- Технология нанесения антикоррозионных покрытий

Содержание
- 2. Первый на территории СССР промышленный комплекс, включающий покрытие нефтегазопроводных труб и фасонных деталей, введён в эксплуатацию
- 3. В АО «ТМК Нефтегазсервис – Нижневартовск» в 2013г. произведен запуск оборудования нанесения внутреннего покрытия, поставленного голландской
- 4. В действующих в настоящее время отечественных и зарубежных нормативных документах, определяющих потребительское качество покрытий, технические требования
- 5. Существующие проблемы! Отсутствие национальных и межгосударственных стандартов на защитные покрытия внутренней поверхности труб и соединительных деталей,
- 6. Основными техническими документами, определяющими потребительское качество процесса эксплуатации НПТ, является РД 39-132-94 «Правила по эксплуатации, ревизии,
- 7. Свойства защитных покрытий отраженные в ТУ
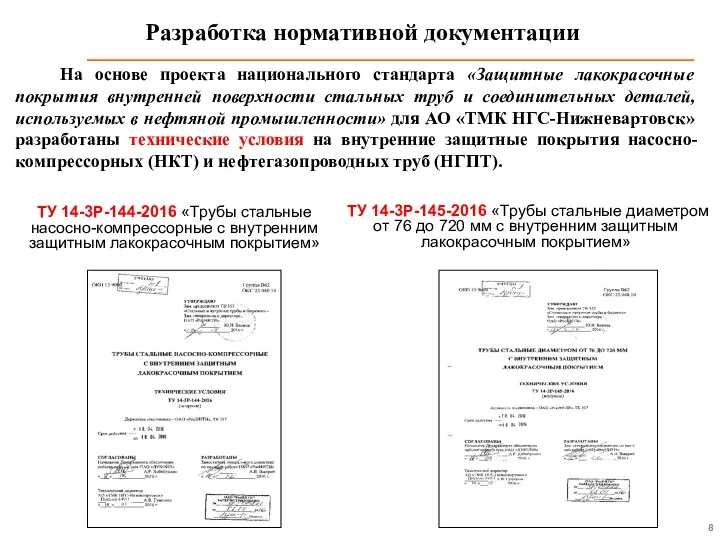
- 8. Разработка нормативной документации На основе проекта национального стандарта «Защитные лакокрасочные покрытия внутренней поверхности стальных труб и
- 9. Дополнительная информация об условиях эксплуатации необходима для выбора типа покрытия
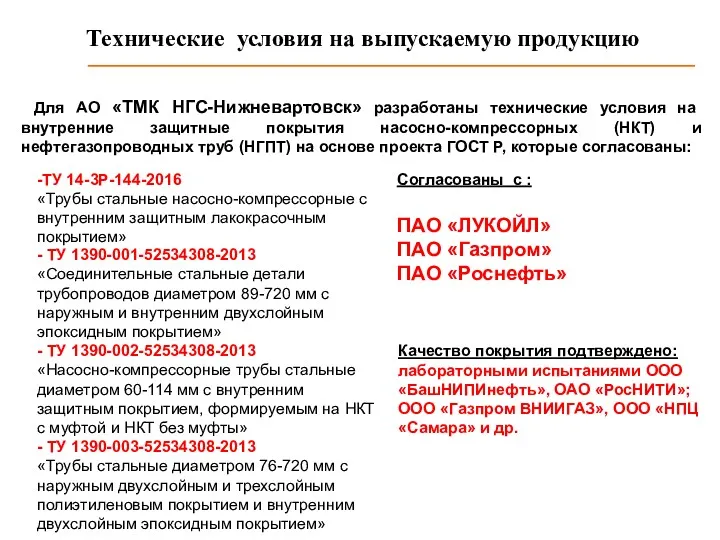
- 10. Технические условия на выпускаемую продукцию Для АО «ТМК НГС-Нижневартовск» разработаны технические условия на внутренние защитные покрытия
- 11. Внутренние полимерные покрытия По применению Порошковые: - быстрый цикл нанесения; - отсутствие растворителей; - более гладкие;
- 12. АО «ТМК НГС-Нижневартовск» Предварительный нагрев Нанесение эпоксидного покрытия Нанесение праймера Схема процесса нанесения внутреннего антикоррозионного покрытия
- 13. Описание технологического процесса нанесения внутреннего покрытия 1. Подготовка внутренней поверхности, состоящая из предварительного обезжиривания щелочным раствором,
- 14. Установка обезжиривания труб Назначение: Удаление с внутренней и наружной поверхности труб следов масла, грязи, коррозии при
- 15. Печи для термической очистки труб Выдержка при температуре 350ºC - 400ºC в течении от 4 до
- 16. Сортировка и подготовки трубы к ремонту и диагностике (для НКТ и БТ как новых, так и
- 17. - Работы инспекции выполняются по РД Заказчика (НКТ и БТ), рекомендациям DS-1 (БТ). В состав работ
- 18. Контрольные операции ОТК – входной контроль Соответствие сертификатов качества на партию труб и материалов, присвоение внутрицеховых
- 19. Установка дробеструйной очистки труб с обеспылевателем (3х штанговая для нефтепроводных труб) Назначение: Удаление с внутренней поверхности
- 20. Участок дробеструйной очистки труб Производится абразивоструйная обработка стальной дробью, создающая структуру неровностей, являющаяся оптимальной для адгезии,
- 21. Подготовка внутренней поверхности Применяемый абразив Решение любых технологических задач может быть обеспечено варьированием трех параметров: формы,
- 22. Изменение гранулометрии по мере износа
- 23. Проверка качества дроби Регулярно, в зависимости от σв стали трубы, проводятся испытания новых видов дроби для
- 24. Использование оксида алюминия Al2O3 Оксид алюминия используется как прочный угловой абразив с крупной крошкой. Он используется
- 25. Чистота поверхности Sa 3: После дробеметной очистки-визуально чистая сталь. Поверхность должна быть без видимых частей масла,
- 26. Имеющиеся проблемы подготовки поверхности Наличие трудноудаляемой окалины влечет за собой следующее: снижение производительности установки дробеструйной обработки
- 27. Окалина и риски на внутренней поверхности Затраты которых можно было избежать - труба в состоянии поставки
- 28. Плена Плена Плена Плена Дефекты входного контроля и результатов дробеочистки Плена
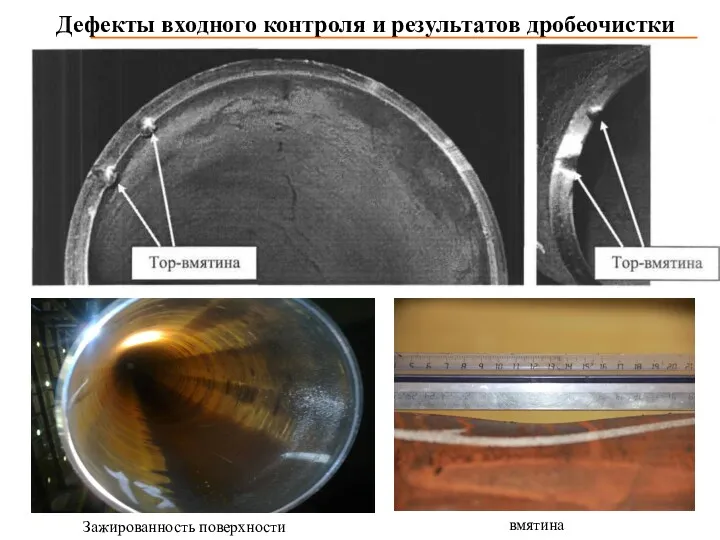
- 29. Дефекты входного контроля и результатов дробеочистки вмятина Зажированность поверхности
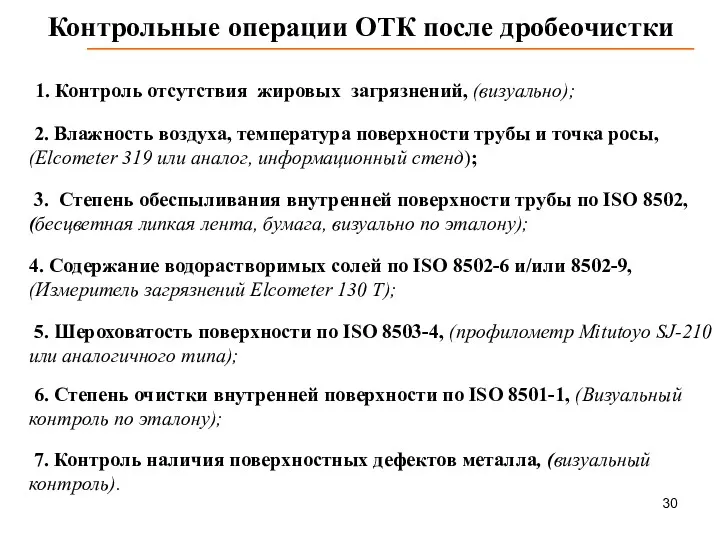
- 30. Контрольные операции ОТК после дробеочистки 1. Контроль отсутствия жировых загрязнений, (визуально); 2. Влажность воздуха, температура поверхности
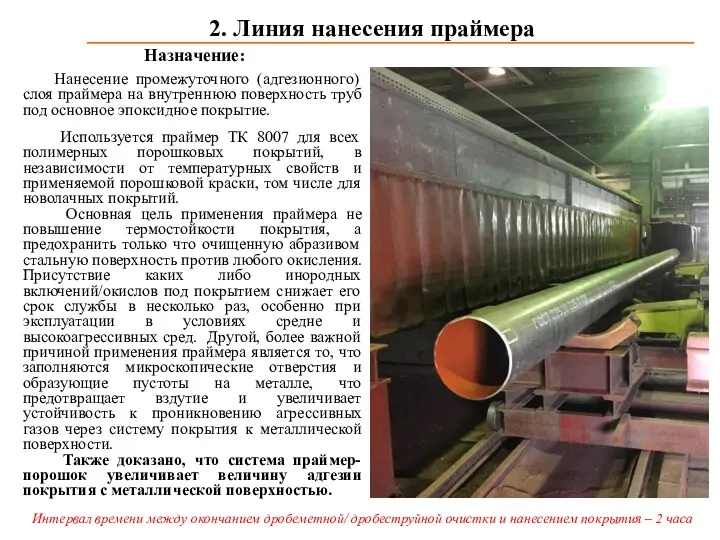
- 31. Назначение: Нанесение промежуточного (адгезионного) слоя праймера на внутреннюю поверхность труб под основное эпоксидное покрытие. Используется праймер
- 32. Нанесение праймера (НКТ и БТ) Для нанесения покрытия используется специальная система вращения и безвоздушного напыления праймера,
- 33. Назначение: Нагрев труб в индукторе до температуры 190±5 °С, до необходимой температуры перед нанесением эпоксидного покрытия
- 34. Печь сушки праймера и предварительного нагрева трубы Предназначена для полимеризации праймера и технологического нагрева стальных труб
- 35. Назначение: Нанесение порошковой эпоксидной краски толщиной 300 - 350 мкм на внутреннюю поверхность труб методом пневматического
- 36. Участок нанесения внутреннего эпоксидного покрытия Безвоздушное распыление эпоксидной порошковой краски происходит с помощью инжекторных насосов, обеспечивающих
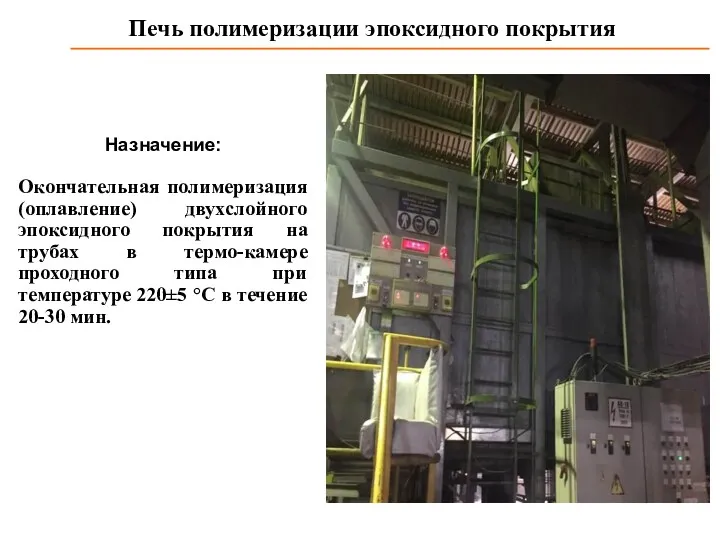
- 37. Назначение: Окончательная полимеризация (оплавление) двухслойного эпоксидного покрытия на трубах в термо-камере проходного типа при температуре 220±5
- 38. Печь полимеризации Печь предназначена для полимеризации эпоксидного покрытия с максимальной температурой до 250º С Оснащена приборами
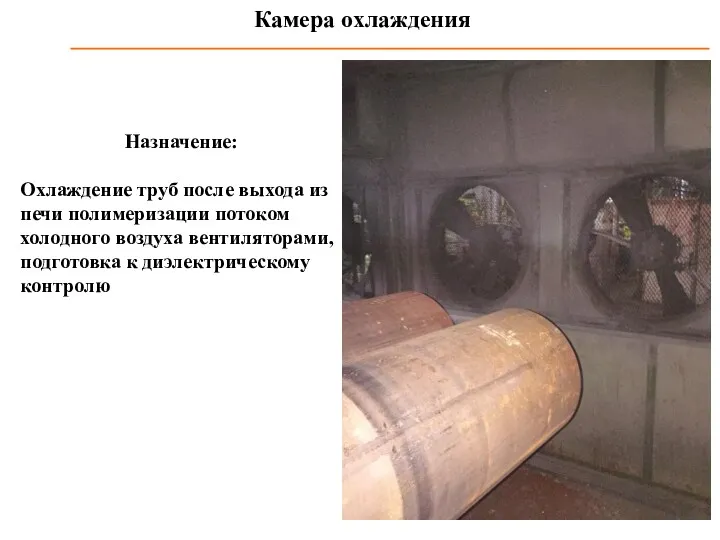
- 39. Назначение: Охлаждение труб после выхода из печи полимеризации потоком холодного воздуха вентиляторами, подготовка к диэлектрическому контролю
- 40. Тоннель охлаждения труб с покрытием Предназначен для охлаждения трубы потоком холодного воздуха вентилятором высокой мощности до
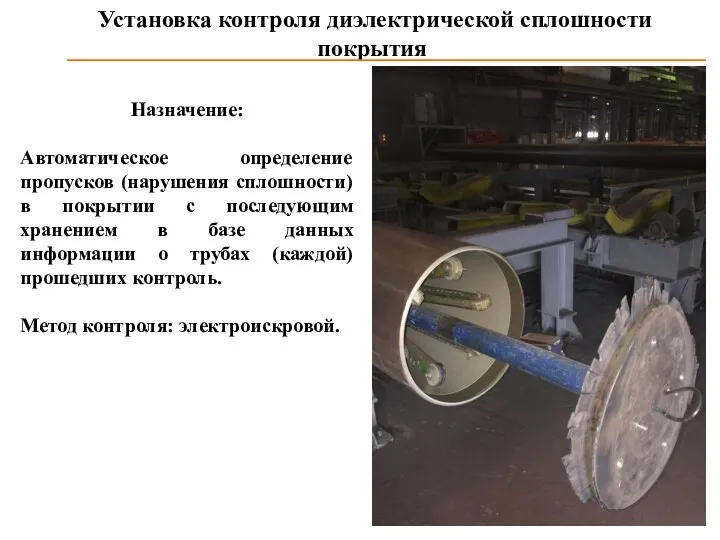
- 41. Назначение: Автоматическое определение пропусков (нарушения сплошности) в покрытии с последующим хранением в базе данных информации о
- 42. Контроль качества нанесенного покрытия Линия контроля качества покрытия обеспечивает: Труба, успешно прошедшая контроль, подается на участок
- 43. Толщина покрытия – 350-400 мкм Разнотолщинность до 10% Ударопрочность > 8 Дж при 20 оС Диэлектрическая
- 44. Контрольные операции ОТК после нанесения эпоксидного покрытия Внешний вид покрытия, (каждая труба, визуальный контроль); Длина неизолированных
- 45. Готовая продукция с внутренним антикоррозионным покрытием
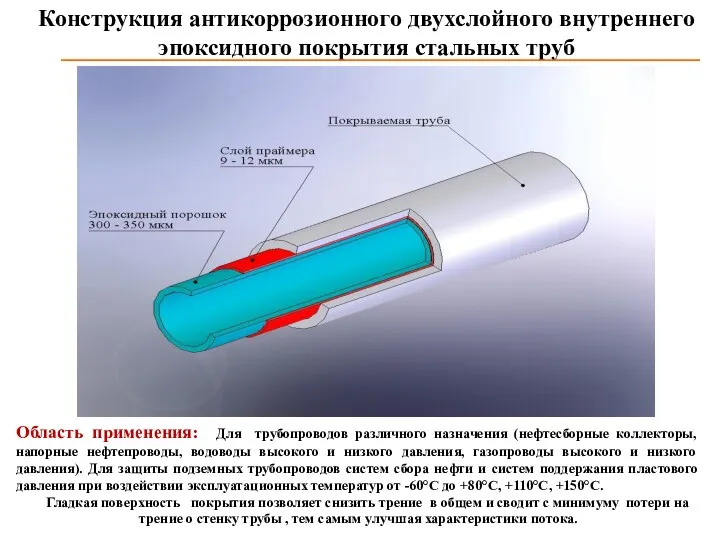
- 46. Конструкция антикоррозионного двухслойного внутреннего эпоксидного покрытия стальных труб Область применения: Для трубопроводов различного назначения (нефтесборные коллекторы,
- 47. Труба Адгезионный слой Защитный слой Муфта - замок Функция адгезионного слоя: обеспечивает адгезию защитного покрытия устойчивость
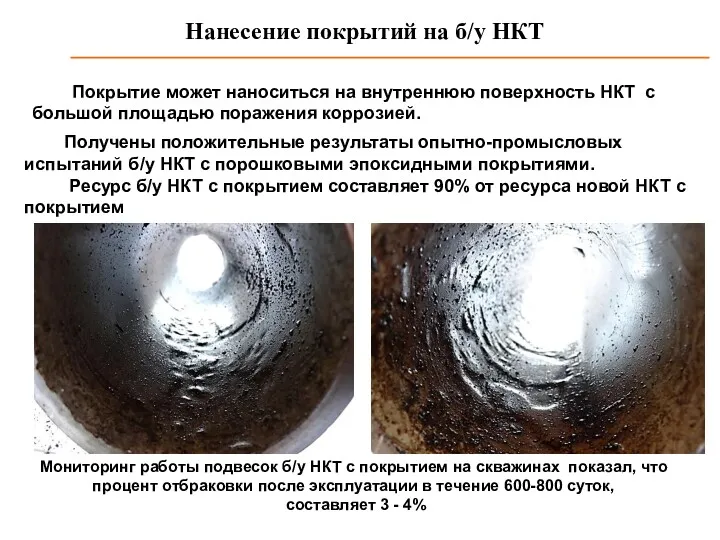
- 48. Нанесение покрытий на б/у НКТ Покрытие может наноситься на внутреннюю поверхность НКТ с большой площадью поражения
- 49. Фото образцов труб НКТ с покрытием контрольного подъема при наработке свыше 830 суток
- 50. Упакованная НКТ с полным покрытием
- 51. Защитные покрытия бурильных труб Применение: защита от коррозионно-абразивного износа внутренней поверхности бурильных труб при бурении скважин,
- 52. Технология нанесения покрытий Покрытие порошком TMK CDP (HS) и TMK CDP (НT) по праймеру ТК 8007–
- 53. Подготовка БТ к покрытию. Термическое обезжиривание в печи (400 °С) Результат выполняемой операции ДО обработки ПОСЛЕ
- 54. Подготовка БТ к покрытию. Дробеструйная обработка Результат выполняемой операции ДО обработки ПОСЛЕ обработки ПОСЛЕ обработки -КОНТРОЛЬ
