- Статистические методы в управлении качеством. ISO. Статметоды. Точность процессов

Содержание
- 2. КАЧЕСТВО и УСПЕХ Качество стало залогом успеха и основным условием, предопределяющим увеличение объема продукции, поставляемой на
- 3. Система менеджмента качества – – это организационная структура ответственности за процедуры, процессы и ресурсы, обеспечивающие соответствие
- 4. Организация должна разработать и поддерживать в рабочем состоянии документально оформленную систему менеджмента качества как средство, обеспечивающее
- 5. КАЧЕСТВО и УЛУЧШЕНИЯ В результате внедрения систем управления качеством организации увеличивают объем выпускаемой продукции, добиваются повышения
- 6. УРОВНИ КАЧЕСТВА Всемирное стремление повысить качество выпускаемой продукции объясняется наличием различных его уровней – контроль, управление,
- 7. МЕТОД по ISO Основные из таких методов - организация работы предприятия (организации) по общепринятым нормам или
- 8. СООТВЕТСТВИЕ и АДЕКВАТНОСТЬ Особенно важно, чтобы установленные в организации процессы гарантировали: - как соответствие системы требованиям
- 9. СИСТЕМА Процессы в организации (подразумевается, что они осуществляются на соответствующем современном уровне - находятся в управляемом
- 10. Управление — — это регулирование процессов на базе информации, полученной по результатам сравнения, или применение статистических
- 11. Управление качеством — — методы и виды деятельности оперативного характера, которые используют для выполнения требований, предъявляемых
- 12. Статистическое управление качеством — — та часть управления качеством, в которой применяются статистические методы.
- 13. ТРЕБОВАНИЯ Важнейшее требование ИСО 9000 — управление целенаправленным процессом функционирования системы (ЦНПФС), основными этапами которого являются:
- 14. Управление процессами гарантирует предсказуемость и стабильность качества продукции на всех этапах производства для получения конечной продукции.
- 15. Изменчивость — — неизбежные различия среди индивидуальных результатов процесса, их источники могут группироваться в два основных
- 16. Статистически управляемое состояние процесса — — состояние, описывающее процесс, из которого удалены все особые причины изменчивости
- 17. ПРИЧИНЫ Наблюдаемую изменчивость объясняют: - постоянной системой случайных причин, что отражается на контрольной карте отсутствием точек
- 18. ИСТОЧНИК Обычная причина вариабельности — источник изменчивости, влияющий на индивидуальные значения результатов процесса; при анализе контрольной
- 19. ИСТОЧНИК Особая причина вариабельности — источник изменчивости, которая может прерываться, часто непредсказуема, иногда называется неслучайной причиной;
- 20. Основные этапы статистического управления качеством: ■ статистическое обследование; ■ наладка процесса; ■ статистическое управление.
- 21. ОСНОВНЫЕ ПОНЯТИЯ ПО ОБЕСПЕЧЕНИЮ ТОЧНОСТИ ПРОЦЕССОВ
- 22. точность - качество Чем выше точность, тем выше качество и надежность продукции. На всех этапах технологического
- 23. Под точностью в технике понимается степень соответствия производимых изделий их заранее установленному прототипу. Прототипом может выступить
- 24. точность - затраты Высокая точность требует высоких затрат (рис.1). В зависимости от того, какие требования необходимо
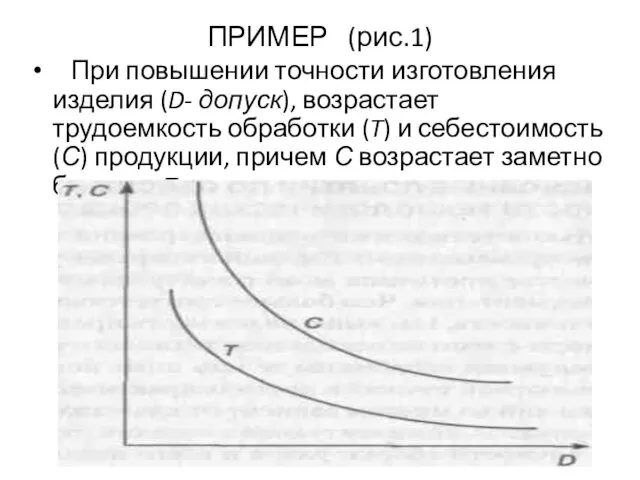
- 25. ПРИМЕР (рис.1) При повышении точности изготовления изделия (D- допуск), возрастает трудоемкость обработки (T) и себестоимость (С)
- 26. Допуск — — это интервал, в котором допускается отклонение числовой характеристики параметра от его номинального (расчетного)
- 27. Рис. 2. Определение оптимального зазора δ между сопрягаемыми деталям, где: С1 — эксплуатационные расходы; С2 —
- 28. Назначение значений величин допуска на размер и поля рассеяния этого размера в процессе производства - большая
