- Термическая обработка стали

Содержание
- 2. СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Основы термической обработки металла заложены в конце XIX века русским металлургом Д.К.Черновым. Наблюдая
- 3. СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Термическая обработка стали основана на свойстве металлов изменять свою структуру при нагревании и
- 4. СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Режим нагревания, выдержки и охлаждении зависит от того, из какой марки получено изделие,
- 5. СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Температуру нагрева изделия можно также определить по цветам побежалости и каления. При нагревании
- 6. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ ОТЖИГ заключается в нагревании изделия до определенной температуры, выдержки при этой температуре
- 7. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ Изделие нагревают с такой скоростью, чтобы оно прогревалось равномерно по всей толщине,
- 8. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ При затвердевании стали происходит ликвация – неравномерное распределение химических элементов, составляющих сталь,
- 9. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ 2) НОРМАЛИЗАЦИЯ - это отжиг, при котором охлаждение происходит на воздухе. После
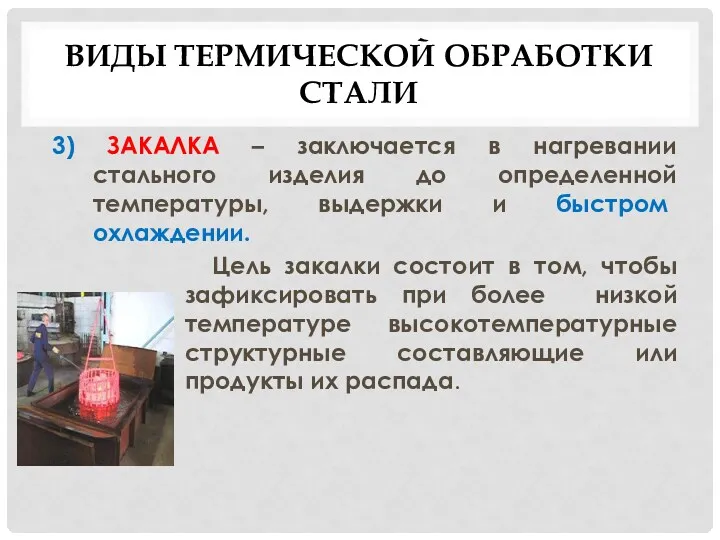
- 10. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ 3) ЗАКАЛКА – заключается в нагревании стального изделия до определенной температуры, выдержки
- 11. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ Скорость охлаждения зависит от охлаждающей среды. Распространенной охлаждающей жидкостью является вода. Кроме
- 12. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ Сталь различного состава при одинаковом режиме закалки имеет неодинаковую толщину закаленного слоя.
- 13. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ 4) ОТПУСК – заключается в нагреве закаленной стали до определенной температуры (ниже
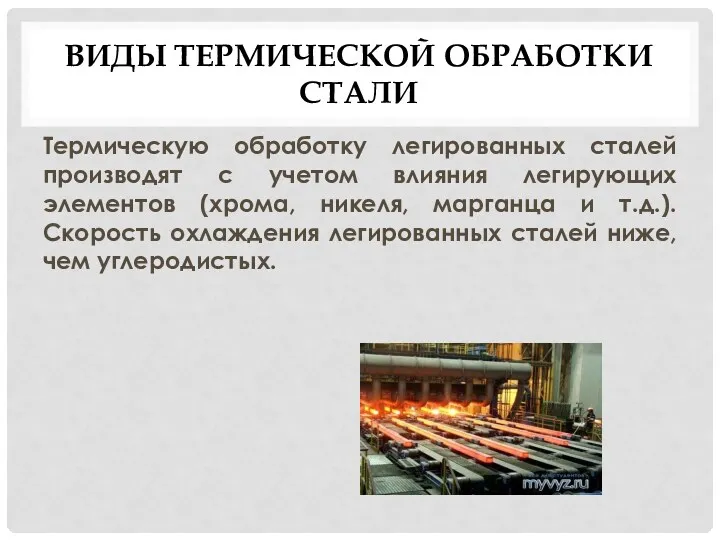
- 14. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ Термическую обработку легированных сталей производят с учетом влияния легирующих элементов (хрома, никеля,
- 16. Скачать презентацию
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Основы термической обработки металла заложены в конце XIX века
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Основы термической обработки металла заложены в конце XIX века
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термическая обработка стали основана на свойстве металлов изменять свою
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термическая обработка стали основана на свойстве металлов изменять свою
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Режим нагревания, выдержки и охлаждении зависит от того, из
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Режим нагревания, выдержки и охлаждении зависит от того, из
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Температуру нагрева изделия можно также определить по цветам побежалости
СУЩНОСТЬ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Температуру нагрева изделия можно также определить по цветам побежалости
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
ОТЖИГ заключается в нагревании изделия до определенной температуры,
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
ОТЖИГ заключается в нагревании изделия до определенной температуры,
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Изделие нагревают с такой скоростью, чтобы оно прогревалось
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Изделие нагревают с такой скоростью, чтобы оно прогревалось
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
При затвердевании стали происходит ликвация – неравномерное распределение
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
При затвердевании стали происходит ликвация – неравномерное распределение
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
2) НОРМАЛИЗАЦИЯ - это отжиг, при котором охлаждение
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
2) НОРМАЛИЗАЦИЯ - это отжиг, при котором охлаждение
