- Точечная сварка

Содержание
- 2. Введение
- 3. Введение Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла до температуры его плавления
- 4. Схема точечной сварки
- 5. Особенности точечной сварки
- 6. Особенности точечной сварки Особенностями точечной сварки являются: малое время сварки (от 0,1 до нескольких секунд), большой
- 7. Последовательность процессов при контактной точечной сварке
- 8. Последовательность процессов при контактной точечной сварке Весь процесс точечной сварки можно условно разделить на 3 этапа.
- 9. Последовательность процессов при контактной точечной сварке Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра.
- 10. Основные параметры контактной точечной сварки
- 11. Основные параметры контактной точечной сварки К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ),
- 12. Оборудование для точечной сварки
- 13. Оборудование для точечной сварки машины для сварки переменным током; аппараты низкочастотной точечной сварки; машины конденсаторного типа;
- 14. Дефекты контактной точечной сварки
- 15. Дефекты контактной точечной сварки Дефекты точечной сварки подразделяются на три типа: отклонения размеров литой зоны от
- 16. Дефекты контактной точечной сварки Непровар полный или частичный Наружные трещины Разрывы у кромок нахлестки Глубокие вмятины
- 17. Исправление дефектов Самым простым является повторная точечная или иная сварка. Дефектное место рекомендуется вырезать или высверлить.
- 19. Скачать презентацию
Введение
Введение
Введение
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла
Введение
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла
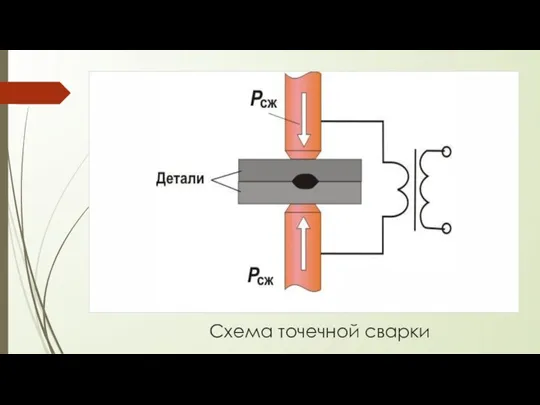
Схема точечной сварки
Схема точечной сварки
Особенности точечной сварки
Особенности точечной сварки
Особенности точечной сварки
Особенностями точечной сварки являются: малое время сварки (от 0,1
Особенности точечной сварки
Особенностями точечной сварки являются: малое время сварки (от 0,1
Последовательность процессов при контактной точечной сварке
Последовательность процессов при контактной точечной сварке
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно
Последовательность процессов при контактной точечной сварке
Выключение тока, охлаждение и кристаллизация металла,
Последовательность процессов при контактной точечной сварке
Выключение тока, охлаждение и кристаллизация металла,
Основные параметры контактной точечной сварки
Основные параметры контактной точечной сварки
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся:
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся:
Оборудование для точечной сварки
Оборудование для точечной сварки
Оборудование для точечной сварки
машины для сварки переменным током;
аппараты низкочастотной точечной сварки;
машины
Оборудование для точечной сварки
машины для сварки переменным током;
аппараты низкочастотной точечной сварки;
машины
Дефекты контактной точечной сварки
Дефекты контактной точечной сварки
Дефекты контактной точечной сварки
Дефекты точечной сварки подразделяются на три типа:
отклонения размеров
Дефекты контактной точечной сварки
Дефекты точечной сварки подразделяются на три типа:
отклонения размеров
Дефекты контактной точечной сварки
Непровар полный или частичный
Наружные трещины
Разрывы у кромок нахлестки
Глубокие
Дефекты контактной точечной сварки
Непровар полный или частичный
Наружные трещины
Разрывы у кромок нахлестки
Глубокие
Исправление дефектов
Самым простым является повторная точечная или иная сварка. Дефектное место
Исправление дефектов
Самым простым является повторная точечная или иная сварка. Дефектное место
 Англицизмы в современной речи молодёжи
Англицизмы в современной речи молодёжи Богатства, отданные людям. Французов Борис Федорович
Богатства, отданные людям. Французов Борис Федорович Генные сети
Генные сети Презентация проекта Что зеркало расскажет обо мне?
Презентация проекта Что зеркало расскажет обо мне? Договор на выполнение научно-исследовательских, опытно-конструкторских и технологических работ
Договор на выполнение научно-исследовательских, опытно-конструкторских и технологических работ Технология развития критического мышления через чтение и письмо (РКМЧП)
Технология развития критического мышления через чтение и письмо (РКМЧП) Европейский суд по правам человека
Европейский суд по правам человека Конспект интегрированного логопедического занятия Времена года, круговорот воды в природе и безударные гласные
Конспект интегрированного логопедического занятия Времена года, круговорот воды в природе и безударные гласные Презентация Мои проекты из опыта работы
Презентация Мои проекты из опыта работы Буддизм. Возникновение
Буддизм. Возникновение Картины русской истории
Картины русской истории Самопрезентация в практической профессиональной деятельности педагога
Самопрезентация в практической профессиональной деятельности педагога гендерное воспитание
гендерное воспитание Antibiotics affecting codon phase-dependent binding of aminoacyl-tRNA to the ribosome
Antibiotics affecting codon phase-dependent binding of aminoacyl-tRNA to the ribosome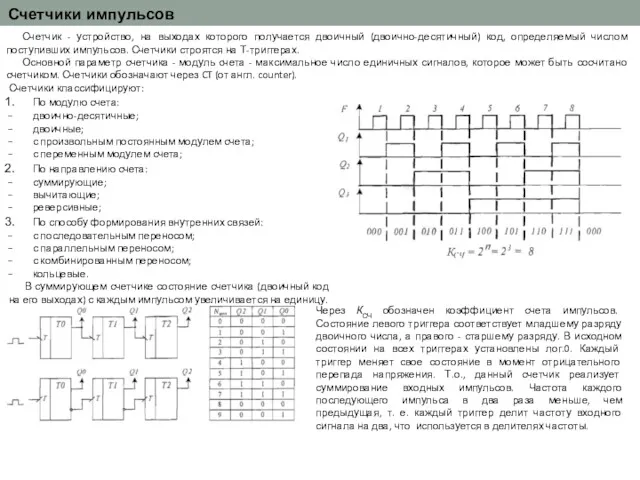 Цифровая схемотехника. Счетчики импульсов. 2
Цифровая схемотехника. Счетчики импульсов. 2 Quiz household items furniture
Quiz household items furniture Документация и инвентаризация
Документация и инвентаризация Индуизм
Индуизм Алюминиевые профильные системы
Алюминиевые профильные системы Приказное производство. Исковое производство
Приказное производство. Исковое производство Профессия репортёр
Профессия репортёр Prezentatsia_VRK_1 (1)
Prezentatsia_VRK_1 (1) Маркетинговые коммуникации при управлении территорией. Оценка потенциала территории
Маркетинговые коммуникации при управлении территорией. Оценка потенциала территории Большая история
Большая история Презентация Олимпиада 2014
Презентация Олимпиада 2014 Мир профессий. Игра
Мир профессий. Игра Експлуатація системи контролю ізоляції суднової мережі
Експлуатація системи контролю ізоляції суднової мережі Райская птица и сова филин
Райская птица и сова филин