- Углеродистая сталь

Содержание
- 2. ПОСТОЯННЫЕ ПРИМЕСИ В СТАЛИ Полезными примесями являются марганец и кремний. Марганец и кремний вводятся в процессе
- 3. Постоянные примеси в стали Вредными примесями являются сера и фосфор. Фосфор содержится в стали в количестве
- 4. КЛАССИФИКАЦИЯ УГЛЕРОДИСТЫХ СТАЛЕЙ По структуре : доэвтектоидные (до 0,8 % С); эвтектоидные (0,8 % С); заэвтектоидные
- 5. Требования к конструкционным сталям Конструкционные стали должны обладать высокой конструкционной прочностью, обеспечивать длительную и надежную работу
- 6. УГЛЕРОДИСТЫЕ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА, ГОСТ 380-2005 Выпускаются в виде проката и поковок (прутки, балки, листы, уголки,
- 7. МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ А Стали группы А поставляются с гарантированными механическими свойствами,
- 8. ХИМИЧЕСКИЙ СОСТАВ УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ Б Стали группы Б поставляют с гарантированным химическим составом.
- 9. Стали группы В поставляются с гарантирован-ными механическими свойствами и химическим составом. Их применяют для производства сварных
- 10. УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ, ГОСТ 1050-88 Имеют более низкое содержание вредных примесей и неметаллических включений, чем стали
- 11. ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ КАЧЕСТВЕННЫХ СТАЛЕЙ, ГОСТ 1050-88
- 12. СРЕДНЕ- И ВЫСОКОУГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ И СТАЛИ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ МАРГАНЦА Среднеуглеродистые стали 30, 35, 40,
- 13. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ Инструментальные стали предназначены для изготовления режущего, измерительного и штампового инструмента. Требуемые свойства –
- 14. Механические свойства инструментальной нелегированной термически обработанной металлопродукции из стали
- 15. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ Термическая обработка – это совокупность операций нагрева, выдержки и охлаждения твердых металлических сплавов
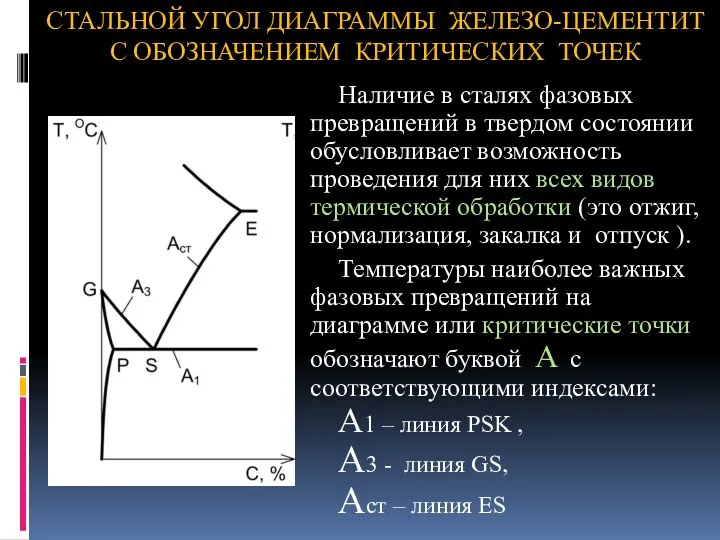
- 16. СТАЛЬНОЙ УГОЛ ДИАГРАММЫ ЖЕЛЕЗО-ЦЕМЕНТИТ С ОБОЗНАЧЕНИЕМ КРИТИЧЕСКИХ ТОЧЕК Наличие в сталях фазовых превращений в твердом состоянии
- 17. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТЖИГ. Отжиг – термическая обработка, заключающаяся в нагреве металла, находящегося в
- 18. Интервал температуры нагрева при отжиге II рода (1) и нормализации (2) сталей
- 19. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. НОРМАЛИЗАЦИЯ. Нормализация - нагрев доэвтектоидной стали до температуры, превышающей точку А3
- 20. Структуры до и после отжига и нормализации сталей а – строчечная структура конструкционной углеродистой стали 40,
- 21. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ЗАКАЛКА. ЗАКАЛКА - это термическая обработка, состоящая из нагрева стали до
- 22. ИНТЕРВАЛ ТЕМПЕРАТУР НАГРЕВА ПОД ЗАКАЛКУ УГЛЕРОДИСТЫХ СТАЛЕЙ
- 23. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТПУСК. ОТПУСК - нагрев закалённой стали до температуры ниже фазовых превращений
- 24. ВИДЫ ОТПУСКА СТАЛЕЙ В зависимости от температуры нагрева различают: Низкий отпуск. Нагрев до 150-200 °С и
- 25. ИЗМЕНЕНИЕ СВОЙСТВ СТАЛЕЙ ПРИ ОТПУСКЕ
- 26. Схема построения диаграммы изотермического превращения переохлажденного аустенита
- 27. Диаграммы изотермического распада переохлажденного аустенита а – доэвтектоидная сталь (0,45 % С), б – эвтектоидная сталь
- 28. МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ В СТАЛЯХ
- 30. Скачать презентацию
ПОСТОЯННЫЕ ПРИМЕСИ В СТАЛИ
Полезными примесями являются марганец и кремний.
