- Тенденции в резке и сварке в судостроительной промышленности

Содержание
- 2. Date/Month/Year. Содержание Один мир, одна концепция качества 105 лет превосходства в технологиях и работе с клиентами
- 3. Date/Month/Year. Один мир, одна концепция качества Ваш партнер в сварке и резке Производство и продажи на
- 4. Date/Month/Year. 105 лет превосходства в технологиях и работе с клиентами
- 5. Date/Month/Year. Российское судостроение В российской судостроительной промышленности насчитыва-ется около 50 верфей, включая судоремонт. По-прежнему сильны позиции
- 6. Date/Month/Year. Ожидаемый в 2010 году рост мирового потребления стали (World Steel Association) До того, как в
- 7. Date/Month/Year. Мировое потребление стали (2009: ca. 1100Mton) Китай Остальн. мир США Япония Южная Корея CIS Остальн.
- 8. Date/Month/Year. Пример – данные контейнеровоза Толщины листовых деталей: 8 - 18 мм, 75 % общего числа
- 9. Date/Month/Year. Линия изготовления панелей Позиция подготовки кромок Позиция односторонней сварки под флюсом (SAW) Установка ребер жесткости
- 10. Date/Month/Year. Резка, маркировка и зачистка Современные стационарные машины резки с ЧПУ – газокислородные и плазменные Задачи:
- 11. Date/Month/Year. Процессы термической резки в судостроении
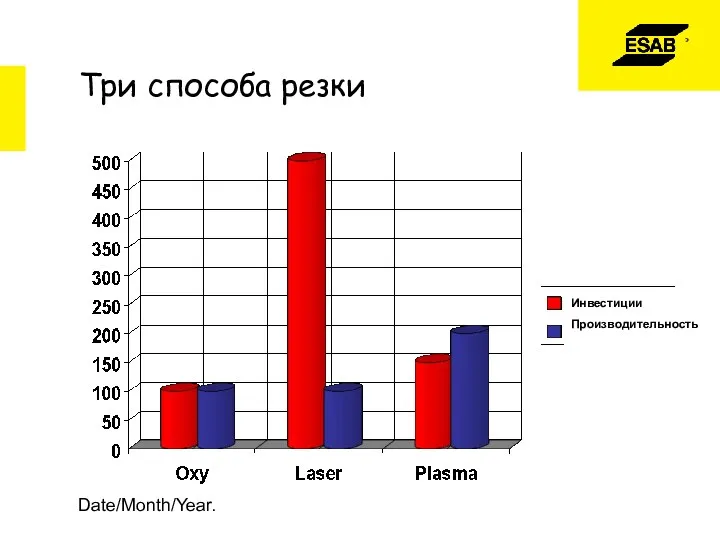
- 12. Date/Month/Year. Три способа резки Инвестиции Производительность
- 13. Date/Month/Year. Плазменная резка Процесс плазменной резки претерпел значительные улучшения за последние 10 лет Эти изменения в
- 14. Date/Month/Year. Механизированная плазменная резка Известны два способа механизированной плазменной резки: Водо-инжекционная резка плазмой Сухая плазменная резка
- 15. Date/Month/Year. Это наиболее применяемая резка в судостроении. Как водо-инжекционная , так и сухая резка используются в
- 16. Date/Month/Year. В течение лет, механизированная плазменная резка является наиболее экономичным способом резки конструкционной стали, нержавеющей стали,
- 17. Date/Month/Year. Плазменная система с возможностью резки судостроительных сталей от 4 до 50 мм одним и тем
- 18. Date/Month/Year. Маркировка плазмой над и под водой Прецизионная резка над и под водой Высокоскоростная резка конструкционных
