- Замер и установка инструмента на станках с ЧПУ, коррекция инструмента

Содержание
- 2. Рис.1 – Координаты расположения нулей
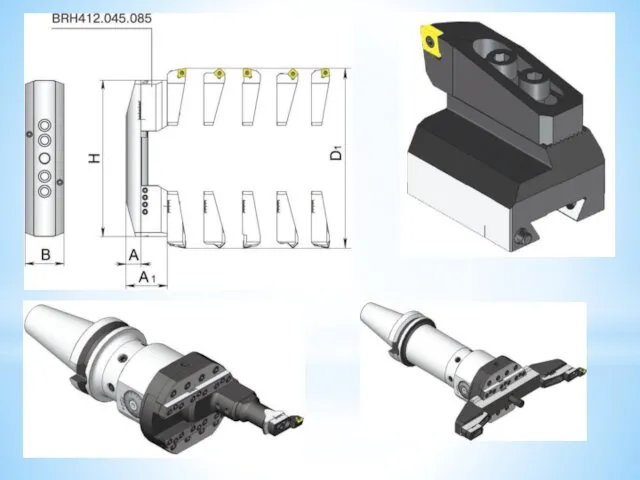
- 3. Рис.2 - Пример одной из систем вспомогательных инструментов для токарных станков с ЧПУ Рис.1 - Общий
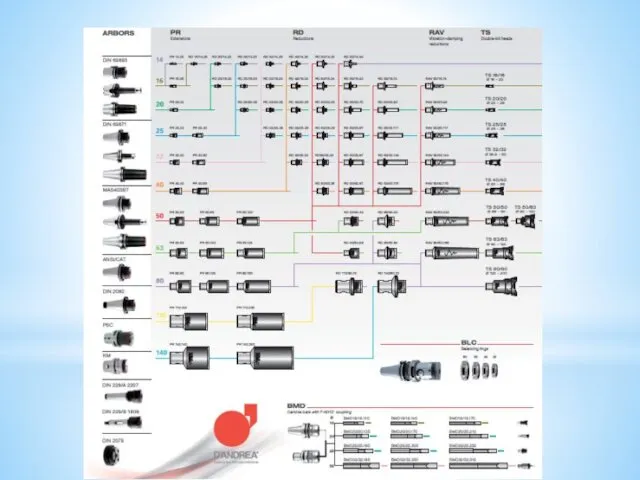
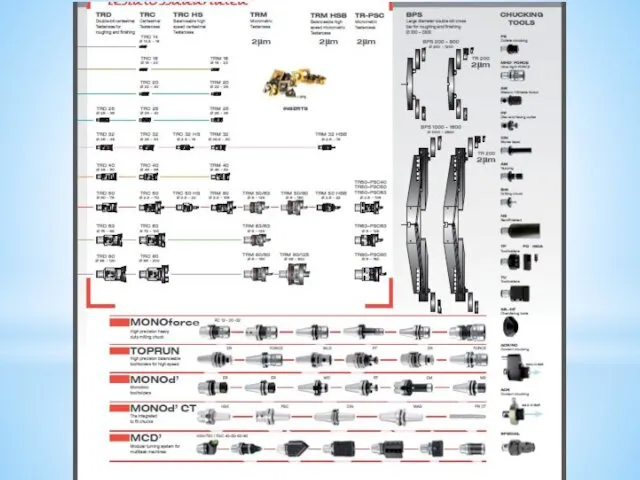
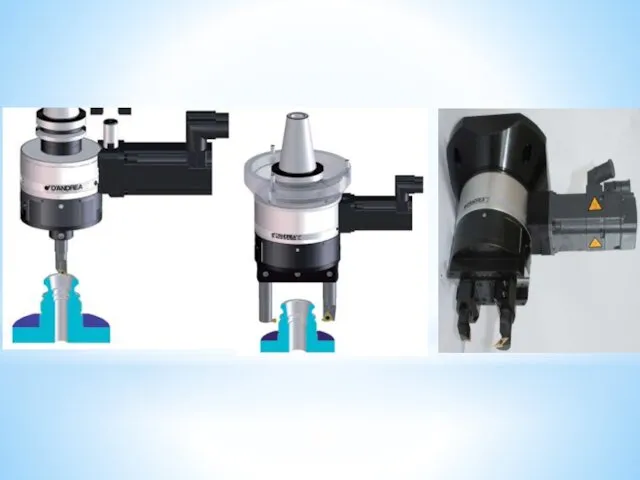
- 4. Рис.3 - Общий вид системы вспомогательных инструментов для сверлильных и фрезерных станков с ЧПУ
- 7. Рисунок 1 Рисунок 2 Рисунок 3
- 11. Рисунок 1 Рисунок 2 Рисунок 3 Рисунок 4
- 13. Рисунок 1 Рисунок 2 Рисунок 3 Рисунок 4
- 14. Рисунок 1 Рисунок 2 Рисунок 3
- 22. Рисунок 1 Рисунок 2 Рисунок 3
- 31. а б в г
- 32. д е ж
- 41. Рис.- датчик Renishaw TS-27 для измерения длины и радиуса инструмента Рис. – Измерения инструмента с помощью
- 42. Рисунок - Пресеттер SECA E Micro(Устройство для измерения инструмента вне станка)
- 43. Рисунок 1 Рисунок 2 Рисунок 3 Рисунок 4
- 47. Рис. - Корректоры на расположение вершины режущего инструмента Коррекция инструмента при токарной обработке
