- Технология ДВП сухого способа производства

Содержание
- 2. Получение волокна, как и в описанном выше способе, производят в две стадии. Смешивание волокна со связующим
- 3. Сушка волокна производится в двухступенчатых сушилках. На первой стадии влажность волокна снижается до 80…90% После второй
- 4. а- для наружного слоя; б- для внутреннего слоя 1 – дефибратор; 2 –топка; 3- калорифер; 4-
- 5. Смешивание сухого волокна со связующим и специальными добавками в быстроходном смесителе
- 6. Введение связующего в выдувную трубу дефибратора
- 7. Сортировка (фракционирование) волокна Сухое волокно поступает на операцию фракционирования, где разделяется по размерам. Грубое волокно оставшееся
- 8. Формирование волокнистого ковра При изготовлении плит сухим способом волокнистый ковёр образуется на машине с движущейся сеткой
- 9. Схема установки для формирования волокнистого ковра
- 10. 1 - подача материала, 2- бункер, 3— маятниковый рассеиватель, 4 — привод маятника, 5— ситовая лента,
- 11. Схема установки для формирования волокнистого ковра
- 12. Схема формирующей машины для производства MDF 1 -горизонтальный бункер для волокна, 2 - донный конвейер 3
- 13. Схемы формирующих машин механического типа
- 14. Схема главного конвейера с одноэтажным прессом
- 15. Горячее прессование плит Диаграмма прессования древесноволокнистых плит аналогична диаграмме прессования ДСтП.
