- Выбор и проектирование заготовок. Проектирование штамповок. Практика 6

Содержание
- 2. Что нужно сделать: Определить конструктивные характеристики и исходный индекс поковки Выбрать тип штампа и положение плоскости
- 3. Задание
- 4. Исходные данные
- 5. Определение конструктивных характеристик поковки. Класс точности поковки
- 6. Определение конструктивных характеристик поковки. Группа стали. М1 – сталь с массовой долей углерода до 0,35% включительно
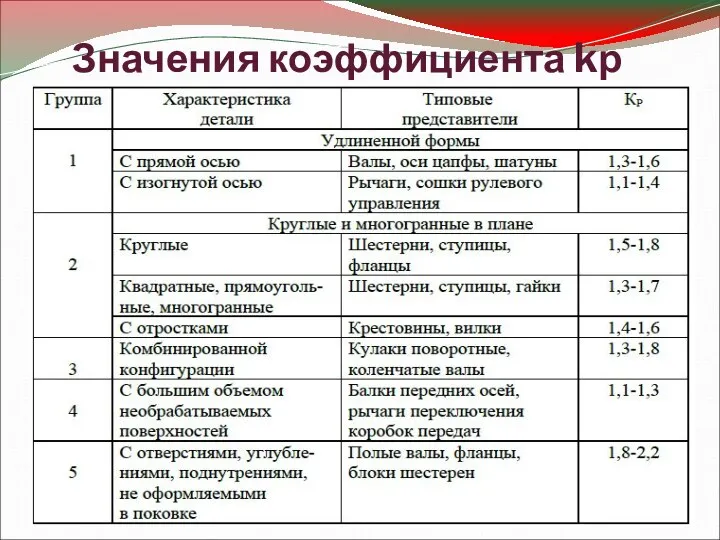
- 7. Определение конструктивных характеристик поковки. Степень сложности поковки Mпр= Mд ×kр где Mпр – расчетная масса поковки;
- 8. Значения коэффициента kр
- 9. Определение группы сложности штамповки
- 10. Определение конструктивных характеристик поковки. Пример определения исходного индекса поковки: для поковки с расчетной массой 1,5 кг
- 11. Для поковки, рассматриваемой в данной работе, требуется назначить дополнительные припуски, учитывающие смещение штампов и отклонение от
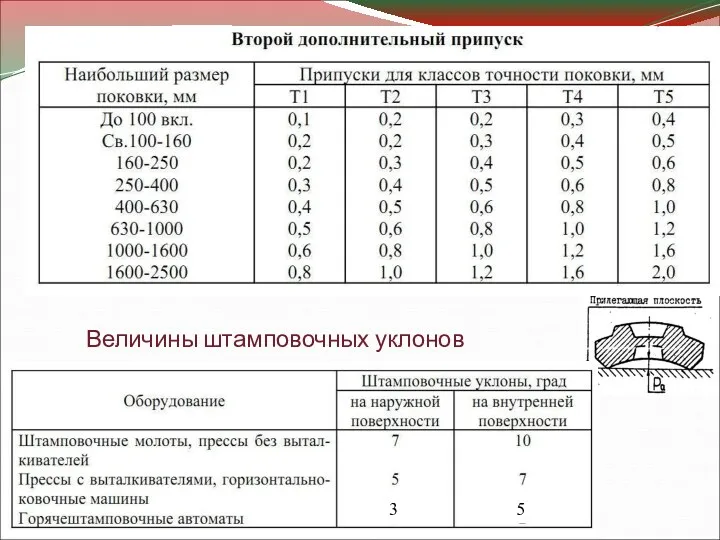
- 12. Первый дополнительный припуск
- 13. Величины штамповочных уклонов 3 5
- 14. Схема образования координат плоскости разъёма и размеров поковок в закрытом (а) и открытом (б) штампах а
