- Технологический процесс изготовления сварной конструкции – заглушка для воды

Содержание
- 2. Цель работы 1. Изучить технологический процесс изготовления сварной конструкции заглушка для воды. 2.Собрать и сварить данную
- 3. Чертеж
- 4. Подбор оборудования
- 5. Подбор электрода Э46-ОК-46-3.0-УД/Е 431(3) РЦ11 Э46-тип электрода ОК 46- марка электрода 3.0- диаметр электрода У- назначение
- 6. Определение силы тока Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке
- 7. Чертеж
- 8. Контроль качества Вид контроля качества сварных соединений выбирают в зависимости от назначения изделия и требований, которые
- 10. Скачать презентацию
Цель работы
1. Изучить технологический процесс изготовления сварной конструкции заглушка
Цель работы
1. Изучить технологический процесс изготовления сварной конструкции заглушка
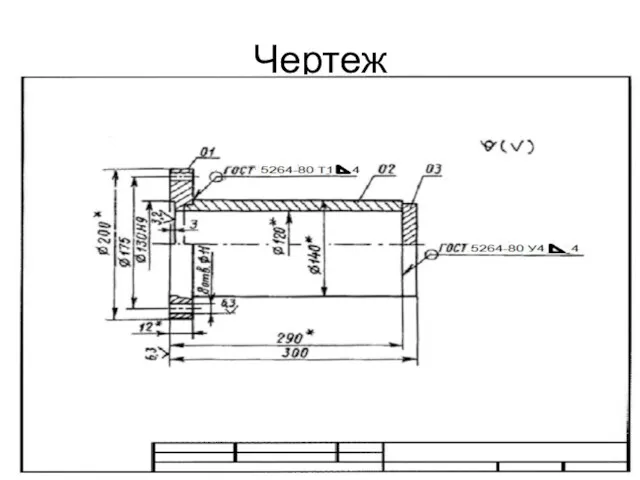
Чертеж
Чертеж
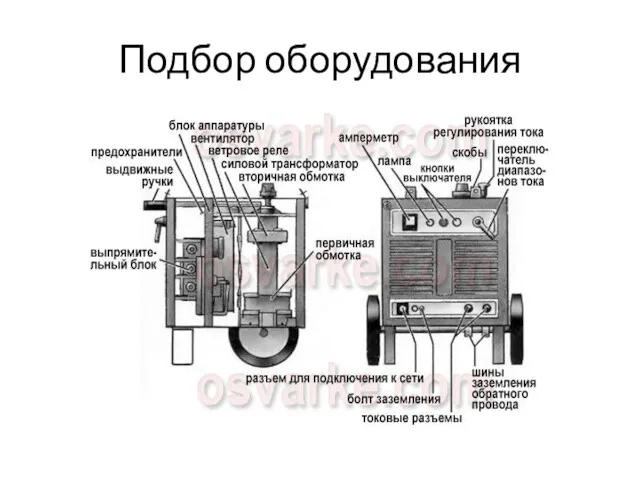
Подбор оборудования
Подбор оборудования
Подбор электрода
Э46-ОК-46-3.0-УД/Е 431(3) РЦ11
Э46-тип электрода
ОК 46- марка электрода
3.0- диаметр электрода
У- назначение
Подбор электрода
Э46-ОК-46-3.0-УД/Е 431(3) РЦ11
Э46-тип электрода
ОК 46- марка электрода
3.0- диаметр электрода
У- назначение
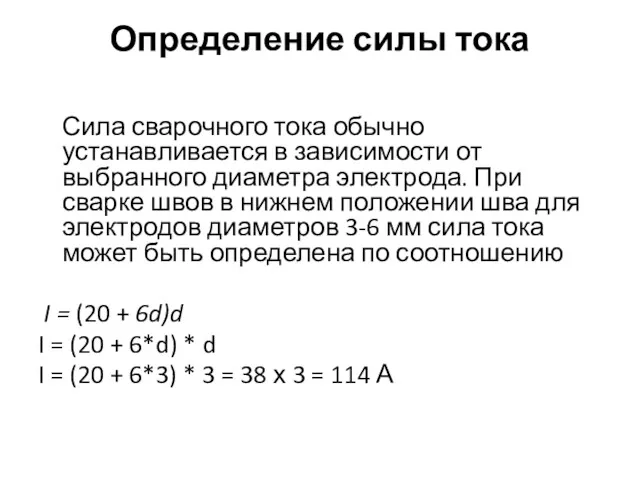
Определение силы тока
Сила сварочного тока обычно устанавливается в зависимости от
Определение силы тока
Сила сварочного тока обычно устанавливается в зависимости от
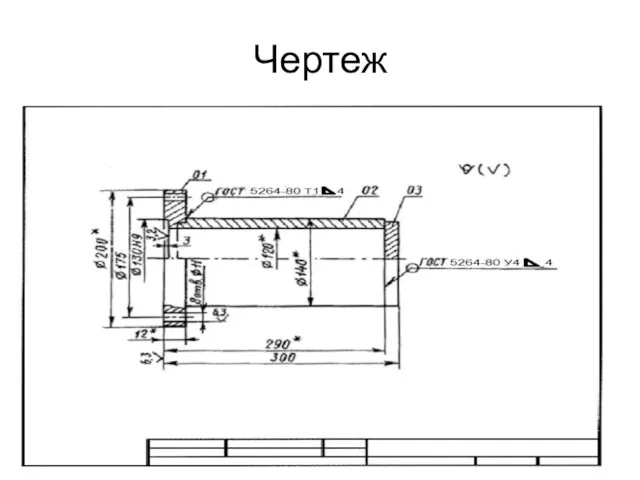
Чертеж
Чертеж
Контроль качества
Вид контроля качества сварных соединений выбирают в зависимости от
Контроль качества
Вид контроля качества сварных соединений выбирают в зависимости от
 Гофрированная рыбка
Гофрированная рыбка С новым Годом, друзья!
