- Сварка титана, циркония и их сплавов

Содержание
- 2. Сплавы титана и их свариваемость Титан имеет 2 аллотропической модификации: – Высокотемпературные – β–титан (ОЦК); –
- 3. Легирующие элементы по влиянию на полиморфное превращение титана (температуру превращения, растворимость, стабилизацию той или иной фазы)
- 4. Алюминий стабилизирующий альфу фазу является основным легирующим элементом для титана, как углерод для железа. Алюминий повышает
- 5. Бета – стабилизаторы делится на две основные группы: 1) Изоморфные (неограниченно растворяющиеся в бета фазе) V,
- 6. α – сплавы структура чисто α – фаза ВТ–1–0; ВТ–5 (5% Al); ВТ–5–1 (5% Al, 2,5%
- 7. α + β – сплавы структура и альфа, и бета фазы ВТ6 (6% Al; 4,5% V),
- 8. β – сплавы структура представлена механическим стабилизатором бета фазой 4201 (33% Mo).
- 9. Псевдо α – сплавы структура состоит из α – фазы и β – фазы которая меньше
- 10. Псевдо β – сплавы структура метастабильная β – фаза плюс небольшое добавление α – фазы менее
- 11. Характерные сложности при сварке титановых сплавов
- 12. Наиболее высокая активность среди тугоплавких металлов по отношению к кислороду, азоту, водороду (O2, N2, H2), с
- 13. Высокая чувствительность к термическому циклу сварки. Причина: протекание полиморфного α→β превращения, резкий рост зерна высокотемпературной β–фазы,
- 14. При сварке титановых сплавов у сварных соединений наблюдается повышенная склонность к замедленному разрушению, так как наблюдается
- 15. Наибольшее влияние водород оказывает на α–сплавы, т.к. в α–сплавах растворимость водорода ничтожна ( Растворимость водорода в
- 16. Склонность к водородному растрескиванию увеличивается: – При повышенном содержании водорода в исходном материале; – При насыщении
- 17. Радикальными методами по борьбе с трещинообразованием являются: – Снижение содержания газов в присадке и основном материале
- 18. Титан имеет высокую склонность к образованию пор в сварных швах Растворимость водорода в титане уменьшается с
- 19. Основными методами борьбы с порами, вызванными водородом при качественном исходном материале, является: тщательная подготовка сварочных материалов:
- 20. Высокий коэффициент поверхностного натяжения титана в сочетании с малой вязкостью в расплавленном состоянии увеличивает опасность прожогов
- 21. Особенности сборки титановых сплавов: Так как высокий коэффициент поверхностного натяжения и жидкотекучести необходимо высокое качество сборки;
- 22. Характеристика свариваемости титановых сплавов
- 23. Дуговая сварка титановых сплавов в среде защитных газов В среде инертного газа Неплавящимся электродом Плавящимся электродом
- 24. Для защиты зоны сварки используют аргон высшего сорта по ГОСТ 10157-79 и гелий высокой чистоты по
- 25. Аргонодуговая сварка титановых сплавов неплавящимся вольфрамовым электродом Способы защиты зоны сварки при сварке титана и его
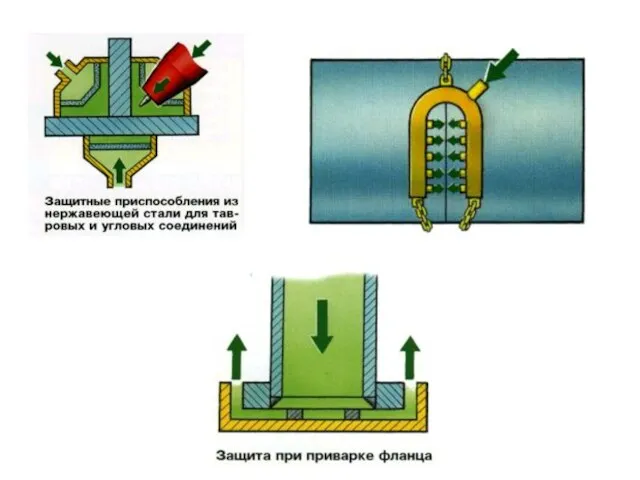
- 26. Защита на воздухе со струйной подачей инертного газа ламинарным потоком Защита путем использования местных камер
- 27. Наиболее надежную защиту обеспечивают камеры с контролируемой атмосферой и их применяют для изделий ответственного назначения. Наибольшее
- 28. Сварка титана на воздухе со струйной подачей инертного газа ламинарным потоком На горелке закрепляют специальную насадку,
- 29. Длина и ширина насадки должны соответствовать размерам изотермы. Газозащитная насадка должна защищать металл участка нагретого до
- 30. Для защиты обратной стороны шва используют специальные подкладки и насадки.
