- Установки для дуговой сварки неплавящимся электродом. Тема 3-1

Содержание
- 2. Сварка неплавящимся электродом в инертных газах (TIG) рекомендуется для деталей из высоколегированных сталей и сплавов, алюминиевых,
- 3. Главным достоинством аргонодуговой сварки является высокое качество сварных соединений. Это объясняется, во-первых, надежной защитой сварочной ванны
- 4. Классифицируют установки по назначению: самоходные и подвесные, специальные (для сварки неповоротных стыков труб или орбитальные, для
- 5. Схема процесса TIG сварки
- 6. Конструктивная схема установки В ее состав установки входят: автомат (сварочная головка); специализированный источник питания; газовая аппаратура;
- 7. Автомат для TIG сварки по конструкции во многом похож на автомат для сварки плавящимся электродом. В
- 8. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ Зажигание дуги неплавящимся электродом выполняется либо разрядом высоковольтного источника — осциллятора, либо способом
- 9. Программное управление последовательностью и длительностью включения отдельных устройств сварочной установки. Предварительная подача газа до сварки выполняется
- 10. Далее в течение длительного времени идет сварка при заранее установленном токе. Спад тока в течение tспад
- 11. Ток выбирают в зависимости от толщины детали и разделки ее кромок. Например, при сварке стальных деталей
