- Управление качеством

Содержание
- 2. Статистические методы в управлении качеством 7 инструментов контроля качества Контрольный лист Гистограмма Стратификация Диаграмма Исикавы Диаграмма
- 3. 1.Контрольный листок Контрольный листок (или лист) – инструмент для сбора данных и автоматического их упорядочения для
- 4. Виды контрольных листков Контрольный листок для регистрации измеряемого параметра в ходе производственного процесса могут наблюдаться отклонения
- 5. Гистограмма - это инструмент, позволяющий зрительно оценить: - закон распределения статистических данных; - величину разброса данных;
- 6. 3. МЕТОД СТРАТИФИКАЦИИ (ГРУППИРОВКИ,РАСЛАИВАНИЯ) СТАТИСТИЧЕСКИХ ДАННЫХ Стратификация – разделение полученных данных на отдельные группы (слои, страты)
- 7. 4. ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА ИСИКАВЫ Диаграмма Исикавы представляет собой средство графического упорядочения факторов, влияющих на объект анализа.
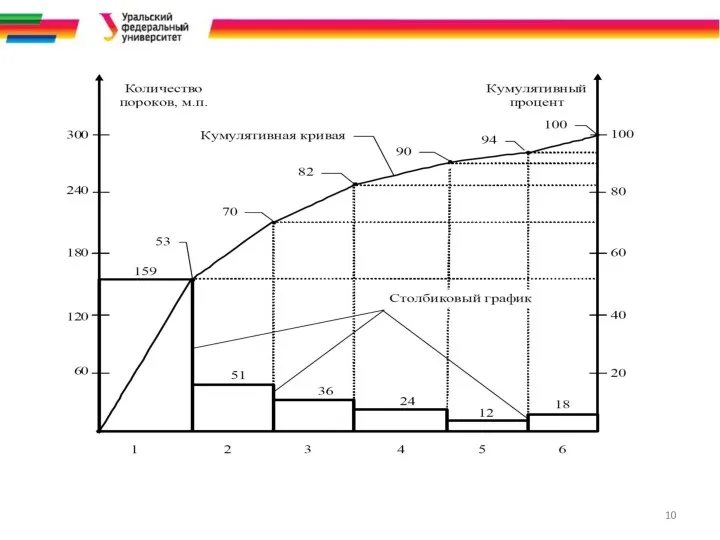