Марганец и кремний
ПОСТОЯННЫЕ ПРИМЕСИ В СТАЛИ
Полезными примесями являются марганец и кремний.
Марганец и кремний
Постоянные примеси в стали
Вредными примесями являются сера и фосфор.
Фосфор содержится в
Постоянные примеси в стали
Вредными примесями являются сера и фосфор.
Фосфор содержится в
КЛАССИФИКАЦИЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
По структуре :
доэвтектоидные (до 0,8 % С);
эвтектоидные
КЛАССИФИКАЦИЯ УГЛЕРОДИСТЫХ СТАЛЕЙ
По структуре :
доэвтектоидные (до 0,8 % С);
эвтектоидные
Требования к конструкционным сталям
Конструкционные стали должны обладать высокой конструкционной прочностью, обеспечивать
Требования к конструкционным сталям
Конструкционные стали должны обладать высокой конструкционной прочностью, обеспечивать
УГЛЕРОДИСТЫЕ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА, ГОСТ 380-2005
Выпускаются в виде проката и поковок
УГЛЕРОДИСТЫЕ СТАЛИ ОБЫКНОВЕННОГО КАЧЕСТВА, ГОСТ 380-2005
Выпускаются в виде проката и поковок
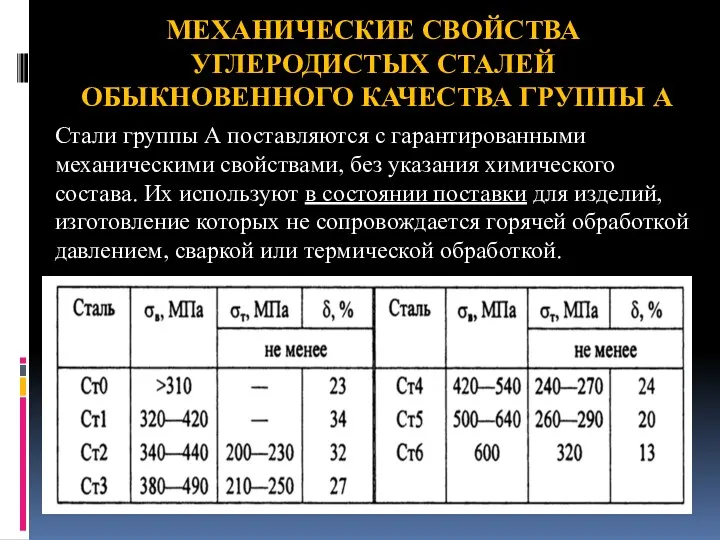
МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ А
Стали группы А
МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ А
Стали группы А
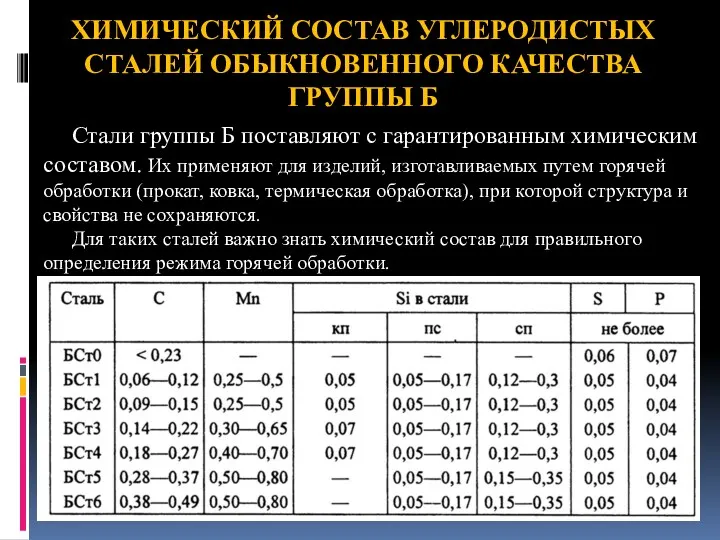
ХИМИЧЕСКИЙ СОСТАВ УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ Б
Стали группы Б поставляют
ХИМИЧЕСКИЙ СОСТАВ УГЛЕРОДИСТЫХ СТАЛЕЙ ОБЫКНОВЕННОГО КАЧЕСТВА ГРУППЫ Б
Стали группы Б поставляют
Стали группы В поставляются с гарантирован-ными механическими свойствами и химическим
Стали группы В поставляются с гарантирован-ными механическими свойствами и химическим
УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ, ГОСТ 1050-88
Имеют более низкое содержание вредных примесей
УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ, ГОСТ 1050-88
Имеют более низкое содержание вредных примесей
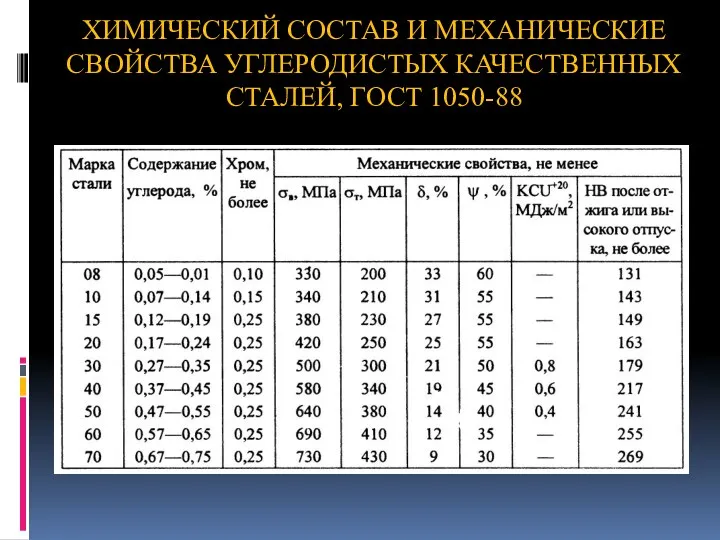
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ КАЧЕСТВЕННЫХ СТАЛЕЙ, ГОСТ 1050-88
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ КАЧЕСТВЕННЫХ СТАЛЕЙ, ГОСТ 1050-88
СРЕДНЕ- И ВЫСОКОУГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ И СТАЛИ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ МАРГАНЦА
СРЕДНЕ- И ВЫСОКОУГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ И СТАЛИ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ МАРГАНЦА
УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальные стали предназначены для изготовления режущего, измерительного и штампового
УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальные стали предназначены для изготовления режущего, измерительного и штампового
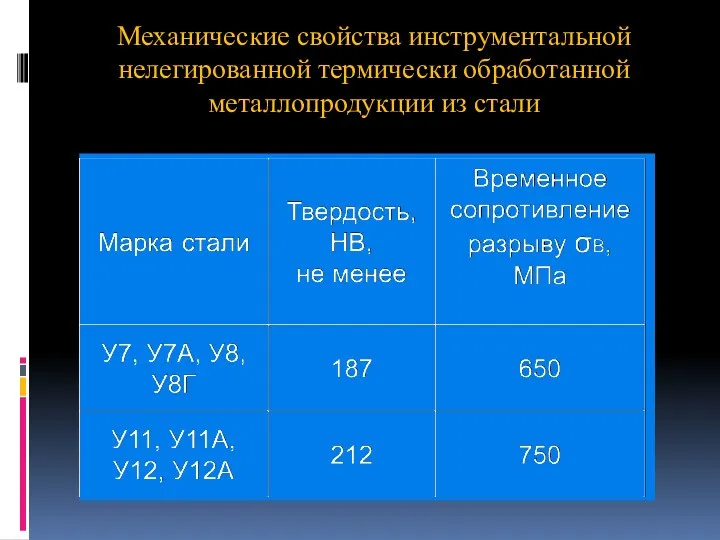
Механические свойства инструментальной
нелегированной термически обработанной
металлопродукции из стали
Механические свойства инструментальной
нелегированной термически обработанной
металлопродукции из стали
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Термическая обработка – это совокупность операций нагрева, выдержки и
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Термическая обработка – это совокупность операций нагрева, выдержки и
СТАЛЬНОЙ УГОЛ ДИАГРАММЫ ЖЕЛЕЗО-ЦЕМЕНТИТ
С ОБОЗНАЧЕНИЕМ КРИТИЧЕСКИХ ТОЧЕК
Наличие в сталях фазовых
СТАЛЬНОЙ УГОЛ ДИАГРАММЫ ЖЕЛЕЗО-ЦЕМЕНТИТ
С ОБОЗНАЧЕНИЕМ КРИТИЧЕСКИХ ТОЧЕК
Наличие в сталях фазовых
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТЖИГ.
