- Технология кладки из природных и искусственных камней правильной формы

Содержание
- 2. Введение Улучшение материально-технической базы строительного производства весьма актуальная проблема в РФ. После того, как Россия перешла
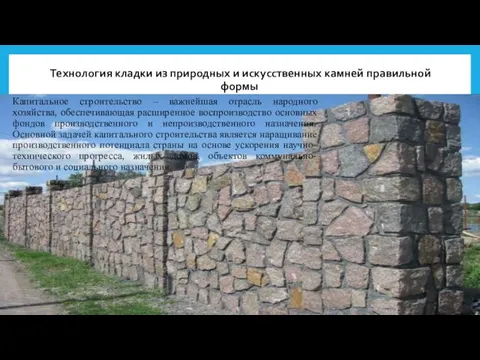
- 3. Технология кладки из природных и искусственных камней правильной формы Капитальное строительство – важнейшая отрасль народного хозяйства,
- 4. Технологическая последовательность выполнения работ Бутовый камень – распространенный материал, который активно используется в сфере строительства различных
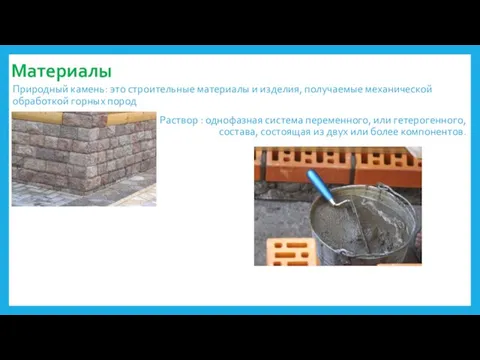
- 5. Материалы Природный камень: это строительные материалы и изделия, получаемые механической обработкой горных пород Раствор : однофазная
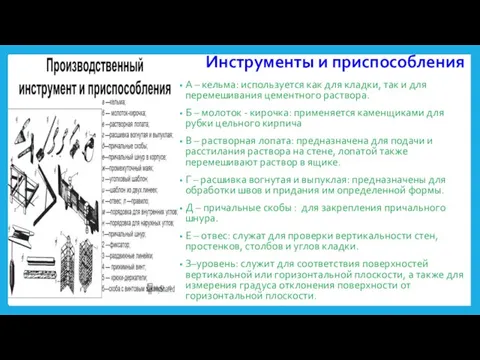
- 6. Инструменты и приспособления А – кельма: используется как для кладки, так и для перемешивания цементного раствора.
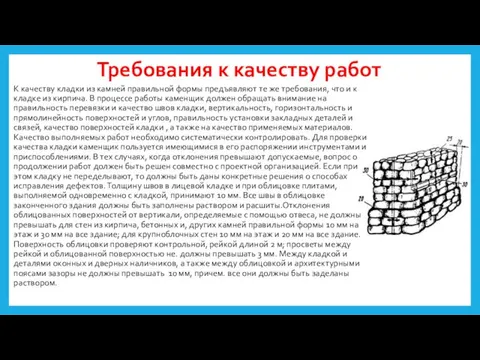
- 7. Требования к качеству работ К качеству кладки из камней правильной формы предъявляют те же требования, что
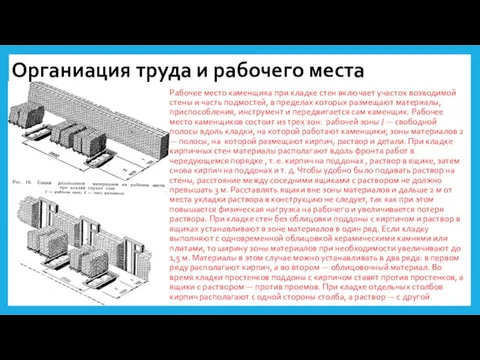
- 8. Органиация труда и рабочего места Рабочее место каменщика при кладке стен включает участок возводимой стены и
- 9. Техника безопасности Перед работой требуется проверить исправность инструмента: на рабочих поверхностях не должно быть повреждений, деформаций,
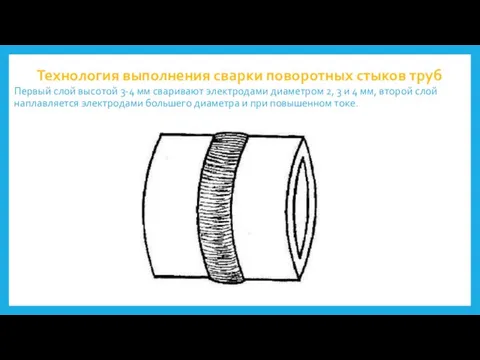
- 10. Технология выполнения сварки поворотных стыков труб Первый слой высотой 3-4 мм сваривают электродами диаметром 2, 3
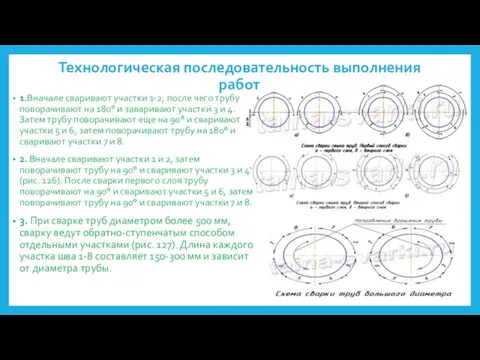
- 11. Технологическая последовательность выполнения работ 1.Вначале сваривают участки 1-2, после чего трубу поворачивают на 180° и заваривают
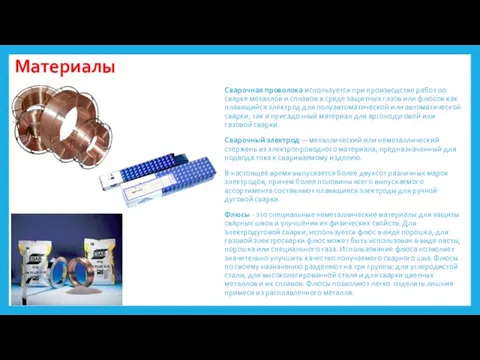
- 12. Материалы Сварочная проволока используется при производстве работ по сварке металлов и сплавов в среде защитных газов
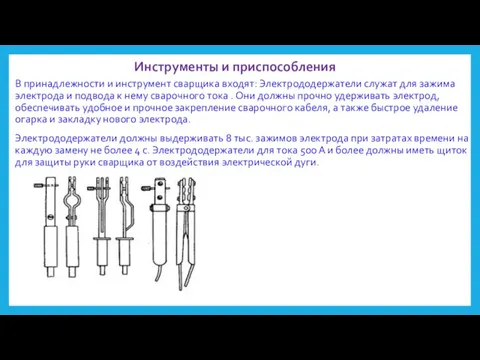
- 13. Инструменты и приспособления В принадлежности и инструмент сварщика входят: Электрододержатели служат для зажима электрода и подвода
- 14. Щитки (рис. а), маски (рис.б) или шлемы (рис. в) служат для защиты глаз и лица сварщика
- 15. Сварочный аппарат – это источник энергии для электродуговой сварки. При этом для возникновения электрической дуги применяется
- 16. Требования к качеству работ Основным требованием является качество исполнения участка сварного соединения. Особенно высокие требования возлагаются
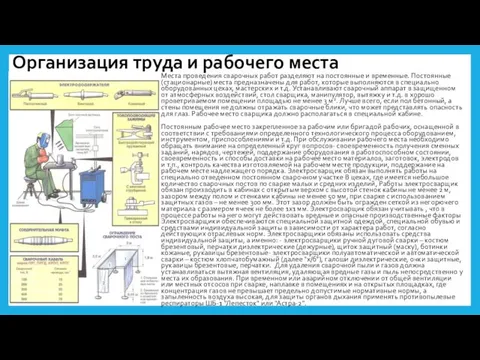
- 17. Организация труда и рабочего места Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные)
- 18. Техника безопасности Электродуговая и контактная сварка не является вредным и опасным для здоровья рабочих процессом, если
- 20. Скачать презентацию
Введение