- 19. Date/Month/Year. Плазменная разметка, резка при очень высокой скорости, высокоточная плазменная резка и разделка кромок с одной
- 20. Date/Month/Year. Угловая сварка Угловая сварка составляет 88-91% Различные виды полуавтоматических и автоматических процессов для угловой сварки
- 21. Date/Month/Year. История угловой сварки
- 22. Date/Month/Year. Сварочные деформации
- 23. Date/Month/Year. Сравнительная диаграмма наплавки металла для судов разных типов кг/час/сварщик
- 24. Date/Month/Year. Relation hour / Ton gross steel handling *) Relation hour / Ton gross steel handling
- 25. Date/Month/Year. Диаграмма производительности сварки
- 26. Date/Month/Year. Стандартный MIG/MAG Работа одной горелкой Сварка ручная или механизированная Сплошная, металлопорошковая или порошковая проволока Коэффициент
- 27. Date/Month/Year. ESAB Высокопродуктивный сварочный процесс с SATTM SATTM = Swift Arc TransferTM
- 28. Date/Month/Year. Тандемная сварка MAG ТАНДЕМ: проволоки с разными потенциалами 1 –проволока 2 – сопла 3 –
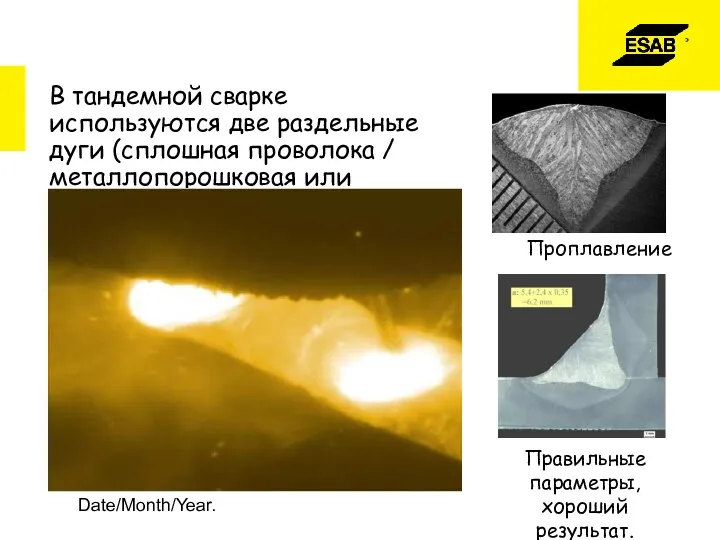
- 29. Date/Month/Year. В тандемной сварке используются две раздельные дуги (сплошная проволока / металлопорошковая или комбинация)
- 30. Date/Month/Year. Сварочная горелка MTT 1200 Конфигурация горелок Направление сварки Тандемная сварка MAG
- 31. Date/Month/Year. Lars-Erik Stridh. IWE. Вылет электрода Наплавка лентой нержавеющей стали 304, зазор=4,5 mm. Слева маленький вылет
- 32. Date/Month/Year. Приварка ребер жесткости тандемной сваркой MAG
- 33. Date/Month/Year. Приварка ребер жесткости тандемной сваркой MAG
- 34. Date/Month/Year. Тандемная сварка MIG/MAG & MCW ESAB OK Tubrod 14.11 Угловой шов A = 3 →
- 35. Date/Month/Year. Угловая сварка Twin-tandem (расщепленная дуга) с Марафонами Приварка 5 ребер жесткости за один проход Coreweld
- 36. Date/Month/Year. Что такое лазерная гибридная сварка © Trumpf
- 37. Date/Month/Year. Лазерная гибридная сварка
- 38. Date/Month/Year. Лазерная гибридная сварка
- 39. Date/Month/Year. Лазерная гибридная сварка vs. лазерная сварка Более стабильный сварочный процесс Увеличивается зазор Более глубокое проплавление
