- Термическая обработка сталей

Содержание
- 2. Термическая обработка – технологический процесс, состоящий из совокупности операций нагрева, выдержки и охлаждения изделий из металлов
- 3. Существует 3 основных параметра термообработки: температура нагрева; продолжительность нагрева; скорость и ступенчатость охлаждения. Параметры термической обработки
- 4. Виды термической обработки металлов Отжиг; Нормализация; Закалка; Отпуск. Старение
- 5. Термическая обработка металлов Термической обработке подвергаются прежде всего и чаще всего стали (все виды термической обработки).
- 6. Отжиг стали Отжиг – термообработка, связанная с нагревом металла, выдержкой его при определенной температуре и медленного
- 7. Диаграмма железо-углерод
- 8. АС3 - нагрев Аr3 - охлаждение Обозначение линий на диаграмме Fe – C в области сталей
- 9. Краткое обозначение линий на диаграмме Fe - C Линия РSK (линия конца полиморфного превращения) обозначается А1
- 10. Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет химическую или физическую неоднородность, созданную
- 11. 1.1. Диффузионный (гомогенизационный) отжиг. Такому отжигу подвергается легированная сталь с целью уменьшения дендритной или внутрикристаллитной ликвации.
- 12. Параметры диффузионного отжига Температура 1100-1200 °С, Так как только при высокой температуре более полно протекают диффузионные
- 13. Температура нагрева стали при отжиге и нормализации Диффузионный отжиг. Рекристаллизационный отжиг. Отжиг для снятия напряжений. Полный
- 14. 1.2. Рекристаллизационный отжиг. Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка при этой температуре с
- 15. 1.3. Отжиг для снятия остаточных напряжений.. Этот вид отжига применяют для отливок, сварных изделий, клепаных изделий,
- 16. Отжиг 2 - го рода 2.1. Полный; 2.2 Неполный; 2.3. Изотермический. Нагрев выше линий полиморфных превращений
- 17. Температура нагрева стали при отжиге и нормализации Диффузионный отжиг. Рекристаллизационный отжиг. Отжиг для снятия напряжений. Полный
- 18. Отжиг 2 - го рода 2.1. Полный отжиг. Применение: обработка, отливок, поковок, фасонного проката перед обработкой
- 19. Отжиг 2 - го рода 2.3. Изотермический Применяется для улучшения обрабатываемости легированных сталей. Нагрев на 30-50о
- 20. Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева и выдержки проводится на воздухе.
- 21. Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей, вместо закалки и отпуска. (меньше
- 22. Закалка стали Закалка стали в отличие от отжига связана с резким охлаждением стали в результате чего
- 23. Нагрев металла при закалке производится выше линии полиморфных превращений (следующий рисунок) далее металл резко охлаждается в
- 24. Зоны нагрева при закалке
- 25. Закалка. Слайд 13.12 При охлаждении закаливаемой стали в жидкой среде разливают три периода, характеризующиеся разной скоростью
- 26. Закалка. Закалочные среды
- 27. Закалочные среды
- 28. Непрерывная закалка в одной среде; Прерывистая закалка в двух средах; Изотермическая закалка; Закалка с самоотпуском; Поверхностная
- 29. Непрерывная закалка в одной среде Наиболее простой способ закалки: деталь погружается в охлаждающую жидкость и остается
- 30. Закалка в двух средах Применяется для уменьшения внутренних напряжений и коробления деталей; Деталь сначала охлаждают в
- 31. Ступенчатая закалка При этом способе деталь сначала охлаждается погружением в соляную ванну с температурой немного превышающей
- 32. Изотермическая закалка В отличие от ступенчатой закалки при изотермической закалке сталь выдерживается в соляной ванне при
- 33. Закалка с самоотпуском Применяется в случае термообработки инструмента: зубил, молотков, кувалд. В таких деталях должна сочетаться
- 34. Поверхностная закалка токами высокой частоты (ТВЧ) Закалка ТВЧ используется для при закалке шестерен. Зуб шестерни должен
- 35. Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в нагреве закалённой стали до температур
- 36. Изменение механических характеристик закаленной стали от температуры отпуска Сталь с содержанием углерода 0,4%
- 37. Отпуск. Слайд 13.19 Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность 1-2,5 ч. При
- 38. Зависимость твердости закаленной эвтектоидной стали ( 0,81% С) от температуры отпуска
- 39. Низкий отпуск Такой обработке подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также
- 40. Зоны нагрева при закалке и отпуске Синим обозначена зона нагрева сталей при отпуске.