- 16. Кондиционирование готовых плит Целью данной операции является обеспечение равномерного распределения влажности по сечению плиты. Кондиционирование плит
- 17. Готовые плиты после кондиционирования поступают на операции форматной обрезки, сортировки и упаковки плит. Производство ДВП сухого
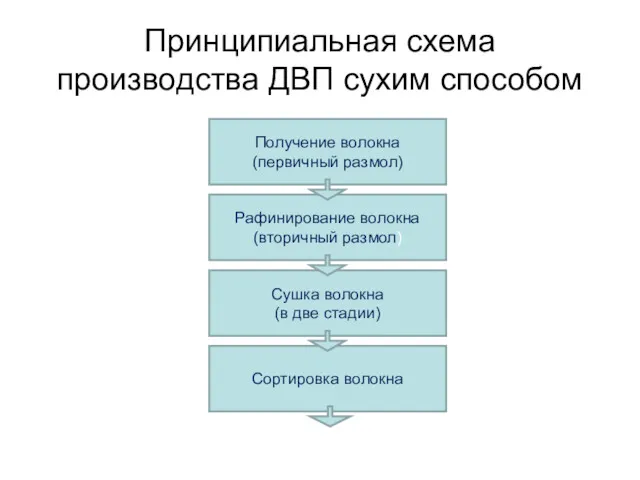
- 18. Принципиальная схема производства ДВП сухим способом
- 19. 1- рубительная машина; 2- циклон; 3- сортировка щепы; 4-дезинтегратор; 5- бункер; 6- расходный бункер щепы; 7-
- 20. Принципиальная схема производства ДВП сухим способом
- 23. Скачать презентацию
Получение волокна, как и в описанном выше способе, производят в
Получение волокна, как и в описанном выше способе, производят в
Сушка волокна производится в двухступенчатых сушилках. На первой стадии влажность волокна
Сушка волокна производится в двухступенчатых сушилках. На первой стадии влажность волокна
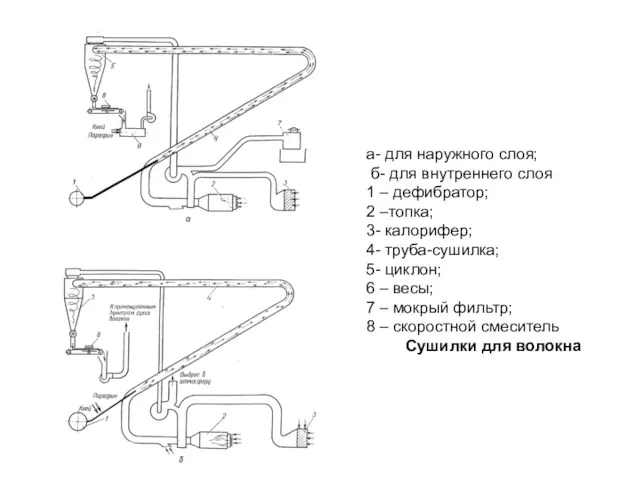
а- для наружного слоя;
б- для внутреннего слоя
1 – дефибратор;
2
а- для наружного слоя;
б- для внутреннего слоя
1 – дефибратор;
2
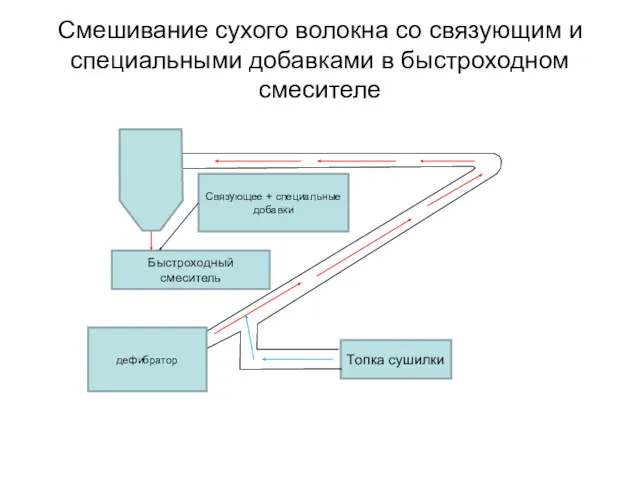
Смешивание сухого волокна со связующим и специальными добавками в быстроходном смесителе
Смешивание сухого волокна со связующим и специальными добавками в быстроходном смесителе
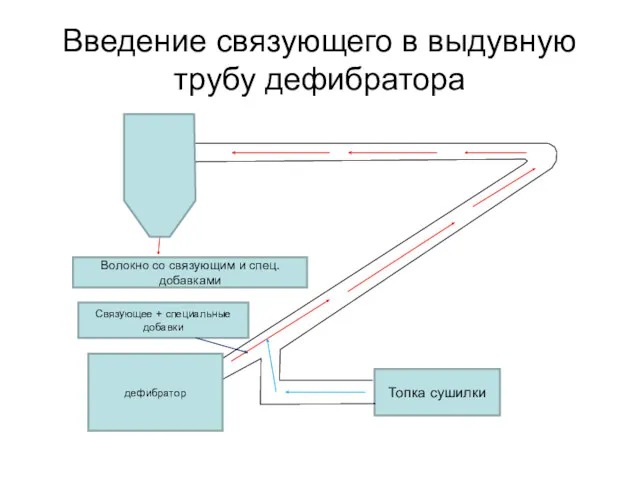
Введение связующего в выдувную трубу дефибратора
Введение связующего в выдувную трубу дефибратора

