Составление технологической карты известного технологического процесса. Апробация путей оптимизации технологического процесса презентация
- Составление технологической карты известного технологического процесса. Апробация путей оптимизации технологического процесса

Содержание
- 2. Содержание Тема, цель и задачи урока. Понятие технологического процесса и технологической карты. Требования к технологическому процессу.
- 3. Содержание Автоматизация - закономерный процесс развития общественного производства. Уровни автоматизации. Составление карт технологического процесса. Проектирование технологического
- 4. Тема урока: Составление технологической карты известного технологического процесса. Апробация путей оптимизации технологического процесса
- 5. Цель и задачи урока Цель: организовать учебную деятельность обучающихся на уроке. Задачи: Образовательная: научиться составлять технологическую
- 6. Понятие технологического процесса и технологической карты Технологический процесс представляет собой основную часть производственного процесса, которая предопределяет
- 7. Понятие технологического процесса и технологической карты Технологический процесс - последовательность технологических операций, необходимых для выполнения определенного
- 9. Понятие технологического процесса и технологической карты Технологический процесс производства разрабатывается технологом, в обязанности которого входит составление
- 10. Понятие технологического процесса и технологической карты Технологическая карта это документ свободного образца, в котором наглядно описывается
- 11. Понятие технологического процесса и технологической карты Технологическая карта — это стандартизированный документ, содержащий необходимые сведения, инструкции
- 12. Понятие технологического процесса и технологической карты Технологическая подготовка производства в ключает в себя планирование технологической подготовки
- 13. Требования к технологическому процессу Основные требования к технологическому процессу: - Технологический процесс разрабатывается для изготовления или
- 14. Требования к технологическому процессу Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а
- 15. Типовой технологический процесс
- 16. Структура технологического процесса Технологические процессы изготовления предметов торговли, деталей и заготовок при их разработке и в
- 17. Технологический процесс изготовления шоколада
- 18. Структура технологического процесса Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека и/или/ оборудования,
- 19. Типизация технологических процессов Типизацию технологических процессов можно осуществить в трех направлениях: типизация технологических процессов применительно к
- 20. Типизация технологических процессов Элементарный технологический процесс Это простейший процесс, дальнейшее упрощение которого приводит к потере характерных
- 21. Типы технологических процессов Незамкнутый обратными связями (мертвый) технологический процесс (технологическая система) это процесс, в котором хотя
- 22. Типы технологических процессов Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого
- 23. Типы технологических процессов Обратная связь характеризуется: - Силой взаимодействия элементов; - Величиной деформации элементов; - Расстоянием
- 24. Типы технологических процессов Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого
- 25. Типы технологических процессов Технологический процесс составляет основу любого производственного процесса, является важнейшей его частью, связанной с
- 26. Технико - экономические показатели технологических процессов Уровень технологии любого производства оказывает решающее влияние на его экономические
- 27. Технико - экономические показатели технологических процессов Технологический процесс зависит от уровня механизации его развития и роста
- 28. Инновации технологических процессов Чтобы выжить во враждебном мире конкуренции, фирма должна выполнять два требования: приспосабливать и
- 29. Инновации технологических процессов Способы ускорения выпуска продукции: Ускорение выпуска продукции и увеличение её объёма; Уменьшение цены
- 30. Автоматизация - закономерный процесс развития общественного производства Автоматизация производства на предприятии представляет собой самостоятельную комплексную проблему.