- 40. Date/Month/Year. Вместе мы сильны + быстрый процесс + глубокое проплавление + низкий уровень деформации + незначительное
- 41. Date/Month/Year. SAW - Hybrid - LW
- 42. Date/Month/Year. Лазерная гибридная сварка в судостроении Прозводство панелей За один проход 16mm Приварка ребер жесткости 10%
- 43. Date/Month/Year. Лазерная гибридная сварка; T= 5 мм Материал 1050 MPa UTS T = 5 mm Загрунтованная
- 44. Date/Month/Year. Лазерная гибридная сварка; T=7 mm T = 7 mm Зазор: 0 - 1 mm Заготовка,
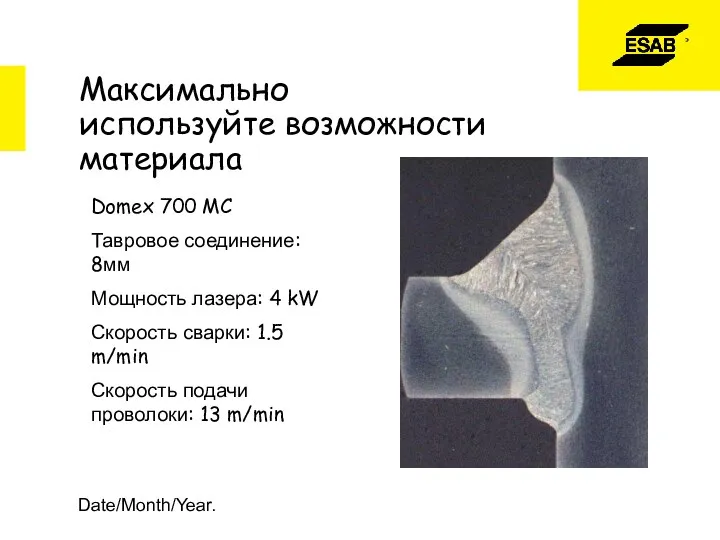
- 45. Date/Month/Year. Максимально используйте возможности материала Domex 700 MC Тавровое соединение: 8мм Мощность лазера: 4 kW Скорость
- 46. Date/Month/Year. Лазерная гибридная сварка в судостроении
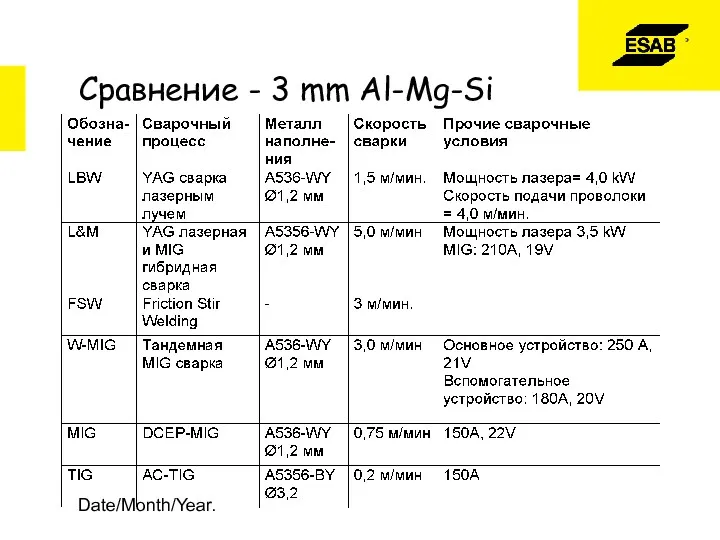
- 47. Date/Month/Year. Сравнение - 3 mm Al-Mg-Si
- 48. Date/Month/Year. Ротационная сварка трением Метод сварки без расплавления. В основном для Al и Cu. Способен составить
- 49. Date/Month/Year. Вращение инструмента FSW дает высокую температуру и давление, которые соединяют материалы. Принцип процесса
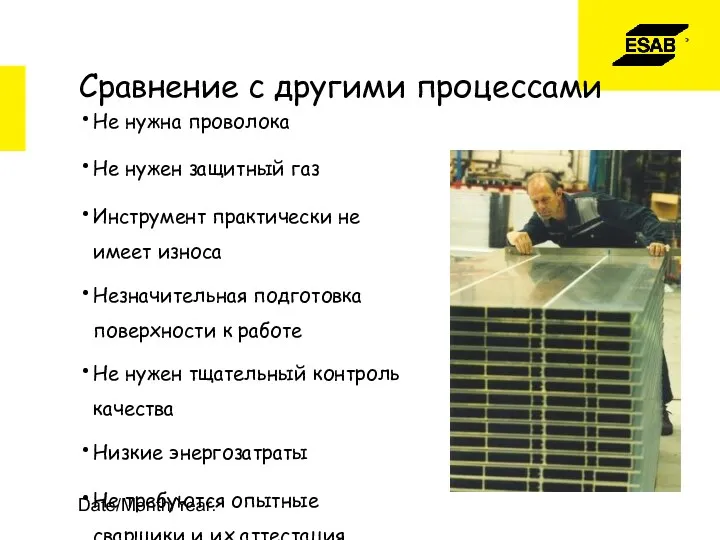
- 50. Date/Month/Year. Не нужна проволока Не нужен защитный газ Инструмент практически не имеет износа Незначительная подготовка поверхности
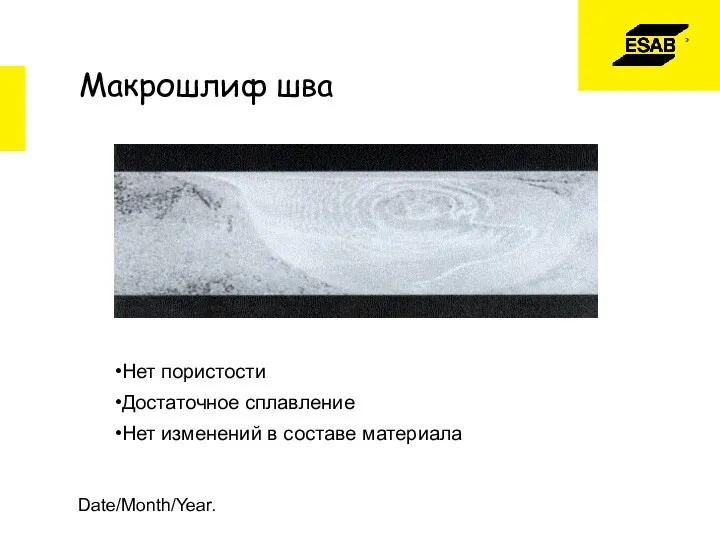
- 51. Date/Month/Year. Нет пористости Достаточное сплавление Нет изменений в составе материала Макрошлиф шва
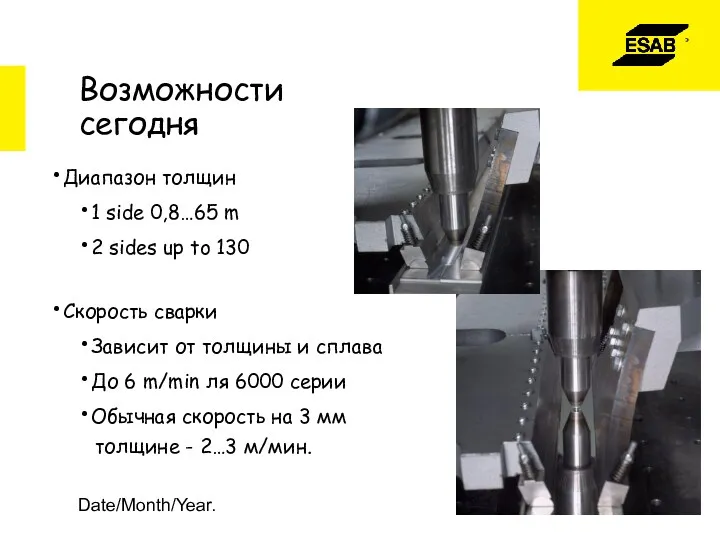
- 52. Date/Month/Year. Возможности сегодня Диапазон толщин 1 side 0,8…65 mm 2 sides up to 130 mm Скорость
- 53. Date/Month/Year. Низкий уровень сварочных деформаций
- 54. Date/Month/Year. Hydro Marine Aluminium, Norway Судостроени и морская промышленность
- 55. Date/Month/Year. Выводы В целом, мы можем увидеть множество изменений в судостроительной промышленности, некоторые из которых- это
- 57. Скачать презентацию
Date/Month/Year.
Содержание
Один мир, одна концепция качества
105 лет превосходства в технологиях и работе
Date/Month/Year.
Содержание
Один мир, одна концепция качества
105 лет превосходства в технологиях и работе