- 41. Отпуск. Слайд 13.20 Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего отпуска состоит в
- 42. Средний отпуск Твердость стали после среднего отпуска 40-50 HRC Охлаждение после отпуска при 400-450 °С следует
- 43. Отпуск. Слайд 13.21 Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали после высокого отпуска
- 45. Скачать презентацию
Термическая обработка
– технологический процесс, состоящий из совокупности операций нагрева, выдержки
Термическая обработка
– технологический процесс, состоящий из совокупности операций нагрева, выдержки
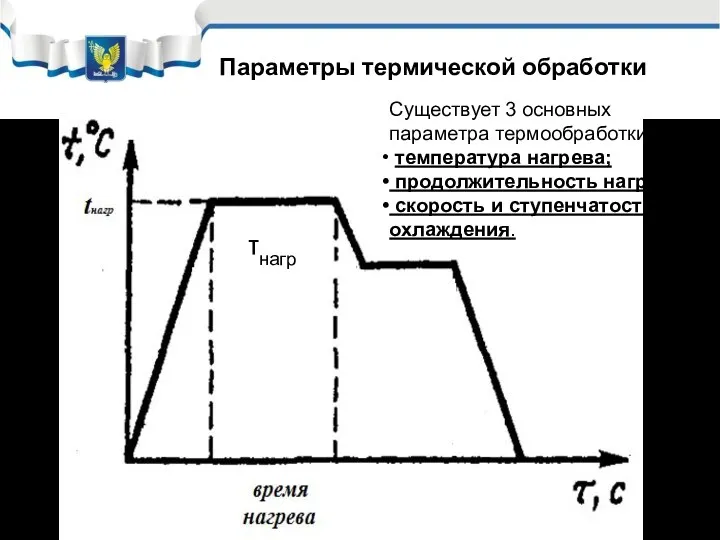
Существует 3 основных параметра термообработки:
температура нагрева;
продолжительность нагрева;
скорость и
Существует 3 основных параметра термообработки:
температура нагрева;
продолжительность нагрева;
скорость и
Виды термической обработки
металлов
Отжиг;
Нормализация;
Закалка;
Отпуск.
Старение
Виды термической обработки
металлов
Отжиг;
Нормализация;
Закалка;
Отпуск.
Старение
Термическая обработка металлов
Термической обработке подвергаются прежде всего и чаще всего стали
Термическая обработка металлов
Термической обработке подвергаются прежде всего и чаще всего стали
Отжиг стали
Отжиг – термообработка, связанная с нагревом металла, выдержкой его при
Отжиг стали
Отжиг – термообработка, связанная с нагревом металла, выдержкой его при
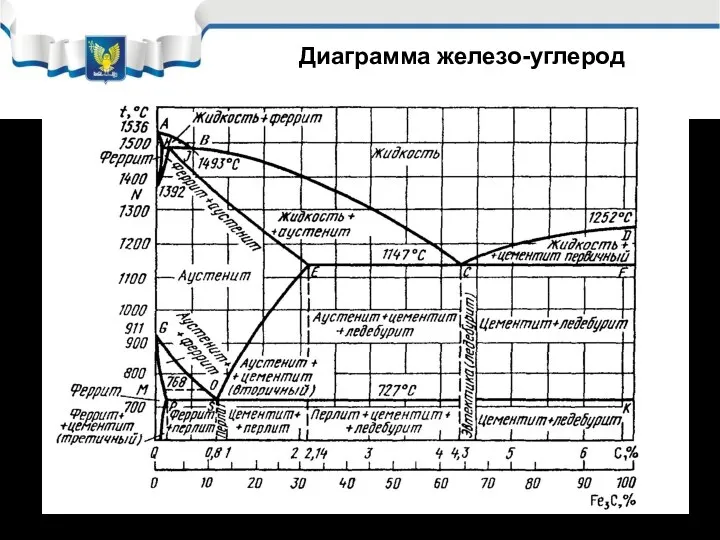
Диаграмма железо-углерод
Диаграмма железо-углерод
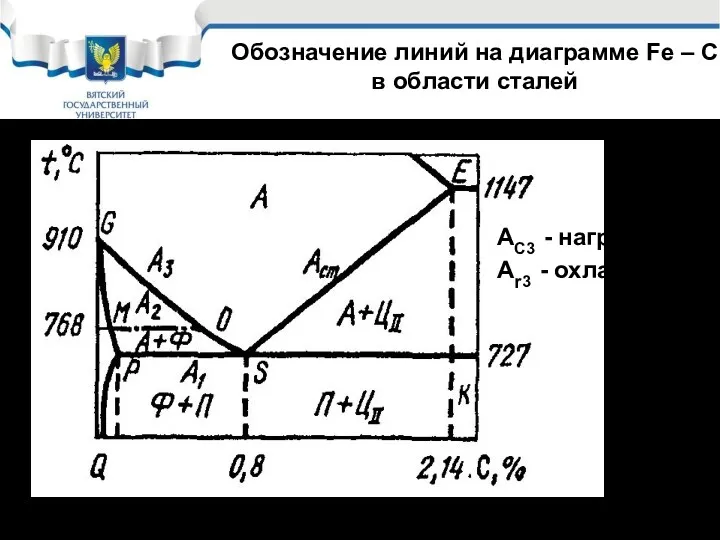
АС3 - нагрев
Аr3 - охлаждение
Обозначение линий на диаграмме Fe – C
в
АС3 - нагрев
Аr3 - охлаждение
Обозначение линий на диаграмме Fe – C
в
Краткое обозначение линий на диаграмме Fe - C
Линия РSK (линия конца
Краткое обозначение линий на диаграмме Fe - C