- 31. Уровни автоматизации: К первой группе относятся рабочие места, на которых выполняются работы вручную, а рабочие, занятые
- 32. Уровни автоматизации: Ко второй группе относятся рабочие места, на которых выполняются работы механизированным способом при помощи
- 33. Уровни автоматизации При этом уровне механизации выполняется также настройка оборудования, предметов торговли или приборов, при помощи
- 34. Составление технологической карты технологического процесса Технологические процессы подразделяются на единичный, групповой и индивидуальный. -Единичный технологический процесс
- 35. Составление технологической карты технологического процесса Индивидуальные технологические процессы разрабатываются на детали, сборочные единицы и изделия одного
- 36. Проектирование технологического процесса Технологические процессы должны предусматривать повышение качества продукции и производительности труда, снижение себестоимости и
- 37. Проектирование технологического процесса Групповые технологические процессы разрабатываются на группу однотипных заготовок, деталей и сборочных единиц, обладающих
- 38. Проектирование технологического процесса Типовая технологическая операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий
- 39. Проектирование технологического процесса – Маршрутное, когда в маршрутной карте излагается сокращенное описание всех технологических операций; –
- 40. Составление маршрутной карты – Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором
- 41. Составление маршрутной карты – В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером
- 42. Составление маршрутной карты Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью,
- 43. Составление маршрутной карты – Приспособления; – Вспомогательный инструмент; – Режущий инструмент; – Слесарно-монтажный инструмент; – Специальный
- 44. Технологическая карта В данном случае разработка технологического процесса выполняется только для механической обработки, поэтому в приложении
- 45. Технологическая карта Выбор режущего инструмента выполняется по приложению 5, измерительный инструмент выбирается по приложению 6. Таким
- 46. Технологическая карта В содержание операции должно быть включено: – наименование операции, выражаемое глаголом в неопределенной форме
- 47. Технологическая карта Технологическая карта (ТК) должна отвечать на вопросы: Какие операции необходимо выполнять В какой последовательности
- 48. Технологическая карта Технологические карты разрабатываются в случае: Высокой сложности выполняемых операций; Наличие спорных элементов в операциях,
- 49. Технологическая карта Технологическая карта – документ, который содержит в себе полный процесс производства изделия, включая его
- 50. Технологическая карта наименование производимого изделия; описание производственного процесса, включая все режимы, которые изделие проходит в процессе
- 51. Технологическая карта Помимо всей вышеперечисленной информации, технологическая карта должна содержать в себе требования, предъявляемые к безопасности
- 52. Физминутка ИП – Ходьба на носках «крадучись» (в полуприседе), носки внутрь. Выполнять в течение 1-2минут. «Мельница».
- 54. Скачать презентацию
Содержание
Тема, цель и задачи урока.
Понятие технологического процесса и технологической карты.
Требования к
Содержание
Тема, цель и задачи урока.
Понятие технологического процесса и технологической карты.
Требования к
Содержание
Автоматизация - закономерный процесс
развития общественного производства.
Уровни автоматизации.
Составление карт технологического процесса.
Проектирование технологического процесса.
Составление маршрутной карты.
Технологическая карта.
Физминутка.
Рекомендации к
Содержание
Автоматизация - закономерный процесс
развития общественного производства.
Уровни автоматизации.
Составление карт технологического процесса.
Проектирование технологического процесса.
Составление маршрутной карты.
Технологическая карта.
Физминутка.
Рекомендации к
Тема урока:
Составление технологической карты известного технологического процесса. Апробация путей
Тема урока:
Составление технологической карты известного технологического процесса. Апробация путей
Цель и задачи урока
Цель: организовать учебную деятельность обучающихся на уроке.
Задачи:
Образовательная:
Цель и задачи урока
Цель: организовать учебную деятельность обучающихся на уроке.
Задачи:
Образовательная:
Понятие технологического процесса и технологической карты
Технологический процесс представляет собой основную часть
Понятие технологического процесса и технологической карты
Технологический процесс представляет собой основную часть
Понятие технологического процесса и технологической карты
Технологический процесс - последовательность технологических операций, необходимых для выполнения определенного вида работ.
Технологический процесс состоят из рабочих операций, которые в свою очередь складываются из рабочих движений (приемов).
Технологический процесс, сокр. техпроцесс — последовательность технологических операций, необходимых для выполнения определенного вида работ. Технологический процесс состоят из технологических (рабочих) операций, которые, в свою очередь, складываются из рабочих движений (приёмов). В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и
Понятие технологического процесса и технологической карты
Технологический процесс - последовательность технологических операций, необходимых для выполнения определенного вида работ.
Технологический процесс состоят из рабочих операций, которые в свою очередь складываются из рабочих движений (приемов).