- 55. Процесс нанесения покрытия Результат выполняемой операции Нанесение первого слоя (Праймер) Нанесение Защитного слоя (Порошковая краска (новолак))
- 56. Бурильные трубы после эксплуатации в течении 9 мес. с покрытием TMK CDP HS и без него
- 57. О бурильных трубах после эксплуатации Исходя из предыдущего слайда видно, что буровая труба без покрытия и
- 58. Бурильные трубы с покрытием Сегодня, 85% зарубежных фирм применяют буровые трубы с внутренним покрытием
- 59. обсадная труба Наружный антикоррозионный слой на основе эпоксидной порошковой краски Конструкция покрытия обсадных труб Адгезионный слой
- 60. Схема процесса нанесения наружного антикоррозионного покрытия труб 1.Обезжиривание, промывка и сушка 2.Дробеметная очистка наружной поверхности 3.Продувка
- 61. Описание нанесения наружного покрытия Подготовка наружной поверхности, состоящая из предварительного обезжиривания щелочным раствором, ополаскивания, сушки и
- 62. Установка наружной дробеметной очистки труб Назначение: Подготовка наружной поверхности под нанесение наружного покрытия, состоящая из предварительного
- 63. Контрольные операции ОТК после дробеочистки 1. Контроль отсутствия жировых загрязнений, (визуально); 2. Влажность воздуха, температура поверхности
- 64. Нагрев труб с помощью двухячеистой газовой печи Назначение: Предварительный нагрев труб при их непрерывном вращательно-поступательном движении
- 65. Установка напыления порошкового праймера Назначение: Нанесение порошкового праймера на наружную поверхность трубы в камере напыления (для
- 66. Экструдер нанесения адгезива Назначение: Нанесения адгезионного (подклеивающего) слоя толщиной 250-300 мкм на наружную поверхность, путем намотки
- 67. Экструдер нанесения полиэтилена Назначение: Нанесение наружного полиэтиленового покрытия путем намотки пленки расплавленного полиэтилена, подаваемого через щелевую
- 68. Машина щеточной очистки концов труб Назначение: Удаление наружного полиэтиленового покрытия с концов труб металлическими щетками на
- 69. Установка диэлектрического контроля сплошности наружного покрытия Назначение: Приборный контроль наружного покрытия на наличие его повреждений в
- 70. Установка лазерной маркировки Назначение: Нанесение лазерной маркировки на наружную поверхность труб
- 71. Контрольные операции ОТК после нанесения наружного полиэтиленового покрытия Внешний вид покрытия, (каждая труба, визуальный контроль); Длина
- 72. Дефекты наружного покрытия Волнистость Значительные (множественные) водяные знаки Вмятины на поверхности покрытия Наплывы несквозное повреждение покрытия-
- 73. Отслоение покрытия по концам труб Дефекты наружного покрытия Пузыри Расслоение Пропуск Отпечаток Сквозное повреждение покрытия
- 74. Конструкция однослойного наружного эпоксидного покрытия стальных труб Конструкция покрытия: 1 – стальная труба; 2 – антикоррозионный
- 75. Конструкция двух и трехслойного наружного полиэтиленового покрытия стальных труб 1 2 3 1 2 3 4
- 76. Складирование готовой продукции
- 77. Описание технологического процесса нанесения антикоррозионного покрытия на соединительные детали Подготовка поверхности деталей, состоящая из предварительного местного
- 78. Нанесение антикоррозионного покрытия на фасонные изделия Установка абразивной очистки фасонных изделий Назначение: Предварительное местное обезжиривание щелочным
- 79. Нанесение антикоррозионного покрытия на фасонные изделия Грунтовочная камера и краскораспылительное оборудование Назначение: Нанесение промежуточного (адгезионного) слоя
- 80. Нанесение антикоррозионного покрытия на фасонные изделия Печь предварительного нагрева Назначение: Нагрев соединительных деталей в газовой печи
- 81. Нанесение антикоррозионного покрытия на фасонные изделия Загрузочно-разгрузочный робот с захватными приспособлениями Назначение: Нанесение порошковой эпоксидной краски
- 82. Нанесение антикоррозионного покрытия на фасонные изделия Печь отверждения покрытия Назначение: Окончательная полимеризация двухслойного эпоксидного покрытия соединительных
- 83. Возможно осуществление антикоррозионного покрытия и поставка соединительных деталей трубопроводов с температурами эксплуатации: + 80°С; + 110°С
- 84. Контрольные операции ОТК после нанесения эпоксидного покрытия на фасонные детали Внешний вид покрытия, (каждая соединительная деталь,
- 85. Внутренняя эрозия на отводах и фасонных деталях (данные с месторождений Западной Сибири) Решение проблемы – покрытие
- 86. Основные направления деятельности испытательной лаборатории
- 87. Внутреннее и наружное покрытие труб должно обладать высокими защитными свойствами, обеспечивающими их сохранность на период транспортировки,
- 88. Физико-механические испытания Адгезия покрытия к стали Шероховатость поверхности Толщина покрытия - Шероховатость поверхности (Rz) профилометр Mitutoyo
- 89. Контроль за состоянием рабочей смеси на дробеочистных установках цеха ком. Проводится гранулометрический рассев дроби с использованием
- 90. Метод термического анализа ком Для контроля тепловых характеристик: Степень отверждения Температура стеклования Степень отверждение (∆Tg) Используется
- 91. Проверка защитных свойств покрытий Наиболее простым и достоверным способом лабораторной проверки защитных свойств покрытий является тест
- 92. Приобретен автоклав. Автоклав подвергался гидравлическому испытанию пробным давлением _850_кгс/см2 и пневматическому испытанию при температуре_20_°С. . Проведение
- 93. Для проведения испытаний и подбора наилучшего покрытия по условиям Заказчика в автоклав помещаются сегменты труб с
- 94. Виды пластин с покрытиями
- 95. Загруженные пластины в автоклав Испытания проводились в течении 720 часов
- 96. Испытания проводились в автоклаве, при контроле заданной температуры и давления. Состав испытательной среды: Дистиллированная вода. В
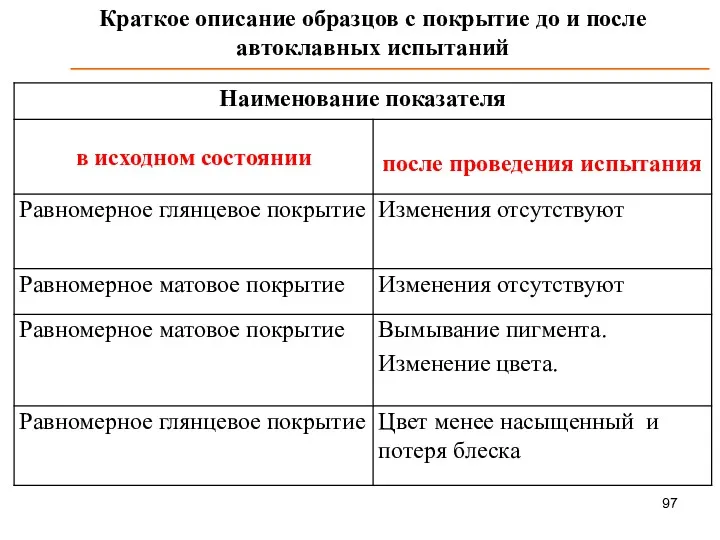
- 97. Краткое описание образцов с покрытие до и после автоклавных испытаний
- 98. Тест на «взрывную» декомпрессию Тесты на «взрывную» декомпрессию показывали несоответствие наносимых систем заявленным требованиям по стойкости
- 99. Инспекционная оценка покрытий НКТ после ОПИ Исходя из опыта инспекции НКТ с внутренним покрытием на основе
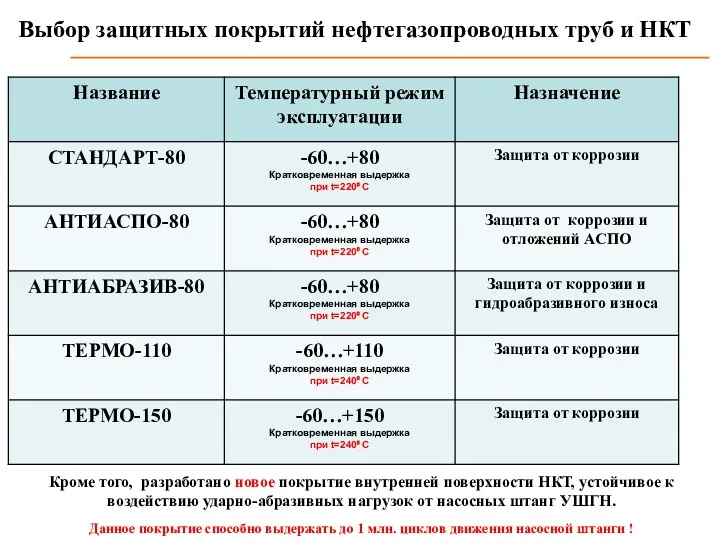
- 100. Кроме того, разработано новое покрытие внутренней поверхности НКТ, устойчивое к воздействию ударно-абразивных нагрузок от насосных штанг
- 101. Защитное покрытие внутренней поверхности муфт НКТ
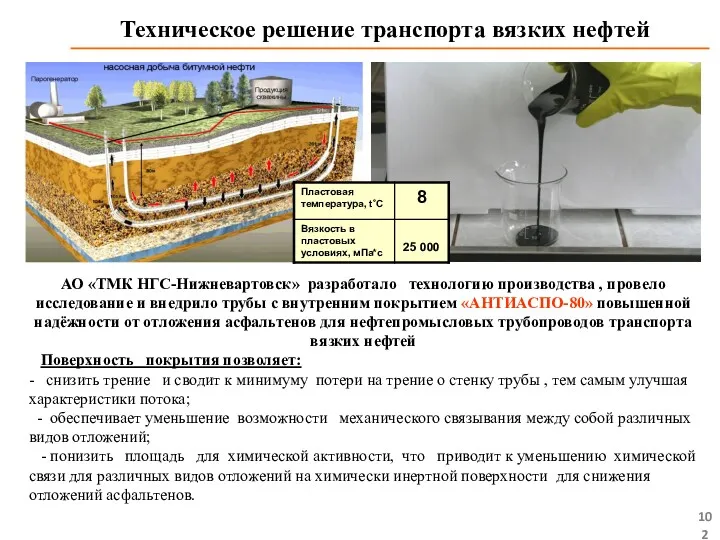
- 102. Техническое решение транспорта вязких нефтей АО «ТМК НГС-Нижневартовск» разработало технологию производства , провело исследование и внедрило
- 103. Сравнение с традиционным покрытием
- 104. Возникающие проблемы эксплуатации водоводов ППД на месторождениях Западной Сибири Решение проблемы – покрытие «АнтиАСПО-80»
- 105. Контрольные операции проверки качества поставленной продукции на трубных базах Внешний вид покрытия, (каждая партия, визуальный контроль,
- 106. Обеспечение качества применения Руководство по использованию труб с внутренним покрытием, разработанное ООО «НИИнефтетрубы» г. Самара, в
- 107. ЗАКЛЮЧЕНИЕ Внутренние эпоксидные покрытия обладают преимуществами, помогающими бороться с коррозией и повышать гидравлическую эффективность трубопроводов. Для
- 109. Скачать презентацию
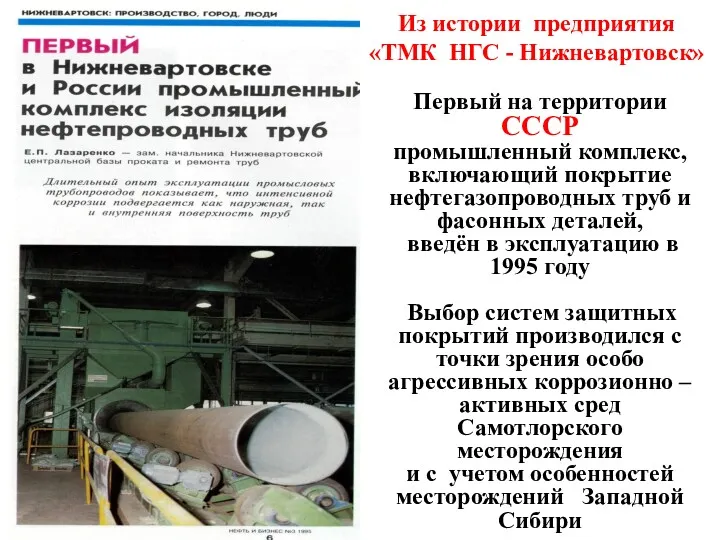
Первый на территории СССР
промышленный комплекс,
включающий покрытие нефтегазопроводных труб
Первый на территории СССР
промышленный комплекс,
включающий покрытие нефтегазопроводных труб