Линия РSK (линия конца
Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет
Отжиг І рода – отжиг, не связанный с полиморфными превращениями. Устраняет
1.1. Диффузионный (гомогенизационный) отжиг.
Такому отжигу подвергается легированная сталь с целью уменьшения
1.1. Диффузионный (гомогенизационный) отжиг.
Такому отжигу подвергается легированная сталь с целью уменьшения
Параметры диффузионного отжига
Температура 1100-1200 °С,
Так как только при высокой
Параметры диффузионного отжига
Температура 1100-1200 °С,
Так как только при высокой

Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия
Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия
1.2. Рекристаллизационный отжиг.
Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка
1.2. Рекристаллизационный отжиг.
Это нагрев холоднодеформированной стали выше температуры начала рекристаллизации, выдержка
1.3. Отжиг для снятия остаточных напряжений..
Этот вид отжига применяют для отливок,
1.3. Отжиг для снятия остаточных напряжений..
Этот вид отжига применяют для отливок,
Отжиг 2 - го рода
2.1. Полный;
2.2 Неполный;
2.3. Изотермический.
Нагрев выше линий
Отжиг 2 - го рода
2.1. Полный;
2.2 Неполный;
2.3. Изотермический.
Нагрев выше линий

Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия
Температура нагрева стали при отжиге и нормализации
Диффузионный отжиг.
Рекристаллизационный отжиг.
Отжиг для снятия
Отжиг 2 - го рода
2.1. Полный отжиг. Применение: обработка, отливок, поковок,
Отжиг 2 - го рода
2.1. Полный отжиг. Применение: обработка, отливок, поковок,
Отжиг 2 - го рода
2.3. Изотермический
Применяется для улучшения обрабатываемости легированных сталей.
Нагрев
Отжиг 2 - го рода
2.3. Изотермический
Применяется для улучшения обрабатываемости легированных сталей.