- 32. Приближенно о надежности газовой защиты можно судить по внешнему виду сварного соединения. Блестящая серебристая поверхность шва
- 34. Рабочая часть вольфрамового электрода затачивается на конус под углом 30 ... 45°. Конус притупляют до диаметра
- 35. Ручная сварка вольфрамовым электродом ведется без колебательных движений горелки углом вперед на короткой дуге. При обрыве
- 36. Для повышения эффективности использования теплоты при сварке вольфрамовым электродом разработаны разновидности способа: импульсно-дуговая сварка, погруженной дугой,
- 37. Сварка плавящимся электродом применяется для различных типов соединений из титана и его сплавов при толщинах более
- 38. Для сварки титана производят модернизацию существующего оборудования для сталей (автоматы типа АДС), уделяя особое внимание повышению
- 39. С целью повышения эффективности сварки плавящимся электродом в среде инертных газов применяют предварительный подогрев сварочной проволоки
- 40. Полуавтоматическая импульсно-дуговая сварка титановых сплавов обеспечивает повышение производительности сварочных работ в 2 ... 3 раза при
- 42. Скачать презентацию
Сплавы титана и их свариваемость
Титан имеет 2 аллотропической модификации:
–
Сплавы титана и их свариваемость
Титан имеет 2 аллотропической модификации:
–
Легирующие элементы по влиянию на полиморфное превращение титана (температуру превращения,
Легирующие элементы по влиянию на полиморфное превращение титана (температуру превращения,
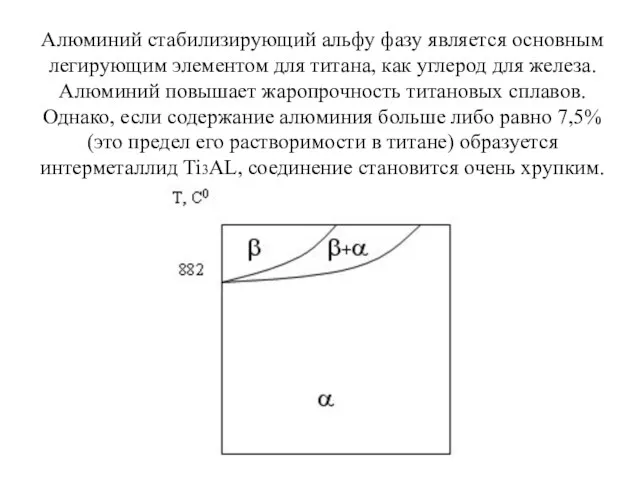
Алюминий стабилизирующий альфу фазу является основным легирующим элементом для титана, как
Алюминий стабилизирующий альфу фазу является основным легирующим элементом для титана, как
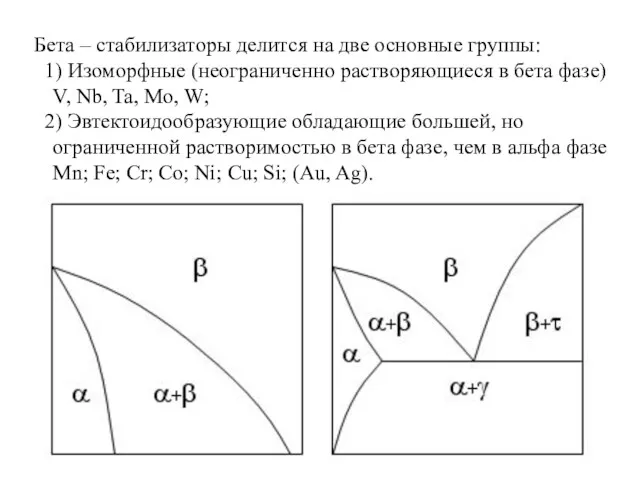
Бета – стабилизаторы делится на две основные группы:
1) Изоморфные
Бета – стабилизаторы делится на две основные группы:
1) Изоморфные
α – сплавы
структура чисто α – фаза
ВТ–1–0; ВТ–5 (5% Al); ВТ–5–1
α – сплавы
структура чисто α – фаза
ВТ–1–0; ВТ–5 (5% Al); ВТ–5–1
α + β – сплавы
структура и альфа, и бета фазы
ВТ6 (6%
α + β – сплавы
структура и альфа, и бета фазы
ВТ6 (6%
β – сплавы
структура представлена механическим стабилизатором бета фазой
4201 (33% Mo).
