- Технологические требования к конструкциям обрабатываемых деталей

Содержание
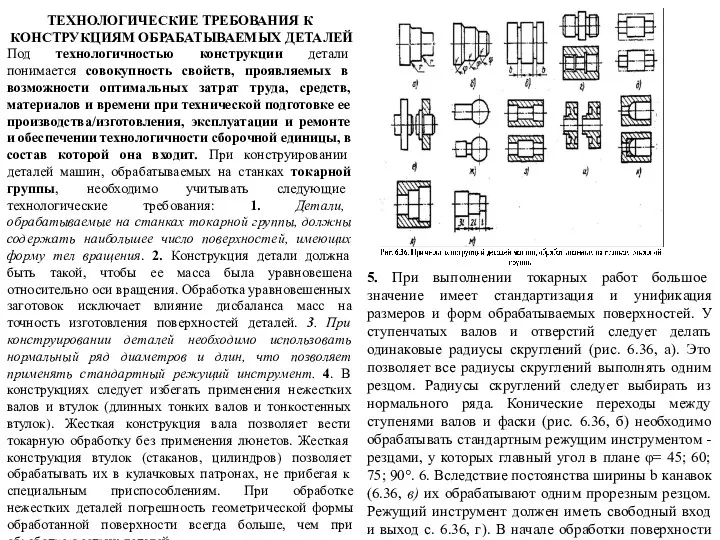
- 2. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ Под технологичностью конструкции детали понимается совокупность свойств, проявляемых в возможности
- 3. 7. При нарезании резьбы на детали следует предусматривать фаску и канавку для входа-выхода резьбонарезн. инструмента. Если
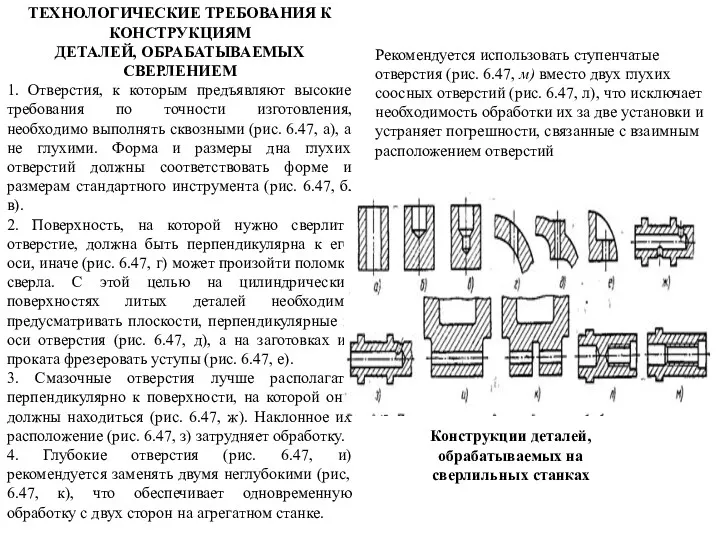
- 4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ СВЕРЛЕНИЕМ 1. Отверстия, к которым предъявляют высокие требования по точности
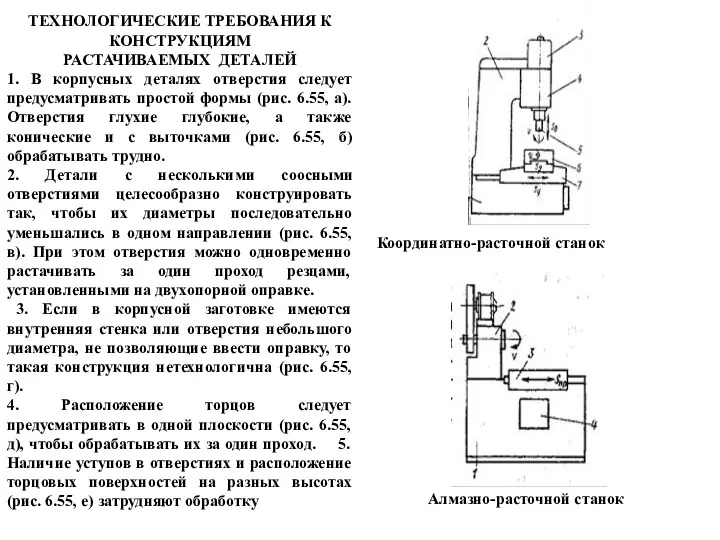
- 5. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ РАСТАЧИВАЕМЫХ ДЕТАЛЕЙ 1. В корпусных деталях отверстия следует предусматривать простой формы (рис.
- 6. 1. Детали с выступами одинаковой высоты (рис, а) можно обрабатывать одной фрезой за один рабочий ход.