С новым Годом, друзья! Векторная алгебра. Понятия и определения
Векторная алгебра. Понятия и определения Бездомные животные в современном мегаполисе
Бездомные животные в современном мегаполисе Правильное питание-залог здоровья школьников
Правильное питание-залог здоровья школьников Пастереллез и геморрагическая септицемия сельскохозяйственных животных
Пастереллез и геморрагическая септицемия сельскохозяйственных животных Электрические измерения и приборы
Электрические измерения и приборы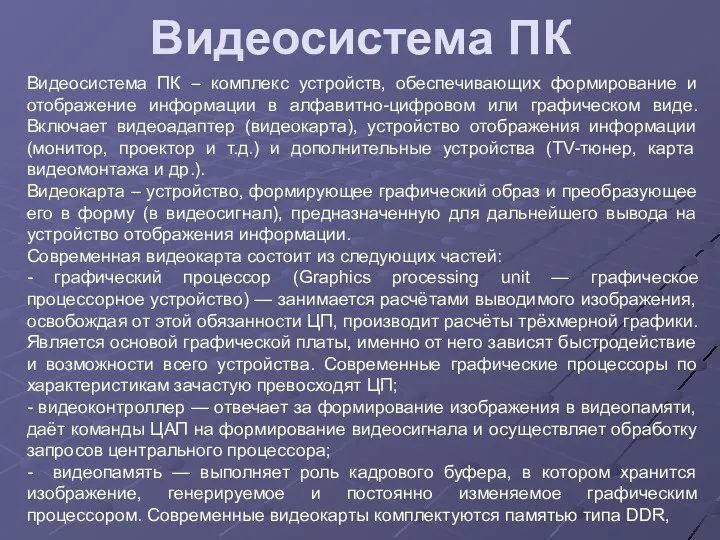 Видеосистема ПК
Видеосистема ПК Senstone's overview
Senstone's overview Управление двигателем с учетом крутящего момента
Управление двигателем с учетом крутящего момента Теория возникновения электродного потенциала Нернста
Теория возникновения электродного потенциала Нернста Digital Systems. Chapter 5. Flip-Flops and Related Devices
Digital Systems. Chapter 5. Flip-Flops and Related Devices Поглощения буровых и тампонажных растворов. Лекция 2
Поглощения буровых и тампонажных растворов. Лекция 2 Паразитические саркодовые и жгутиковые
Паразитические саркодовые и жгутиковые 20230928_zvyozdnyy_chas
20230928_zvyozdnyy_chas Происхождение культурных растений Азии
Происхождение культурных растений Азии Презентация экскурсии по музею Фронтовыми дорогами...
Презентация экскурсии по музею Фронтовыми дорогами... презентация Честь и слава
презентация Честь и слава Скажем НЕТ наркотикам!
Скажем НЕТ наркотикам! Стихотворения о весне. А. Майков Ласточка примчалась, Весна. А. Плещеев Сельская песенка
Стихотворения о весне. А. Майков Ласточка примчалась, Весна. А. Плещеев Сельская песенка Архітэктурныя помнікі Беларусі
Архітэктурныя помнікі Беларусі Травматические повреждения опорно-двигательного аппарата. (Лекция 11)
Травматические повреждения опорно-двигательного аппарата. (Лекция 11) Рассказ Федора Абрамова О чем плачут лошади
Рассказ Федора Абрамова О чем плачут лошади Гробница фараона Тутанхамона
Гробница фараона Тутанхамона Методическая разработка. Проект во второй младшей группе
Методическая разработка. Проект во второй младшей группе Презентация к уроку труда Сердце, полное роз
Презентация к уроку труда Сердце, полное роз phpnJ9Ogy_IZOBRAZHEIE-ZHIVOTYH
phpnJ9Ogy_IZOBRAZHEIE-ZHIVOTYH Обеспечение химической защиты населения
Обеспечение химической защиты населения