Сортировка (фракционирование) волокна
Сухое волокно поступает на операцию фракционирования, где разделяется
Сортировка (фракционирование) волокна
Сухое волокно поступает на операцию фракционирования, где разделяется
Формирование волокнистого ковра
При изготовлении плит сухим способом волокнистый ковёр образуется
Формирование волокнистого ковра
При изготовлении плит сухим способом волокнистый ковёр образуется
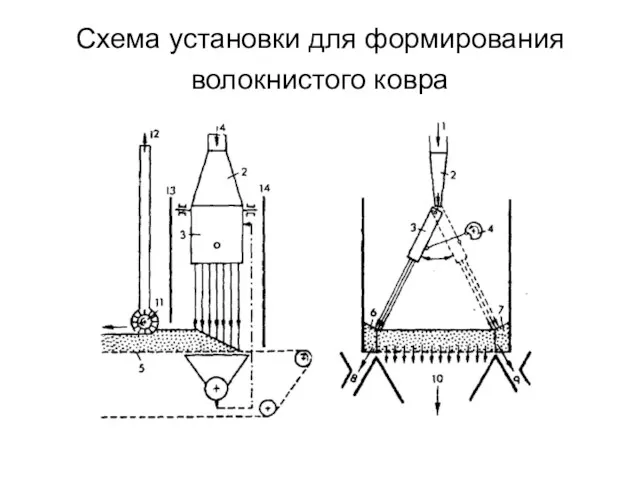
Схема установки для формирования волокнистого ковра
Схема установки для формирования волокнистого ковра
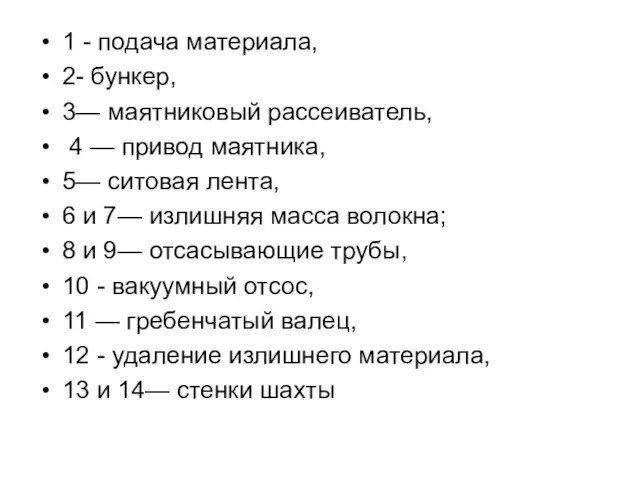
1 - подача материала,
2- бункер,
3— маятниковый рассеиватель,
4 —
1 - подача материала,
2- бункер,
3— маятниковый рассеиватель,
4 —
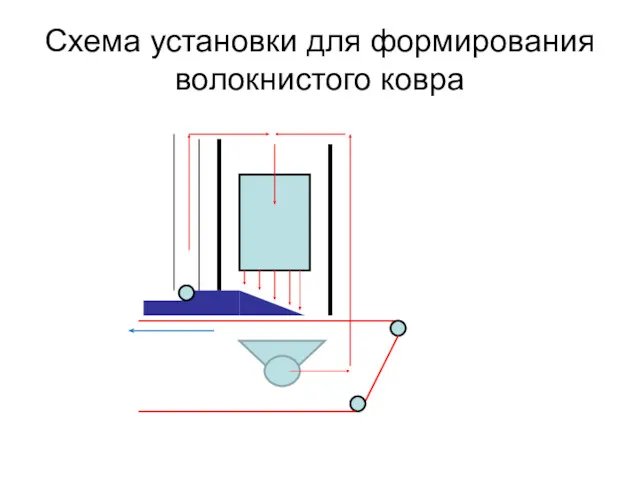
Схема установки для формирования волокнистого ковра
Схема установки для формирования волокнистого ковра

Схема формирующей машины для производства MDF
1 -горизонтальный бункер для волокна,
Схема формирующей машины для производства MDF
1 -горизонтальный бункер для волокна,
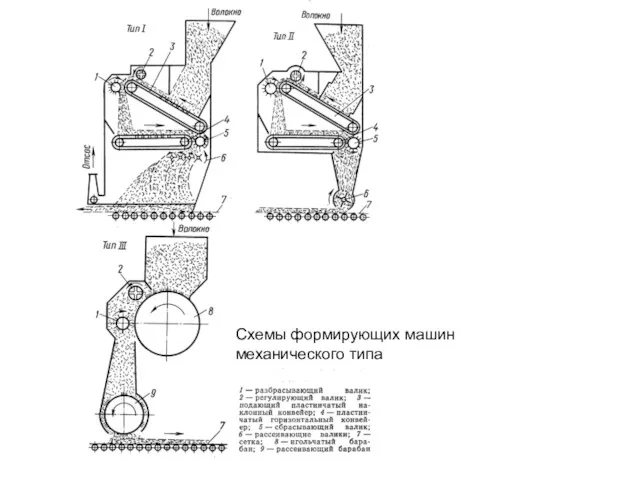
Схемы формирующих машин механического типа
Схемы формирующих машин механического типа
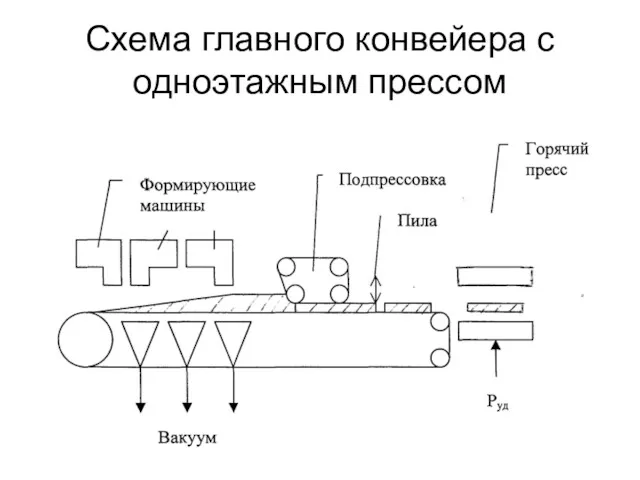
Схема главного конвейера с одноэтажным прессом
Схема главного конвейера с одноэтажным прессом
Горячее прессование плит
Диаграмма прессования древесноволокнистых плит аналогична диаграмме прессования ДСтП.
