температура резания при обработке чугуна с пластинчатым графитом ниже, чем при обработке ферритной стали той
- 22. СОЖ СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ, ПРИМЕНЯЕМЫЕ ПРИ РЕЗАНИИ Большинство операций механической обработки осуществляется с применением смазочно-охлаждающих жидкостей (СОЖ).
- 23. СОЖ Физические пленки образуются вследствие молекулярной адсорбции. Условием образования физических пленок является присутствие в СОЖ поверхностно-активных
- 24. СОЖ В качестве поверхностно-активных присадок применяют олеиновую кислоту, нафтеновую кислоту (асидол), окисленный петролатум и некоторые эфиры.
- 25. СОЖ Физические, химические и механические пленки в различной степени уменьшают силу трения и адгезионное взаимодей-ствие между
- 26. СОЖ Все применяемые в настоящее время СОЖ можно разделить на имеющие в своей основе воду (водные
- 27. СОЖ Большое распространение получили минеральные масла, активированные серой, — сульфофрезолы. Сульфофрезол состоит из осерненного нигрола или
- 29. Скачать презентацию
обрабатываемость
Обрабатываемость материалов –
способность материалов подвергаться резанию по ряду технологических показателей,
обрабатываемость
Обрабатываемость материалов –
способность материалов подвергаться резанию по ряду технологических показателей,
обрабатываемость
При черновой обработке важны показатели:
максимально возможная производительность,
- величина
обрабатываемость
При черновой обработке важны показатели:
максимально возможная производительность,
- величина
обрабатываемость
Производительность и себестоимость обработки зависят главным образом от допускаемой скорости резания,
обрабатываемость
Производительность и себестоимость обработки зависят главным образом от допускаемой скорости резания,
обрабатываемость
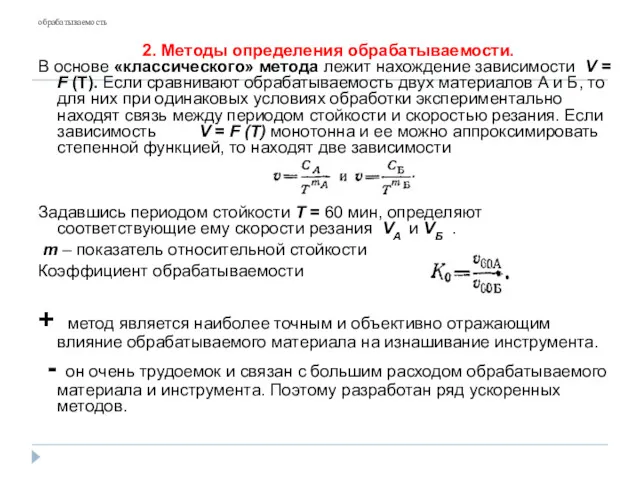
2. Методы определения обрабатываемости.
В основе «классического» метода лежит нахождение зависимости
обрабатываемость
2. Методы определения обрабатываемости.
В основе «классического» метода лежит нахождение зависимости
обрабатываемость
Метод торцовой обточки
заключается в точении торца диска из обрабатываемого материала
обрабатываемость
Метод торцовой обточки
заключается в точении торца диска из обрабатываемого материала
обрабатываемость
Чем лучше обрабатываемость материала, тем больше будет диаметр затупления Dз и
обрабатываемость
Чем лучше обрабатываемость материала, тем больше будет диаметр затупления Dз и
обрабатываемость
Метод А. С. Кондратова основан на положении, что интенсивность износа резца
обрабатываемость
Метод А. С. Кондратова основан на положении, что интенсивность износа резца
обрабатываемость
По графику U=f(V) находят скорость резания Vэкв, соответствующую эквивалентному, износу.
Метод
обрабатываемость
По графику U=f(V) находят скорость резания Vэкв, соответствующую эквивалентному, износу.
Метод
обрабатываемость
ОБРАБАТЫВАЕМОСТЬ РАЗЛИЧНЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Обрабатываемость материалов, как технологическое свойство, определяется их химическим
обрабатываемость
ОБРАБАТЫВАЕМОСТЬ РАЗЛИЧНЫХ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Обрабатываемость материалов, как технологическое свойство, определяется их химическим
обрабатываемость
Обрабатываемость углеродистых и легированных конструкционных и инструментальных сталей.
Обрабатываемость углеродистых сталей в
обрабатываемость
Обрабатываемость углеродистых и легированных конструкционных и инструментальных сталей.
Обрабатываемость углеродистых сталей в
обрабатываемость
обрабатываемость
обрабатываемость
Чтобы максимально улучшить обрабатываемость высокоуглеродистых сталей, они всегда должны иметь структуру
обрабатываемость
Чтобы максимально улучшить обрабатываемость высокоуглеродистых сталей, они всегда должны иметь структуру
обрабатываемость
Обрабатываемость нержавеющих, жаростойких и жаропрочных сталей и сплавов.
Наиболее распространенными представителями
обрабатываемость
Обрабатываемость нержавеющих, жаростойких и жаропрочных сталей и сплавов.
Наиболее распространенными представителями
обрабатываемость
Жаростойкие и жаропрочные стали аустенитного класса отличаются высокой степенью упрочнения при
обрабатываемость
Жаростойкие и жаропрочные стали аустенитного класса отличаются высокой степенью упрочнения при
обрабатываемость
обрабатываемость
обрабатываемость
Обрабатываемость титановых сплавов.
Прочностные и технологические характеристики титановых сплавов зависят от
обрабатываемость
Обрабатываемость титановых сплавов.
Прочностные и технологические характеристики титановых сплавов зависят от
обрабатываемость
Для титановых сплавов характерны малая пластичность и способность к упрочнению.