Технологический процесс, сокр. техпроцесс — последовательность технологических операций, необходимых для выполнения определенного вида работ. Технологический процесс состоят из технологических (рабочих) операций, которые, в свою очередь, складываются из рабочих движений (приёмов). В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и
Понятие технологического процесса и технологической карты
Технологический процесс производства разрабатывается технологом,
Понятие технологического процесса и технологической карты
Технологический процесс производства разрабатывается технологом,
Понятие технологического процесса и технологической карты
Технологическая карта это документ свободного образца,
Понятие технологического процесса и технологической карты
Технологическая карта это документ свободного образца,
Понятие технологического процесса и технологической карты
Технологическая карта — это стандартизированный документ, содержащий
Понятие технологического процесса и технологической карты
Технологическая карта — это стандартизированный документ, содержащий
Понятие технологического процесса и технологической карты
Технологическая подготовка производства в ключает в
Понятие технологического процесса и технологической карты
Технологическая подготовка производства в ключает в
Требования к технологическому процессу
Основные требования к технологическому процессу:
- Технологический процесс разрабатывается для изготовления или ремонта предмета торговли или совершенствования действующего технологического процесса в соответствии с достижениями науки и техники.
- Технологический процесс разрабатывается для предметов торговли, конструкция которых отработана на технологичность.
- Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества предметов торговли, сокращение трудовых и материальных издержек на его реализацию.
Требования к технологическому процессу
Основные требования к технологическому процессу:
- Технологический процесс разрабатывается для изготовления или ремонта предмета торговли или совершенствования действующего технологического процесса в соответствии с достижениями науки и техники.
- Технологический процесс разрабатывается для предметов торговли, конструкция которых отработана на технологичность.
- Технологический процесс должен быть прогрессивным и обеспечивать повышение эффективности труда и качества предметов торговли, сокращение трудовых и материальных издержек на его реализацию.
Требования к технологическому процессу
Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а при их отсутствии на основе использования ранее принятых прогрессивных решений, содержащихся в действующих единичных технологических процессов изготовления аналогичных предметов торговли.
Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
Требования к технологическому процессу
Технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса, а при их отсутствии на основе использования ранее принятых прогрессивных решений, содержащихся в действующих единичных технологических процессов изготовления аналогичных предметов торговли.
Технологический процесс должен соответствовать требованиям техники безопасности, промышленной санитарии и охране окружающей среды.
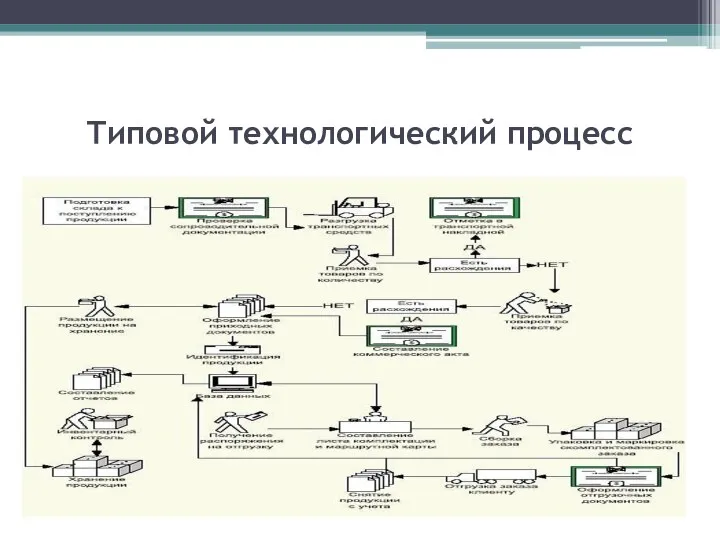
Типовой технологический процесс
Типовой технологический процесс

Структура технологического процесса
Технологические процессы изготовления предметов торговли, деталей и заготовок при их разработке и в производственных условиях могут быть делимы на следующие структурные составляющие:
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. На операцию определяется норма времени и операция является, таким образом, единицей для планирования объема работы и рабочих мест в цехе.
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемхых заготовок или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установка.
Структура технологического процесса
Технологические процессы изготовления предметов торговли, деталей и заготовок при их разработке и в производственных условиях могут быть делимы на следующие структурные составляющие:
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. На операцию определяется норма времени и операция является, таким образом, единицей для планирования объема работы и рабочих мест в цехе.
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемхых заготовок или собираемой сборочной единицы.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установка.