Date/Month/Year.
Один мир, одна концепция качества
Ваш партнер в сварке и резке
Производство и
Date/Month/Year.
Один мир, одна концепция качества
Ваш партнер в сварке и резке
Производство и

Date/Month/Year.
105 лет превосходства в технологиях и работе с клиентами
Date/Month/Year.
105 лет превосходства в технологиях и работе с клиентами
Date/Month/Year.
Российское судостроение
В российской судостроительной промышленности насчитыва-ется около 50 верфей, включая судоремонт.
Date/Month/Year.
Российское судостроение
В российской судостроительной промышленности насчитыва-ется около 50 верфей, включая судоремонт.
Date/Month/Year.
Ожидаемый в 2010 году рост мирового потребления стали (World Steel Association)
До
Date/Month/Year.
Ожидаемый в 2010 году рост мирового потребления стали (World Steel Association)
До

Date/Month/Year.
Мировое потребление стали (2009: ca. 1100Mton)
Китай
Остальн. мир
США
Япония
Южная Корея
CIS
Остальн. EU
Италия
Германия
Тайвань
Испания
Бразилия
Канада
Франция
Великобритания
Объем потребления стали-
Date/Month/Year.
Мировое потребление стали (2009: ca. 1100Mton)
Китай
Остальн. мир
США
Япония
Южная Корея
CIS
Остальн. EU
Италия
Германия
Тайвань
Испания
Бразилия
Канада
Франция
Великобритания
Объем потребления стали-

Date/Month/Year.
Пример – данные контейнеровоза
Толщины листовых деталей:
8 - 18 мм, 75
Date/Month/Year.
Пример – данные контейнеровоза
Толщины листовых деталей:
8 - 18 мм, 75

Date/Month/Year.
Линия изготовления панелей
Позиция подготовки кромок
Позиция односторонней сварки под флюсом (SAW)
Установка
Date/Month/Year.
Линия изготовления панелей
Позиция подготовки кромок
Позиция односторонней сварки под флюсом (SAW)
Установка

Date/Month/Year.
Резка, маркировка и зачистка
Современные стационарные машины резки с ЧПУ – газокислородные
Date/Month/Year.
Резка, маркировка и зачистка
Современные стационарные машины резки с ЧПУ – газокислородные

Date/Month/Year.
Процессы термической резки в судостроении
Date/Month/Year.
Процессы термической резки в судостроении
Date/Month/Year.
Три способа резки
Инвестиции
Производительность
Date/Month/Year.
Три способа резки
Инвестиции
Производительность
Date/Month/Year.
Плазменная резка
Процесс плазменной резки претерпел значительные улучшения за последние 10 лет
Эти
Date/Month/Year.
Плазменная резка
Процесс плазменной резки претерпел значительные улучшения за последние 10 лет
Эти
Date/Month/Year.
Механизированная плазменная резка
Известны два способа механизированной плазменной резки:
Водо-инжекционная резка плазмой
Сухая плазменная
Date/Month/Year.
Механизированная плазменная резка
Известны два способа механизированной плазменной резки:
Водо-инжекционная резка плазмой
Сухая плазменная
Date/Month/Year.
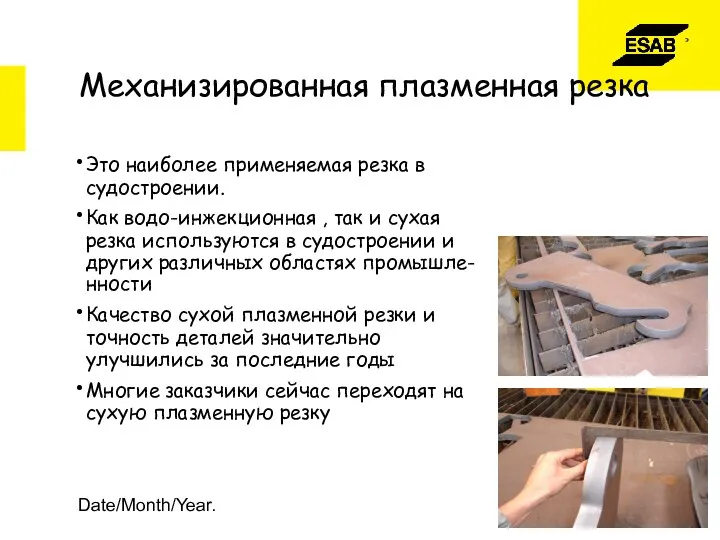
Это наиболее применяемая резка в судостроении.
Как водо-инжекционная , так и
Date/Month/Year.
Это наиболее применяемая резка в судостроении.
Как водо-инжекционная , так и
Date/Month/Year.
В течение лет, механизированная плазменная резка является наиболее экономичным способом резки
Date/Month/Year.
В течение лет, механизированная плазменная резка является наиболее экономичным способом резки
Date/Month/Year.
Плазменная система с возможностью резки судостроительных сталей от 4 до 50
Date/Month/Year.
Плазменная система с возможностью резки судостроительных сталей от 4 до 50
Date/Month/Year.
Маркировка плазмой над и под водой
Прецизионная резка над и под водой
Высокоскоростная
Date/Month/Year.
Маркировка плазмой над и под водой
Прецизионная резка над и под водой
Высокоскоростная