- 12. Напряжение дуги меняется в интервале 10...30 В, при сварке на переменном токе — несколько выше. При
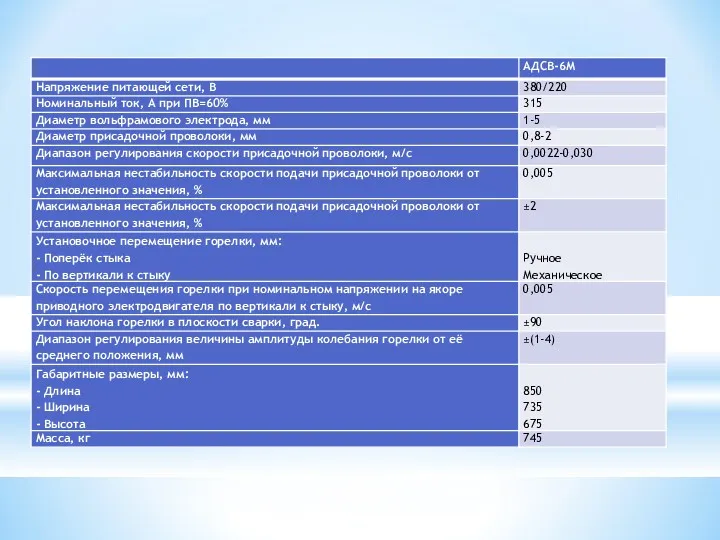
- 13. Автомат для аргонодуговой сварки неплавящимся электродом АДСВ-6М ОАО «Электромеханика», г. Ржев Автомат "АДСВ-6М" предназначен для аргонодуговой
- 15. 1 — горелка; 2 — механизм крепления горелки; 3, 9 — механизмы соответственно вертикального и поперечного
- 16. Головка используется как подвесная, поэтому в составе комплектной установки (АДСВ-7) должна дополняться механическим оборудованием для перемещения
- 17. Привод вертикального перемещения используется для настройки длины дуги, в том числе в автоматическом режиме за счет
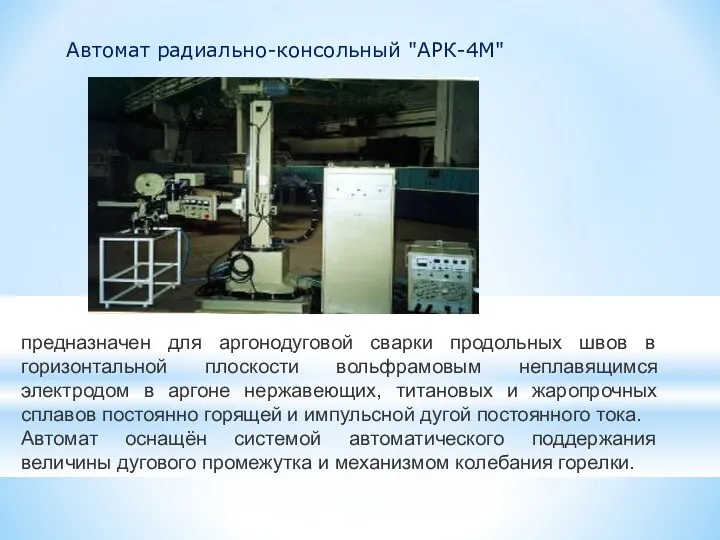
- 18. Автомат радиально-консольный "АРК-4М" предназначен для аргонодуговой сварки продольных швов в горизонтальной плоскости вольфрамовым неплавящимся электродом в
- 20. Установка для сварки продольных швов панелей и обечаек "УСПО-1,2" и "УСПО-1,8" Предназначены для автоматической сварки неплавящимся
- 22. Скачать презентацию
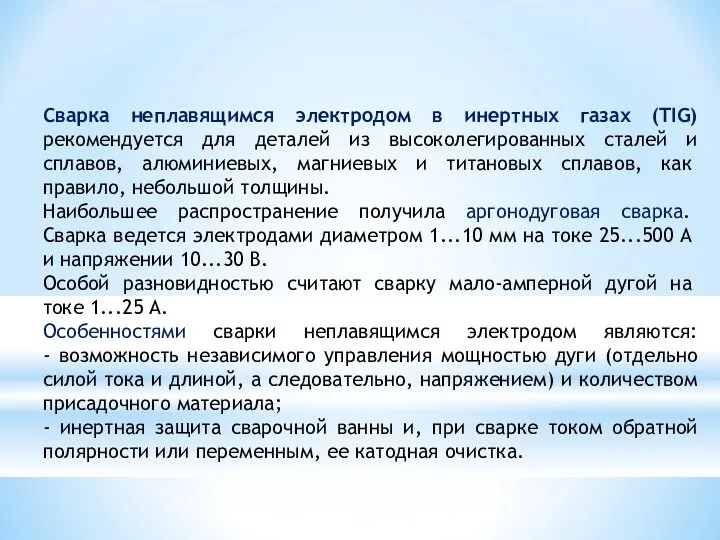
Сварка неплавящимся электродом в инертных газах (TIG) рекомендуется для деталей из
Сварка неплавящимся электродом в инертных газах (TIG) рекомендуется для деталей из
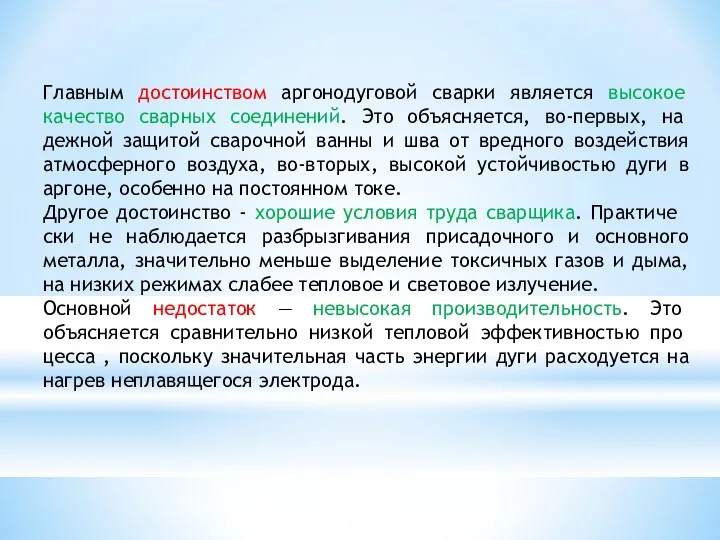