- 29. ОЦЕНКА ТОЧНОСТИ ПРОИЗВОДЯЩЕЙ СИСТЕМЫ (ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ) Статистическое обоснование вариабельности системы, зависящей от различных, в большинстве своем
- 30. ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ В. Шухарт выявил (опубликовано в 1927г.), что отклонения (вариации) в системе по своему происхождению
- 31. Общие причины связаны: (нч) — с точностью поддержания параметра и условий осуществления процесса, — с идентичностью
- 32. Общие причины вариаций (пр) являются результатом совместного воздействия большого количества случайных величин, каждая из которых вносит
- 33. Общие причины вариаций (ок) Именно отсутствие доминирующих по значению общих причин и дает относительную стабильность процесса.
- 34. Специальными причинами вариаций считаются воздействия на процесс (или на систему) внешних факторов, внутренне не присущих системе
- 35. Специальные причины В результате воздействия специальных причин и происходит отклонение параметров от заданных значений. Разделение причин
- 36. Стабилизация процесса (два принципа по В. Шухарту): 1) вовлекать всех причастных к поиску и устранению причин
- 37. Главная задача статистических методов управления процессами — — сделать процесс устойчивым к внешним воздействиям, т. е.
- 38. ОЦЕНКА КАЧЕСТВА ПРОЦЕССОВ (АНАЛИЗ ВОЗМОЖНОСТИ ПРОИЗВОДЯЩИХ ПРОЦЕССОВ) ВИДЫ И МЕТОДЫ СТАТИСТИЧЕСКОГО РЕГУЛИРОВАНИЯ КАЧЕСТВА ПРОЦЕССОВ
- 39. Для оценки качества процесса требуется сравнение допуска на размер с полем его рассеяния в конкретной технологической
- 40. Определить поле рассеяния Сравнением допуска с полем рассеяния пользуются редко, так как расчет суммарной погрешности процесса
- 41. Наиболее эффективный способ исследования распределения размера параметра — построение гистограммы (наглядного графического отображения вариабельности процесса по
- 42. Два вида статистического регулирования процессов Разновидности регулирования процессов: - по количественному признаку; - альтернативному (качественному) признакам.
- 43. Виды статистического регулирования процессов Задача статистического регулирования производящих процессов* состоит в: - оценке их стабильности; -
- 44. По количественному признаку регулирование (или контроль) заключается в определении с требуемой точностью фактических значений контролируемого параметра
- 45. Статистическими характеристиками процесса (наблюдаемой случайной величины X) являются: 1) характеристики положения: - выборочное среднее, - медиана;
- 46. Регулирование (или контроль) по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным
- 47. При контроле по альтернативному признаку достаточно установить факт соответствия или несоответствия его установленным требованиям (не требуется
- 48. Просто, экономно Для контроля по альтернативному признаку можно использовать простейшие методы и средства: шаблоны, калибры и
- 49. Контроль по количественному признаку - информативнее и поэтому требует меньшего объема выборки (достоинство). Недостатки: - дороже
- 50. Контроль по альтернативному признаку Преимущества: - простота; - относительная дешевизна (используют простейшие методы и средства контроля,
- 51. Методы регулирования процессов Гистограммы используют на первых этапах статистического регулирования для предварительного исследования состояния процесса. Контрольные
- 52. См. раздел «Гистограмма» и ниже - «Контрольные карты»
- 53. Контрольная карта позволяет: - обнаружить какие-либо отклонения от нормального хода процесса; - объяснить причины (в значительной
- 54. Виды контрольных карт, применяемых при контроле по количественному признаку: ■ средних арифметических значений ( X -
- 55. Виды контрольных карт, применяемых при контроле по альтернативному признаку: ■ числа дефектных изделий (pn - карта)*;
- 56. Выбор контрольных карт определяется: - серийностью производства, - точностью процессов, - видом показателей качества продукции.