- 8. 5. ДИАГРАММА ПАРЕТО Диаграмма Парето – разновидность столбиковой диаграммы, применяемой для наглядного отображения рассматриваемых факторов в
- 9. Виды диаграмм: 1. Диаграммы Парето по результатам деятельности. - качество продукции – дефекты, поломки, ошибки, отказы,
- 11. 6. ДИАГРАММА РАЗБРОСА (РАССЕИВАНИЯ) Диаграмма разброса (рассеивания) – инструмент, позволяющий определить вид и тесноту связи между
- 12. Виды зависимостей между двумя переменными
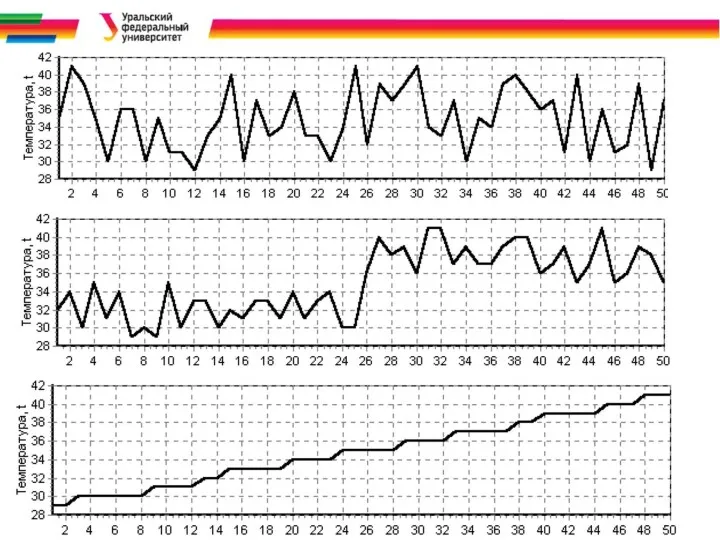
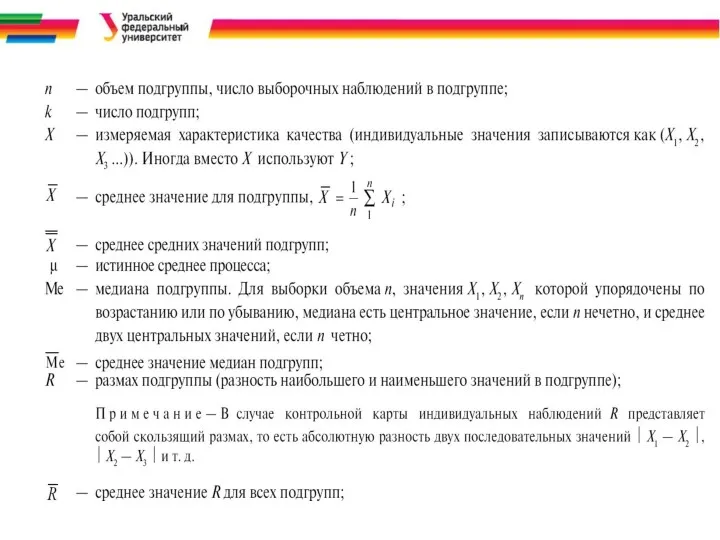
- 13. 7. Контрольные карты Контрольные карты– это представление полученных в ходе технологического процесса данных в виде точек
- 15. ЭДиРРВ. Введение
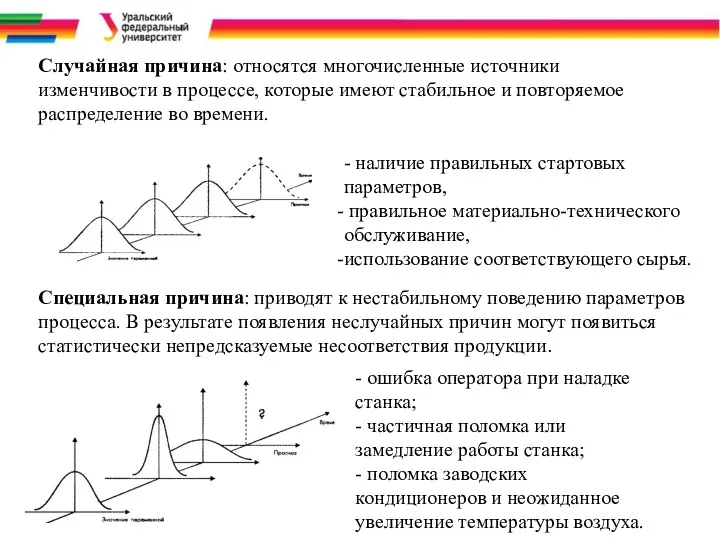
- 16. Специальная причина: приводят к нестабильному поведению параметров процесса. В результате появления неслучайных причин могут появиться статистически
- 17. Контрольные карты– это представление полученных в ходе технологического процесса данных в виде точек (или графика) в