Нагрев
Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева
Нормализационный отжиг (нормализация) – это отжиг, при котором охлаждение после нагрева
Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей,
Также нормализацию используют в качестве окончательной термообработки средне- и высокоуглеродистых сталей,
Закалка стали
Закалка стали в отличие от отжига связана с резким охлаждением
Закалка стали
Закалка стали в отличие от отжига связана с резким охлаждением
Нагрев металла при закалке производится выше линии полиморфных превращений (следующий рисунок)
Нагрев металла при закалке производится выше линии полиморфных превращений (следующий рисунок)
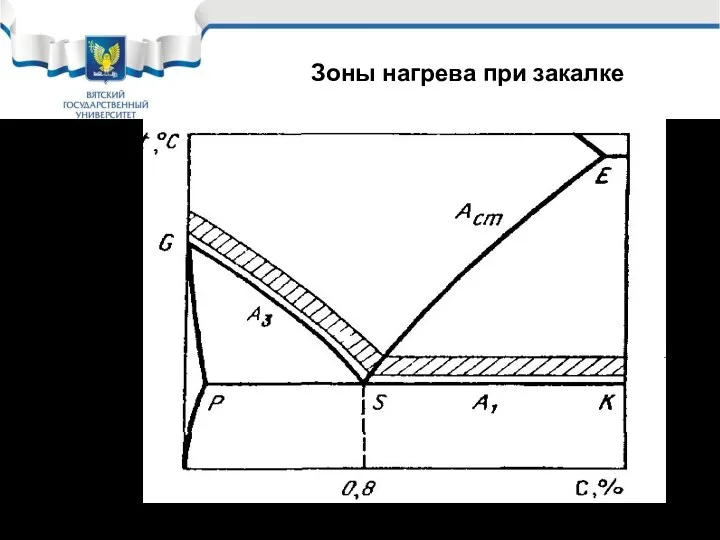
Зоны нагрева при закалке
Зоны нагрева при закалке
Закалка.
Слайд 13.12
При охлаждении закаливаемой стали в жидкой среде разливают три периода,
Закалка.
Слайд 13.12
При охлаждении закаливаемой стали в жидкой среде разливают три периода,
Закалка.
Закалочные среды
Закалка.
Закалочные среды
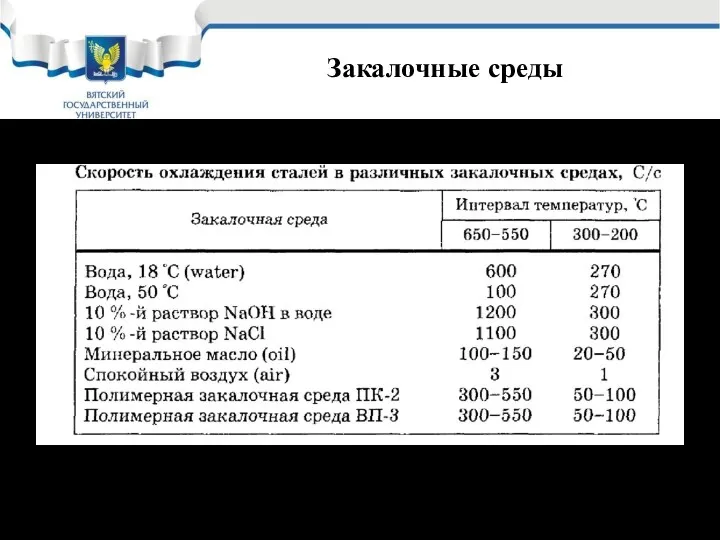
Закалочные среды
Закалочные среды
Непрерывная закалка в одной среде;
Прерывистая закалка в двух средах;
Изотермическая закалка;
Закалка с
Непрерывная закалка в одной среде;
Прерывистая закалка в двух средах;
Изотермическая закалка;
Закалка с
Непрерывная закалка в одной среде
Наиболее простой способ закалки: деталь погружается в
Непрерывная закалка в одной среде
Наиболее простой способ закалки: деталь погружается в
Закалка в двух средах
Применяется для уменьшения внутренних напряжений и коробления деталей;
Деталь
Закалка в двух средах
Применяется для уменьшения внутренних напряжений и коробления деталей;
Деталь
Ступенчатая закалка
При этом способе деталь сначала охлаждается погружением в соляную ванну
Ступенчатая закалка
При этом способе деталь сначала охлаждается погружением в соляную ванну
Изотермическая закалка
В отличие от ступенчатой закалки при изотермической закалке сталь выдерживается
Изотермическая закалка
В отличие от ступенчатой закалки при изотермической закалке сталь выдерживается
Закалка с самоотпуском
Применяется в случае термообработки инструмента: зубил, молотков, кувалд.