Технологический процесс изготовления шоколада
Технологический процесс изготовления шоколада
Структура технологического процесса
Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека и/или/ оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы длявыполнения технологического перехода /пример - установка заготовки, смена инструмента и т.п./. Вспомогательные переходы не записываются в карту технологического процесса. При одновременнойобработке несколькими инструментами нескольких поверхностей переход называется совмещенным. Нередковстречаются операции, состоящие всего из одного технологического перехода.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещенияинструмента относительно заготовки и сопровождается изменением формы, размеров, качества поверхностии свойств заготовки.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой илисобираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижнойчасти оборудования.
Прием - законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например - включить станок, переключить подачи и т.п. Прием является частью вспомогательного перехода.
Структура технологического процесса
Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека и/или/ оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы длявыполнения технологического перехода /пример - установка заготовки, смена инструмента и т.п./. Вспомогательные переходы не записываются в карту технологического процесса. При одновременнойобработке несколькими инструментами нескольких поверхностей переход называется совмещенным. Нередковстречаются операции, состоящие всего из одного технологического перехода.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещенияинструмента относительно заготовки и сопровождается изменением формы, размеров, качества поверхностии свойств заготовки.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой илисобираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижнойчасти оборудования.
Прием - законченная совокупность действий человека при выполнении определенной части операции, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например - включить станок, переключить подачи и т.п. Прием является частью вспомогательного перехода.
Типизация технологических процессов
Типизацию технологических процессов можно
осуществить в трех направлениях:
типизация технологических процессов применительно к существующим конструкциям деталей машин;
типизация технологических процессов применительно к измененным конструкциям деталей
машин;
типизация технологических процессов применительно к специально спроектированным
конструкциям деталей машин.
Типизация технологических процессов
Типизацию технологических процессов можно
осуществить в трех направлениях:
типизация технологических процессов применительно к существующим конструкциям деталей машин;
типизация технологических процессов применительно к измененным конструкциям деталей
машин;
типизация технологических процессов применительно к специально спроектированным
конструкциям деталей машин.
Типизация технологических процессов
Элементарный технологический процесс Это простейший процесс, дальнейшее упрощение которого приводит к потере характерных признаков технологического процесса. Поэтому наиболее наглядную структуру технологического процесса можно представить на примере простой операции, обладающей одним рабочим ходом и комплексом вспомогательных ходов и пере: ходов, обеспечивающих ее протекание. Развитие технологических процессов, а также их важнейшие технико – экономические показатели и построение технических систем происходит в соответствии с определенными закономерностями, которые будут рассматриваться в данной работе, невзирая на скудность информационного поля, вызванного недостаточной степенью изученности данной проблематики.
Типизация технологических процессов
Элементарный технологический процесс Это простейший процесс, дальнейшее упрощение которого приводит к потере характерных признаков технологического процесса. Поэтому наиболее наглядную структуру технологического процесса можно представить на примере простой операции, обладающей одним рабочим ходом и комплексом вспомогательных ходов и пере: ходов, обеспечивающих ее протекание. Развитие технологических процессов, а также их важнейшие технико – экономические показатели и построение технических систем происходит в соответствии с определенными закономерностями, которые будут рассматриваться в данной работе, невзирая на скудность информационного поля, вызванного недостаточной степенью изученности данной проблематики.
Типы технологических процессов
Незамкнутый обратными связями (мертвый) технологический процесс (технологическая система) это процесс, в котором хотя бы один элемент или группа его элементов действуют самостоятельно, без связи с другими элементами, входящими в данный процесс (систему). Такой процесс (система) работает в режиме «самоистощения» и последовательно прекращает существование после выработки ресурса каждым элементом, входившим в технологический процесс (технологическую систему).
Типы технологических процессов
Незамкнутый обратными связями (мертвый) технологический процесс (технологическая система) это процесс, в котором хотя бы один элемент или группа его элементов действуют самостоятельно, без связи с другими элементами, входящими в данный процесс (систему). Такой процесс (система) работает в режиме «самоистощения» и последовательно прекращает существование после выработки ресурса каждым элементом, входившим в технологический процесс (технологическую систему).
Типы технологических процессов
Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого способствует существованию связанных с ним элементов. Такой процесс работает в режиме «пополнения» вырабатываемых ресурсов или их перераспределения и может существовать достаточно долго.
Типы технологических процессов
Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого способствует существованию связанных с ним элементов. Такой процесс работает в режиме «пополнения» вырабатываемых ресурсов или их перераспределения и может существовать достаточно долго.