Главным достоинством аргонодуговой сварки является высокое качество сварных соединений. Это объясняется,
Главным достоинством аргонодуговой сварки является высокое качество сварных соединений. Это объясняется,
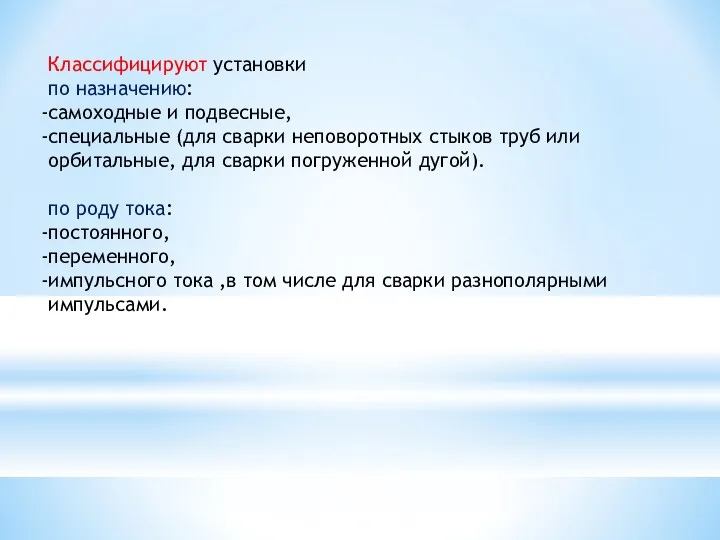
Классифицируют установки
по назначению:
самоходные и подвесные,
специальные (для сварки неповоротных стыков
Классифицируют установки
по назначению:
самоходные и подвесные,
специальные (для сварки неповоротных стыков
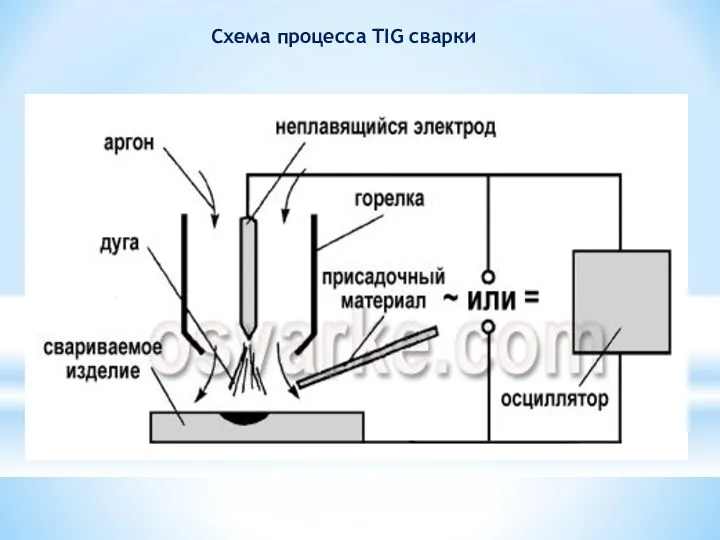
Схема процесса TIG сварки
Схема процесса TIG сварки

Конструктивная схема установки
В ее состав установки входят: автомат (сварочная головка);
Конструктивная схема установки
В ее состав установки входят: автомат (сварочная головка);
Автомат для TIG сварки по конструкции во многом похож на автомат
Автомат для TIG сварки по конструкции во многом похож на автомат
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Зажигание дуги неплавящимся электродом выполняется либо разрядом высоковольтного источника
ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
Зажигание дуги неплавящимся электродом выполняется либо разрядом высоковольтного источника
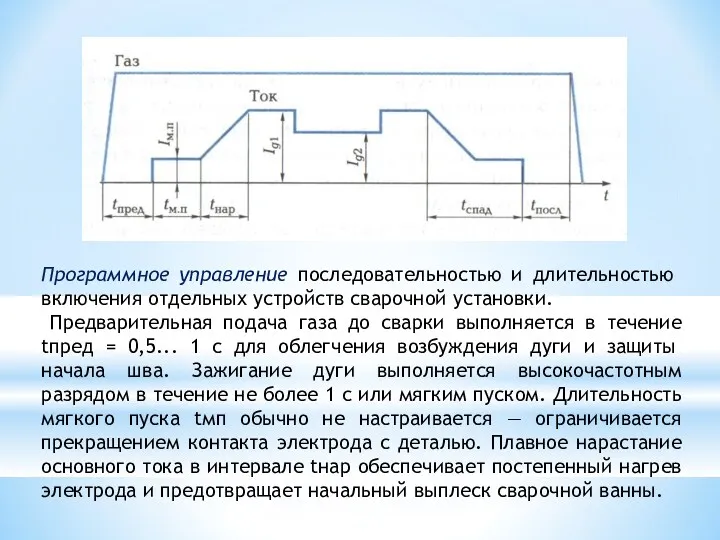
Программное управление последовательностью и длительностью включения отдельных устройств сварочной установки.