В таких
Закалка с самоотпуском
Применяется в случае термообработки инструмента: зубил, молотков, кувалд.
В таких
Поверхностная закалка токами высокой частоты (ТВЧ)
Закалка ТВЧ используется для при закалке
Поверхностная закалка токами высокой частоты (ТВЧ)
Закалка ТВЧ используется для при закалке
Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в
Отпуск применяется для удаления недостатков закалки (снятия внутренних напряжений). Заключается в
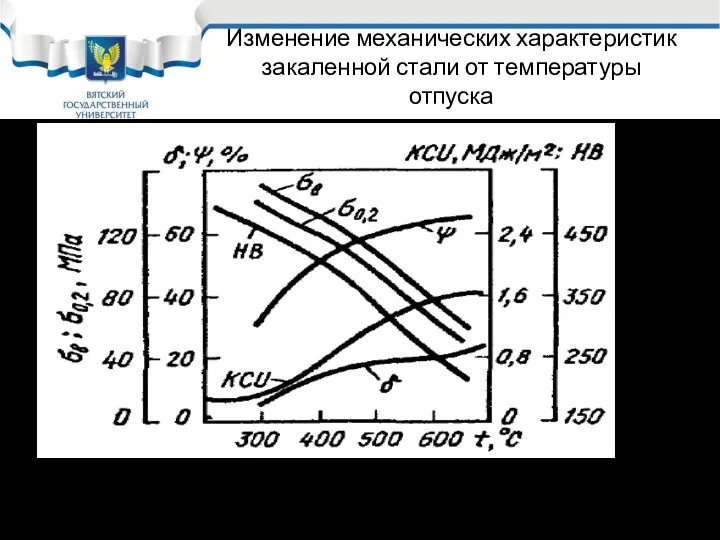
Изменение механических характеристик закаленной стали от температуры отпуска
Сталь с содержанием углерода
Изменение механических характеристик закаленной стали от температуры отпуска
Сталь с содержанием углерода
Отпуск.
Слайд 13.19
Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность
Отпуск.
Слайд 13.19
Низкий отпуск проводят при нагреве 150 - 250 °С. Продолжительность
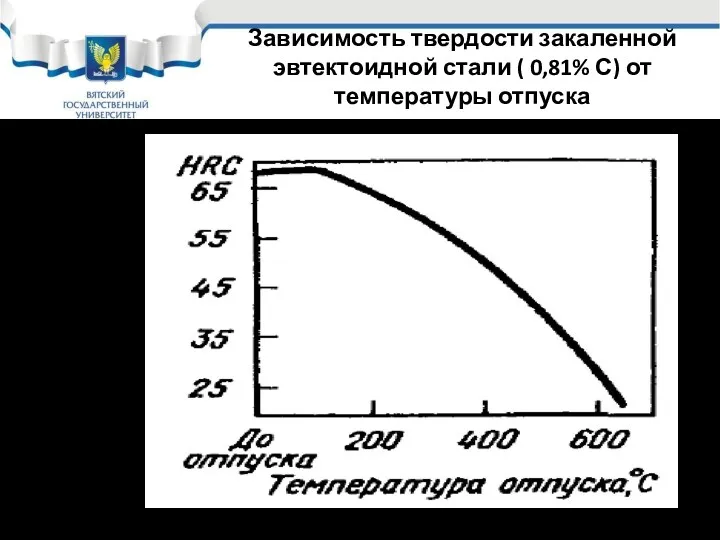
Зависимость твердости закаленной эвтектоидной стали ( 0,81% С) от температуры отпуска
Зависимость твердости закаленной эвтектоидной стали ( 0,81% С) от температуры отпуска
Низкий отпуск
Такой обработке подвергают режущий и мерительный инструмент из углеродистых
Низкий отпуск
Такой обработке подвергают режущий и мерительный инструмент из углеродистых
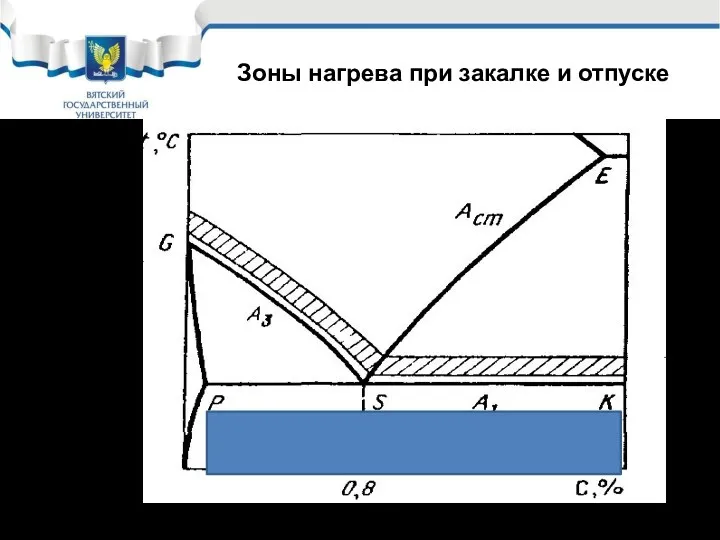
Зоны нагрева при закалке и отпуске
Синим обозначена зона нагрева сталей при
Зоны нагрева при закалке и отпуске
Синим обозначена зона нагрева сталей при
Отпуск.