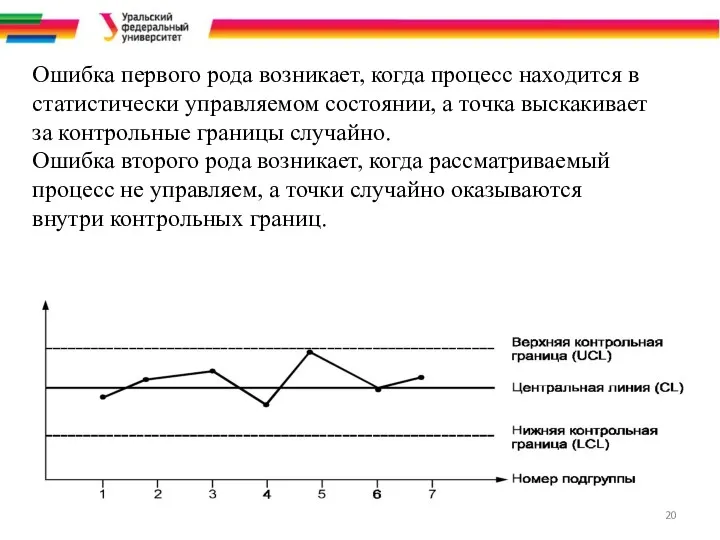
- 20. Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии, а точка выскакивает за контрольные
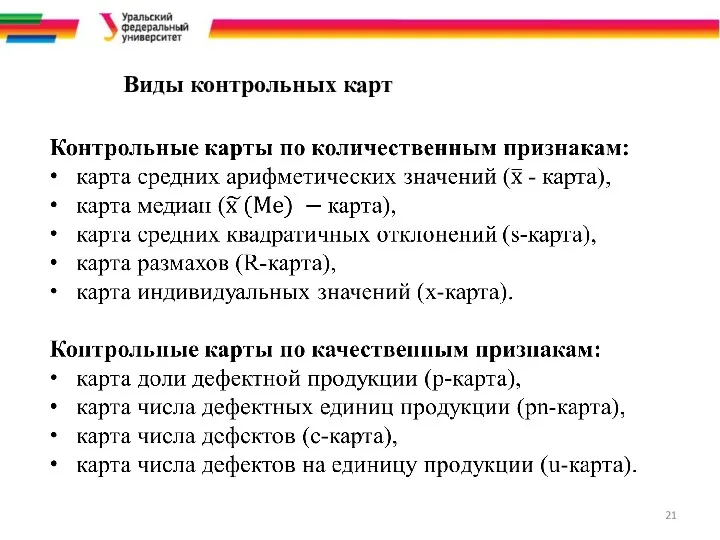
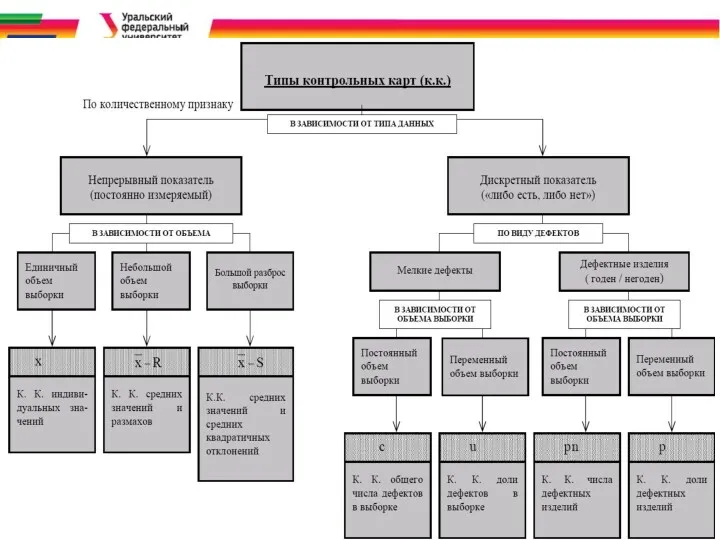
- 21. Виды контрольных карт
- 22. Карта средних значений используется для контроля отклонения параметра от нормы.
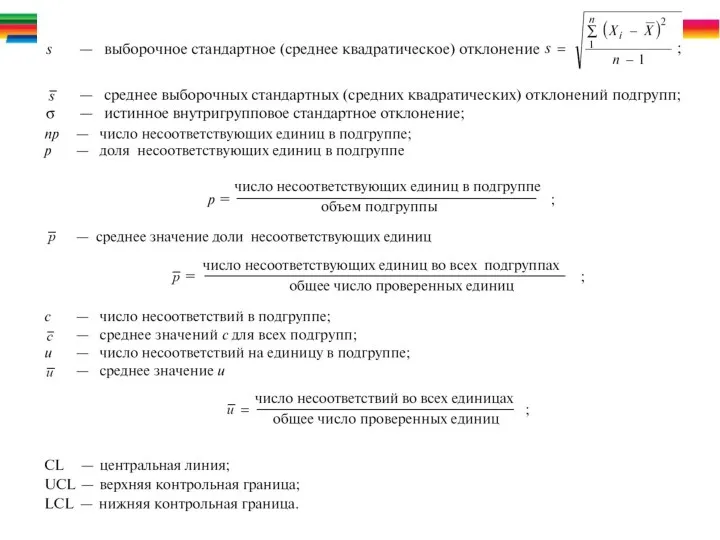
- 23. Карта медиан используется вместо карты средних значений, когда хотят упростить расчёты. Карта средних квадратичных отклонений используется
- 24. Карта размахов используется вместо карты средних квадратичных отклонений, когда хотят упростить расчёты. - это среднее размахов
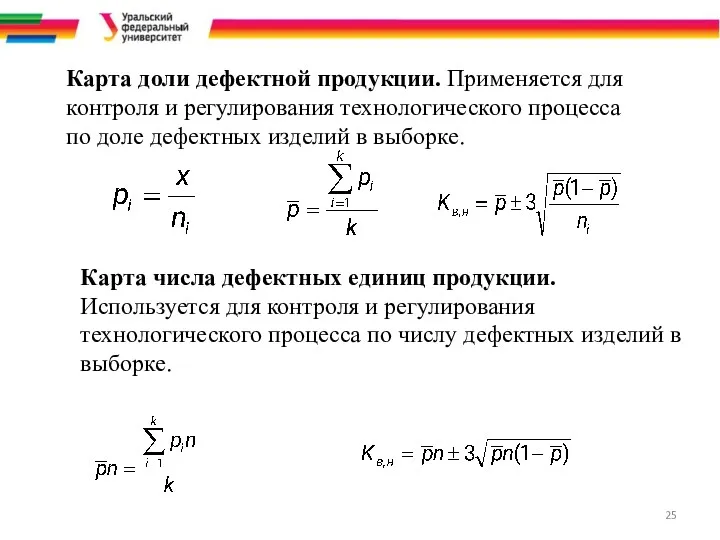
- 25. Карта доли дефектной продукции. Применяется для контроля и регулирования технологического процесса по доле дефектных изделий в
- 26. Карта числа дефектов. В этих картах регистрируется число дефектов c, выявленных в установленной единице контролируемой продукции.