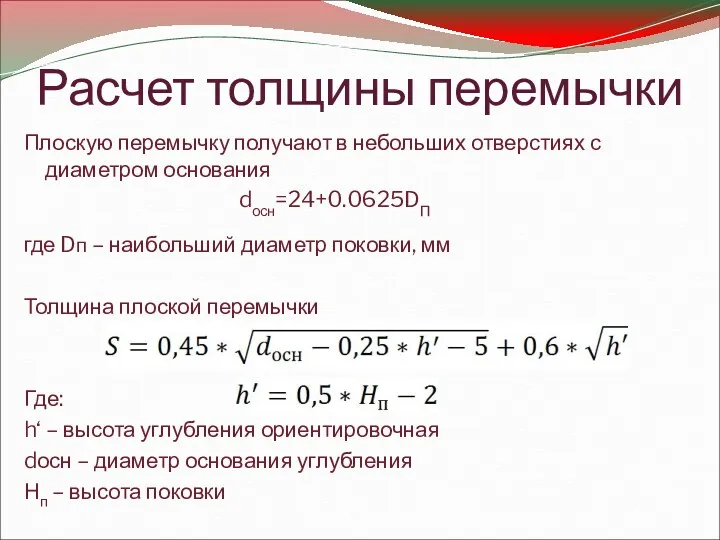
- 15. Расчет толщины перемычки Плоскую перемычку получают в небольших отверстиях с диаметром основания dосн=24+0.0625DП где Dп –
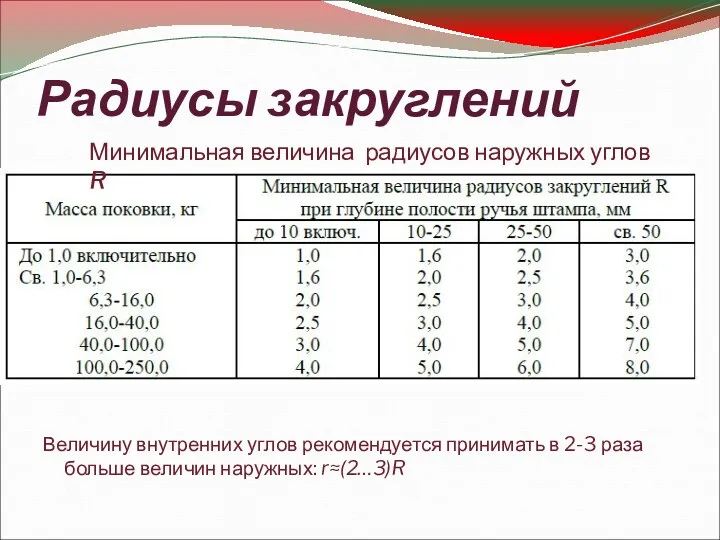
- 16. Радиусы закруглений Величину внутренних углов рекомендуется принимать в 2-3 раза больше величин наружных: r≈(2…3)R Минимальная величина
- 17. Допуски и допускаемые отклонения размеров поковки.
- 18. Допуски и допускаемые отклонения размеров поковки.
- 19. Расчет размеров и массы исходной заготовки Объем металла исходной заготовки при штамповке в торец Где: Vиз
- 20. Объем облоя определяется по формуле : Vобл=Fо.к. ⋅р⋅k Где: Fо.к. – площадь облойной канавки, определяемая в
- 21. Размер облойных канавок (мм) при штамповке на кривошипных прессах
- 22. Размеры облойных канавок (мм) при штамповке на молотах
- 23. Объем угара Угар металла зависит от способа нагрева заготовок: при пламенном нагреве составляет от kу=2…3%, при
- 24. Температурные интервалы штамповки некоторых сталей
- 26. Скачать презентацию
Что нужно сделать:
Определить конструктивные характеристики и исходный индекс поковки
Выбрать тип штампа
Что нужно сделать:
Определить конструктивные характеристики и исходный индекс поковки
Выбрать тип штампа