Предварительная
Программное управление последовательностью и длительностью включения отдельных устройств сварочной установки.
Предварительная
Далее в течение длительного времени идет сварка при заранее установленном токе.
Далее в течение длительного времени идет сварка при заранее установленном токе.
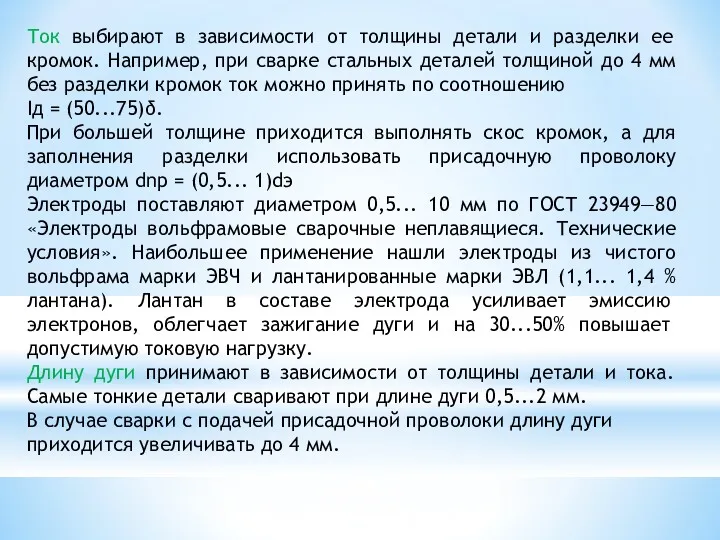
Ток выбирают в зависимости от толщины детали и разделки ее кромок.
Ток выбирают в зависимости от толщины детали и разделки ее кромок.
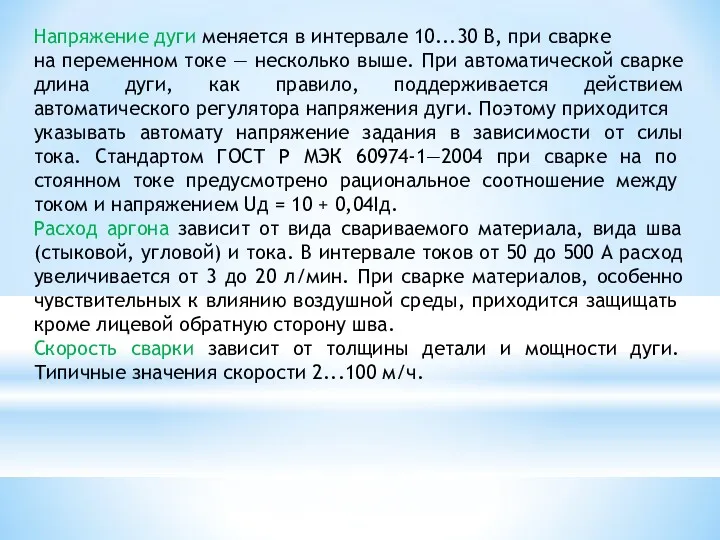
Напряжение дуги меняется в интервале 10...30 В, при сварке
на переменном
Напряжение дуги меняется в интервале 10...30 В, при сварке
на переменном
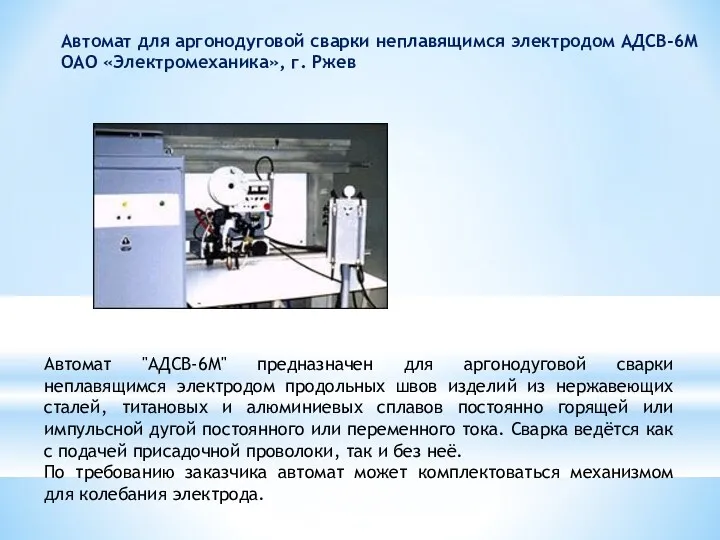
Автомат для аргонодуговой сварки неплавящимся электродом АДСВ-6М
ОАО «Электромеханика», г. Ржев
Автомат
Автомат для аргонодуговой сварки неплавящимся электродом АДСВ-6М
ОАО «Электромеханика», г. Ржев
Автомат

1 — горелка; 2 — механизм крепления горелки; 3, 9 —
1 — горелка; 2 — механизм крепления горелки; 3, 9 —
Головка используется как подвесная, поэтому в составе комплектной установки (АДСВ-7) должна
Головка используется как подвесная, поэтому в составе комплектной установки (АДСВ-7) должна
Привод вертикального перемещения используется для настройки длины дуги, в том числе
Привод вертикального перемещения используется для настройки длины дуги, в том числе
Автомат радиально-консольный "АРК-4М"
предназначен для аргонодуговой сварки продольных швов в горизонтальной
Автомат радиально-консольный "АРК-4М"
предназначен для аргонодуговой сварки продольных швов в горизонтальной

Установка для сварки продольных швов панелей и обечаек "УСПО-1,2" и "УСПО-1,8"
Предназначены
Установка для сварки продольных швов панелей и обечаек "УСПО-1,2" и "УСПО-1,8"
Предназначены
 Вакцинація. Найпоширеніші міфи
Вакцинація. Найпоширеніші міфи Космическое путешествие
Космическое путешествие Роль домашнего задания в самообразовании школьника
Роль домашнего задания в самообразовании школьника e0f2d-a27ace3f
e0f2d-a27ace3f Disneyland is a dream of each child! Welcome to disneyland!!!
Disneyland is a dream of each child! Welcome to disneyland!!! Функции управления