Улучшение материально-технической базы строительного производства весьма актуальная проблема в РФ. После
Введение
Улучшение материально-технической базы строительного производства весьма актуальная проблема в РФ. После
Технология кладки из природных и искусственных камней правильной формы
Капитальное строительство
Технология кладки из природных и искусственных камней правильной формы
Капитальное строительство

Технологическая последовательность выполнения работ
Бутовый камень – распространенный материал, который активно используется
Технологическая последовательность выполнения работ
Бутовый камень – распространенный материал, который активно используется
Материалы
Природный камень: это строительные материалы и изделия, получаемые механической обработкой горных
Материалы
Природный камень: это строительные материалы и изделия, получаемые механической обработкой горных
Инструменты и приспособления
А – кельма: используется как для кладки, так и
Инструменты и приспособления
А – кельма: используется как для кладки, так и
Требования к качеству работ
К качеству кладки из камней правильной формы предъявляют
Требования к качеству работ
К качеству кладки из камней правильной формы предъявляют
Органиация труда и рабочего места
Рабочее место каменщика при кладке стен включает
Органиация труда и рабочего места
Рабочее место каменщика при кладке стен включает
Техника безопасности
Перед работой требуется проверить исправность инструмента: на рабочих поверхностях не
Техника безопасности
Перед работой требуется проверить исправность инструмента: на рабочих поверхностях не
Технология выполнения сварки поворотных стыков труб
Первый слой высотой 3-4 мм сваривают
Технология выполнения сварки поворотных стыков труб
Первый слой высотой 3-4 мм сваривают
Технологическая последовательность выполнения работ
1.Вначале сваривают участки 1-2, после чего трубу поворачивают
Технологическая последовательность выполнения работ
1.Вначале сваривают участки 1-2, после чего трубу поворачивают
Материалы
Сварочная проволока используется при производстве работ по сварке металлов и сплавов
Материалы
Сварочная проволока используется при производстве работ по сварке металлов и сплавов
Инструменты и приспособления
В принадлежности и инструмент сварщика входят: Электрододержатели служат для
Инструменты и приспособления
В принадлежности и инструмент сварщика входят: Электрододержатели служат для

Щитки (рис. а), маски (рис.б) или шлемы (рис. в) служат для
Щитки (рис. а), маски (рис.б) или шлемы (рис. в) служат для

Сварочный аппарат – это источник энергии для электродуговой сварки. При этом
Сварочный аппарат – это источник энергии для электродуговой сварки. При этом
Требования к качеству работ
Основным требованием является качество исполнения участка сварного соединения.