- 7. Обрабатывать протягиванием можно лишь отверстия с достаточно толстыми стенками равномерной толщины. При протягивании отверстий в тонкостенных
- 8. При конструировании многовенцовых колес, а также колес с буртиками расстояние между венцами необходимо увязывать с диаметром
- 9. Для шлифования ступенчатых валов (рис. а) предусматривают центровые отверстия 7, а для шлифования пустотелых валов -
- 11. Скачать презентацию
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Под технологичностью конструкции детали понимается совокупность
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Под технологичностью конструкции детали понимается совокупность
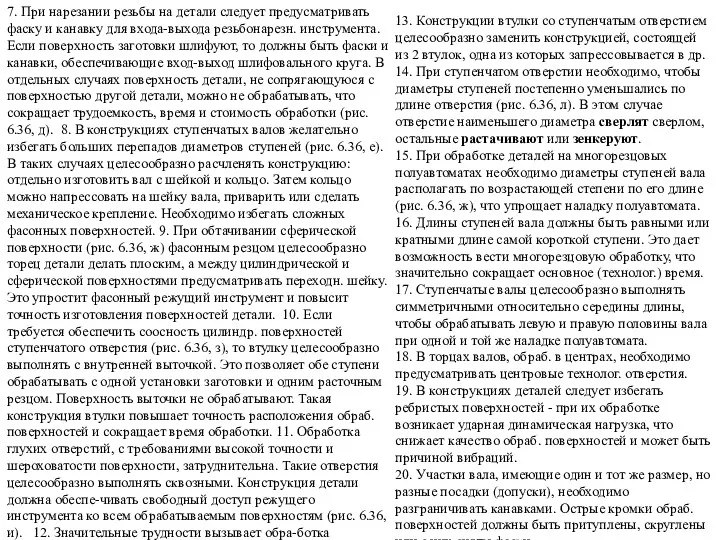
7. При нарезании резьбы на детали следует предусматривать фаску и канавку
7. При нарезании резьбы на детали следует предусматривать фаску и канавку
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ СВЕРЛЕНИЕМ
1. Отверстия, к которым предъявляют высокие
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ СВЕРЛЕНИЕМ
1. Отверстия, к которым предъявляют высокие
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
РАСТАЧИВАЕМЫХ ДЕТАЛЕЙ
1. В корпусных деталях отверстия следует предусматривать
ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ
РАСТАЧИВАЕМЫХ ДЕТАЛЕЙ
1. В корпусных деталях отверстия следует предусматривать

1. Детали с выступами одинаковой высоты (рис, а) можно обрабатывать одной
1. Детали с выступами одинаковой высоты (рис, а) можно обрабатывать одной
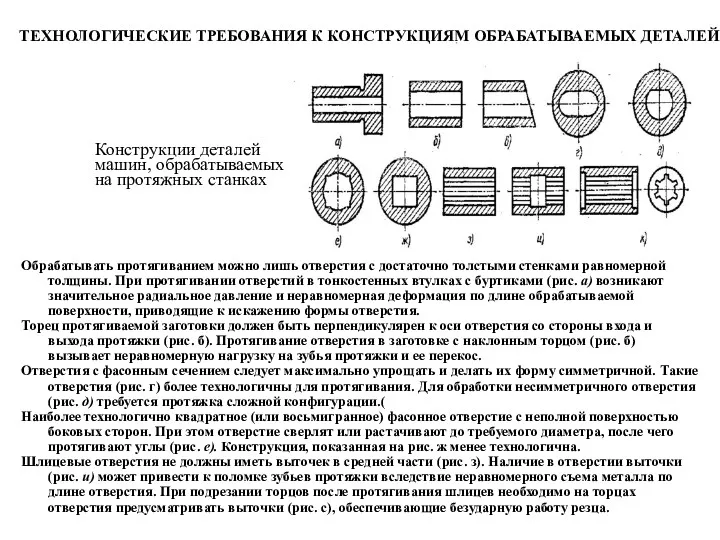
Обрабатывать протягиванием можно лишь отверстия с достаточно толстыми стенками равномерной толщины.