Отжиг – термическая обработка, заключающаяся в
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТЖИГ.
Отжиг – термическая обработка, заключающаяся в
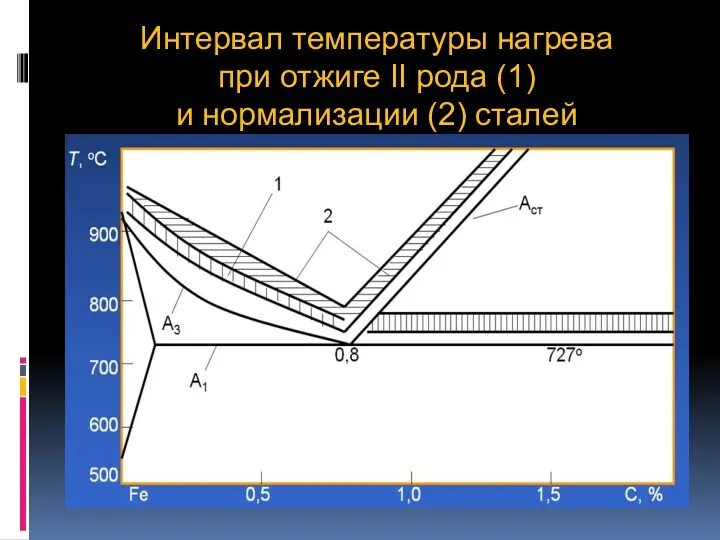
Интервал температуры нагрева
при отжиге II рода (1)
и нормализации (2)
Интервал температуры нагрева при отжиге II рода (1) и нормализации (2)
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. НОРМАЛИЗАЦИЯ.
Нормализация - нагрев доэвтектоидной стали до
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. НОРМАЛИЗАЦИЯ.
Нормализация - нагрев доэвтектоидной стали до
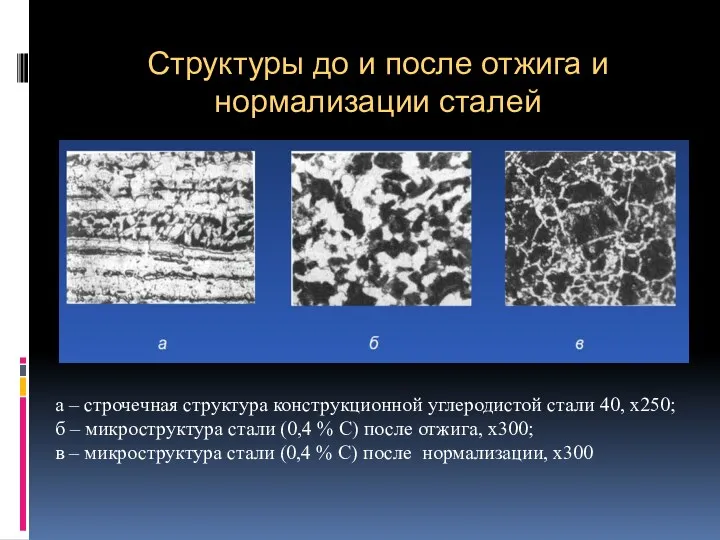
Структуры до и после отжига и нормализации сталей
а – строчечная структура
Структуры до и после отжига и нормализации сталей
а – строчечная структура
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ЗАКАЛКА.