- 57. Карта X - R применяется: - при анализе регулируемых измеримых поименованных показателей (длина, масса, время, предел
- 58. Контрольная карта Р применяется: - при контроле и регулировании технологического процесса на основе использования доли дефектных
- 59. Карта pn применяется - для контроля в тех случаях, когда контролируемым параметром является число дефектных изделий
- 61. Скачать презентацию
КАЧЕСТВО и УСПЕХ
Качество стало залогом успеха и основным условием, предопределяющим
КАЧЕСТВО и УСПЕХ
Качество стало залогом успеха и основным условием, предопределяющим
Система менеджмента качества –
– это организационная структура ответственности за процедуры, процессы
Система менеджмента качества –
– это организационная структура ответственности за процедуры, процессы
Организация должна
разработать и поддерживать в рабочем состоянии документально оформленную систему менеджмента
Организация должна
разработать и поддерживать в рабочем состоянии документально оформленную систему менеджмента
КАЧЕСТВО и УЛУЧШЕНИЯ
В результате внедрения систем управления качеством организации увеличивают
КАЧЕСТВО и УЛУЧШЕНИЯ
В результате внедрения систем управления качеством организации увеличивают
УРОВНИ КАЧЕСТВА
Всемирное стремление повысить качество выпускаемой продукции объясняется наличием различных
УРОВНИ КАЧЕСТВА
Всемирное стремление повысить качество выпускаемой продукции объясняется наличием различных
МЕТОД по ISO
Основные из таких методов - организация работы предприятия
МЕТОД по ISO
Основные из таких методов - организация работы предприятия
СООТВЕТСТВИЕ и АДЕКВАТНОСТЬ
Особенно важно, чтобы установленные в организации процессы гарантировали:
СООТВЕТСТВИЕ и АДЕКВАТНОСТЬ
Особенно важно, чтобы установленные в организации процессы гарантировали:
СИСТЕМА
Процессы в организации (подразумевается, что они осуществляются на соответствующем современном
СИСТЕМА
Процессы в организации (подразумевается, что они осуществляются на соответствующем современном
Управление —
— это регулирование процессов на базе информации, полученной по
Управление —
— это регулирование процессов на базе информации, полученной по
Управление качеством —
— методы и виды деятельности оперативного характера, которые используют
Управление качеством —
— методы и виды деятельности оперативного характера, которые используют
Статистическое управление качеством —
— та часть управления качеством, в которой применяются
Статистическое управление качеством —
— та часть управления качеством, в которой применяются
ТРЕБОВАНИЯ
Важнейшее требование ИСО 9000 — управление целенаправленным процессом функционирования системы
ТРЕБОВАНИЯ
Важнейшее требование ИСО 9000 — управление целенаправленным процессом функционирования системы
Управление процессами
гарантирует предсказуемость и стабильность качества продукции на всех этапах производства
Управление процессами
гарантирует предсказуемость и стабильность качества продукции на всех этапах производства
Изменчивость —
— неизбежные различия среди индивидуальных результатов процесса, их источники
Изменчивость —
— неизбежные различия среди индивидуальных результатов процесса, их источники
Статистически управляемое состояние процесса —
— состояние, описывающее процесс, из которого удалены
Статистически управляемое состояние процесса —
— состояние, описывающее процесс, из которого удалены
ПРИЧИНЫ
Наблюдаемую изменчивость объясняют:
- постоянной системой случайных причин, что отражается
ПРИЧИНЫ
Наблюдаемую изменчивость объясняют:
- постоянной системой случайных причин, что отражается
ИСТОЧНИК
Обычная причина вариабельности — источник изменчивости, влияющий на индивидуальные значения
ИСТОЧНИК
Обычная причина вариабельности — источник изменчивости, влияющий на индивидуальные значения
ИСТОЧНИК
Особая причина вариабельности — источник изменчивости, которая может прерываться, часто
ИСТОЧНИК
Особая причина вариабельности — источник изменчивости, которая может прерываться, часто
Основные этапы статистического управления качеством:
■ статистическое обследование;
■ наладка процесса;
■ статистическое управление.