Date/Month/Year.
Плазменная разметка, резка при очень высокой скорости, высокоточная плазменная резка и
Date/Month/Year.
Плазменная разметка, резка при очень высокой скорости, высокоточная плазменная резка и
Date/Month/Year.
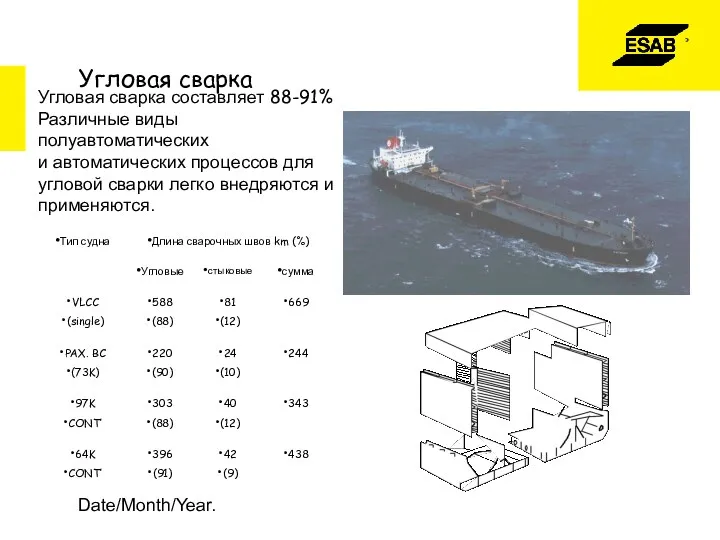
Угловая сварка
Угловая сварка составляет 88-91%
Различные виды
полуавтоматических
и автоматических процессов для
Date/Month/Year.
Угловая сварка
Угловая сварка составляет 88-91%
Различные виды
полуавтоматических
и автоматических процессов для

Date/Month/Year.
История угловой сварки
Date/Month/Year.
История угловой сварки

Date/Month/Year.
Сварочные деформации
Date/Month/Year.
Сварочные деформации
Date/Month/Year.
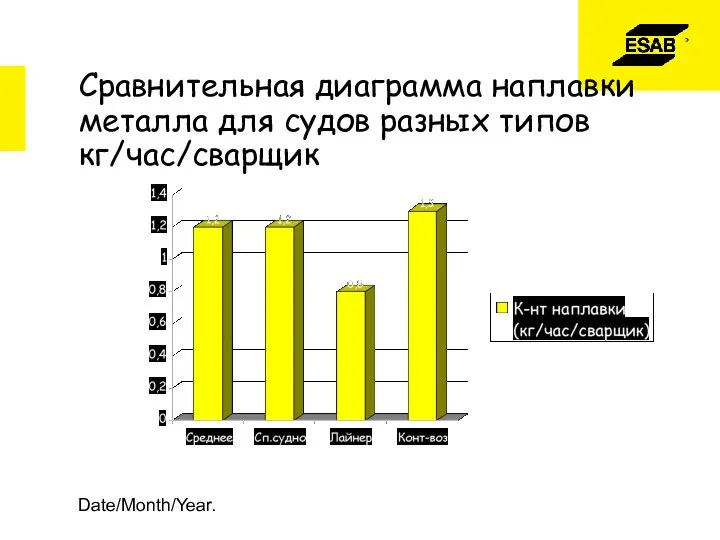
Сравнительная диаграмма наплавки металла для судов разных типов кг/час/сварщик
Date/Month/Year.
Сравнительная диаграмма наплавки металла для судов разных типов кг/час/сварщик
Date/Month/Year.
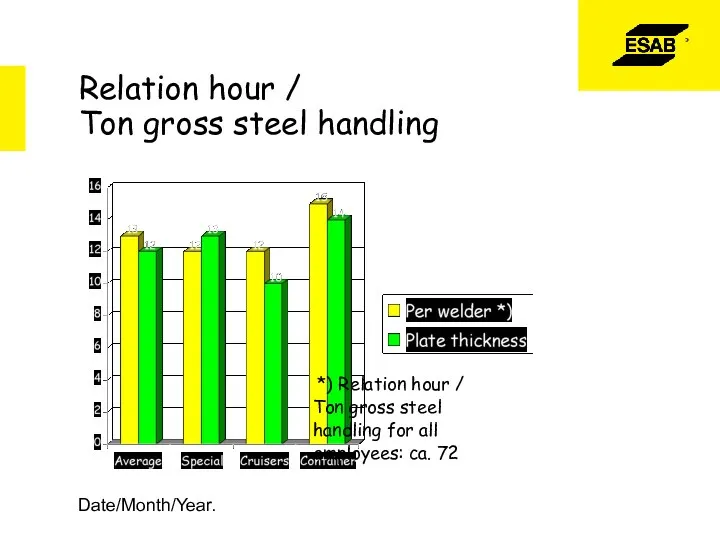
Relation hour / Ton gross steel handling
*) Relation hour /
Ton
Date/Month/Year.
Relation hour / Ton gross steel handling
*) Relation hour /
Ton
Date/Month/Year.
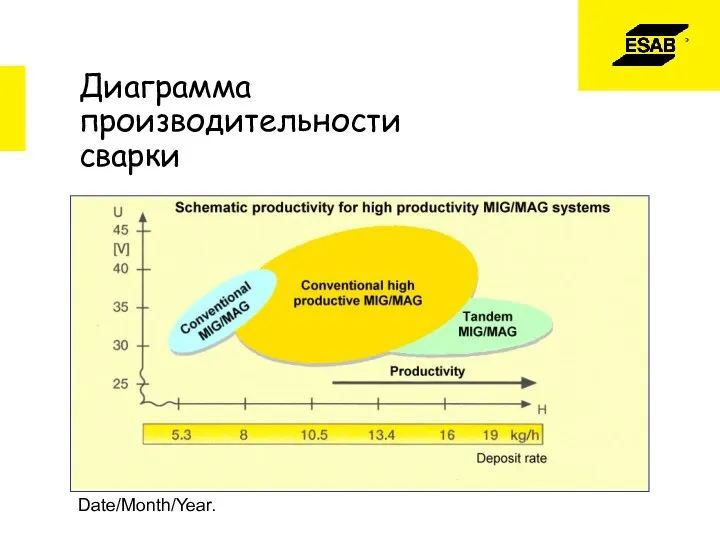
Диаграмма производительности сварки
Date/Month/Year.
Диаграмма производительности сварки
Date/Month/Year.
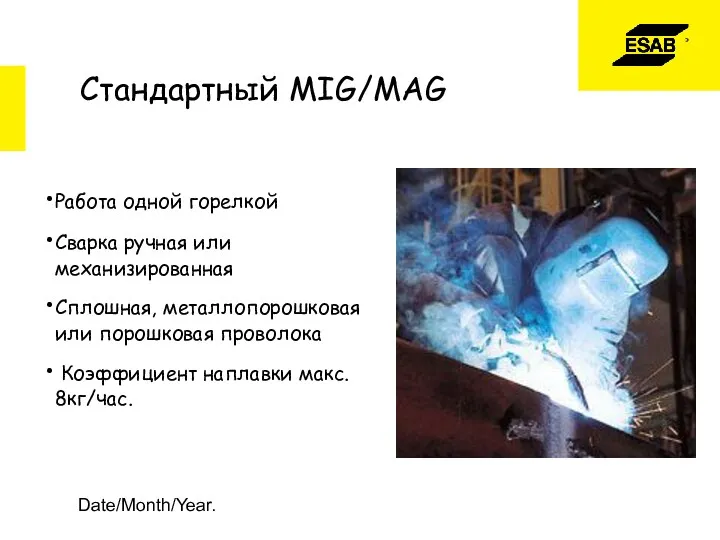
Стандартный MIG/MAG
Работа одной горелкой
Сварка ручная или механизированная
Сплошная, металлопорошковая или порошковая
Date/Month/Year.
Стандартный MIG/MAG
Работа одной горелкой
Сварка ручная или механизированная
Сплошная, металлопорошковая или порошковая