Типы технологических процессов
Обратная связь характеризуется:
- Силой взаимодействия элементов;
- Величиной деформации элементов;
- Расстоянием (длительностью) действия.
Обратная связь является регулятором длительности, то есть дальности действия (быстроты) протекания технологического процесса.
Типы технологических процессов
Обратная связь характеризуется:
- Силой взаимодействия элементов;
- Величиной деформации элементов;
- Расстоянием (длительностью) действия.
Обратная связь является регулятором длительности, то есть дальности действия (быстроты) протекания технологического процесса.
Типы технологических процессов
Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого способствует существованию связанных с ним элементов. Такой процесс работает в режиме «пополнения» вырабатываемых ресурсов или их перераспределения и может существовать достаточно долго.
Типы технологических процессов
Замкнутый обратными связями (живой) технологический процесс (технологическая система) это процесс каждый элемент, которого способствует существованию связанных с ним элементов. Такой процесс работает в режиме «пополнения» вырабатываемых ресурсов или их перераспределения и может существовать достаточно долго.
Типы технологических процессов
Технологический процесс составляет основу любого производственного процесса, является важнейшей его частью, связанной с переработкой сырья и превращением его в готовую продукцию. Технологический процесс включает в себя ряд стадий ("стадия" — по-гречески "ступень").
Итоговая скорость процесса зависит от скорости каждой стадии. В свою очередь, стадии расчленяются на операции. Операция
это законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и характером воздействия на предмет труда. Практически любой конкретный технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных технологических процессов.
Типы технологических процессов
Технологический процесс составляет основу любого производственного процесса, является важнейшей его частью, связанной с переработкой сырья и превращением его в готовую продукцию. Технологический процесс включает в себя ряд стадий ("стадия" — по-гречески "ступень").
Итоговая скорость процесса зависит от скорости каждой стадии. В свою очередь, стадии расчленяются на операции. Операция
это законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и характером воздействия на предмет труда. Практически любой конкретный технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных технологических процессов.
Технико - экономические показатели
технологических процессов
Уровень технологии любого производства оказывает решающее влияние на его экономические показатели, поэтому выбор оптимального варианта технологического процесса должен осуществляться исходя из важнейших показателей его эффективности; производительности, исходной стоимости и качества производимой продукции.
Производительность — показатель, характеризующий количество продукции, изготовленной в единицу времени.
Технико - экономические показатели
технологических процессов
Уровень технологии любого производства оказывает решающее влияние на его экономические показатели, поэтому выбор оптимального варианта технологического процесса должен осуществляться исходя из важнейших показателей его эффективности; производительности, исходной стоимости и качества производимой продукции.
Производительность — показатель, характеризующий количество продукции, изготовленной в единицу времени.
Технико - экономические показатели
технологических процессов
Технологический процесс зависит от уровня механизации его развития и роста
Технико - экономические показатели
технологических процессов
Технологический процесс зависит от уровня механизации его развития и роста
Инновации технологических процессов
Чтобы выжить во враждебном мире конкуренции, фирма должна выполнять два требования:
приспосабливать и изменять в соответствии с потребительским спросом предлагаемые ею продукцию и услуги;
приспосабливать и изменять способы производства
этой продукции и услуг.
Эти концепции названы соответственно "нововведения продукции" и "новшества технологических процессов".
Инновации технологических процессов — это обновление способности компании что-то производить.
Инновации технологических процессов
Чтобы выжить во враждебном мире конкуренции, фирма должна выполнять два требования:
приспосабливать и изменять в соответствии с потребительским спросом предлагаемые ею продукцию и услуги;
приспосабливать и изменять способы производства
этой продукции и услуг.
Эти концепции названы соответственно "нововведения продукции" и "новшества технологических процессов".
Инновации технологических процессов — это обновление способности компании что-то производить.
Инновации технологических процессов
Способы ускорения выпуска продукции:
Ускорение выпуска продукции и увеличение
Инновации технологических процессов
Способы ускорения выпуска продукции:
Ускорение выпуска продукции и увеличение
Автоматизация - закономерный процесс
развития общественного производства
Автоматизация производства на предприятии представляет собой самостоятельную комплексную проблему. К ее решению подталкивает вселяющая страх мировая конкуренция, которая как удав сжимает предприятия, понуждая их принимать соответствующие меры. Автоматизация создает возможности для улучшения условий и подъема эффективности труда, роста качества продукции, сокращения
потребности в рабочей силе и в систематическом повышении прибыли, что позволяет изменить тенденцию развития, сохранить старые и завоевать новые рынки и таким образом вырваться из объятий удава.