β – сплавы
структура представлена механическим стабилизатором бета фазой
4201 (33% Mo).
Псевдо α – сплавы
структура состоит из α – фазы и β
Псевдо α – сплавы
структура состоит из α – фазы и β
Псевдо β – сплавы
структура метастабильная β – фаза плюс небольшое добавление
Псевдо β – сплавы
структура метастабильная β – фаза плюс небольшое добавление
Характерные сложности при сварке титановых сплавов
Характерные сложности при сварке титановых сплавов
Наиболее высокая активность среди тугоплавких металлов по отношению к кислороду, азоту,
Наиболее высокая активность среди тугоплавких металлов по отношению к кислороду, азоту,
Высокая чувствительность к термическому циклу сварки. Причина: протекание полиморфного α→β превращения,
Высокая чувствительность к термическому циклу сварки. Причина: протекание полиморфного α→β превращения,
При сварке титановых сплавов у сварных соединений наблюдается повышенная склонность к
При сварке титановых сплавов у сварных соединений наблюдается повышенная склонность к
Наибольшее влияние водород оказывает на α–сплавы, т.к. в α–сплавах растворимость водорода
Наибольшее влияние водород оказывает на α–сплавы, т.к. в α–сплавах растворимость водорода
Склонность к водородному растрескиванию увеличивается:
– При повышенном содержании водорода
Склонность к водородному растрескиванию увеличивается:
– При повышенном содержании водорода
Радикальными методами по борьбе с трещинообразованием являются:
– Снижение содержания газов
Радикальными методами по борьбе с трещинообразованием являются:
– Снижение содержания газов
Титан имеет высокую склонность к образованию пор в сварных швах
Растворимость
Титан имеет высокую склонность к образованию пор в сварных швах
Растворимость
Основными методами борьбы с порами, вызванными водородом при качественном исходном материале,
Основными методами борьбы с порами, вызванными водородом при качественном исходном материале,
Высокий коэффициент поверхностного натяжения титана в сочетании с малой вязкостью
Высокий коэффициент поверхностного натяжения титана в сочетании с малой вязкостью
Особенности сборки титановых сплавов:
Так как высокий коэффициент поверхностного натяжения и
Особенности сборки титановых сплавов:
Так как высокий коэффициент поверхностного натяжения и
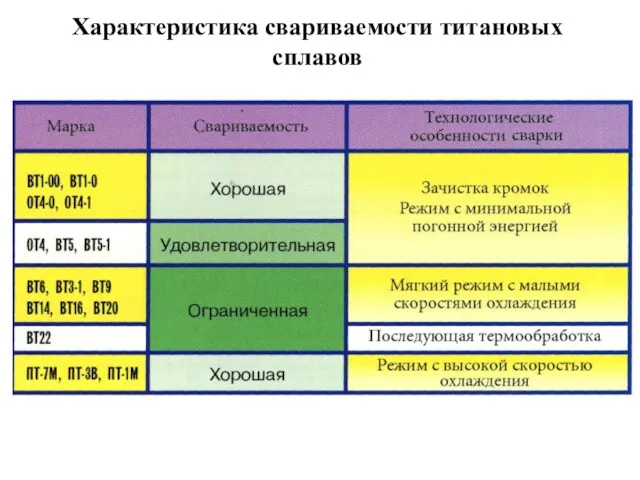
Характеристика свариваемости титановых сплавов
Характеристика свариваемости титановых сплавов
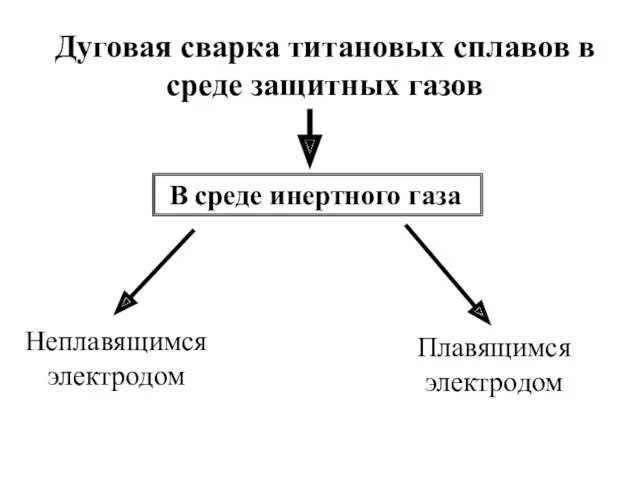
Дуговая сварка титановых сплавов в среде защитных газов
В среде инертного
Дуговая сварка титановых сплавов в среде защитных газов
В среде инертного
Для защиты зоны сварки используют аргон высшего сорта по ГОСТ 10157-79
Для защиты зоны сварки используют аргон высшего сорта по ГОСТ 10157-79
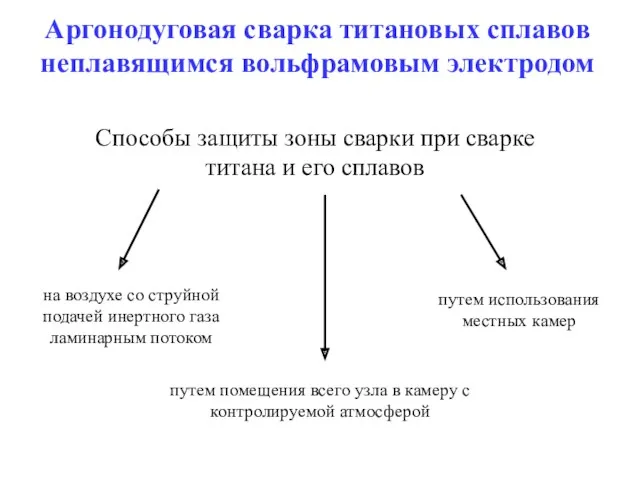
Аргонодуговая сварка титановых сплавов неплавящимся вольфрамовым электродом
Способы защиты зоны сварки при