В АО «ТМК Нефтегазсервис – Нижневартовск» в 2013г. произведен запуск оборудования
В АО «ТМК Нефтегазсервис – Нижневартовск» в 2013г. произведен запуск оборудования
В действующих в настоящее время
В действующих в настоящее время
Существующие проблемы!
Отсутствие национальных и межгосударственных стандартов на защитные покрытия внутренней
Существующие проблемы!
Отсутствие национальных и межгосударственных стандартов на защитные покрытия внутренней
Основными техническими документами, определяющими потребительское качество
Основными техническими документами, определяющими потребительское качество
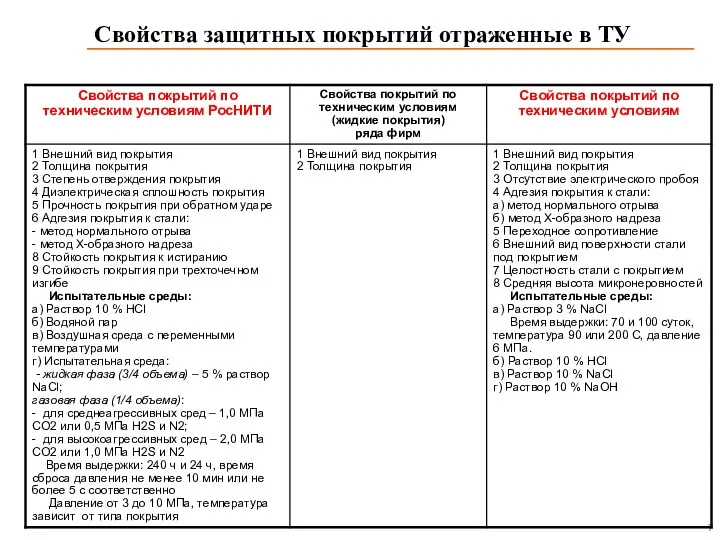
Свойства защитных покрытий отраженные в ТУ
Свойства защитных покрытий отраженные в ТУ
Разработка нормативной документации
На основе проекта национального стандарта «Защитные лакокрасочные покрытия
Разработка нормативной документации
На основе проекта национального стандарта «Защитные лакокрасочные покрытия
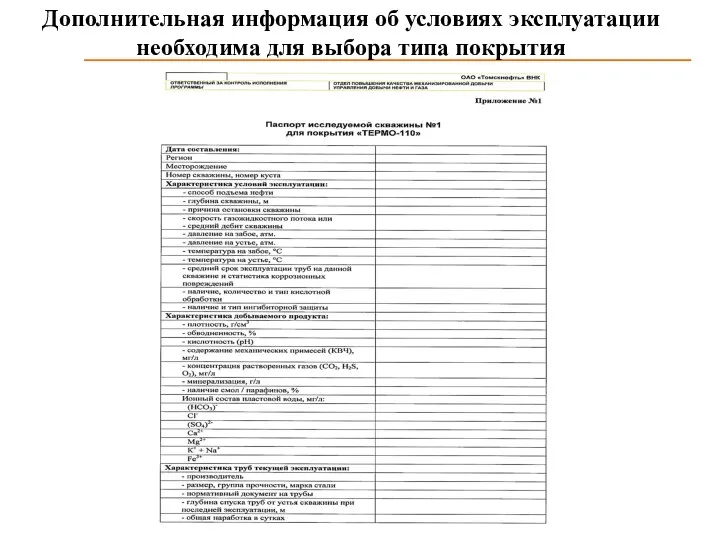
Дополнительная информация об условиях эксплуатации необходима для выбора типа покрытия
Дополнительная информация об условиях эксплуатации необходима для выбора типа покрытия
Технические условия на выпускаемую продукцию
Для АО «ТМК НГС-Нижневартовск» разработаны технические
Для АО «ТМК НГС-Нижневартовск» разработаны технические
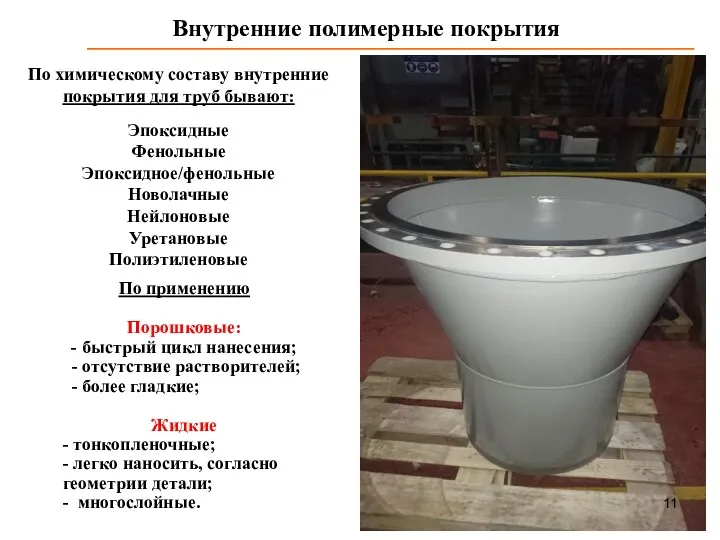
Внутренние полимерные покрытия
По применению
Порошковые:
- быстрый цикл нанесения;
- отсутствие растворителей;
Внутренние полимерные покрытия
По применению
Порошковые:
- быстрый цикл нанесения;
- отсутствие растворителей;