Автоматизация - закономерный процесс
развития общественного производства
Автоматизация производства на предприятии представляет собой самостоятельную комплексную проблему. К ее решению подталкивает вселяющая страх мировая конкуренция, которая как удав сжимает предприятия, понуждая их принимать соответствующие меры. Автоматизация создает возможности для улучшения условий и подъема эффективности труда, роста качества продукции, сокращения
потребности в рабочей силе и в систематическом повышении прибыли, что позволяет изменить тенденцию развития, сохранить старые и завоевать новые рынки и таким образом вырваться из объятий удава.
Уровни автоматизации:
К первой группе относятся рабочие места, на которых выполняются работы вручную, а рабочие, занятые при машинах и механизмах, выполняют только функции по обслуживанию машин и механизмов. В этой группе объединяются рабочие, которые не ведут технологические процессы, а занятые постоянно только загрузкой и выгрузкой предметами труда машин и механизмов.
Сюда относятся профессии аккумуляторщиков, такелажников, другие профессии рабочих, выполняющих работу вручную более 50% времени, а также рабочие, выполняющие работу при помощи простейших инструментов, наладчики, слесари и ремонтники.
Уровни автоматизации:
К первой группе относятся рабочие места, на которых выполняются работы вручную, а рабочие, занятые при машинах и механизмах, выполняют только функции по обслуживанию машин и механизмов. В этой группе объединяются рабочие, которые не ведут технологические процессы, а занятые постоянно только загрузкой и выгрузкой предметами труда машин и механизмов.
Сюда относятся профессии аккумуляторщиков, такелажников, другие профессии рабочих, выполняющих работу вручную более 50% времени, а также рабочие, выполняющие работу при помощи простейших инструментов, наладчики, слесари и ремонтники.
Уровни автоматизации:
Ко второй группе относятся рабочие места, на которых выполняются работы механизированным способом при помощи машин, станков и механизмов. К рабочим выполняющим работу механизированным способом относятся, работающие при помощи машин и механизмов, аппаратов и механизированных инструментов, приводимых в действие паром, электрическими, пневматическими, гидравлическими и т.п. приводами, а также осуществляющие наблюдение за действием машин и механизмов.
В этом случае рабочие выполняют работу на оборудовании (включая аппаратные процессы с ручным управлением цикла обработки) с помощью исполнительских механизмов. При непосредственном участии (включая управление исполнительным механизмом) рабочего осуществляется выполнение всех переходов (операций) по воздействию на предмет труда. Кроме этого сюда относятся операции по перемещению исполнительного механизма к предмету труда или наоборот, перемещение
Уровни автоматизации:
Ко второй группе относятся рабочие места, на которых выполняются работы механизированным способом при помощи машин, станков и механизмов. К рабочим выполняющим работу механизированным способом относятся, работающие при помощи машин и механизмов, аппаратов и механизированных инструментов, приводимых в действие паром, электрическими, пневматическими, гидравлическими и т.п. приводами, а также осуществляющие наблюдение за действием машин и механизмов.
В этом случае рабочие выполняют работу на оборудовании (включая аппаратные процессы с ручным управлением цикла обработки) с помощью исполнительских механизмов. При непосредственном участии (включая управление исполнительным механизмом) рабочего осуществляется выполнение всех переходов (операций) по воздействию на предмет труда. Кроме этого сюда относятся операции по перемещению исполнительного механизма к предмету труда или наоборот, перемещение
Уровни автоматизации
При этом уровне механизации выполняется также настройка оборудования, предметов торговли или приборов, при помощи электронных и радиоизмерительных приборов, установок, стендов. Какп равило, это рабочие, занятые загрузкой (выгрузкой) вручную или с помощью простейши хмеханизмов (пинцет, присоска и т.д.) оборудования и машин. Они производят дальнейшую технологическую обработку предметов торговли (разварку, посадку, сборку, герметизацию, травление, измерение и т.д.) Выполнение технологической операции в этом случае производится привоздействии рабочего любой профессии на соответствующие механизмы управления машин, станковили оборудования.