- 28. Порядок управления качеством
- 29. Управление качеством
- 30. Процессы управления качеством Планирование качества – определений стандартов качества, которые соответствуют проекту, и средства удовлетворения этих
- 31. Цели управления качеством Снижение себестоимости продукции Рост прибыли Повышение капитализации и инвестиционной привлекательности компании Повышение управляемости
- 32. Э. Деминг и повторяющееся усовершенствование (цикл PDCA) Непрерывный цикл совершенствования PDCA – Plan, Do, Check, Act
- 33. Тотальное управление качеством (TQM) Качество – не самостоятельная функция управления, а неотъемлемый элемент проекта в целом
- 34. 6 сигм Высокотехнологичная методика точной настройки бизнес - процессов, применяемая с целью минимизации вероятности возникновения дефектов
- 35. Бенчмаркинг Бенчмаркинг - это способ нахождения возможностей для улучшения (совершенствования) на основе сравнения своей деятельности с
- 36. Этапы бенч-маркинга План: понять и проверить главные факторы успеха Поиск: исследование подходящий компаний для сравнения Обзор:
- 37. Стоимость качества Стоимость предотвращения; Стоимость оценивания; Стоимость внутренних ошибок; Стоимость внешних расходов; Стоимость измерения, тестирования, оценки
- 39. Скачать презентацию
Статистические методы в управлении качеством
7 инструментов контроля качества
Контрольный лист
Гистограмма
Стратификация
Диаграмма Исикавы
Диаграмма Парето
Диаграмма
Статистические методы в управлении качеством
7 инструментов контроля качества
Контрольный лист
Гистограмма
Стратификация
Диаграмма Исикавы
Диаграмма Парето
Диаграмма
1.Контрольный листок
Контрольный листок (или лист) – инструмент для сбора данных и
1.Контрольный листок
Контрольный листок (или лист) – инструмент для сбора данных и
Виды контрольных листков
Контрольный листок для регистрации измеряемого параметра в ходе производственного
Виды контрольных листков
Контрольный листок для регистрации измеряемого параметра в ходе производственного
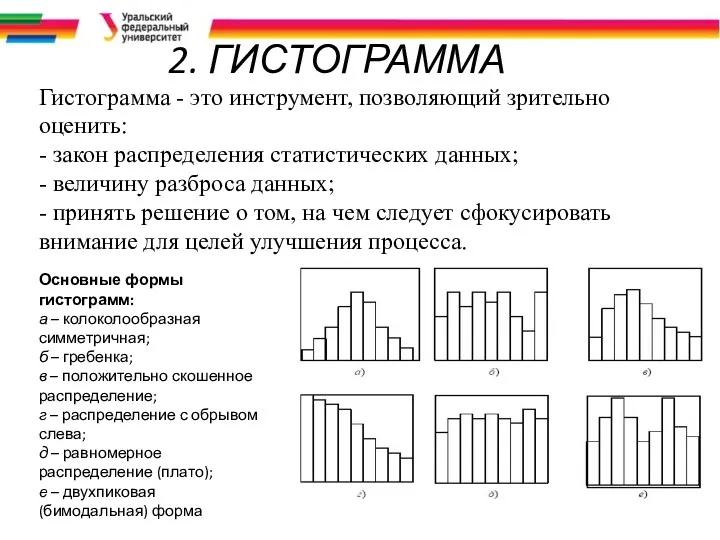
Гистограмма - это инструмент, позволяющий зрительно оценить:
- закон распределения статистических данных;
-
Гистограмма - это инструмент, позволяющий зрительно оценить: - закон распределения статистических данных; -