Требования к качеству работ
Основным требованием является качество исполнения участка сварного соединения.
Организация труда и рабочего места
Места проведения сварочных работ разделяют на постоянные
Организация труда и рабочего места
Места проведения сварочных работ разделяют на постоянные
Техника безопасности
Электродуговая и контактная сварка не является вредным и опасным для
Техника безопасности
Электродуговая и контактная сварка не является вредным и опасным для
 Внеурочная деятельность. Нормативно-правовая база внеурочной деятельности
Внеурочная деятельность. Нормативно-правовая база внеурочной деятельности Порядок назначения и выплаты социальных стипендий
Порядок назначения и выплаты социальных стипендий Family members
Family members Системно-деятельностный подход в обучении младших школьников
Системно-деятельностный подход в обучении младших школьников Отряд ЮИД школы №500 представляет Внимание - ДЕТИ!!!
Отряд ЮИД школы №500 представляет Внимание - ДЕТИ!!! Литература Древней Руси IX-XII веков
Литература Древней Руси IX-XII веков Приоритеты развития экономики России и влияние экономической науки на ход экономических реформ
Приоритеты развития экономики России и влияние экономической науки на ход экономических реформ Участия в окружном и краевом конкурсе Пою мое Отечество, посвященненные 70-летию Дня Победы.
Участия в окружном и краевом конкурсе Пою мое Отечество, посвященненные 70-летию Дня Победы. Гражданская война в России
Гражданская война в России Эволюция науки муниципального права в России (советский период)
Эволюция науки муниципального права в России (советский период) Жизнь дана на добрые дела
Жизнь дана на добрые дела Железнодорожный путь, изыскание и проектирование железных дорог
Железнодорожный путь, изыскание и проектирование железных дорог Объем и скорость передачи цифрового потока ТВ-информации. Резервы сокращения цифрового потока ТВ-систем. (Лекция 5)
Объем и скорость передачи цифрового потока ТВ-информации. Резервы сокращения цифрового потока ТВ-систем. (Лекция 5) Витраж в современном дизайне интерьера
Витраж в современном дизайне интерьера Изменения свойств химических элементов и их соединений в периодах
Изменения свойств химических элементов и их соединений в периодах Основные обязанности специалиста отдела IT
Основные обязанности специалиста отдела IT занятие по развитию речи Цветы Диск
занятие по развитию речи Цветы Диск Инновационный интегрированный предмет Краеведение
Инновационный интегрированный предмет Краеведение Systemy transportowe – transport globalny
Systemy transportowe – transport globalny Сущность предварительно напряженного железобетона
Сущность предварительно напряженного железобетона Путешествие в Грецию. Остров Крит
Путешествие в Грецию. Остров Крит Роль игры в развитии ребенка
Роль игры в развитии ребенка Политология, как наука
Политология, как наука Максимилиан Александрович Волошин (1877-1932) – русский поэт серебряного века, художник, критик
Максимилиан Александрович Волошин (1877-1932) – русский поэт серебряного века, художник, критик классный час ЗОЖ
классный час ЗОЖ Технология VLSM. Маски подсети переменной длины
Технология VLSM. Маски подсети переменной длины Борьба Руси с западными завоевателями в XIII веке
Борьба Руси с западными завоевателями в XIII веке Аптечка индивидуальная АИ-2
Аптечка индивидуальная АИ-2