АО «ТМК НГС-Нижневартовск»
Предварительный нагрев
Нанесение эпоксидного покрытия
Нанесение праймера
Схема процесса нанесения внутреннего антикоррозионного
АО «ТМК НГС-Нижневартовск»
Предварительный нагрев
Нанесение эпоксидного покрытия
Нанесение праймера
Схема процесса нанесения внутреннего антикоррозионного

Описание технологического процесса нанесения внутреннего покрытия
1. Подготовка
Описание технологического процесса нанесения внутреннего покрытия
1. Подготовка

Установка обезжиривания труб
Назначение:
Удаление с внутренней и наружной поверхности труб
Установка обезжиривания труб
Назначение:
Удаление с внутренней и наружной поверхности труб

Печи для термической очистки труб
Выдержка при температуре 350ºC -
Печи для термической очистки труб
Выдержка при температуре 350ºC -

Сортировка и подготовки трубы к ремонту и диагностике
(для НКТ и БТ
Сортировка и подготовки трубы к ремонту и диагностике
(для НКТ и БТ

- Работы инспекции выполняются по РД Заказчика (НКТ и БТ), рекомендациям
- Работы инспекции выполняются по РД Заказчика (НКТ и БТ), рекомендациям
Контрольные операции ОТК – входной контроль
Соответствие сертификатов качества на партию
Контрольные операции ОТК – входной контроль
Соответствие сертификатов качества на партию

Установка дробеструйной очистки труб с обеспылевателем
(3х штанговая
для нефтепроводных труб)
Назначение:
Установка дробеструйной очистки труб с обеспылевателем
(3х штанговая
для нефтепроводных труб)
Назначение:

Участок дробеструйной очистки труб
Производится абразивоструйная обработка стальной дробью, создающая
Участок дробеструйной очистки труб
Производится абразивоструйная обработка стальной дробью, создающая
Подготовка внутренней поверхности
Применяемый абразив
Решение любых технологических задач может быть обеспечено
Подготовка внутренней поверхности
Применяемый абразив
Решение любых технологических задач может быть обеспечено
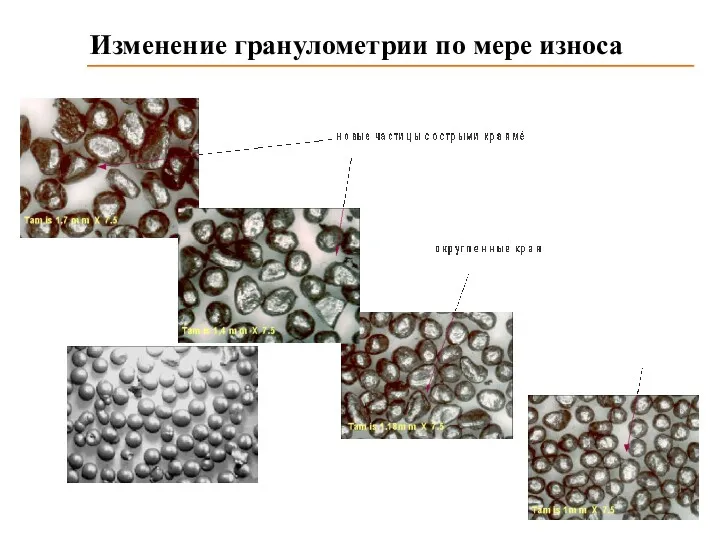
Изменение гранулометрии по мере износа
Изменение гранулометрии по мере износа

Проверка качества дроби
Регулярно, в зависимости от σв стали трубы, проводятся испытания
Проверка качества дроби
Регулярно, в зависимости от σв стали трубы, проводятся испытания