Аргонодуговая сварка титановых сплавов неплавящимся вольфрамовым электродом
Способы защиты зоны сварки при
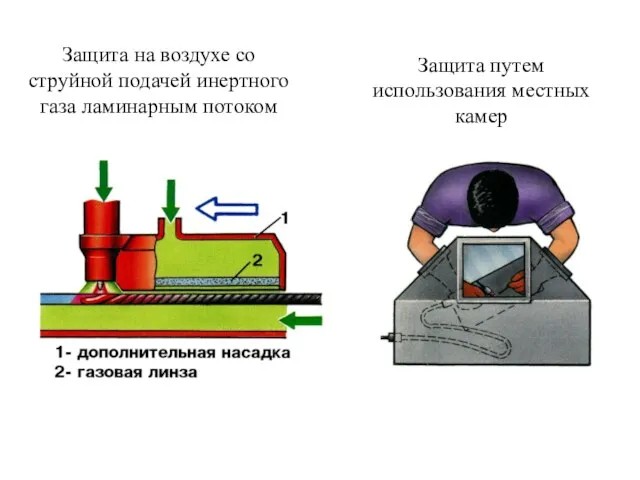
Защита на воздухе со струйной подачей инертного газа ламинарным потоком
Защита путем
Защита на воздухе со струйной подачей инертного газа ламинарным потоком
Защита путем
Наиболее надежную защиту обеспечивают камеры с контролируемой атмосферой и их применяют
Наиболее надежную защиту обеспечивают камеры с контролируемой атмосферой и их применяют

Сварка титана на воздухе со струйной подачей инертного газа ламинарным потоком
Сварка титана на воздухе со струйной подачей инертного газа ламинарным потоком
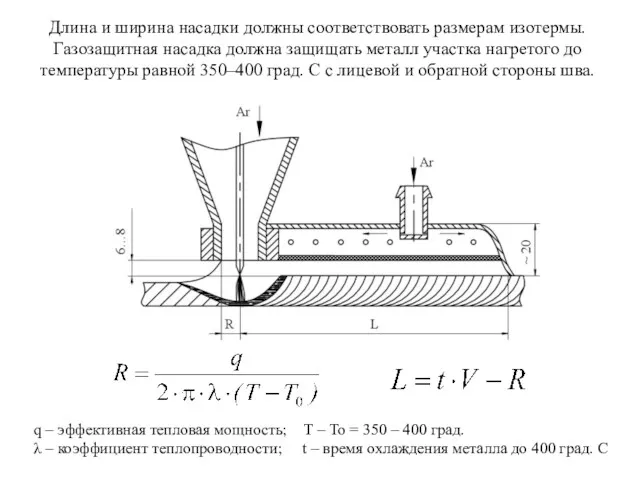
Длина и ширина насадки должны соответствовать размерам изотермы. Газозащитная насадка должна
Длина и ширина насадки должны соответствовать размерам изотермы. Газозащитная насадка должна
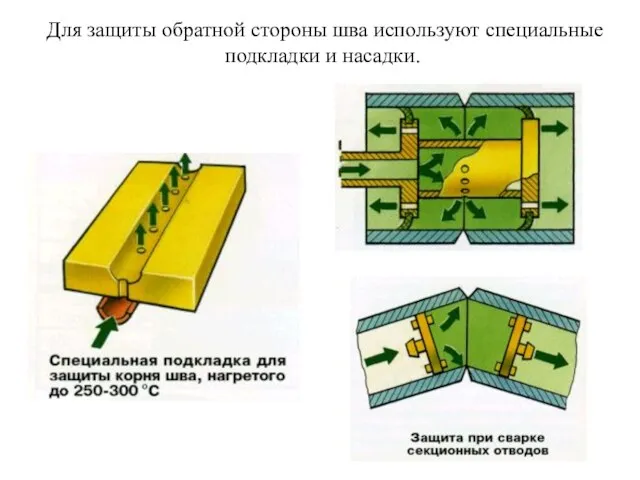
Для защиты обратной стороны шва используют специальные подкладки и насадки.
Для защиты обратной стороны шва используют специальные подкладки и насадки.
Приближенно о надежности газовой защиты можно судить по внешнему виду
Приближенно о надежности газовой защиты можно судить по внешнему виду
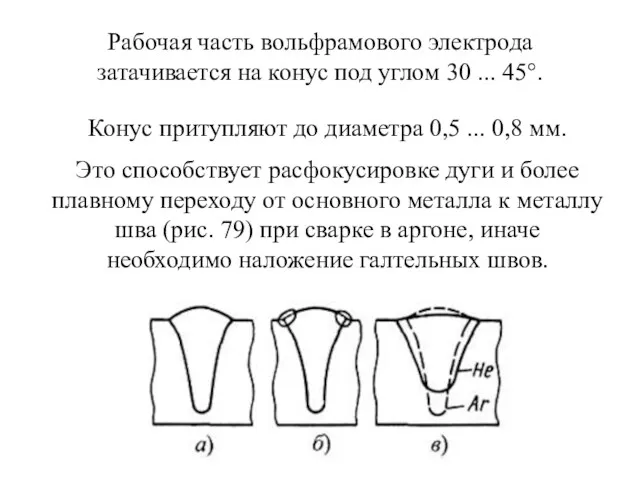
Рабочая часть вольфрамового электрода затачивается на конус под углом 30 ...
Рабочая часть вольфрамового электрода затачивается на конус под углом 30 ...