3. МЕТОД СТРАТИФИКАЦИИ (ГРУППИРОВКИ,РАСЛАИВАНИЯ) СТАТИСТИЧЕСКИХ ДАННЫХ
Стратификация – разделение полученных данных на
3. МЕТОД СТРАТИФИКАЦИИ (ГРУППИРОВКИ,РАСЛАИВАНИЯ) СТАТИСТИЧЕСКИХ ДАННЫХ
Стратификация – разделение полученных данных на
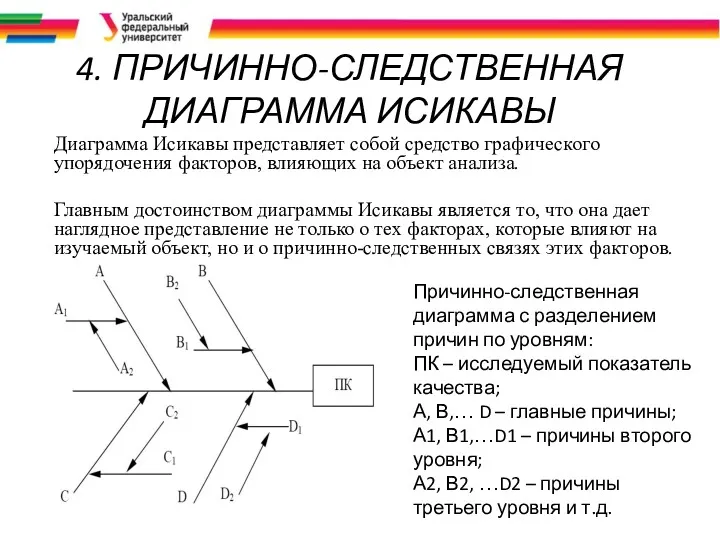
4. ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА ИСИКАВЫ
Диаграмма Исикавы представляет собой средство графического упорядочения факторов,
4. ПРИЧИННО-СЛЕДСТВЕННАЯ ДИАГРАММА ИСИКАВЫ
Диаграмма Исикавы представляет собой средство графического упорядочения факторов,
5. ДИАГРАММА ПАРЕТО
Диаграмма Парето – разновидность столбиковой диаграммы, применяемой для наглядного
5. ДИАГРАММА ПАРЕТО
Диаграмма Парето – разновидность столбиковой диаграммы, применяемой для наглядного
Виды диаграмм:
1. Диаграммы Парето по результатам деятельности.
- качество продукции – дефекты,
Виды диаграмм:
1. Диаграммы Парето по результатам деятельности.
- качество продукции – дефекты,
6. ДИАГРАММА РАЗБРОСА (РАССЕИВАНИЯ)
Диаграмма разброса (рассеивания) – инструмент, позволяющий определить вид
6. ДИАГРАММА РАЗБРОСА (РАССЕИВАНИЯ)
Диаграмма разброса (рассеивания) – инструмент, позволяющий определить вид
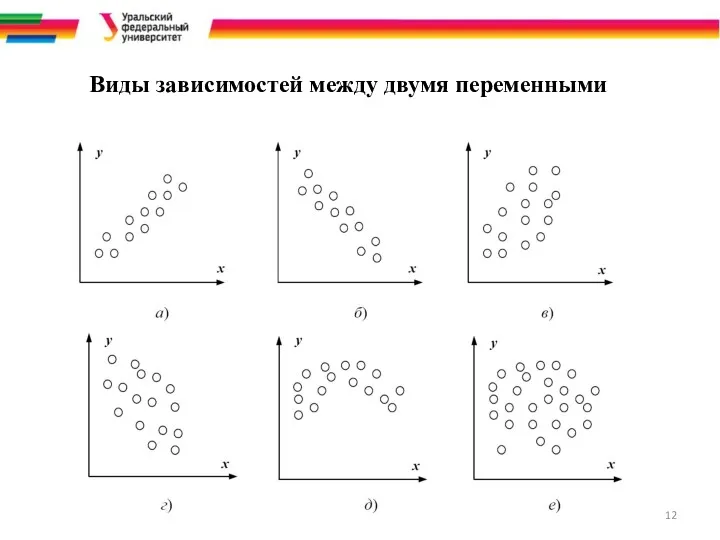
Виды зависимостей между двумя переменными
Виды зависимостей между двумя переменными
7. Контрольные карты
Контрольные карты– это представление полученных в ходе технологического процесса
7. Контрольные карты
Контрольные карты– это представление полученных в ходе технологического процесса
ЭДиРРВ. Введение
ЭДиРРВ. Введение
Специальная причина: приводят к нестабильному поведению параметров процесса. В результате появления
Специальная причина: приводят к нестабильному поведению параметров процесса. В результате появления
Контрольные карты– это представление полученных в ходе технологического процесса данных в
Контрольные карты– это представление полученных в ходе технологического процесса данных в
Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии,
Ошибка первого рода возникает, когда процесс находится в статистически управляемом состоянии,
Виды контрольных карт
Виды контрольных карт
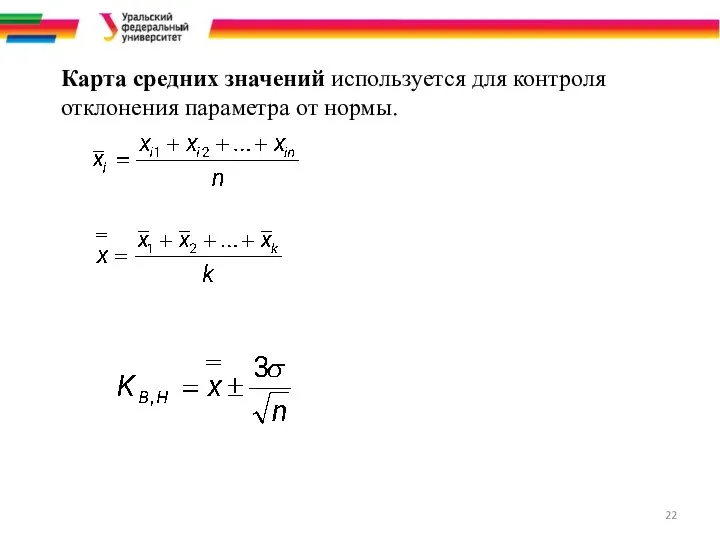
Карта средних значений используется для контроля отклонения параметра от нормы.