Date/Month/Year.
ESAB Высокопродуктивный сварочный процесс с SATTM
SATTM = Swift Arc TransferTM
Date/Month/Year.
ESAB Высокопродуктивный сварочный процесс с SATTM
SATTM = Swift Arc TransferTM

Date/Month/Year.
Тандемная сварка MAG
ТАНДЕМ: проволоки с разными потенциалами
1 –проволока
2
Date/Month/Year.
Тандемная сварка MAG
ТАНДЕМ: проволоки с разными потенциалами
1 –проволока
2
Date/Month/Year.
В тандемной сварке используются две раздельные дуги (сплошная проволока / металлопорошковая
Date/Month/Year.
В тандемной сварке используются две раздельные дуги (сплошная проволока / металлопорошковая

Date/Month/Year.
Сварочная горелка MTT 1200
Конфигурация горелок
Направление сварки
Тандемная сварка MAG
Date/Month/Year.
Сварочная горелка MTT 1200
Конфигурация горелок
Направление сварки
Тандемная сварка MAG
Date/Month/Year.
Lars-Erik Stridh. IWE.
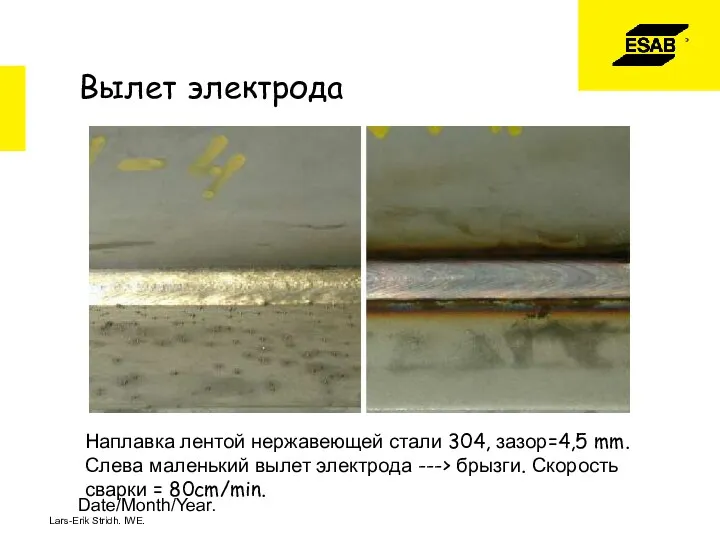
Вылет электрода
Наплавка лентой нержавеющей стали 304, зазор=4,5 mm.
Date/Month/Year.
Lars-Erik Stridh. IWE.
Вылет электрода
Наплавка лентой нержавеющей стали 304, зазор=4,5 mm.