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
3) ЗАКАЛКА – заключается в нагревании стального изделия
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
3) ЗАКАЛКА – заключается в нагревании стального изделия
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Скорость охлаждения зависит от охлаждающей среды. Распространенной охлаждающей
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Скорость охлаждения зависит от охлаждающей среды. Распространенной охлаждающей
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Сталь различного состава при одинаковом режиме закалки имеет
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Сталь различного состава при одинаковом режиме закалки имеет
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
4) ОТПУСК – заключается в нагреве закаленной стали
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
4) ОТПУСК – заключается в нагреве закаленной стали
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическую обработку легированных сталей производят с учетом влияния
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическую обработку легированных сталей производят с учетом влияния
 классный час Широкая Масленица: обычаи и обряды
классный час Широкая Масленица: обычаи и обряды Мой любимый детский сад. Экскурсия в медицинский кабинет
Мой любимый детский сад. Экскурсия в медицинский кабинет презентация к статье Преемственность урочной и внеурочной деятельности – единая система достижения планируемых результатов.
презентация к статье Преемственность урочной и внеурочной деятельности – единая система достижения планируемых результатов. Обобщающий урок по теме Все действия с рациональными числами 6 класс
Обобщающий урок по теме Все действия с рациональными числами 6 класс Завод имени Кузнецова. Испытательная площадка
Завод имени Кузнецова. Испытательная площадка Aparate de fotografiat. Fotografia digitală
Aparate de fotografiat. Fotografia digitală Защита и автоматика ЛЭП
Защита и автоматика ЛЭП Нашей дорогой, любимой маме и бабушке, посвящается
Нашей дорогой, любимой маме и бабушке, посвящается Консультация для воспитателей Утренник без стресса
Консультация для воспитателей Утренник без стресса Воздушное питание растений. Фотосинтез
Воздушное питание растений. Фотосинтез Презентация по картине И.И. Шишкина Зима
Презентация по картине И.И. Шишкина Зима Песня Мы вместе
Песня Мы вместе Пищевые отравления
Пищевые отравления Шутливый жанр
Шутливый жанр Причины возникновения речевых нарушений у детей
Причины возникновения речевых нарушений у детей Современные модели образовательного процесса ДОУ
Современные модели образовательного процесса ДОУ Методы сбора и обработки данных при помощи Python. Урок 5
Методы сбора и обработки данных при помощи Python. Урок 5 Административная ответственность физических и юридических лиц. Субъекты ответственности за нарушения таможенных правил
Административная ответственность физических и юридических лиц. Субъекты ответственности за нарушения таможенных правил Прохідницький комбайн
Прохідницький комбайн Современное состояние и охрана атмосферы
Современное состояние и охрана атмосферы Экологическая обстановка Санкт-Петербурга
Экологическая обстановка Санкт-Петербурга Социальные проблемы валютного ипотечного кредитования в России и пути их решения
Социальные проблемы валютного ипотечного кредитования в России и пути их решения Влияние параметров режимов сварки на качество сварного шва
Влияние параметров режимов сварки на качество сварного шва Проект: Мир профессий - АТЕЛЬЕ
Проект: Мир профессий - АТЕЛЬЕ Презентация классного часа Перед лицом возможной опасности
Презентация классного часа Перед лицом возможной опасности Визуализация. Повышение наглядности материала
Визуализация. Повышение наглядности материала Анализ повреждений магистралей первичной сети и разработка мероприятий по сокращению времени проведения ремонтных работ
Анализ повреждений магистралей первичной сети и разработка мероприятий по сокращению времени проведения ремонтных работ Гемодинамика. Движение крови по сосудам
Гемодинамика. Движение крови по сосудам