ЗАКАЛКА - это термическая обработка, состоящая
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ЗАКАЛКА.
ЗАКАЛКА - это термическая обработка, состоящая
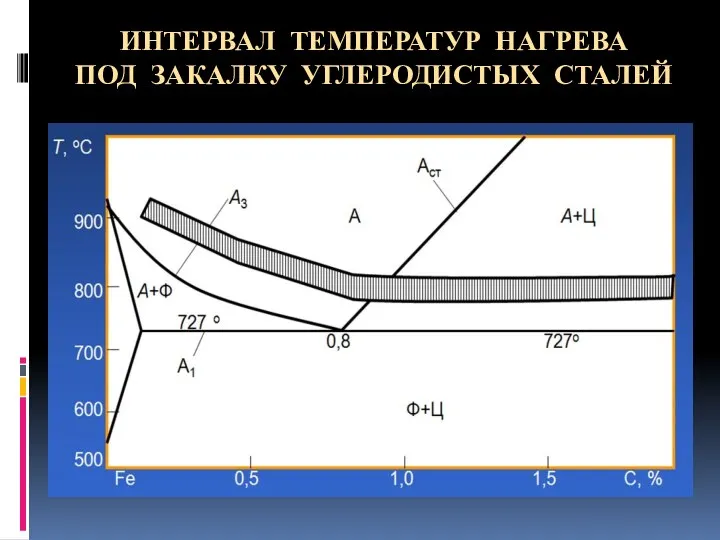
ИНТЕРВАЛ ТЕМПЕРАТУР НАГРЕВА
ПОД ЗАКАЛКУ УГЛЕРОДИСТЫХ СТАЛЕЙ
ИНТЕРВАЛ ТЕМПЕРАТУР НАГРЕВА
ПОД ЗАКАЛКУ УГЛЕРОДИСТЫХ СТАЛЕЙ
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТПУСК.
ОТПУСК - нагрев закалённой стали до
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. ОТПУСК.
ОТПУСК - нагрев закалённой стали до
ВИДЫ ОТПУСКА СТАЛЕЙ
В зависимости от температуры нагрева различают:
Низкий отпуск. Нагрев
ВИДЫ ОТПУСКА СТАЛЕЙ
В зависимости от температуры нагрева различают:
Низкий отпуск. Нагрев
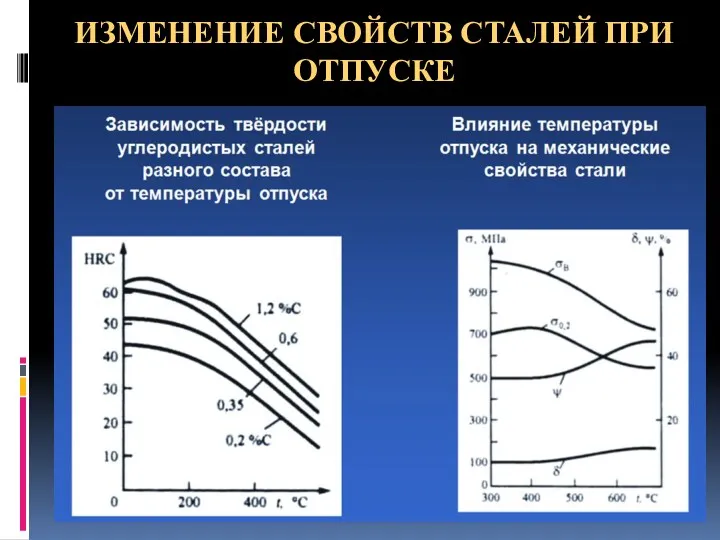
ИЗМЕНЕНИЕ СВОЙСТВ СТАЛЕЙ ПРИ ОТПУСКЕ
ИЗМЕНЕНИЕ СВОЙСТВ СТАЛЕЙ ПРИ ОТПУСКЕ
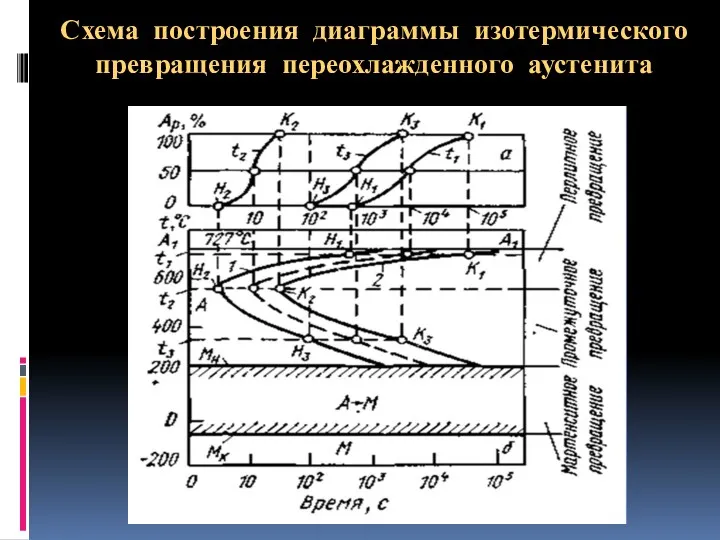