Использование оксида алюминия Al2O3
Оксид алюминия используется как прочный угловой
Использование оксида алюминия Al2O3
Оксид алюминия используется как прочный угловой
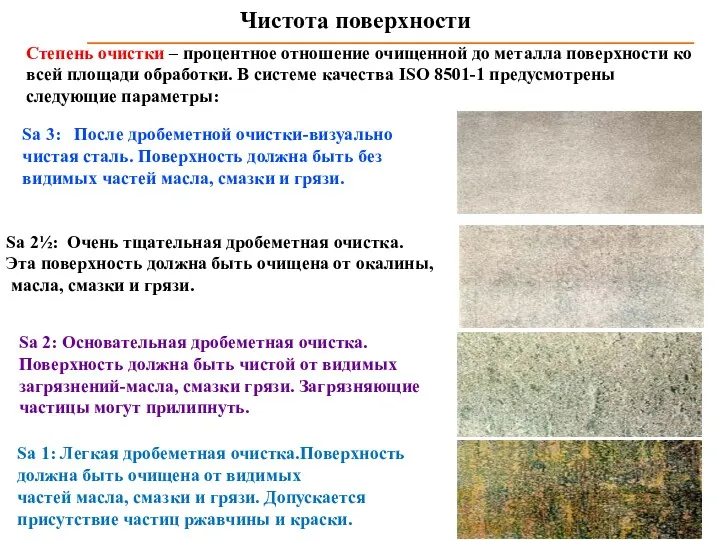
Чистота поверхности
Sa 3: После дробеметной очистки-визуально
чистая сталь. Поверхность должна быть
Чистота поверхности
Sa 3: После дробеметной очистки-визуально
чистая сталь. Поверхность должна быть
Имеющиеся проблемы подготовки поверхности
Наличие трудноудаляемой окалины влечет за собой следующее:
снижение производительности
Имеющиеся проблемы подготовки поверхности
Наличие трудноудаляемой окалины влечет за собой следующее:
снижение производительности

Окалина и риски на внутренней поверхности
Затраты которых можно было
Окалина и риски на внутренней поверхности
Затраты которых можно было

Плена
Плена
Плена
Плена
Дефекты входного контроля и результатов дробеочистки
Плена
Плена
Плена
Плена
Плена
Дефекты входного контроля и результатов дробеочистки
Плена
Дефекты входного контроля и результатов дробеочистки
вмятина
Зажированность поверхности
Дефекты входного контроля и результатов дробеочистки
вмятина
Зажированность поверхности
Контрольные операции ОТК после дробеочистки
1. Контроль отсутствия жировых загрязнений,
Контрольные операции ОТК после дробеочистки
1. Контроль отсутствия жировых загрязнений,
Назначение:
Нанесение промежуточного (адгезионного) слоя праймера на внутреннюю поверхность труб под
Нанесение промежуточного (адгезионного) слоя праймера на внутреннюю поверхность труб под

Нанесение праймера (НКТ и БТ)
Для нанесения покрытия используется
Нанесение праймера (НКТ и БТ)
Для нанесения покрытия используется

Назначение:
Нагрев труб в индукторе до температуры 190±5 °С, до
Назначение:
Нагрев труб в индукторе до температуры 190±5 °С, до

Печь сушки праймера и предварительного нагрева трубы
Предназначена для полимеризации праймера и
Печь сушки праймера и предварительного нагрева трубы
Предназначена для полимеризации праймера и

Назначение:
Нанесение порошковой эпоксидной краски толщиной 300 - 350 мкм
на внутреннюю
Назначение:
Нанесение порошковой эпоксидной краски толщиной 300 - 350 мкм
на внутреннюю

Участок нанесения внутреннего эпоксидного покрытия
Безвоздушное распыление эпоксидной порошковой краски происходит с
Участок нанесения внутреннего эпоксидного покрытия
Безвоздушное распыление эпоксидной порошковой краски происходит с
Назначение:
Окончательная полимеризация (оплавление) двухслойного эпоксидного покрытия на трубах в
Назначение:
Окончательная полимеризация (оплавление) двухслойного эпоксидного покрытия на трубах в

Печь полимеризации
Печь предназначена для полимеризации эпоксидного покрытия с максимальной температурой до
Печь полимеризации
Печь предназначена для полимеризации эпоксидного покрытия с максимальной температурой до
Назначение:
Охлаждение труб после выхода из печи полимеризации потоком холодного воздуха
Назначение:
Охлаждение труб после выхода из печи полимеризации потоком холодного воздуха

Тоннель охлаждения труб с покрытием
Предназначен для охлаждения трубы потоком холодного воздуха
Тоннель охлаждения труб с покрытием
Предназначен для охлаждения трубы потоком холодного воздуха
Назначение:
Автоматическое определение пропусков (нарушения сплошности) в покрытии с последующим хранением
Назначение:
Автоматическое определение пропусков (нарушения сплошности) в покрытии с последующим хранением

Контроль качества нанесенного покрытия
Линия контроля качества покрытия обеспечивает:
Труба, успешно прошедшая контроль,
Контроль качества нанесенного покрытия
Линия контроля качества покрытия обеспечивает:
Труба, успешно прошедшая контроль,
Толщина покрытия – 350-400 мкм
Разнотолщинность до 10%
Ударопрочность > 8 Дж при
Толщина покрытия – 350-400 мкм
Разнотолщинность до 10%
Ударопрочность > 8 Дж при
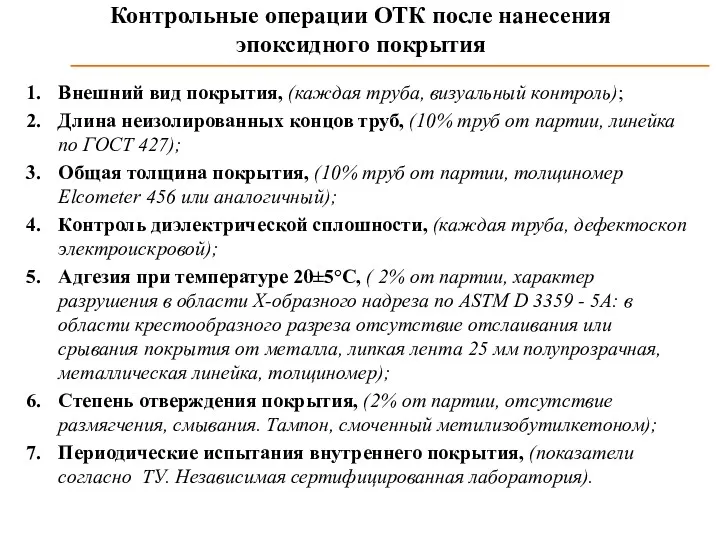
Контрольные операции ОТК после нанесения эпоксидного покрытия
Внешний вид покрытия, (каждая труба,
Контрольные операции ОТК после нанесения эпоксидного покрытия
Внешний вид покрытия, (каждая труба,

Готовая продукция с внутренним антикоррозионным покрытием
Готовая продукция с внутренним антикоррозионным покрытием
Конструкция антикоррозионного двухслойного внутреннего
эпоксидного покрытия стальных труб
Область применения: Для
Конструкция антикоррозионного двухслойного внутреннего
эпоксидного покрытия стальных труб
Область применения: Для

Труба
Адгезионный
слой
Защитный
слой
Муфта - замок
Функция адгезионного слоя:
обеспечивает адгезию защитного
Труба
Адгезионный
слой
Защитный
слой
Муфта - замок
Функция адгезионного слоя:
обеспечивает адгезию защитного
Нанесение покрытий на б/у НКТ
Покрытие может наноситься на внутреннюю
Нанесение покрытий на б/у НКТ
Покрытие может наноситься на внутреннюю

Фото образцов труб НКТ с покрытием контрольного подъема при наработке свыше
Фото образцов труб НКТ с покрытием контрольного подъема при наработке свыше

Упакованная НКТ с полным покрытием
Упакованная НКТ с полным покрытием

Защитные покрытия бурильных труб
Применение: защита от коррозионно-абразивного износа внутренней поверхности
Защитные покрытия бурильных труб
Применение: защита от коррозионно-абразивного износа внутренней поверхности
Технология нанесения покрытий
Покрытие порошком TMK CDP (HS) и TMK CDP
Технология нанесения покрытий
Покрытие порошком TMK CDP (HS) и TMK CDP

Подготовка БТ к покрытию.
Термическое обезжиривание в печи (400 °С)
Результат выполняемой
Подготовка БТ к покрытию.
Термическое обезжиривание в печи (400 °С)
Результат выполняемой

Подготовка БТ к покрытию.
Дробеструйная обработка
Результат выполняемой операции
ДО обработки
ПОСЛЕ обработки
ПОСЛЕ обработки
-КОНТРОЛЬ
Подготовка БТ к покрытию.
Дробеструйная обработка
Результат выполняемой операции
ДО обработки
ПОСЛЕ обработки
ПОСЛЕ обработки
-КОНТРОЛЬ