Основные этапы статистического управления качеством:
■ статистическое обследование;
■ наладка процесса;
■ статистическое управление.
ОСНОВНЫЕ ПОНЯТИЯ
ПО ОБЕСПЕЧЕНИЮ ТОЧНОСТИ ПРОЦЕССОВ
ОСНОВНЫЕ ПОНЯТИЯ
ПО ОБЕСПЕЧЕНИЮ ТОЧНОСТИ ПРОЦЕССОВ
точность - качество
Чем выше точность, тем выше качество и надежность
точность - качество
Чем выше точность, тем выше качество и надежность
Под точностью
в технике понимается степень соответствия производимых изделий их заранее
Под точностью
в технике понимается степень соответствия производимых изделий их заранее
точность - затраты
Высокая точность требует высоких затрат (рис.1).
В
точность - затраты
Высокая точность требует высоких затрат (рис.1).
В
ПРИМЕР (рис.1)
При повышении точности изготовления изделия (D- допуск), возрастает трудоемкость
ПРИМЕР (рис.1)
При повышении точности изготовления изделия (D- допуск), возрастает трудоемкость
Допуск —
— это интервал, в котором допускается отклонение числовой характеристики
Допуск —
— это интервал, в котором допускается отклонение числовой характеристики
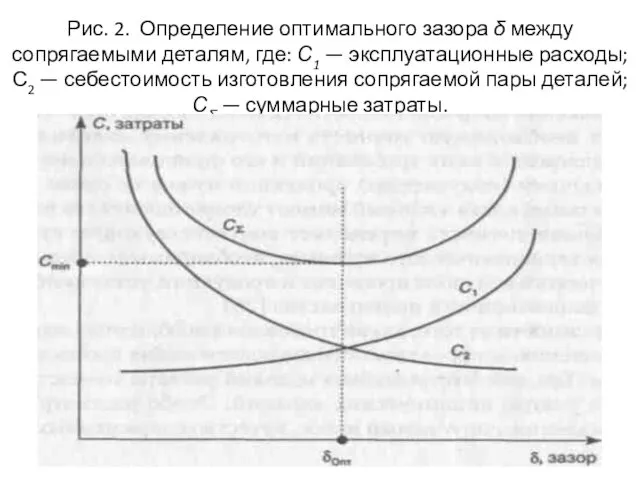
Рис. 2. Определение оптимального зазора δ между сопрягаемыми деталям, где: С1
Рис. 2. Определение оптимального зазора δ между сопрягаемыми деталям, где: С1
Назначение значений величин
допуска на размер и поля рассеяния этого размера
Назначение значений величин
допуска на размер и поля рассеяния этого размера
ОЦЕНКА ТОЧНОСТИ ПРОИЗВОДЯЩЕЙ СИСТЕМЫ (ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ)
Статистическое обоснование вариабельности системы, зависящей
ОЦЕНКА ТОЧНОСТИ ПРОИЗВОДЯЩЕЙ СИСТЕМЫ (ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ)
Статистическое обоснование вариабельности системы, зависящей
ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ
В. Шухарт выявил (опубликовано в 1927г.), что отклонения
ИЗМЕРИТЕЛЬНЫЙ АНАЛИЗ
В. Шухарт выявил (опубликовано в 1927г.), что отклонения
Общие причины связаны: (нч)
— с точностью поддержания параметра и условий осуществления
Общие причины связаны: (нч)
— с точностью поддержания параметра и условий осуществления
Общие причины вариаций (пр)
являются результатом совместного воздействия большого количества случайных
Общие причины вариаций (пр)
являются результатом совместного воздействия большого количества случайных
Общие причины вариаций (ок)
Именно отсутствие доминирующих по значению общих причин
Общие причины вариаций (ок)
Именно отсутствие доминирующих по значению общих причин
Специальными причинами вариаций
считаются воздействия на процесс (или на систему) внешних
Специальными причинами вариаций
считаются воздействия на процесс (или на систему) внешних
Специальные причины
В результате воздействия специальных причин и происходит отклонение параметров
Специальные причины
В результате воздействия специальных причин и происходит отклонение параметров
Стабилизация процесса (два принципа по В. Шухарту):
1) вовлекать всех причастных к
Стабилизация процесса (два принципа по В. Шухарту):
1) вовлекать всех причастных к
Главная задача статистических методов управления процессами —
— сделать процесс устойчивым
Главная задача статистических методов управления процессами —
— сделать процесс устойчивым
ОЦЕНКА КАЧЕСТВА ПРОЦЕССОВ
(АНАЛИЗ ВОЗМОЖНОСТИ ПРОИЗВОДЯЩИХ ПРОЦЕССОВ)
ВИДЫ И МЕТОДЫ
СТАТИСТИЧЕСКОГО
ОЦЕНКА КАЧЕСТВА ПРОЦЕССОВ (АНАЛИЗ ВОЗМОЖНОСТИ ПРОИЗВОДЯЩИХ ПРОЦЕССОВ) ВИДЫ И МЕТОДЫ СТАТИСТИЧЕСКОГО
Для оценки качества процесса
требуется сравнение допуска на размер с полем
Для оценки качества процесса
требуется сравнение допуска на размер с полем
Определить поле рассеяния
Сравнением допуска с полем рассеяния пользуются редко,
Определить поле рассеяния
Сравнением допуска с полем рассеяния пользуются редко,
Наиболее эффективный способ
исследования распределения размера параметра — построение гистограммы (наглядного
Наиболее эффективный способ
исследования распределения размера параметра — построение гистограммы (наглядного
Два вида статистического регулирования процессов
Разновидности регулирования процессов:
- по количественному
Два вида статистического регулирования процессов