Схема построения диаграммы изотермического превращения переохлажденного аустенита
Схема построения диаграммы изотермического превращения переохлажденного аустенита
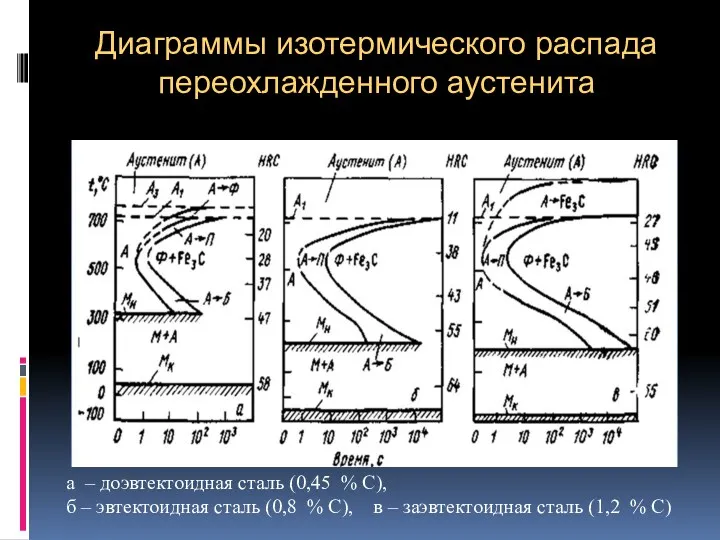
Диаграммы изотермического распада переохлажденного аустенита
а – доэвтектоидная сталь (0,45 %
Диаграммы изотермического распада переохлажденного аустенита
а – доэвтектоидная сталь (0,45 %
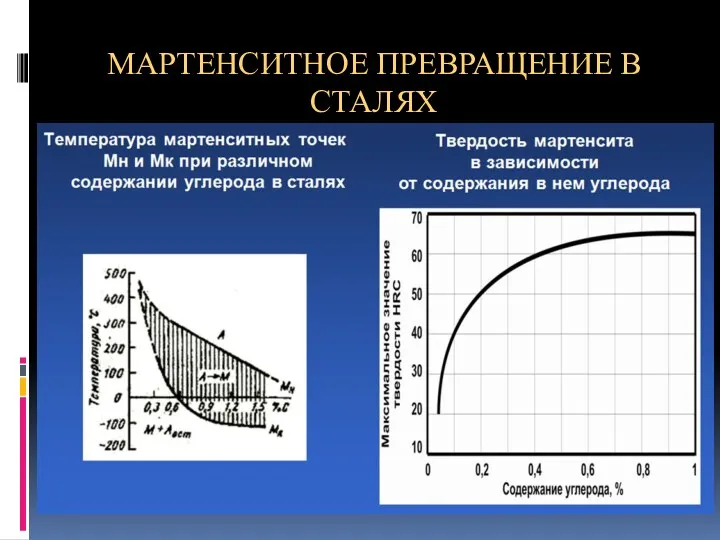
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ В СТАЛЯХ
МАРТЕНСИТНОЕ ПРЕВРАЩЕНИЕ В СТАЛЯХ
 Открытка к Дню защитника Отечества
Открытка к Дню защитника Отечества Свойства параллельных плоскостей
Свойства параллельных плоскостей Танцы народов Кавказа
Танцы народов Кавказа Разложение многочленов на множители
Разложение многочленов на множители презентация Фронтовая тетрадь- песенник Трифонова С.И.