Процесс нанесения покрытия
Результат выполняемой операции
Нанесение первого слоя
(Праймер)
Нанесение Защитного слоя
(Порошковая краска (новолак))
Процесс нанесения покрытия
Результат выполняемой операции
Нанесение первого слоя
(Праймер)
Нанесение Защитного слоя
(Порошковая краска (новолак))
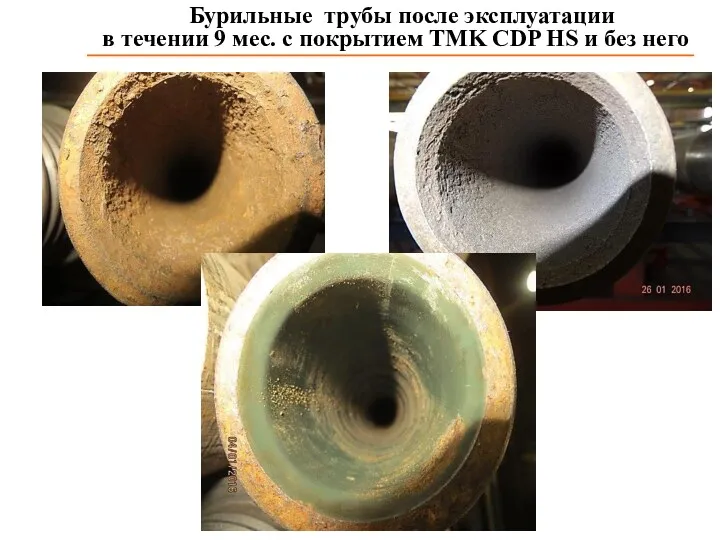
Бурильные трубы после эксплуатации
в течении 9 мес. с покрытием
Бурильные трубы после эксплуатации
в течении 9 мес. с покрытием
О бурильных трубах после эксплуатации
Исходя из предыдущего слайда видно,
О бурильных трубах после эксплуатации
Исходя из предыдущего слайда видно,
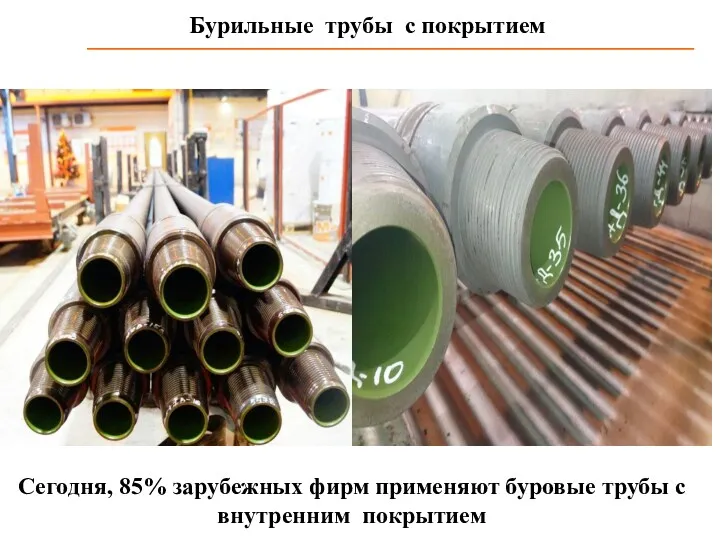
Бурильные трубы с покрытием
Сегодня, 85% зарубежных фирм применяют буровые
Бурильные трубы с покрытием
Сегодня, 85% зарубежных фирм применяют буровые
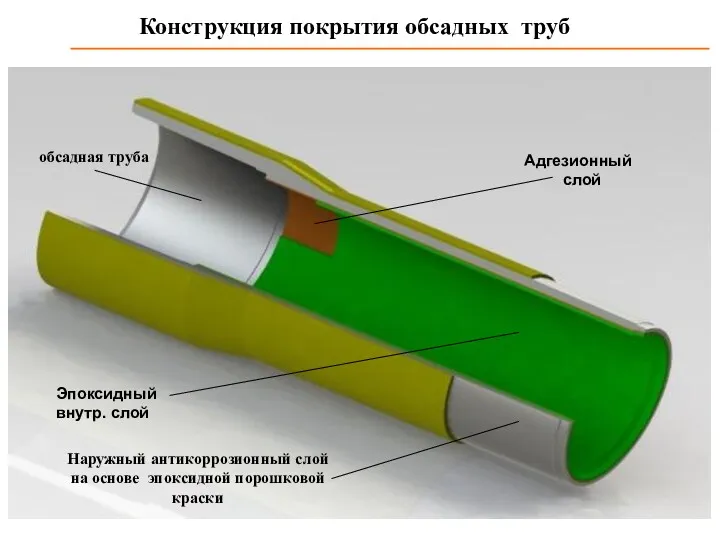
обсадная труба
Наружный антикоррозионный слой на основе эпоксидной порошковой краски
Конструкция покрытия обсадных
обсадная труба
Наружный антикоррозионный слой на основе эпоксидной порошковой краски
Конструкция покрытия обсадных

Схема процесса нанесения наружного
антикоррозионного покрытия труб
1.Обезжиривание,
промывка и сушка
2.Дробеметная очистка
Схема процесса нанесения наружного
антикоррозионного покрытия труб
1.Обезжиривание,
промывка и сушка
2.Дробеметная очистка
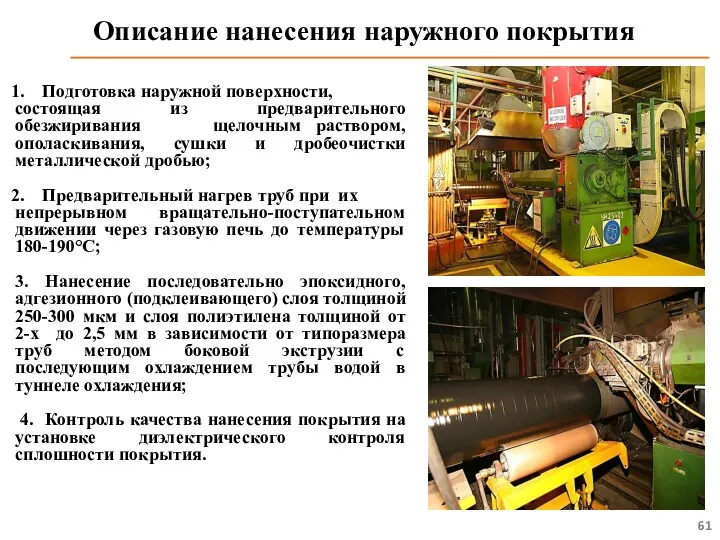
Описание нанесения наружного покрытия
Подготовка наружной поверхности,
состоящая из предварительного обезжиривания щелочным
Описание нанесения наружного покрытия
Подготовка наружной поверхности,
состоящая из предварительного обезжиривания щелочным

Установка наружной дробеметной очистки труб
Назначение:
Подготовка наружной поверхности под
Установка наружной дробеметной очистки труб
Назначение:
Подготовка наружной поверхности под
Контрольные операции ОТК после дробеочистки
1. Контроль отсутствия жировых загрязнений,
Контрольные операции ОТК после дробеочистки
1. Контроль отсутствия жировых загрязнений,

Нагрев труб с помощью двухячеистой газовой печи
Назначение:
Предварительный нагрев
Нагрев труб с помощью двухячеистой газовой печи
Назначение:
Предварительный нагрев
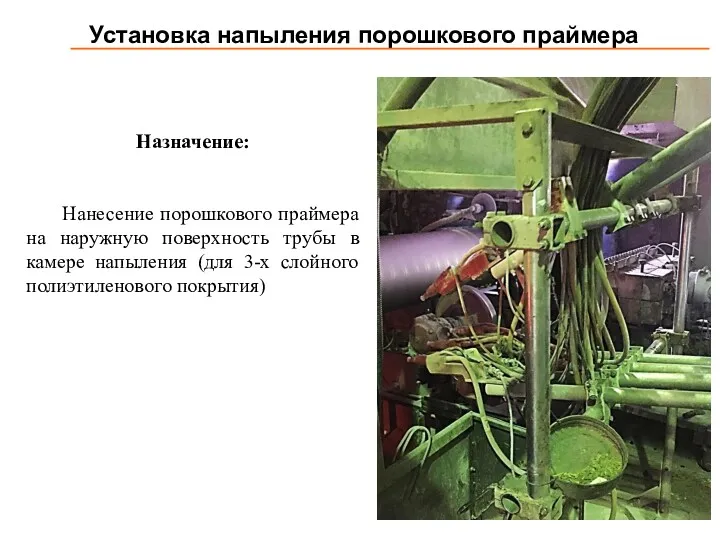
Установка напыления порошкового праймера
Назначение:
Нанесение порошкового праймера на наружную
Установка напыления порошкового праймера
Назначение:
Нанесение порошкового праймера на наружную

Экструдер нанесения адгезива
Назначение:
Нанесения адгезионного (подклеивающего) слоя толщиной 250-300 мкм
Экструдер нанесения адгезива
Назначение:
Нанесения адгезионного (подклеивающего) слоя толщиной 250-300 мкм

Экструдер нанесения полиэтилена
Назначение:
Нанесение наружного полиэтиленового покрытия путем
Экструдер нанесения полиэтилена
Назначение:
Нанесение наружного полиэтиленового покрытия путем

Машина щеточной очистки концов труб
Назначение:
Удаление наружного полиэтиленового покрытия с
Машина щеточной очистки концов труб
Назначение:
Удаление наружного полиэтиленового покрытия с

Установка диэлектрического контроля сплошности наружного покрытия
Назначение:
Приборный контроль наружного
Установка диэлектрического контроля сплошности наружного покрытия
Назначение:
Приборный контроль наружного

Установка лазерной маркировки
Назначение:
Нанесение лазерной маркировки на наружную поверхность
Установка лазерной маркировки
Назначение:
Нанесение лазерной маркировки на наружную поверхность
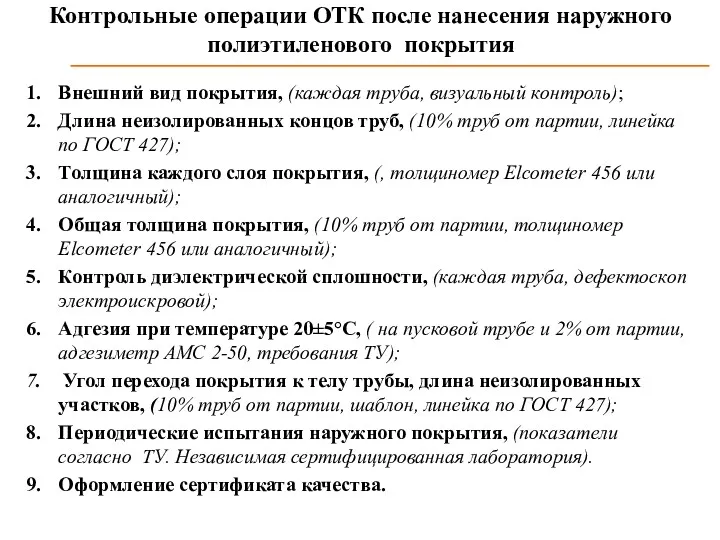
Контрольные операции ОТК после нанесения наружного полиэтиленового покрытия
Внешний вид покрытия, (каждая
Контрольные операции ОТК после нанесения наружного полиэтиленового покрытия
Внешний вид покрытия, (каждая

Дефекты наружного покрытия
Волнистость
Значительные (множественные)
водяные знаки
Вмятины на поверхности
покрытия
Наплывы
Дефекты наружного покрытия
Волнистость
Значительные (множественные)
водяные знаки
Вмятины на поверхности
покрытия
Наплывы
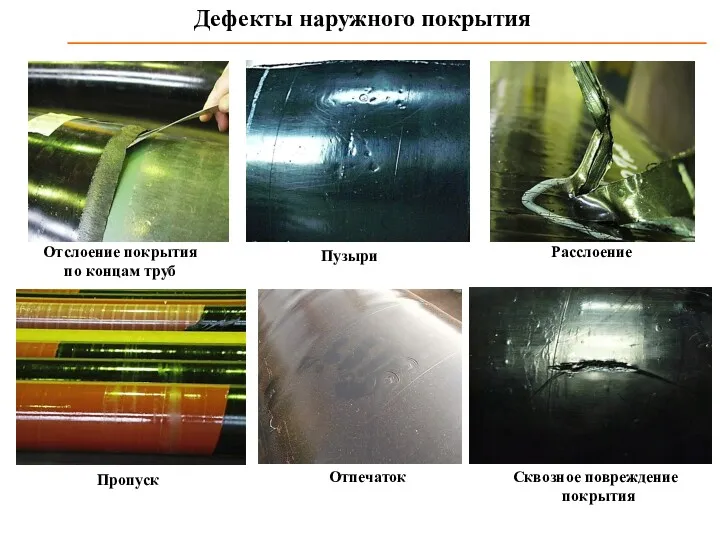
Отслоение покрытия по концам труб
Дефекты наружного покрытия
Пузыри
Расслоение
Пропуск
Отпечаток
Сквозное повреждение
Отслоение покрытия по концам труб
Дефекты наружного покрытия
Пузыри
Расслоение
Пропуск
Отпечаток
Сквозное повреждение