Горячее прессование плит
Диаграмма прессования древесноволокнистых плит аналогична диаграмме прессования ДСтП.
Кондиционирование готовых плит
Целью данной операции является обеспечение равномерного распределения влажности по
Кондиционирование готовых плит
Целью данной операции является обеспечение равномерного распределения влажности по
Готовые плиты после кондиционирования поступают на операции форматной обрезки, сортировки и
Готовые плиты после кондиционирования поступают на операции форматной обрезки, сортировки и

Принципиальная схема производства ДВП сухим способом
Принципиальная схема производства ДВП сухим способом
1- рубительная машина; 2- циклон; 3- сортировка щепы; 4-дезинтегратор; 5-
1- рубительная машина; 2- циклон; 3- сортировка щепы; 4-дезинтегратор; 5-
Принципиальная схема производства ДВП сухим способом
Принципиальная схема производства ДВП сухим способом

 Как заставить себя учиться
Как заставить себя учиться Презентация к реферату: Теория конфликта. Э.Фромм
Презентация к реферату: Теория конфликта. Э.Фромм Постійні магніти. Магнітне поле Землі
Постійні магніти. Магнітне поле Землі Great_Britain
Great_Britain Ребусы
Ребусы История и современное состояние индустрии туризма и гостепримства Крыма
История и современное состояние индустрии туризма и гостепримства Крыма Животные и окружающая среда
Животные и окружающая среда Экологическое развитие старших дошкольников в художественно-творческой деятельности
Экологическое развитие старших дошкольников в художественно-творческой деятельности Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119
Разработка проекта наладки РТК на базе станка с ЧПУ на обработку детали Шестерня VIII оси 1к62-02-119 Conditional. Условные предложения
Conditional. Условные предложения Какие бывают животные
Какие бывают животные Методы обработки металлов давлением: прокатка, прессование и волочение
Методы обработки металлов давлением: прокатка, прессование и волочение Мыло, и иные моющие средства
Мыло, и иные моющие средства Культура Средневековья
Культура Средневековья Құрманғазы Сағырбайұлы
Құрманғазы Сағырбайұлы Технологія виробництва м’яса страусів
Технологія виробництва м’яса страусів Накопление эмоционально-чувственного опыта детей при проведении театрализованных представлений в ДОУ
Накопление эмоционально-чувственного опыта детей при проведении театрализованных представлений в ДОУ Проект О перелетных птицах
Проект О перелетных птицах Трудные случаи согласования подлежащего и сказуемого
Трудные случаи согласования подлежащего и сказуемого Луганская область в годы Великой Отечественной войны
Луганская область в годы Великой Отечественной войны Творческий проект Шкатулка
Творческий проект Шкатулка Изготовление изделия Самолет
Изготовление изделия Самолет Сюжет и содержание в картине. Анализ художественного произведения. 7 класс
Сюжет и содержание в картине. Анализ художественного произведения. 7 класс Проектирование генеральных планов промышленных территорий. Лекция 6
Проектирование генеральных планов промышленных территорий. Лекция 6 Соединения химических элементов. Валентность и степень окисления элементов
Соединения химических элементов. Валентность и степень окисления элементов Патоморфология туберкулеза
Патоморфология туберкулеза Использование различных видов театра в работе с детьми
Использование различных видов театра в работе с детьми Урок по теме Закономерности распределения основных элементов климата на территории России
Урок по теме Закономерности распределения основных элементов климата на территории России