Из-за суставчатого
обрабатываемость
Для титановых сплавов характерны малая пластичность и способность к упрочнению.
Из-за суставчатого
обрабатываемость
Низкая теплопроводность и малая ширина площадки контакта на передней поверхности приводят
обрабатываемость
Низкая теплопроводность и малая ширина площадки контакта на передней поверхности приводят
обрабатываемость
Обрабатываемость чугунов.
По обрабатываемости чугуны разделяют на четыре группы:
ферритные, содержащие
обрабатываемость
Обрабатываемость чугунов.
По обрабатываемости чугуны разделяют на четыре группы:
ферритные, содержащие
обрабатываемость
Температура резания при обработке чугуна с пластинчатым графитом ниже, чем при
обрабатываемость
Температура резания при обработке чугуна с пластинчатым графитом ниже, чем при
СОЖ
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ, ПРИМЕНЯЕМЫЕ ПРИ РЕЗАНИИ
Большинство операций механической обработки осуществляется с применением
СОЖ
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ, ПРИМЕНЯЕМЫЕ ПРИ РЕЗАНИИ
Большинство операций механической обработки осуществляется с применением
СОЖ
Физические пленки образуются вследствие молекулярной адсорбции. Условием образования физических пленок является
СОЖ
Физические пленки образуются вследствие молекулярной адсорбции. Условием образования физических пленок является
СОЖ
В качестве поверхностно-активных присадок применяют
олеиновую кислоту,
нафтеновую кислоту (асидол),
окисленный
СОЖ
В качестве поверхностно-активных присадок применяют
олеиновую кислоту,
нафтеновую кислоту (асидол),
окисленный
СОЖ
Физические, химические и механические пленки в различной степени уменьшают силу трения
СОЖ
Физические, химические и механические пленки в различной степени уменьшают силу трения
СОЖ
Все применяемые в настоящее время СОЖ можно разделить на имеющие в
СОЖ
Все применяемые в настоящее время СОЖ можно разделить на имеющие в
СОЖ
Большое распространение получили минеральные масла, активированные серой, — сульфофрезолы. Сульфофрезол состоит
СОЖ
Большое распространение получили минеральные масла, активированные серой, — сульфофрезолы. Сульфофрезол состоит
 Почвы России Презентация к уроку географии 8 класс
Почвы России Презентация к уроку географии 8 класс Бизнес на взлет
Бизнес на взлет Презентация к внеклассному мероприятию -интеллектуальной игре Цветик -семицветик.
Презентация к внеклассному мероприятию -интеллектуальной игре Цветик -семицветик. Договор подряда
Договор подряда Разработка нефтяных месторождений
Разработка нефтяных месторождений Специфика разработки стратегии предприятия
Специфика разработки стратегии предприятия Стихи о дорожных знаках.
Стихи о дорожных знаках. Характеристика органических соединений
Характеристика органических соединений Професси подводный археолог
Професси подводный археолог Загадки
Загадки мендель
мендель Мультимедийная презентация к уроку по теме Жиры
Мультимедийная презентация к уроку по теме Жиры Строение и функции мембран. Возбудимые ткани и их общие свойства
Строение и функции мембран. Возбудимые ткани и их общие свойства Проектная и исследовательская деятельность по технологии в рамках ФГОС
Проектная и исследовательская деятельность по технологии в рамках ФГОС Проектирование и защита баз данных в MS SQL Server
Проектирование и защита баз данных в MS SQL Server Первичный финансовый мониторинг
Первичный финансовый мониторинг Обработка застёжки низа рукава
Обработка застёжки низа рукава Конспект урока и презентация к уроку географии Западная и Центральная Африка. Нигерия.
Конспект урока и презентация к уроку географии Западная и Центральная Африка. Нигерия. Человеческий глаз как оптическая система
Человеческий глаз как оптическая система Итоги деятельности за навигацию 2022 года
Итоги деятельности за навигацию 2022 года Мама
Мама Подготовка к сочинению-рассуждению по тексту. К5, К6
Подготовка к сочинению-рассуждению по тексту. К5, К6 Секрет созревания овощей и фруктов
Секрет созревания овощей и фруктов Электрические ТС в городской среде, или по городу-саду без шума и пыли
Электрические ТС в городской среде, или по городу-саду без шума и пыли Шкала рН. Функции воды в организме
Шкала рН. Функции воды в организме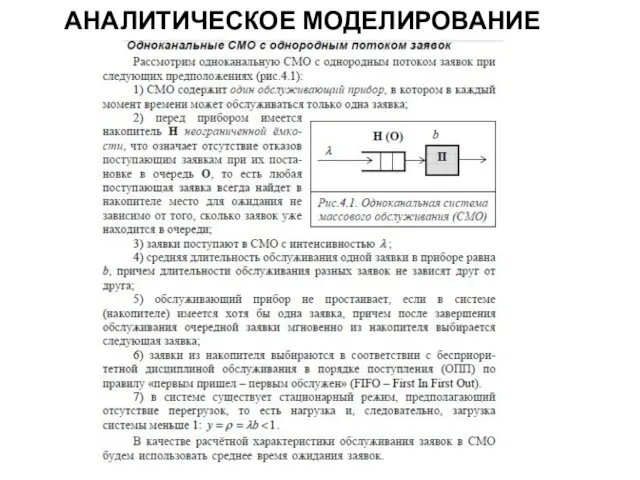 Аналитическое моделирование. Лекция 7. Характеристики СМО общего вида G/G/1
Аналитическое моделирование. Лекция 7. Характеристики СМО общего вида G/G/1 Урок по технологии 4 класс
Урок по технологии 4 класс Водяной
Водяной