Конструкция однослойного наружного эпоксидного покрытия стальных труб
Конструкция покрытия:
1 – стальная
Конструкция однослойного наружного эпоксидного покрытия стальных труб
Конструкция покрытия:
1 – стальная

Конструкция двух и трехслойного наружного полиэтиленового покрытия стальных труб
1
Конструкция двух и трехслойного наружного полиэтиленового покрытия стальных труб
1

Складирование готовой продукции
Складирование готовой продукции
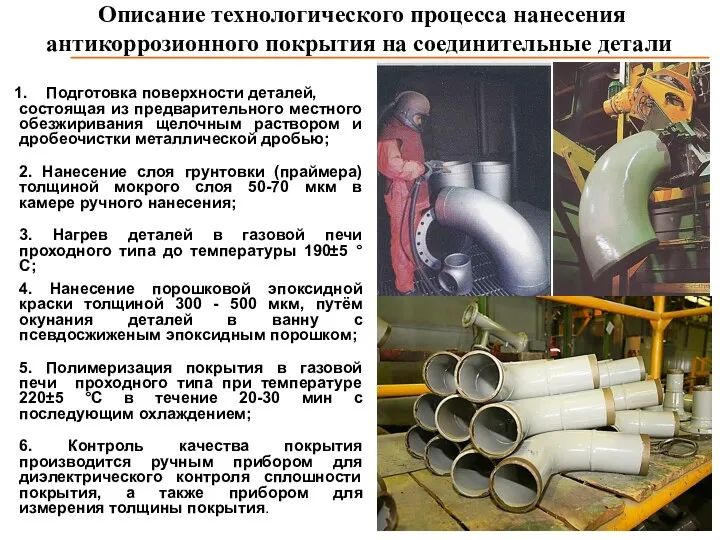
Описание технологического процесса нанесения антикоррозионного покрытия на соединительные детали
Подготовка поверхности
Описание технологического процесса нанесения антикоррозионного покрытия на соединительные детали
Подготовка поверхности
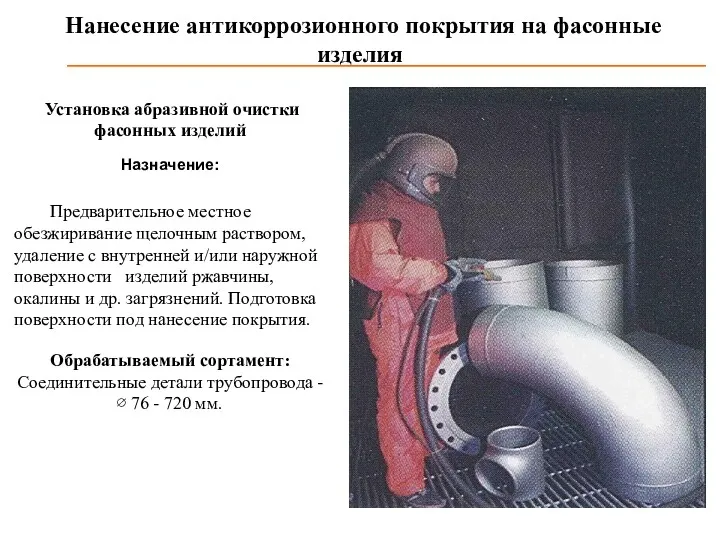
Нанесение антикоррозионного покрытия на фасонные изделия
Установка абразивной очистки фасонных
Нанесение антикоррозионного покрытия на фасонные изделия
Установка абразивной очистки фасонных
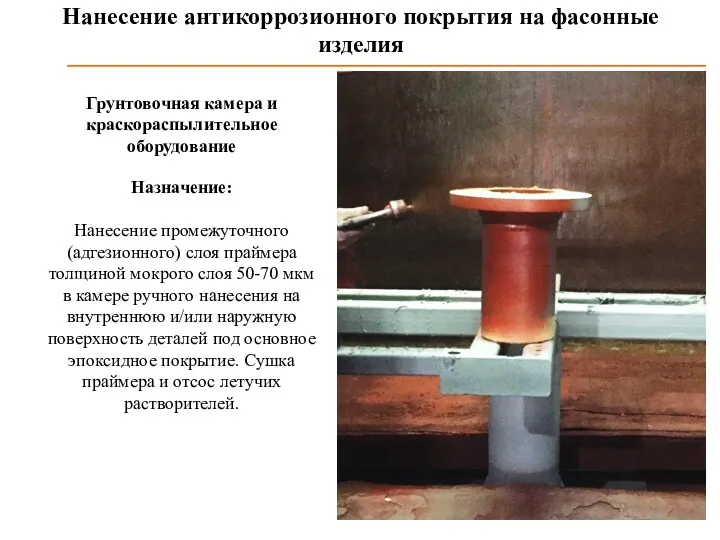
Нанесение антикоррозионного покрытия на фасонные изделия
Грунтовочная камера и краскораспылительное оборудование
Назначение:
Нанесение антикоррозионного покрытия на фасонные изделия
Грунтовочная камера и краскораспылительное оборудование
Назначение:

Нанесение антикоррозионного покрытия на фасонные изделия
Печь предварительного нагрева
Назначение:
Нагрев соединительных
Нанесение антикоррозионного покрытия на фасонные изделия
Печь предварительного нагрева
Назначение:
Нагрев соединительных

Нанесение антикоррозионного покрытия на фасонные изделия
Загрузочно-разгрузочный робот с захватными
Нанесение антикоррозионного покрытия на фасонные изделия
Загрузочно-разгрузочный робот с захватными

Нанесение антикоррозионного покрытия на фасонные изделия
Печь отверждения покрытия
Назначение:
Окончательная полимеризация
Нанесение антикоррозионного покрытия на фасонные изделия
Печь отверждения покрытия
Назначение:
Окончательная полимеризация

Возможно осуществление антикоррозионного покрытия и поставка соединительных деталей трубопроводов
Возможно осуществление антикоррозионного покрытия и поставка соединительных деталей трубопроводов
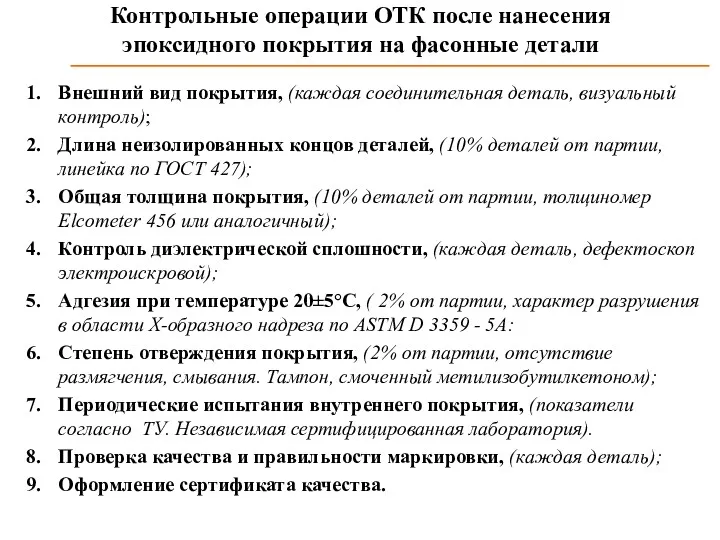
Контрольные операции ОТК после нанесения эпоксидного покрытия на фасонные детали
Внешний вид
Контрольные операции ОТК после нанесения эпоксидного покрытия на фасонные детали
Внешний вид

Внутренняя эрозия на отводах и фасонных деталях
(данные с месторождений Западной Сибири)
Внутренняя эрозия на отводах и фасонных деталях
(данные с месторождений Западной Сибири)
Основные направления деятельности испытательной лаборатории
Основные направления деятельности испытательной лаборатории
Внутреннее и наружное покрытие труб должно обладать высокими защитными свойствами,
Внутреннее и наружное покрытие труб должно обладать высокими защитными свойствами,

Физико-механические испытания
Адгезия покрытия к стали
Шероховатость поверхности
Толщина покрытия
-
Физико-механические испытания
Адгезия покрытия к стали
Шероховатость поверхности
Толщина покрытия
-
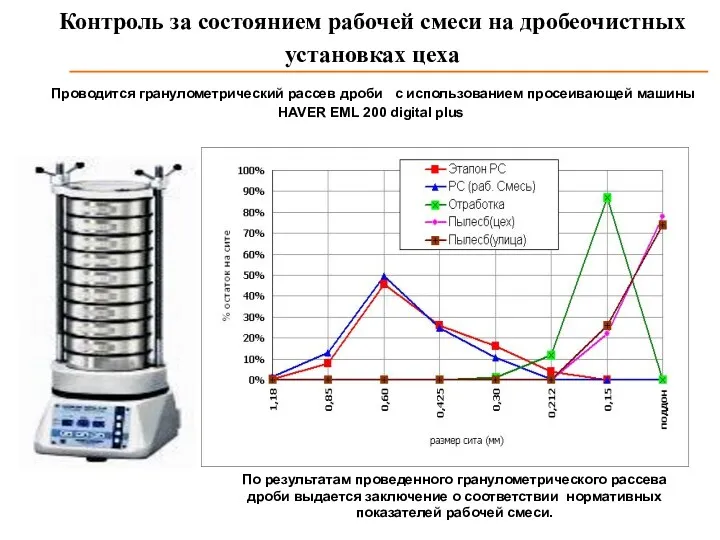
Контроль за состоянием рабочей смеси на дробеочистных установках цеха
ком.
Контроль за состоянием рабочей смеси на дробеочистных установках цеха
ком.
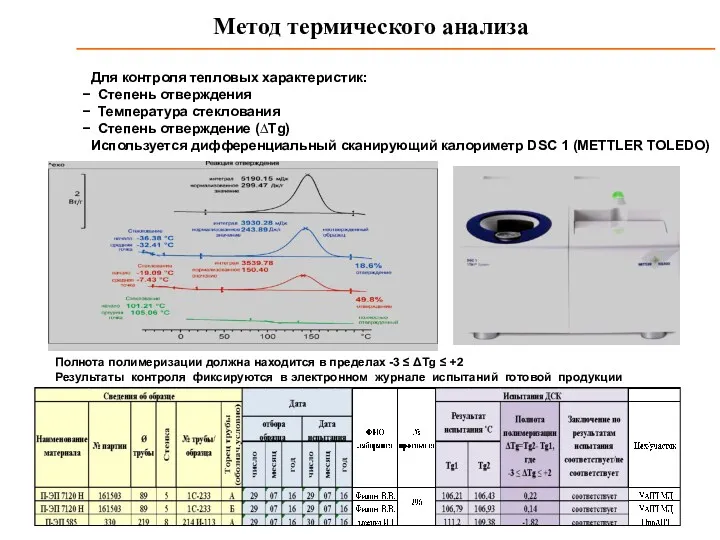
Метод термического анализа
ком
Для контроля тепловых характеристик:
Степень отверждения
Температура стеклования
Метод термического анализа
ком
Для контроля тепловых характеристик:
Степень отверждения
Температура стеклования