Разновидности регулирования процессов:
- по количественному
Виды статистического регулирования процессов
Задача статистического регулирования производящих процессов* состоит в:
Виды статистического регулирования процессов
Задача статистического регулирования производящих процессов* состоит в:
По количественному признаку
регулирование (или контроль) заключается в определении с требуемой
По количественному признаку
регулирование (или контроль) заключается в определении с требуемой
Статистическими характеристиками процесса (наблюдаемой случайной величины X) являются:
1) характеристики положения:
Статистическими характеристиками процесса (наблюдаемой случайной величины X) являются:
1) характеристики положения:
Регулирование (или контроль) по альтернативному признаку
заключается в определении соответствия контролируемого
Регулирование (или контроль) по альтернативному признаку
заключается в определении соответствия контролируемого
При контроле по альтернативному признаку
достаточно установить факт соответствия или несоответствия
При контроле по альтернативному признаку
достаточно установить факт соответствия или несоответствия
Просто, экономно
Для контроля по альтернативному признаку можно использовать простейшие методы
Просто, экономно
Для контроля по альтернативному признаку можно использовать простейшие методы
Контроль по количественному признаку
- информативнее и поэтому требует меньшего объема
Контроль по количественному признаку
- информативнее и поэтому требует меньшего объема
Контроль по альтернативному признаку
Преимущества:
- простота;
- относительная дешевизна
Контроль по альтернативному признаку
Преимущества:
- простота;
- относительная дешевизна
Методы регулирования процессов
Гистограммы используют на первых этапах статистического регулирования для
Методы регулирования процессов
Гистограммы используют на первых этапах статистического регулирования для
См. раздел «Гистограмма» и
ниже - «Контрольные карты»
См. раздел «Гистограмма» и
ниже - «Контрольные карты»
Контрольная карта позволяет:
- обнаружить какие-либо отклонения от нормального хода процесса;
Контрольная карта позволяет:
- обнаружить какие-либо отклонения от нормального хода процесса;
Виды контрольных карт, применяемых при контроле по количественному признаку:
■ средних арифметических
Виды контрольных карт, применяемых при контроле по количественному признаку:
■ средних арифметических
Виды контрольных карт, применяемых при контроле по альтернативному признаку:
■ числа дефектных
Виды контрольных карт, применяемых при контроле по альтернативному признаку:
■ числа дефектных
Выбор контрольных карт определяется:
- серийностью производства,
- точностью процессов,
- видом показателей
Выбор контрольных карт определяется:
- серийностью производства,
- точностью процессов,
- видом показателей
Карта X - R применяется:
- при анализе регулируемых измеримых поименованных
Карта X - R применяется:
- при анализе регулируемых измеримых поименованных
Контрольная карта Р применяется:
- при контроле и регулировании технологического процесса
Контрольная карта Р применяется:
- при контроле и регулировании технологического процесса
Карта pn применяется
- для контроля в тех случаях, когда контролируемым
Карта pn применяется
- для контроля в тех случаях, когда контролируемым
 Общие сведения о производстве сборных железобетонных изделий
Общие сведения о производстве сборных железобетонных изделий Основы аграрной технологии
Основы аграрной технологии Сана бұзылыстары
Сана бұзылыстары Вибропрессование. Вибрирование с пригрузом
Вибропрессование. Вибрирование с пригрузом Прободная язва желудка
Прободная язва желудка Функціональна схема автоматичного радіокомпасу АРК-19
Функціональна схема автоматичного радіокомпасу АРК-19 Измерение массы U235 в высокообогощенном топливе исследовательских реакторов
Измерение массы U235 в высокообогощенном топливе исследовательских реакторов Адвокатура и адвокатская деятельность
Адвокатура и адвокатская деятельность Компьютерное сопровождение к урокам математики 5 класса по теме Десятичные дроби.