Функции управления Конфликт воспитатель-родитель. Причины возникновения и пути решения
Конфликт воспитатель-родитель. Причины возникновения и пути решения Достоинства и недостатки ГЭС
Достоинства и недостатки ГЭС Inventions that shook the world
Inventions that shook the world Духовная сфера общества. Подготовка к ЕГЭ
Духовная сфера общества. Подготовка к ЕГЭ Социальная структура общества. Социология
Социальная структура общества. Социология Масленица
Масленица Карта електроенергетика
Карта електроенергетика DVB-T2. Стандарт наземного цифрового телевизионного вещания второго поколения
DVB-T2. Стандарт наземного цифрового телевизионного вещания второго поколения Основные аспекты иммунопрофилактики инфекционных заболеваний
Основные аспекты иммунопрофилактики инфекционных заболеваний Жыпылықтаушы аритмиясы бар науқастардың өмір сүру сапасы
Жыпылықтаушы аритмиясы бар науқастардың өмір сүру сапасы Правила заполнения корректирующих форм cведений (раздел 6 расчета РСВ-1)
Правила заполнения корректирующих форм cведений (раздел 6 расчета РСВ-1) Презентация к уроку по теме: Дикие и домашние животные
Презентация к уроку по теме: Дикие и домашние животные Варианты системы обнаружения утечек межпромыслового нефтепровода УПСВ Северный Савинобор
Варианты системы обнаружения утечек межпромыслового нефтепровода УПСВ Северный Савинобор Награды Великой Отечественной войны
Награды Великой Отечественной войны Публицистический стиль речи
Публицистический стиль речи презентация на тему: Современный урок в свете внедрения ФГОС второго поколения
презентация на тему: Современный урок в свете внедрения ФГОС второго поколения Аффект. Виды аффектов
Аффект. Виды аффектов Описание и преобразование управляющих процессов. Сети Петри и их модификация
Описание и преобразование управляющих процессов. Сети Петри и их модификация Социально-экономические проблемы региона. Химическая и нефтехимическая промышленность Республики Татарстан
Социально-экономические проблемы региона. Химическая и нефтехимическая промышленность Республики Татарстан Возможность жизни на других планетах
Возможность жизни на других планетах Етика і деонтологія в професійній діяльності лікаря
Етика і деонтологія в професійній діяльності лікаря Эрнест Хемингуэй
Эрнест Хемингуэй