Задание
Задание
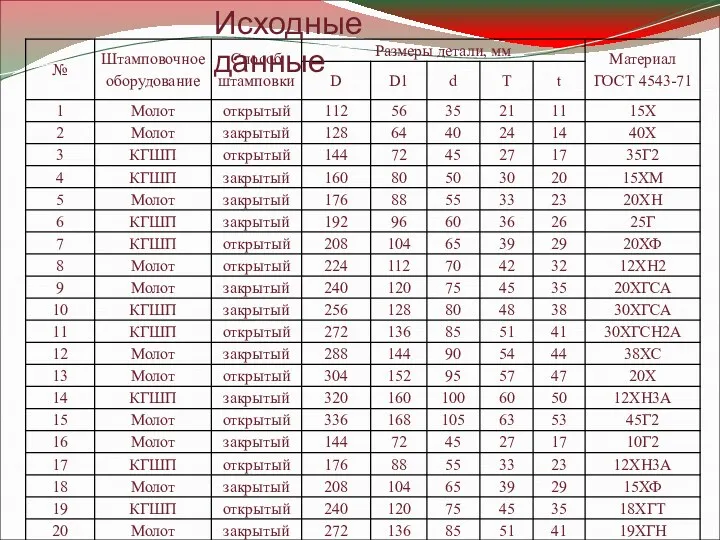
Исходные данные
Исходные данные