Компьютерное сопровождение к урокам математики 5 класса по теме Десятичные дроби. Погрузчики. Виды погрузчиков
Погрузчики. Виды погрузчиков ИСПОЛЬЗОВАНИЕ ПРИЕМОВ ТЕХНОЛОГИИ РАЗВИТИЯ КРИТИЧЕСКОГО МЫШЛЕНИЯ ЧЕРЕЗ ЧТЕНИЯ И ПИСЬМО
ИСПОЛЬЗОВАНИЕ ПРИЕМОВ ТЕХНОЛОГИИ РАЗВИТИЯ КРИТИЧЕСКОГО МЫШЛЕНИЯ ЧЕРЕЗ ЧТЕНИЯ И ПИСЬМО Электронное портфолио учителя
Электронное портфолио учителя Наша память...
Наша память... ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса
ВКР: Обеспечение качества детали Корпус на основе модернизации технологического процесса Abraham Lincoln the 16th president of the United States
Abraham Lincoln the 16th president of the United States Зимние забавы
Зимние забавы Индийский океан
Индийский океан Основное свойство дроби
Основное свойство дроби Экстремальные виды спорта в жизни молодежи
Экстремальные виды спорта в жизни молодежи Природа и мы. Итоговый урок литературного чтения в 4 классе
Природа и мы. Итоговый урок литературного чтения в 4 классе День пожарной охраны России
День пожарной охраны России Иск. Понятие элементы, виды. Структура искового заявления. (Лекция 5)
Иск. Понятие элементы, виды. Структура искового заявления. (Лекция 5) Презентация Моя школа
Презентация Моя школа Особенности организации оздоровительной кампании детей Свердловской области в 2018 году
Особенности организации оздоровительной кампании детей Свердловской области в 2018 году Библия и Евангелие
Библия и Евангелие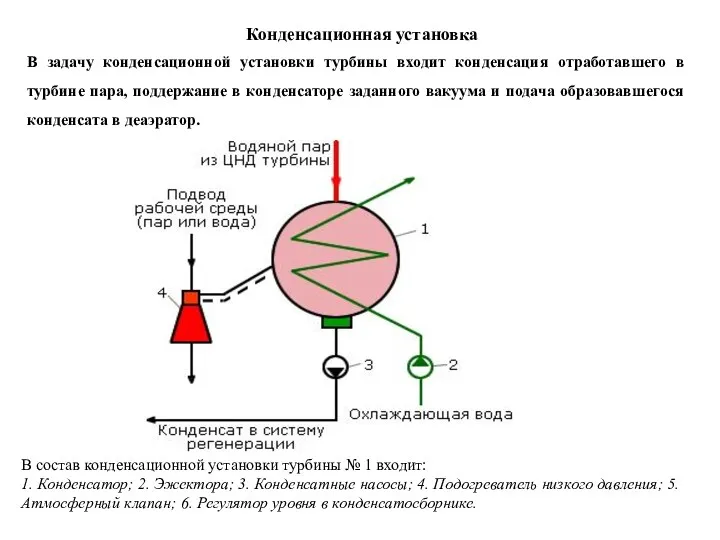 Конденсационная установка
Конденсационная установка Исследовательско -творческий проект Удивительные свойства воды
Исследовательско -творческий проект Удивительные свойства воды 24 мая – День славянской письменности и культуры
24 мая – День славянской письменности и культуры