презентация Фронтовая тетрадь- песенник Трифонова С.И. Развитие чувства времени у детей старшего дошкольного возраста
Развитие чувства времени у детей старшего дошкольного возраста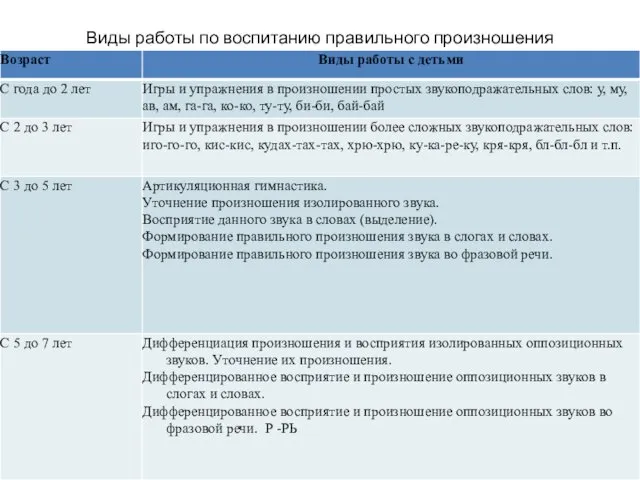 Виды работы по воспитанию правильного произношения
Виды работы по воспитанию правильного произношения Отгадай слово по первым звукам
Отгадай слово по первым звукам Реформы в 1900 – 1912 гг
Реформы в 1900 – 1912 гг Электрические трансформаторы. Расчет трансформаторов
Электрические трансформаторы. Расчет трансформаторов класс Вред
класс Вред Морфологический разбор имени существительного
Морфологический разбор имени существительного Инструктаж по ТБ и ОТ. Введение: инструктаж, знакомство
Инструктаж по ТБ и ОТ. Введение: инструктаж, знакомство Прсоединение Крыма к России
Прсоединение Крыма к России Каменный век на Кавказе
Каменный век на Кавказе Контроль за точністю руху сільськогосподарської техніки та обладнання
Контроль за точністю руху сільськогосподарської техніки та обладнання К. Паустовский Теплый хлеб
К. Паустовский Теплый хлеб Анализ работы фонда скважин Сологаевского месторождения пласта Д
Анализ работы фонда скважин Сологаевского месторождения пласта Д Мастер-класс Использование технологии развития критического мышления через чтение и письмо на примере урока чтения во 2 классе по теме В. Драгунский Заколдованная буква
Мастер-класс Использование технологии развития критического мышления через чтение и письмо на примере урока чтения во 2 классе по теме В. Драгунский Заколдованная буква Microsoft Word. Создание первого документа Word
Microsoft Word. Создание первого документа Word практические работы
практические работы Цели компании Coca-Cola
Цели компании Coca-Cola Презентация Дифференциация звуков Б-П
Презентация Дифференциация звуков Б-П مهارات الحاسب الآلي
مهارات الحاسب الآلي Презентация Петр Великий
Презентация Петр Великий Авраам Линкольн
Авраам Линкольн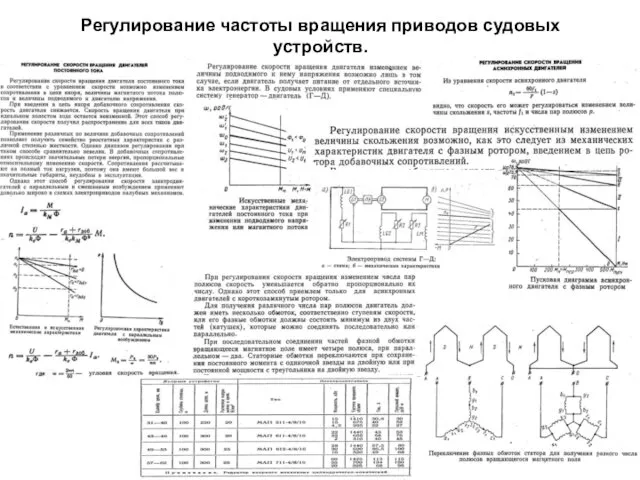 Регулирование частоты вращения приводов судовых устройств. Техническое обслуживание Дизель-генераторов. (Билет 30)
Регулирование частоты вращения приводов судовых устройств. Техническое обслуживание Дизель-генераторов. (Билет 30) Путешествие в космос
Путешествие в космос