Определение конструктивных характеристик поковки.
Класс точности поковки
Определение конструктивных характеристик поковки.
Класс точности поковки
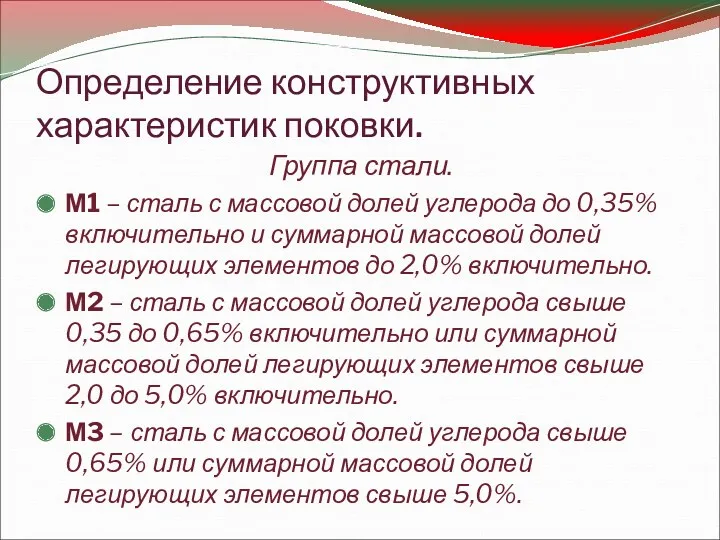
Определение конструктивных характеристик поковки.
Группа стали.
М1 – сталь с массовой долей
Определение конструктивных характеристик поковки.
Группа стали.
М1 – сталь с массовой долей
Определение конструктивных характеристик поковки.
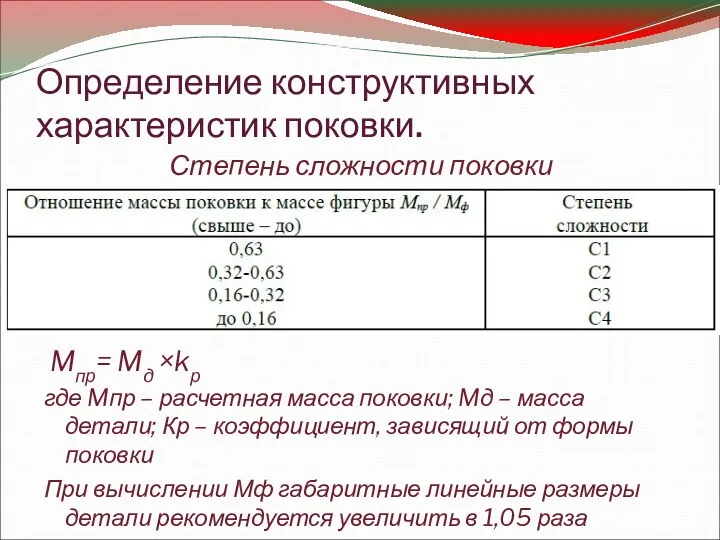
Степень сложности поковки
Mпр= Mд ×kр
где Mпр – расчетная
Определение конструктивных характеристик поковки.
Степень сложности поковки
Mпр= Mд ×kр
где Mпр – расчетная
Значения коэффициента kр
Значения коэффициента kр