Date/Month/Year.
Приварка ребер жесткости тандемной сваркой MAG
Date/Month/Year.
Приварка ребер жесткости тандемной сваркой MAG

Date/Month/Year.
Приварка ребер жесткости
тандемной сваркой MAG
Date/Month/Year.
Приварка ребер жесткости
тандемной сваркой MAG

Date/Month/Year.
Тандемная сварка MIG/MAG & MCW
ESAB OK Tubrod 14.11
Угловой шов A =
Date/Month/Year.
Тандемная сварка MIG/MAG & MCW
ESAB OK Tubrod 14.11
Угловой шов A =

Date/Month/Year.
Угловая сварка
Twin-tandem (расщепленная дуга) с Марафонами
Приварка 5 ребер жесткости за один
Date/Month/Year.
Угловая сварка
Twin-tandem (расщепленная дуга) с Марафонами
Приварка 5 ребер жесткости за один

Date/Month/Year.
Что такое лазерная гибридная сварка
© Trumpf
Date/Month/Year.
Что такое лазерная гибридная сварка
© Trumpf

Date/Month/Year.
Лазерная гибридная сварка
Date/Month/Year.
Лазерная гибридная сварка

Date/Month/Year.
Лазерная гибридная сварка
Date/Month/Year.
Лазерная гибридная сварка
Date/Month/Year.
Лазерная гибридная сварка vs. лазерная сварка
Более стабильный сварочный процесс
Увеличивается зазор
Более глубокое
Date/Month/Year.
Лазерная гибридная сварка vs. лазерная сварка
Более стабильный сварочный процесс
Увеличивается зазор
Более глубокое
Date/Month/Year.
Вместе мы сильны
+ быстрый процесс
+ глубокое проплавление
+ низкий уровень деформации
+ незначительное
Date/Month/Year.
Вместе мы сильны
+ быстрый процесс
+ глубокое проплавление
+ низкий уровень деформации
+ незначительное
Date/Month/Year.
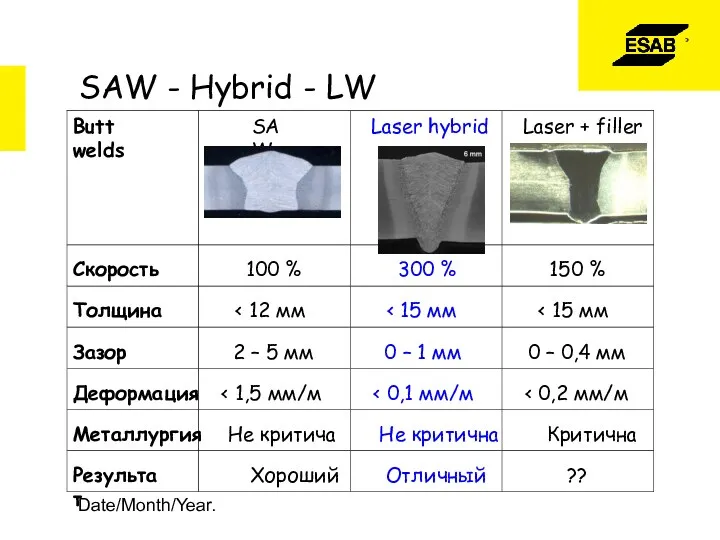
SAW - Hybrid - LW
Date/Month/Year.
SAW - Hybrid - LW

Date/Month/Year.
Лазерная гибридная сварка в судостроении
Прозводство панелей
За один проход 16mm
Приварка
Date/Month/Year.
Лазерная гибридная сварка в судостроении
Прозводство панелей
За один проход 16mm
Приварка

Date/Month/Year.
Лазерная гибридная сварка; T= 5 мм
Материал 1050 MPa UTS
T = 5
Date/Month/Year.
Лазерная гибридная сварка; T= 5 мм
Материал 1050 MPa UTS
T = 5

Date/Month/Year.
Лазерная гибридная сварка; T=7 mm
T = 7 mm
Зазор: 0 - 1
Date/Month/Year.
Лазерная гибридная сварка; T=7 mm
T = 7 mm
Зазор: 0 - 1
Date/Month/Year.
Максимально используйте возможности материала
Domex 700 MC
Тавровое соединение: 8мм
Мощность лазера: 4 kW
Скорость
Date/Month/Year.
Максимально используйте возможности материала
Domex 700 MC
Тавровое соединение: 8мм
Мощность лазера: 4 kW
Скорость

Date/Month/Year.
Лазерная гибридная сварка в судостроении
Date/Month/Year.
Лазерная гибридная сварка в судостроении
Date/Month/Year.
Сравнение - 3 mm Al-Mg-Si
Date/Month/Year.
Сравнение - 3 mm Al-Mg-Si
Date/Month/Year.
Ротационная сварка трением
Метод сварки без расплавления.
В основном для Al и Cu.
Способен
Date/Month/Year.
Ротационная сварка трением
Метод сварки без расплавления.
В основном для Al и Cu.
Способен