Слайд 13.20
Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего
Отпуск.
Слайд 13.20
Средний отпуск проводят при нагреве до 350-500 °С. Цель среднего
Средний отпуск
Твердость стали после среднего отпуска
40-50 HRC
Охлаждение
Средний отпуск
Твердость стали после среднего отпуска
40-50 HRC
Охлаждение
Отпуск.
Слайд 13.21
Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали
Отпуск.
Слайд 13.21
Высокий отпуск проводят при нагреве до 550-650 °С. Структура стали
 Дидактика высшей школы. Формирование системы знаний о дидактике, как отрасли педагогики
Дидактика высшей школы. Формирование системы знаний о дидактике, как отрасли педагогики Евгеника, как форма решения качества и количества людей
Евгеника, как форма решения качества и количества людей Стандартный вид числа
Стандартный вид числа Современные модели образовательного процесса ДОУ
Современные модели образовательного процесса ДОУ Постоянные магниты. Магнитное поле Земли
Постоянные магниты. Магнитное поле Земли Дееспособность несовершеннолетних
Дееспособность несовершеннолетних Польща в 1918-1939 роках
Польща в 1918-1939 роках Радіометричні поліпшуючі перетворення. Лабораторна робота №19
Радіометричні поліпшуючі перетворення. Лабораторна робота №19 Европейский Юг
Европейский Юг Николай I
Николай I Компоновочно-планировочные решения механосборочных цехов и участков. (Тема 10)
Компоновочно-планировочные решения механосборочных цехов и участков. (Тема 10) Структура персонального компьютера. 10 класс
Структура персонального компьютера. 10 класс Ученик года - 2017
Ученик года - 2017 Электронные таблицы Microsoft Excel
Электронные таблицы Microsoft Excel Ветеринарно-санитарная оценка кормов для промышленного производства
Ветеринарно-санитарная оценка кормов для промышленного производства Свободное падение. Тесты
Свободное падение. Тесты Поделка Курица. Мастер-класс
Поделка Курица. Мастер-класс Контакт: металл - полупроводник
Контакт: металл - полупроводник Основы христианской культуры в духовной жизни народа
Основы христианской культуры в духовной жизни народа Корпоративні інформаційні системи. Лекція 2
Корпоративні інформаційні системи. Лекція 2 Взаимодействие взрослых и детей при создании кукол кувадок
Взаимодействие взрослых и детей при создании кукол кувадок Иван Иванович Шишкин
Иван Иванович Шишкин Интеллектуальный марафон - 4 (2 класс)
Интеллектуальный марафон - 4 (2 класс) TPR метод в обучении иностранному языку
TPR метод в обучении иностранному языку Звук. Слово
Звук. Слово Этапы развития ОАО Нафтан
Этапы развития ОАО Нафтан Презентация Откуда пришла книга
Презентация Откуда пришла книга Выразительные средства в произведениях русских поэтов. Владимир Владимирович Маяковский (1893 - 1930)
Выразительные средства в произведениях русских поэтов. Владимир Владимирович Маяковский (1893 - 1930)