Определение группы сложности штамповки
Определение группы сложности штамповки

Определение конструктивных характеристик поковки.
Пример определения исходного индекса поковки:
для поковки с расчетной
Определение конструктивных характеристик поковки.
Пример определения исходного индекса поковки:
для поковки с расчетной

Для поковки, рассматриваемой в данной работе, требуется назначить дополнительные припуски, учитывающие
Для поковки, рассматриваемой в данной работе, требуется назначить дополнительные припуски, учитывающие

Первый дополнительный припуск
Первый дополнительный припуск
Величины штамповочных уклонов
3
5
Величины штамповочных уклонов
3
5

Схема образования координат плоскости разъёма и размеров поковок в закрытом (а)
Схема образования координат плоскости разъёма и размеров поковок в закрытом (а)
Расчет толщины перемычки
Плоскую перемычку получают в небольших отверстиях с диаметром
Расчет толщины перемычки
Плоскую перемычку получают в небольших отверстиях с диаметром
Радиусы закруглений
Величину внутренних углов рекомендуется принимать в 2-3 раза больше величин
Радиусы закруглений
Величину внутренних углов рекомендуется принимать в 2-3 раза больше величин

Допуски и допускаемые отклонения размеров поковки.
Допуски и допускаемые отклонения размеров поковки.

Допуски и допускаемые отклонения размеров поковки.
Допуски и допускаемые отклонения размеров поковки.
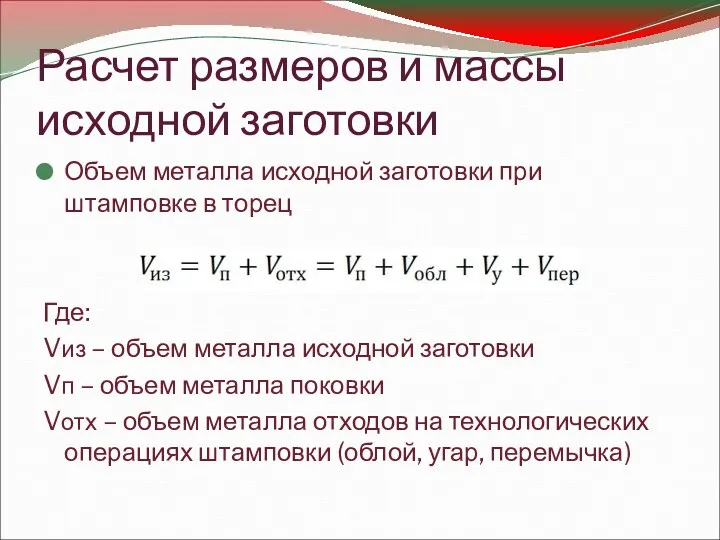
Расчет размеров и массы исходной заготовки
Объем металла исходной заготовки при штамповке
Расчет размеров и массы исходной заготовки
Объем металла исходной заготовки при штамповке
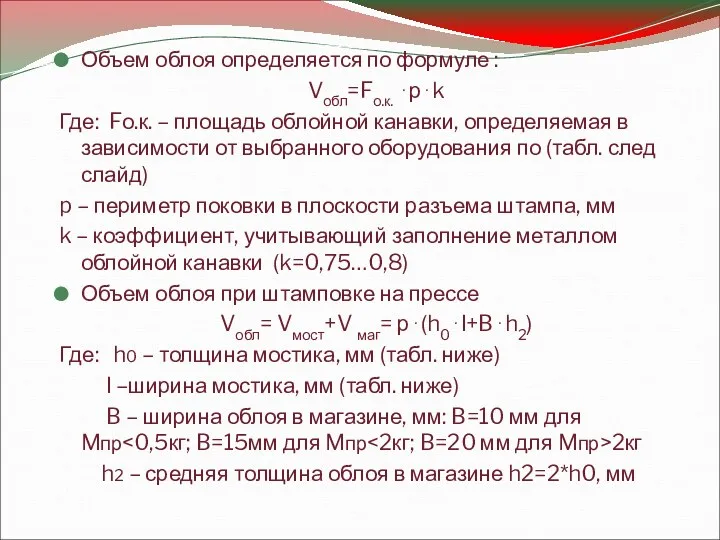
Объем облоя определяется по формуле :
Vобл=Fо.к. ⋅р⋅k
Где: Fо.к. – площадь
Объем облоя определяется по формуле :
Vобл=Fо.к. ⋅р⋅k
Где: Fо.к. – площадь