Карта средних значений используется для контроля отклонения параметра от нормы.
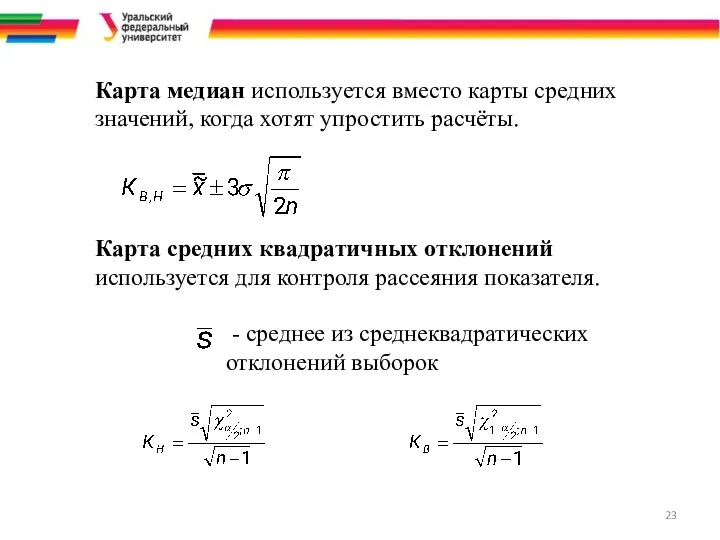
Карта медиан используется вместо карты средних значений, когда хотят упростить расчёты.
Карта
Карта медиан используется вместо карты средних значений, когда хотят упростить расчёты.
Карта
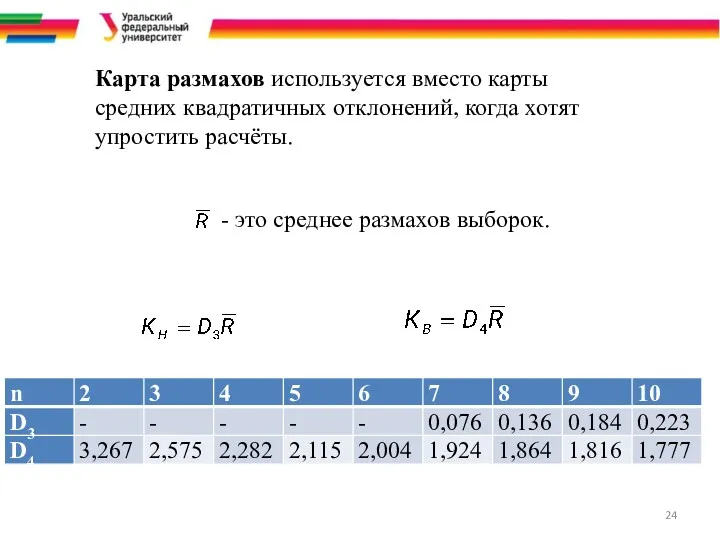
Карта размахов используется вместо карты средних квадратичных отклонений, когда хотят упростить
Карта размахов используется вместо карты средних квадратичных отклонений, когда хотят упростить
Карта доли дефектной продукции. Применяется для контроля и регулирования технологического процесса
Карта доли дефектной продукции. Применяется для контроля и регулирования технологического процесса
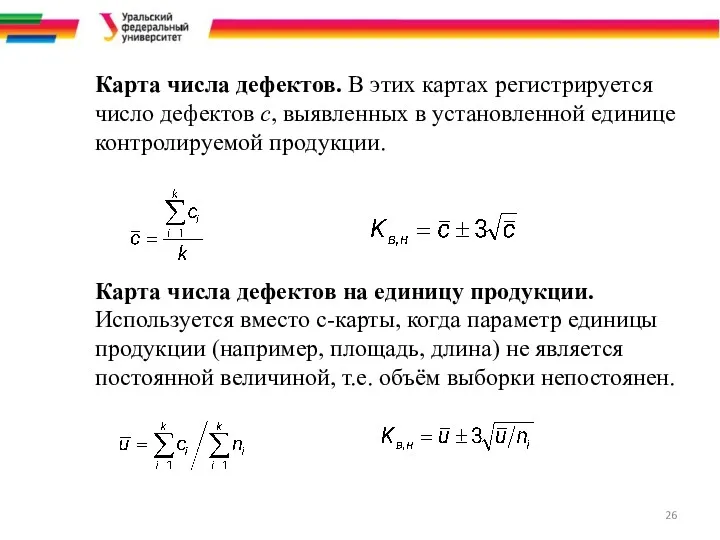
Карта числа дефектов. В этих картах регистрируется число дефектов c, выявленных
Карта числа дефектов. В этих картах регистрируется число дефектов c, выявленных
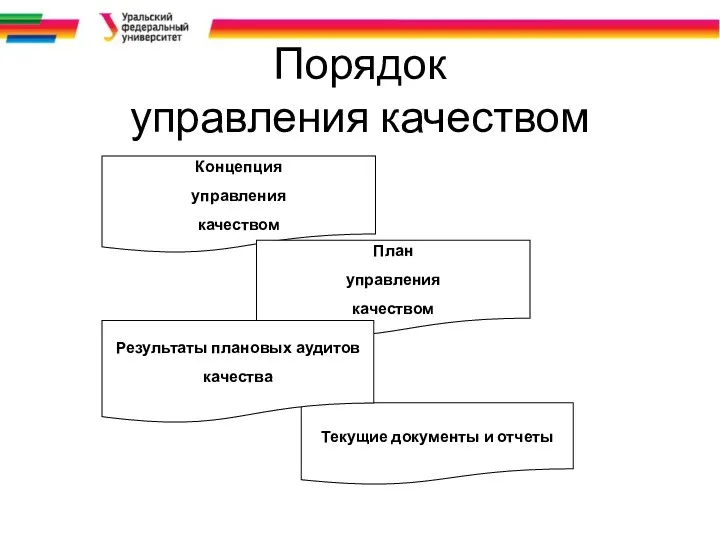
Порядок
управления качеством
Порядок
управления качеством

Управление качеством
Управление качеством
Процессы управления качеством
Планирование качества – определений стандартов качества, которые соответствуют проекту,
Процессы управления качеством
Планирование качества – определений стандартов качества, которые соответствуют проекту,
Цели управления качеством
Снижение себестоимости продукции
Рост прибыли
Повышение капитализации и инвестиционной привлекательности компании
Повышение
Цели управления качеством
Снижение себестоимости продукции
Рост прибыли
Повышение капитализации и инвестиционной привлекательности компании
Повышение
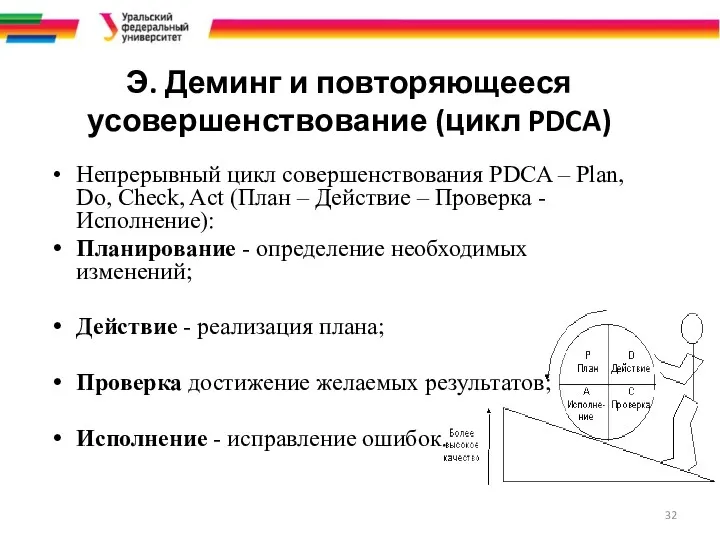
Э. Деминг и повторяющееся усовершенствование (цикл PDCA)
Непрерывный цикл совершенствования PDCA –
Э. Деминг и повторяющееся усовершенствование (цикл PDCA)
Непрерывный цикл совершенствования PDCA –
Тотальное управление качеством (TQM)
Качество – не самостоятельная функция управления, а неотъемлемый
Тотальное управление качеством (TQM)
Качество – не самостоятельная функция управления, а неотъемлемый
6 сигм