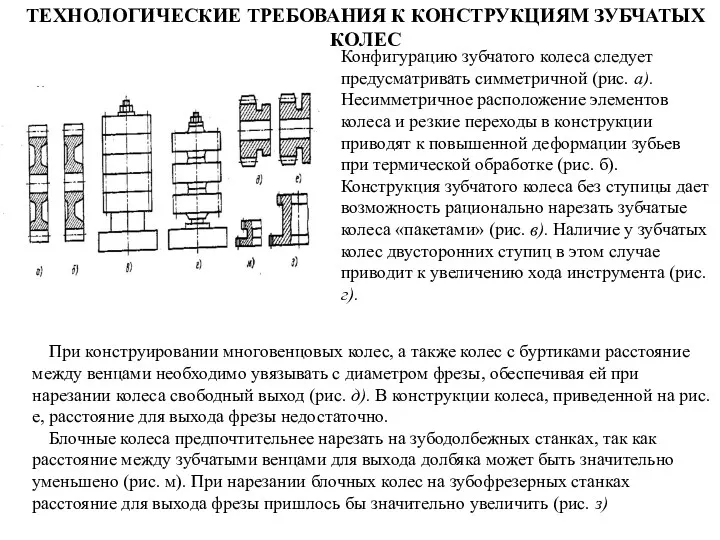
При конструировании многовенцовых колес, а также колес с буртиками расстояние между
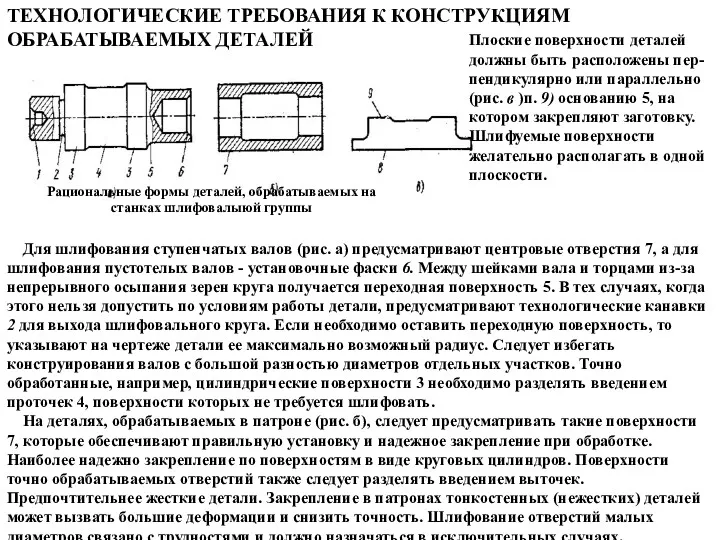
Для шлифования ступенчатых валов (рис. а) предусматривают центровые отверстия 7, а
Для шлифования ступенчатых валов (рис. а) предусматривают центровые отверстия 7, а
 Мясо птицы
Мясо птицы Моя родословная
Моя родословная Памятки по русскому языку к экзамену
Памятки по русскому языку к экзамену Урок речевого творчества. Весна.
Урок речевого творчества. Весна. Деление (начальные классы)
Деление (начальные классы) Основы православной культуры. Брак, семья, дети
Основы православной культуры. Брак, семья, дети Первичные преобразователи
Первичные преобразователи Викторина по ПДД
Викторина по ПДД Doorway (1)
Doorway (1) Диагностика лимфом
Диагностика лимфом Иван Рудской - летсплейщик и блогер
Иван Рудской - летсплейщик и блогер Модульное обучение
Модульное обучение Выгрузка и загрузка шихты в совки краном общего назначения
Выгрузка и загрузка шихты в совки краном общего назначения Воспроизведенные и гибридные лекарственные средства. Подготовка регистрационного досье
Воспроизведенные и гибридные лекарственные средства. Подготовка регистрационного досье Парциальные программы
Парциальные программы Проектно-исследовательская работа Этапы битвы за Сталинград
Проектно-исследовательская работа Этапы битвы за Сталинград Песни с которыми мы победили
Песни с которыми мы победили Классическая чума свиней (classical swine fever – CSF)
Классическая чума свиней (classical swine fever – CSF) Проект В детский сад без слез!
Проект В детский сад без слез! Мини-музей в детском саду Морское царство
Мини-музей в детском саду Морское царство Ожоги. Термические ожоги. Химические ожоги. Электротравма. Лучевые поражения. Отморожения
Ожоги. Термические ожоги. Химические ожоги. Электротравма. Лучевые поражения. Отморожения Ориентирование на местности. Компас
Ориентирование на местности. Компас Творческий отчет
Творческий отчет Монтаж и техническое обслуживание ветрогенераторной установки
Монтаж и техническое обслуживание ветрогенераторной установки Анкетирование учащихся
Анкетирование учащихся Психология пренатального периода. Психология периода новорожденности. Психология младенческого периода
Психология пренатального периода. Психология периода новорожденности. Психология младенческого периода Мой любимый поэт Александр Сергеевич Пушкин
Мой любимый поэт Александр Сергеевич Пушкин Игра Собери бусы
Игра Собери бусы