Размер облойных канавок (мм) при штамповке на кривошипных прессах
Размер облойных канавок (мм) при штамповке на кривошипных прессах
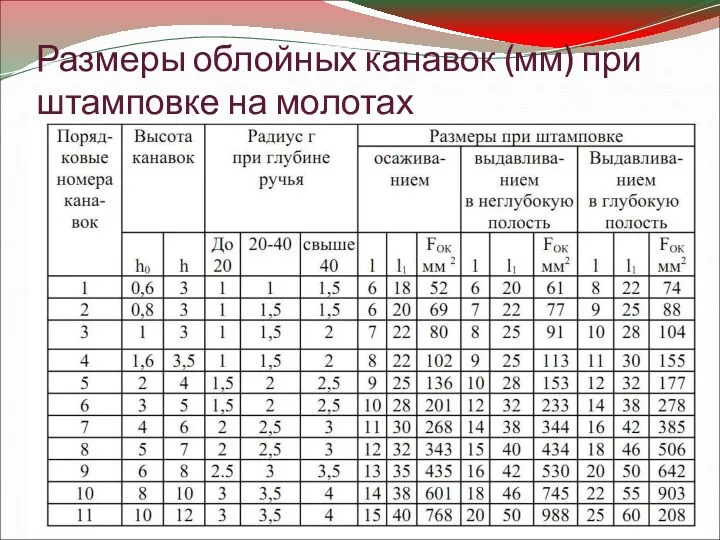
Размеры облойных канавок (мм) при штамповке на молотах
Размеры облойных канавок (мм) при штамповке на молотах
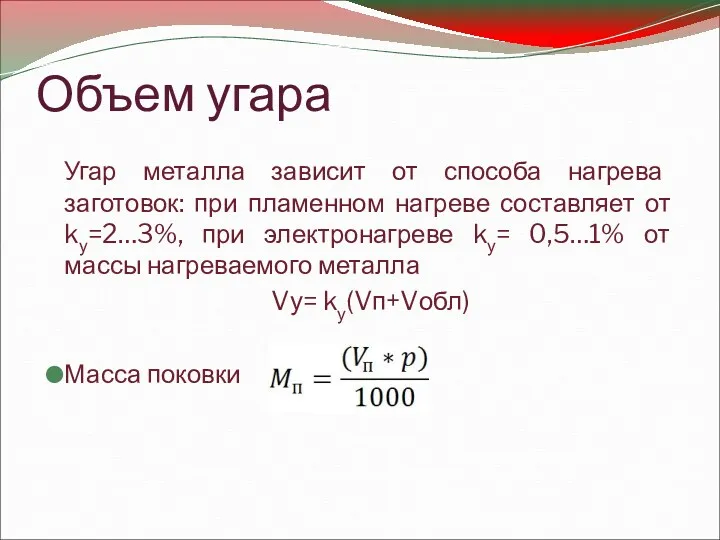
Объем угара
Угар металла зависит от способа нагрева заготовок: при пламенном нагреве
Объем угара
Угар металла зависит от способа нагрева заготовок: при пламенном нагреве
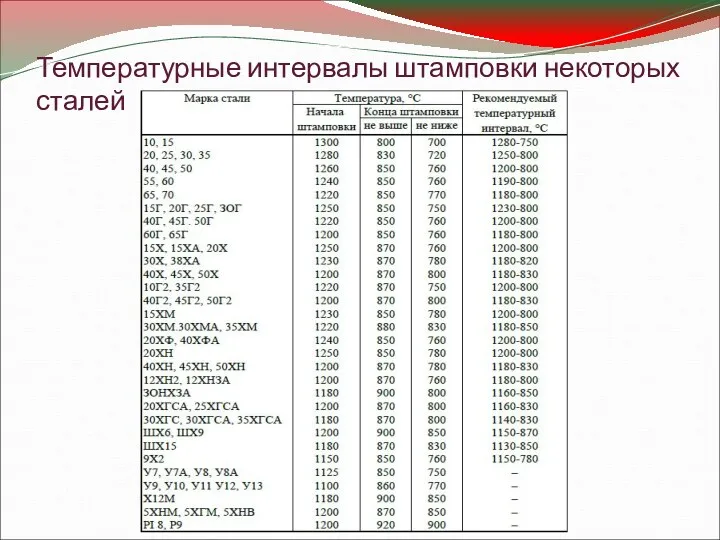
Температурные интервалы штамповки некоторых сталей
Температурные интервалы штамповки некоторых сталей
 Физический диктант по магнитному полю
Физический диктант по магнитному полю Электроэнергетика Беларуси
Электроэнергетика Беларуси Презентация к логопедическому занятию в старшей группе В гостях у старичка - Лесовичка ( по теме Дикие животные).
Презентация к логопедическому занятию в старшей группе В гостях у старичка - Лесовичка ( по теме Дикие животные). План SMM поддержки кампании AXE247
План SMM поддержки кампании AXE247 Ship's dimensions and types of ships
Ship's dimensions and types of ships ОНИРС ОТЧЁТ 2021
ОНИРС ОТЧЁТ 2021 Religie świata
Religie świata Письмо с фронта
Письмо с фронта Михаил Михайлович Пришвин (1873-1954)
Михаил Михайлович Пришвин (1873-1954) Повторение курса физики за 7 класс
Повторение курса физики за 7 класс Неформальная конференция Печа-куча
Неформальная конференция Печа-куча Клиникалық жағдай. Anamnesis morbi
Клиникалық жағдай. Anamnesis morbi Сравнение дробей
Сравнение дробей Иммунологические особенности заболеваний почек
Иммунологические особенности заболеваний почек Общие сведения о радиоэлектронном оборудовании вертолета МИ-8АМТ
Общие сведения о радиоэлектронном оборудовании вертолета МИ-8АМТ Technology. How can you comment the quotes?
Technology. How can you comment the quotes? Союз как часть речи
Союз как часть речи Экономика потребителя
Экономика потребителя Основы разработки дополнительных общеобразовательных (общеразвивающих) программ
Основы разработки дополнительных общеобразовательных (общеразвивающих) программ Творческие работы учеников 1 б класса .Конкурс на лучшую новогоднюю игрушку.2 четверть
Творческие работы учеников 1 б класса .Конкурс на лучшую новогоднюю игрушку.2 четверть Keyon Process Co., LTD. Справка о компании
Keyon Process Co., LTD. Справка о компании Численное моделирование теплообмена в ТВС реактора БН-1200
Численное моделирование теплообмена в ТВС реактора БН-1200 Диагностика БЛОК МПСУиД САУТ-ЦМ/485
Диагностика БЛОК МПСУиД САУТ-ЦМ/485 Презентация Дикие животные Диск
Презентация Дикие животные Диск Сервировка стола. Изделия Салфетница
Сервировка стола. Изделия Салфетница Дидактические игры и упражнения для развития мелкой моторики рук и пальцев
Дидактические игры и упражнения для развития мелкой моторики рук и пальцев Shock. Etiology, pathogenesis, intensive therapy
Shock. Etiology, pathogenesis, intensive therapy Числовые неравенства
Числовые неравенства