Высокотехнологичная методика точной настройки бизнес - процессов, применяемая с целью
6 сигм
Высокотехнологичная методика точной настройки бизнес - процессов, применяемая с целью
Бенчмаркинг
Бенчмаркинг - это способ нахождения возможностей для улучшения (совершенствования) на основе
Бенчмаркинг
Бенчмаркинг - это способ нахождения возможностей для улучшения (совершенствования) на основе
Этапы бенч-маркинга
План: понять и проверить главные факторы успеха
Поиск: исследование подходящий компаний
Этапы бенч-маркинга
План: понять и проверить главные факторы успеха
Поиск: исследование подходящий компаний
Стоимость качества
Стоимость предотвращения;
Стоимость оценивания;
Стоимость внутренних ошибок;
Стоимость внешних расходов;
Стоимость измерения, тестирования, оценки
Стоимость качества
Стоимость предотвращения;
Стоимость оценивания;
Стоимость внутренних ошибок;
Стоимость внешних расходов;
Стоимость измерения, тестирования, оценки
 Эссе о значении включения в программу занятий со школьниками материала, освоенного в рамках курсов повышения квалификации
Эссе о значении включения в программу занятий со школьниками материала, освоенного в рамках курсов повышения квалификации урок 8 класс по теме Соли
урок 8 класс по теме Соли Презентация к реферату на тему:ФГОС: формирование познавательных универсальных учебных действий при изучении географии.
Презентация к реферату на тему:ФГОС: формирование познавательных универсальных учебных действий при изучении географии. Психолого-педагогическое сопровождение семьи, воспитывающей ребенка с ОВЗ
Психолого-педагогическое сопровождение семьи, воспитывающей ребенка с ОВЗ Основы цветного ТВ
Основы цветного ТВ к конкурсу ПРЕДАНЬЕ СТАРИНЫ ГЛУБОКОЙ номинация Святки
к конкурсу ПРЕДАНЬЕ СТАРИНЫ ГЛУБОКОЙ номинация Святки Преуспевать в премудрости, в возрасте и любви
Преуспевать в премудрости, в возрасте и любви Технологические приемы введения добавок в состав абс. Технологии применения адгезионных добавок
Технологические приемы введения добавок в состав абс. Технологии применения адгезионных добавок Обмен веществ. Взаимосвязи липидного, углеводного и азотистого обмена. (Лекция 1)