На этом уровне механизации заняты рабочие таких профессий как аппаратчики всех профилей, водители, машинисты, станочники и операторы всех специальностей, занятые загрузкой оборудования вручную, гальваники, испытатели, измерители, кладовщики на комплексно-механизированных складах, лаборанты, занятые работой на оборудовании, контролеры на испытательных операциях, электромонтеры по обслуживанию оборудования и другие.
К третьей группе относятся рабочие места, на которых технологические операции выполняются вавтоматическом режиме. Автоматизация имеет целью исключить последовательно различныефункции, выполняемые рабочими из первой и второй групп. Различают пять уровней автоматизации.
Уровни автоматизации
При этом уровне механизации выполняется также настройка оборудования, предметов торговли или приборов, при помощи электронных и радиоизмерительных приборов, установок, стендов. Какп равило, это рабочие, занятые загрузкой (выгрузкой) вручную или с помощью простейши хмеханизмов (пинцет, присоска и т.д.) оборудования и машин. Они производят дальнейшую технологическую обработку предметов торговли (разварку, посадку, сборку, герметизацию, травление, измерение и т.д.) Выполнение технологической операции в этом случае производится привоздействии рабочего любой профессии на соответствующие механизмы управления машин, станковили оборудования.
На этом уровне механизации заняты рабочие таких профессий как аппаратчики всех профилей, водители, машинисты, станочники и операторы всех специальностей, занятые загрузкой оборудования вручную, гальваники, испытатели, измерители, кладовщики на комплексно-механизированных складах, лаборанты, занятые работой на оборудовании, контролеры на испытательных операциях, электромонтеры по обслуживанию оборудования и другие.
К третьей группе относятся рабочие места, на которых технологические операции выполняются вавтоматическом режиме. Автоматизация имеет целью исключить последовательно различныефункции, выполняемые рабочими из первой и второй групп. Различают пять уровней автоматизации.
Составление технологической карты технологического процесса
Технологические процессы подразделяются на единичный, групповой
Составление технологической карты технологического процесса
Технологические процессы подразделяются на единичный, групповой
Составление технологической карты технологического процесса
Индивидуальные технологические процессы разрабатываются на детали, сборочные
Составление технологической карты технологического процесса
Индивидуальные технологические процессы разрабатываются на детали, сборочные
Проектирование технологического процесса
Технологические процессы должны предусматривать повышение качества продукции и
Проектирование технологического процесса
Технологические процессы должны предусматривать повышение качества продукции и
Проектирование технологического процесса
Групповые технологические процессы разрабатываются на группу однотипных заготовок, деталей
Проектирование технологического процесса
Групповые технологические процессы разрабатываются на группу однотипных заготовок, деталей
Проектирование технологического процесса
Типовая технологическая операция, характеризуемая единством содержания и последовательности
Проектирование технологического процесса
Типовая технологическая операция, характеризуемая единством содержания и последовательности
Проектирование технологического процесса
– Маршрутное, когда в маршрутной карте излагается сокращенное описание
Проектирование технологического процесса
– Маршрутное, когда в маршрутной карте излагается сокращенное описание
Составление маршрутной карты
– Для изложения технологических процессов в маршрутной карте используют
Составление маршрутной карты
– Для изложения технологических процессов в маршрутной карте используют
Составление маршрутной карты
– В качестве обозначения служебных символов приняты буквы русского
Составление маршрутной карты
– В качестве обозначения служебных символов приняты буквы русского
Составление маршрутной карты
Запись информации следует выполнять в технологической последовательности по всей
Составление маршрутной карты
Запись информации следует выполнять в технологической последовательности по всей
Составление маршрутной карты
– Приспособления;
– Вспомогательный инструмент;
– Режущий инструмент;
– Слесарно-монтажный инструмент;
– Специальный