Ручная сварка вольфрамовым электродом ведется без колебательных движений горелки углом вперед
Ручная сварка вольфрамовым электродом ведется без колебательных движений горелки углом вперед
Для повышения эффективности использования теплоты при сварке вольфрамовым электродом разработаны
Для повышения эффективности использования теплоты при сварке вольфрамовым электродом разработаны
Сварка плавящимся электродом
применяется для различных типов соединений из титана
Сварка плавящимся электродом
применяется для различных типов соединений из титана
Для сварки титана производят модернизацию существующего оборудования для сталей (автоматы типа
Для сварки титана производят модернизацию существующего оборудования для сталей (автоматы типа
С целью повышения эффективности сварки плавящимся электродом в среде инертных
С целью повышения эффективности сварки плавящимся электродом в среде инертных
Полуавтоматическая импульсно-дуговая сварка титановых сплавов обеспечивает повышение производительности сварочных работ в
Полуавтоматическая импульсно-дуговая сварка титановых сплавов обеспечивает повышение производительности сварочных работ в
 Соединение деталей шурупами
Соединение деталей шурупами Режимы сварки и настройки аппарата
Режимы сварки и настройки аппарата Использование мяча на этапе автоматизации звуков.
Использование мяча на этапе автоматизации звуков. Конспект открытого индивидуального занятия по развитию речевого слуха и формированию произносительной стороны речи у детей с нарушением слуха в 9 классе
Конспект открытого индивидуального занятия по развитию речевого слуха и формированию произносительной стороны речи у детей с нарушением слуха в 9 классе Презинтация
Презинтация Народы Байкала
Народы Байкала Женевские переговоры по Сирии, 2016 год
Женевские переговоры по Сирии, 2016 год Основание греческих колоний
Основание греческих колоний Мигрень. Хроническая мигрень и мигренозный статус
Мигрень. Хроническая мигрень и мигренозный статус Константи́н Дми́триевич Уши́нский (19 февраля 1839 — 22 декабря 1870). Сказка-быль Как выросла в поле рубашка
Константи́н Дми́триевич Уши́нский (19 февраля 1839 — 22 декабря 1870). Сказка-быль Как выросла в поле рубашка Путешествие в Норвегию. Эдвард Григ
Путешествие в Норвегию. Эдвард Григ Образование централизованных монархий в Западной Европе. (10 класс)
Образование централизованных монархий в Западной Европе. (10 класс)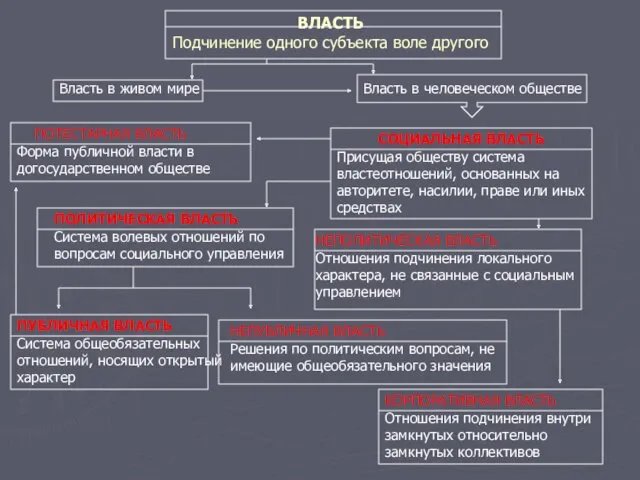 Общая характеристика власти. Государственная власть. (тема 3)
Общая характеристика власти. Государственная власть. (тема 3) Презентация Проект Экологическое содружество
Презентация Проект Экологическое содружество Агропромышленный комплекс России
Агропромышленный комплекс России ҚР тұрақты даму концепциясы
ҚР тұрақты даму концепциясы Классные часы
Классные часы Пасха
Пасха Современные конструкции ИС и способы повышения их основных характеристик
Современные конструкции ИС и способы повышения их основных характеристик Инновационная конкурентоспособная технология в горном машиностроении Кузбасса
Инновационная конкурентоспособная технология в горном машиностроении Кузбасса Школьная форма будущего
Школьная форма будущего Картина – особый мир. Игра Третий лишний
Картина – особый мир. Игра Третий лишний 7 программ, которые должны быть на каждом компьютере
7 программ, которые должны быть на каждом компьютере Природные каменные материалы
Природные каменные материалы Портфолио учащегося
Портфолио учащегося Автоматизация звука Р
Автоматизация звука Р Спортивная гимнастика
Спортивная гимнастика Озон. Строение молекулы озона
Озон. Строение молекулы озона