Обмен веществ. Взаимосвязи липидного, углеводного и азотистого обмена. (Лекция 1) Презентация. Анкудинов Е.А. ИТ-1119
Презентация. Анкудинов Е.А. ИТ-1119 Қан биохимиясы. Кинин жүйесі. Қанның ұюы
Қан биохимиясы. Кинин жүйесі. Қанның ұюы Арифметические операции в системах счисления. (10 класс)
Арифметические операции в системах счисления. (10 класс) Компания ООО Русский Базальт. Производство базальтового непрерывного волокна и продукции на его основе
Компания ООО Русский Базальт. Производство базальтового непрерывного волокна и продукции на его основе Интегрированный урок математика-физика Арифметическая и геометрическая прогрессия в окружающем нас мире. (9 класс)
Интегрированный урок математика-физика Арифметическая и геометрическая прогрессия в окружающем нас мире. (9 класс) Понятие электрохимии. Процессы на границе металл – раствор. Электродные потенциалы. Гальванические элементы. Уравнение Нернста
Понятие электрохимии. Процессы на границе металл – раствор. Электродные потенциалы. Гальванические элементы. Уравнение Нернста презентация 15.04
презентация 15.04 Planeta_Venera-1 (1)
Planeta_Venera-1 (1) Презентация к уроку по окружающему миру. Тайга
Презентация к уроку по окружающему миру. Тайга Моя майбутня професія бухгалтер
Моя майбутня професія бухгалтер Столетняя война (1337-1453)
Столетняя война (1337-1453) Административно-государственное устройство современной России
Административно-государственное устройство современной России Ресурсы биосферы и демографические проблемы
Ресурсы биосферы и демографические проблемы Физ-ра
Физ-ра Теоретические основы бухгалтерского учета
Теоретические основы бухгалтерского учета Забавные истории из моей жизни. Рассказывание
Забавные истории из моей жизни. Рассказывание Itogovyi_774_otchet_po_prakticheskim_riskhi_Oranskaya
Itogovyi_774_otchet_po_prakticheskim_riskhi_Oranskaya Ломаная, её элементы и свойства
Ломаная, её элементы и свойства Символика Вооруженных Сил Российской Федерации
Символика Вооруженных Сил Российской Федерации