Составление маршрутной карты
– Приспособления;
– Вспомогательный инструмент;
– Режущий инструмент;
– Слесарно-монтажный инструмент;
– Специальный
Технологическая карта
В данном случае разработка технологического процесса выполняется только для
Технологическая карта
В данном случае разработка технологического процесса выполняется только для
Технологическая карта
Выбор режущего инструмента выполняется по приложению 5, измерительный инструмент
Технологическая карта
Выбор режущего инструмента выполняется по приложению 5, измерительный инструмент
Технологическая карта
В содержание операции должно быть включено:
– наименование операции, выражаемое
Технологическая карта
В содержание операции должно быть включено:
– наименование операции, выражаемое
Технологическая карта
Технологическая карта (ТК) должна отвечать на вопросы:
Какие операции необходимо
Технологическая карта
Технологическая карта (ТК) должна отвечать на вопросы:
Какие операции необходимо
Технологическая карта
Технологические карты разрабатываются в случае:
Высокой сложности выполняемых операций;
Наличие спорных
Технологическая карта
Технологические карты разрабатываются в случае:
Высокой сложности выполняемых операций;
Наличие спорных
Технологическая карта
Технологическая карта – документ, который содержит в себе полный
Технологическая карта
Технологическая карта – документ, который содержит в себе полный
Технологическая карта
наименование производимого изделия;
описание производственного процесса, включая все режимы, которые изделие
Технологическая карта
наименование производимого изделия;
описание производственного процесса, включая все режимы, которые изделие
Технологическая карта
Помимо всей вышеперечисленной информации, технологическая карта должна содержать в
Технологическая карта
Помимо всей вышеперечисленной информации, технологическая карта должна содержать в
Физминутка
ИП – Ходьба на носках «крадучись» (в полуприседе), носки внутрь.
Физминутка
ИП – Ходьба на носках «крадучись» (в полуприседе), носки внутрь.
 Современный плитный композитный материал ЦСП (цементностружечные плиты). ООО ЦСП-Свирь
Современный плитный композитный материал ЦСП (цементностружечные плиты). ООО ЦСП-Свирь Система GPS
Система GPS Интерактивная физминутка Зарядка
Интерактивная физминутка Зарядка Иван Грозный глазами историков
Иван Грозный глазами историков Подготовка поверхностей под облицовку плиткой
Подготовка поверхностей под облицовку плиткой Интерактивная игра. Известный человек+случайный предмет
Интерактивная игра. Известный человек+случайный предмет Презентация Нетрадиционные формы с родителями
Презентация Нетрадиционные формы с родителями Срезы на уровне продолговатого мозга, на уровне моста, на уровне среднего мозга
Срезы на уровне продолговатого мозга, на уровне моста, на уровне среднего мозга Проект Моя малая Родина
Проект Моя малая Родина Атрибуты природного бытия
Атрибуты природного бытия Ручное ткачество
Ручное ткачество Кнопка и светодиоды. Занятие №2
Кнопка и светодиоды. Занятие №2 Трехфазные трансформаторы
Трехфазные трансформаторы Искусство Италии периода Проторенессанса
Искусство Италии периода Проторенессанса Портфолио Юлии Старцевой, лидера образцового детского коллектива Мастер игры
Портфолио Юлии Старцевой, лидера образцового детского коллектива Мастер игры Самостоятельные и служебные части речи
Самостоятельные и служебные части речи Маса і баланс. Лекція 1, 2
Маса і баланс. Лекція 1, 2 Грамматический строй речи
Грамматический строй речи Презентация по развитию речи Почемучки
Презентация по развитию речи Почемучки Основы гистологии. Эпителиальные, мышечные, соединительная и нервная ткани. (Лекция 3)
Основы гистологии. Эпителиальные, мышечные, соединительная и нервная ткани. (Лекция 3) ОТЧЕТ О РЕЗУЛЬТАТАХ ПРОВЕДЕНИЯ НЕДЕЛИ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ОТЧЕТ О РЕЗУЛЬТАТАХ ПРОВЕДЕНИЯ НЕДЕЛИ ПОЖАРНОЙ БЕЗОПАСНОСТИ Базирование заготовок
Базирование заготовок Обучение детей с учетом психофизиологии
Обучение детей с учетом психофизиологии Read the sentence, fill in the gap, and then check
Read the sentence, fill in the gap, and then check Как прекрасен этот мир!
Как прекрасен этот мир! Matiz 0.8L. Учебное пособие. Jatco 4 AT
Matiz 0.8L. Учебное пособие. Jatco 4 AT Буклеты, листовки
Буклеты, листовки Презентация по географии Климат России
Презентация по географии Климат России