Проверка защитных свойств покрытий
Наиболее простым и достоверным способом лабораторной проверки
Проверка защитных свойств покрытий
Наиболее простым и достоверным способом лабораторной проверки

Приобретен автоклав.
Автоклав подвергался гидравлическому испытанию пробным давлением _850_кгс/см2 и
Приобретен автоклав.
Автоклав подвергался гидравлическому испытанию пробным давлением _850_кгс/см2 и
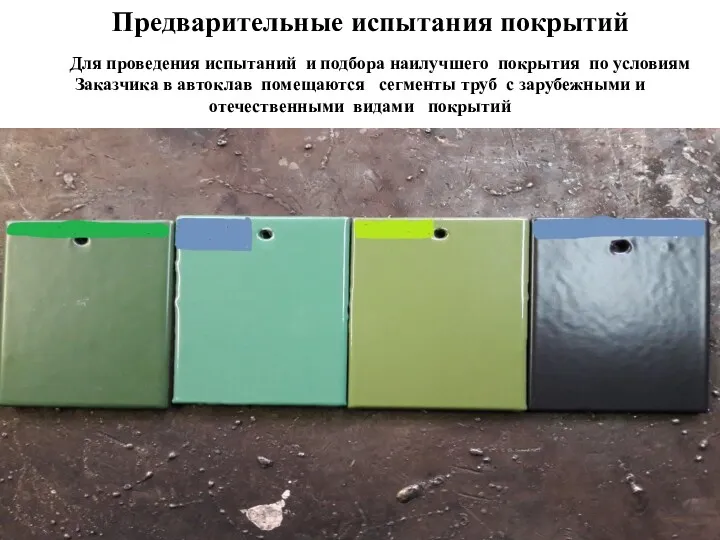
Для проведения испытаний и подбора наилучшего покрытия по условиям
Для проведения испытаний и подбора наилучшего покрытия по условиям

Виды пластин с покрытиями
Виды пластин с покрытиями
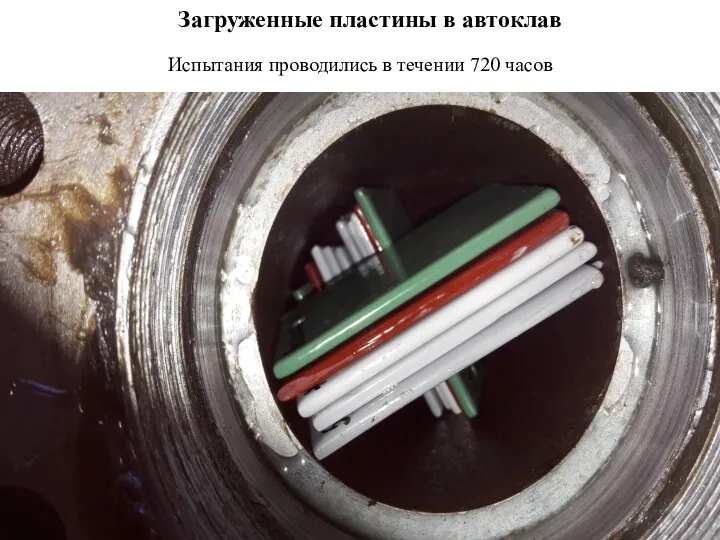
Загруженные пластины в автоклав
Испытания проводились в течении 720 часов
Загруженные пластины в автоклав
Испытания проводились в течении 720 часов
Испытания проводились в автоклаве, при контроле заданной температуры и
Испытания проводились в автоклаве, при контроле заданной температуры и
Краткое описание образцов с покрытие до и после автоклавных испытаний
Краткое описание образцов с покрытие до и после автоклавных испытаний

Тест на «взрывную» декомпрессию
Тесты на «взрывную» декомпрессию показывали несоответствие наносимых
Тест на «взрывную» декомпрессию
Тесты на «взрывную» декомпрессию показывали несоответствие наносимых

Инспекционная оценка покрытий НКТ после ОПИ
Исходя из опыта инспекции НКТ
Инспекционная оценка покрытий НКТ после ОПИ
Исходя из опыта инспекции НКТ
Кроме того, разработано новое покрытие внутренней поверхности НКТ, устойчивое к воздействию
Кроме того, разработано новое покрытие внутренней поверхности НКТ, устойчивое к воздействию

Защитное покрытие внутренней поверхности муфт НКТ
Защитное покрытие внутренней поверхности муфт НКТ
Техническое решение транспорта вязких нефтей
АО «ТМК НГС-Нижневартовск» разработало технологию производства
Техническое решение транспорта вязких нефтей
АО «ТМК НГС-Нижневартовск» разработало технологию производства

Сравнение с традиционным покрытием
Сравнение с традиционным покрытием

Возникающие проблемы эксплуатации водоводов ППД на месторождениях Западной Сибири
Решение проблемы –
Возникающие проблемы эксплуатации водоводов ППД на месторождениях Западной Сибири
Решение проблемы –
Контрольные операции проверки качества поставленной продукции на трубных базах
Внешний вид покрытия,
Контрольные операции проверки качества поставленной продукции на трубных базах
Внешний вид покрытия,
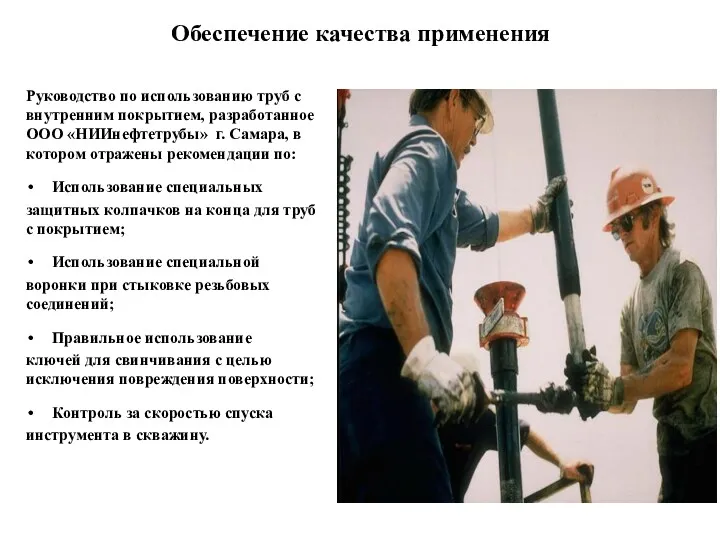
Обеспечение качества применения
Руководство по использованию труб с внутренним покрытием, разработанное
Обеспечение качества применения
Руководство по использованию труб с внутренним покрытием, разработанное
ЗАКЛЮЧЕНИЕ
Внутренние эпоксидные покрытия обладают преимуществами, помогающими бороться с коррозией
ЗАКЛЮЧЕНИЕ
Внутренние эпоксидные покрытия обладают преимуществами, помогающими бороться с коррозией
 Всю жизнь мою несу Родину в душе. Валерий Александрович Гаврилин (1939—1999)
Всю жизнь мою несу Родину в душе. Валерий Александрович Гаврилин (1939—1999) Лауреаты российской литературной премии имени Александра Грина
Лауреаты российской литературной премии имени Александра Грина Презентация Атаман Матвей Платов в Бородинском сражении
Презентация Атаман Матвей Платов в Бородинском сражении Серые лесные почвы
Серые лесные почвы Нестероїдні протизапальні засоби
Нестероїдні протизапальні засоби Развитие творческих способностей учащихся в урочное и во внеурочное время
Развитие творческих способностей учащихся в урочное и во внеурочное время Электрические трансформаторы. Конструкции обмоток трансформаторов
Электрические трансформаторы. Конструкции обмоток трансформаторов Победа не приходит без борьбы. Урок музыки в 3 классе
Победа не приходит без борьбы. Урок музыки в 3 классе Аналитический обзор современных жанров журналистики. На примере классического сайта Педсовет и онлайн-медиа Мел
Аналитический обзор современных жанров журналистики. На примере классического сайта Педсовет и онлайн-медиа Мел Правописание парных согласных в конце слова
Правописание парных согласных в конце слова конь Диск
конь Диск Урок по теме Соединения углерода. 9 класс
Урок по теме Соединения углерода. 9 класс День юного героя-антифашиста
День юного героя-антифашиста Медициналық қызметтің сапасын сараптауды ұйымдастыру және жүргізу ережесі
Медициналық қызметтің сапасын сараптауды ұйымдастыру және жүргізу ережесі Портфолио педагога-психолога
Портфолио педагога-психолога Теорія вирішення винахідницьких задач. iPhone 6s Plus
Теорія вирішення винахідницьких задач. iPhone 6s Plus Печатаем на пластилине. Труд. 2класс
Печатаем на пластилине. Труд. 2класс Cascadia JavaScript. Minecraft
Cascadia JavaScript. Minecraft Сыйфат. Сыйфатның гади һәм чагыштыру дәрәҗәсе презентация
Сыйфат. Сыйфатның гади һәм чагыштыру дәрәҗәсе презентация Презентация Азот
Презентация Азот Спорттық газонды құру және оны себу технологиясы
Спорттық газонды құру және оны себу технологиясы Презентация на аттестацию.
Презентация на аттестацию. Монтаж комплектных трансформаторных подстанций
Монтаж комплектных трансформаторных подстанций Сергей Тимофеевич Аксаков, сказка Аленький цветочек
Сергей Тимофеевич Аксаков, сказка Аленький цветочек Внеклассное занятие на тему Вода России
Внеклассное занятие на тему Вода России Использование инновационных педагогических технологии в системной работе учителя физической культуры.
Использование инновационных педагогических технологии в системной работе учителя физической культуры. Семь правил ЗОЖ
Семь правил ЗОЖ Повесть о разорении Рязани Батыем
Повесть о разорении Рязани Батыем