Date/Month/Year.
Вращение инструмента FSW дает высокую температуру и давление, которые соединяют материалы.
Date/Month/Year.
Вращение инструмента FSW дает высокую температуру и давление, которые соединяют материалы.
Date/Month/Year.
Не нужна проволока
Не нужен защитный газ
Инструмент практически не имеет износа
Незначительная подготовка
Date/Month/Year.
Не нужна проволока
Не нужен защитный газ
Инструмент практически не имеет износа
Незначительная подготовка
Date/Month/Year.
Нет пористости
Достаточное сплавление
Нет изменений в составе материала
Макрошлиф шва
Date/Month/Year.
Нет пористости
Достаточное сплавление
Нет изменений в составе материала
Макрошлиф шва
Date/Month/Year.
Возможности сегодня
Диапазон толщин
1 side 0,8…65 mm
2 sides up to 130 mm
Скорость
Date/Month/Year.
Возможности сегодня
Диапазон толщин
1 side 0,8…65 mm
2 sides up to 130 mm
Скорость

Date/Month/Year.
Низкий уровень сварочных деформаций
Date/Month/Year.
Низкий уровень сварочных деформаций

Date/Month/Year.
Hydro Marine Aluminium, Norway
Судостроени и морская промышленность
Date/Month/Year.
Hydro Marine Aluminium, Norway
Судостроени и морская промышленность
Date/Month/Year.
Выводы
В целом, мы можем увидеть множество изменений в судостроительной промышленности, некоторые
Date/Month/Year.
Выводы
В целом, мы можем увидеть множество изменений в судостроительной промышленности, некоторые
 Сестринский процесс при боли пациента
Сестринский процесс при боли пациента Презентация_
Презентация_ Основные термины, понятия и определения военной связи
Основные термины, понятия и определения военной связи Моделирование процессов разработки нефтяного месторождения
Моделирование процессов разработки нефтяного месторождения Малышкина школа
Малышкина школа Урок Независимости
Урок Независимости Typhoon Project Training Manual (Easytronics)
Typhoon Project Training Manual (Easytronics) Habitats
Habitats Город спортивной славы
Город спортивной славы Церковнославянский язык
Церковнославянский язык Гидросфера Земли
Гидросфера Земли Отчёт ДТ 07.02
Отчёт ДТ 07.02 Внутренние воды Северной Америки
Внутренние воды Северной Америки Ганс Христиан Андерсен, сказка Русалочка
Ганс Христиан Андерсен, сказка Русалочка Презентация проекта Мы творим прекрасное для педагогов ДОУ
Презентация проекта Мы творим прекрасное для педагогов ДОУ Past simple tense
Past simple tense Животные жарких стран
Животные жарких стран Ростелеком. Коммерческое предложение
Ростелеком. Коммерческое предложение ВКР: Реконструкция трансформаторной подстанции 110/35/6 кВ
ВКР: Реконструкция трансформаторной подстанции 110/35/6 кВ Хирургиялық стоматологиядағы менеджмент және маркетинг
Хирургиялық стоматологиядағы менеджмент және маркетинг Федор III Алексеевич
Федор III Алексеевич Моделирование и расчет электропривода мостового крана грузоподъемностью 200 кН
Моделирование и расчет электропривода мостового крана грузоподъемностью 200 кН Леденцовая карамель с фруктовоягодными вкусами в форме колесиков. Рошен
Леденцовая карамель с фруктовоягодными вкусами в форме колесиков. Рошен Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников)
Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников)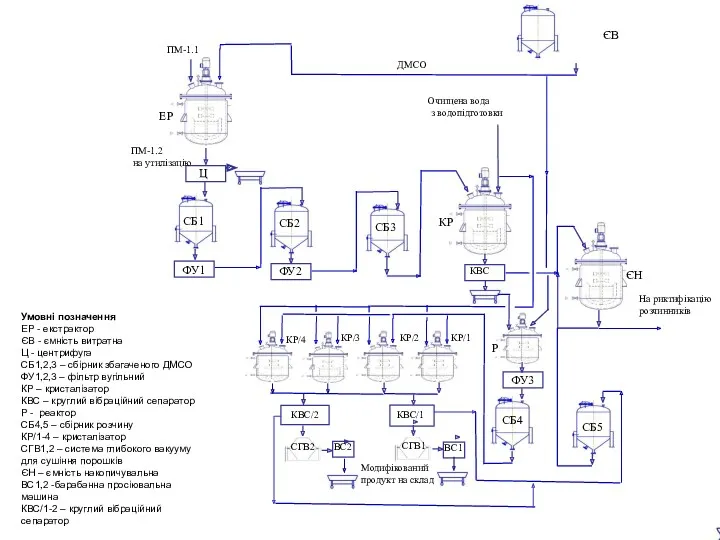 Очищена вода з водопідготовки ЕР ПМ-1.2
Очищена вода з водопідготовки ЕР ПМ-1.2 Как подготовить блестящую работу на конференцию и победно с ней выступить
Как подготовить блестящую работу на конференцию и победно с ней выступить Гонки шагающих роботов. Соревнование
Гонки шагающих роботов. Соревнование Общее устройство мостовых кранов
Общее устройство мостовых кранов