- 48. Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости шпинделя и к нулевому инструменту
- 49. Рисунок 4 – Однозначное определение контура эквидистантой и расчет внешних сопряжений отрезков эквидистант
- 50. Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге
- 51. Рисунок 7 – Автоматическое соединение разрыва эквидистант по траектории пересечения эквидистант
- 52. Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант
- 53. Рис. – Износ Рис. – Обратный износ
- 55. Скачать презентацию
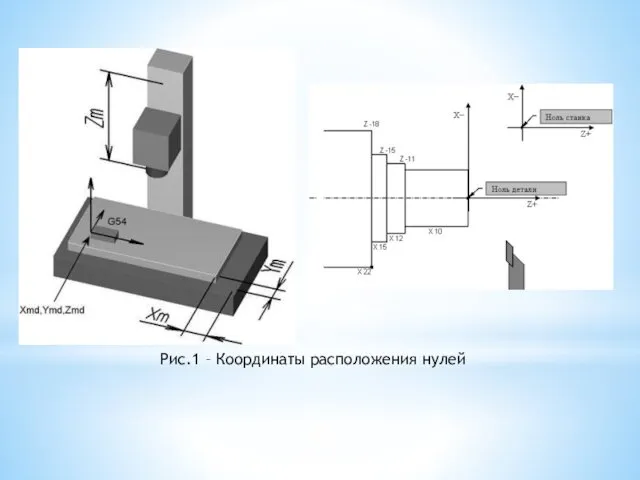
Рис.1 – Координаты расположения нулей
Рис.1 – Координаты расположения нулей
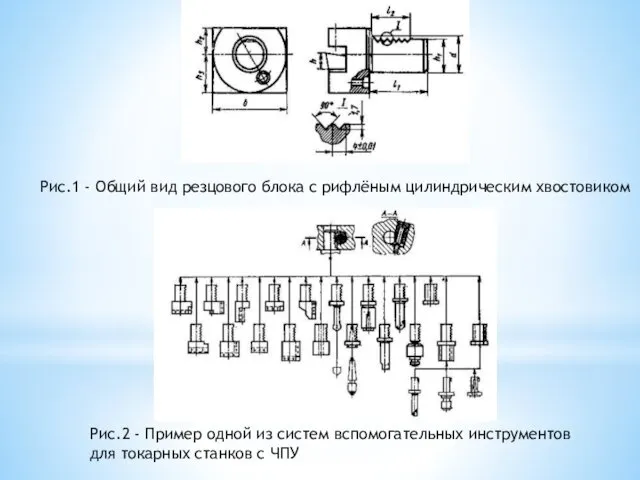
Рис.2 - Пример одной из систем вспомогательных инструментов
для токарных станков
Рис.2 - Пример одной из систем вспомогательных инструментов
для токарных станков
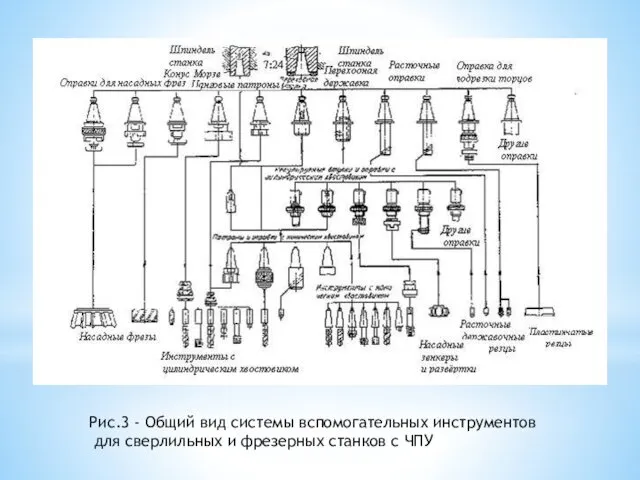
Рис.3 - Общий вид системы вспомогательных инструментов
для сверлильных и фрезерных
Рис.3 - Общий вид системы вспомогательных инструментов
для сверлильных и фрезерных
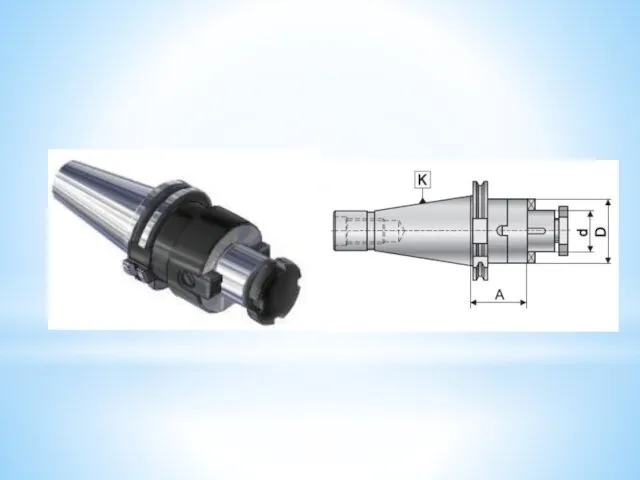
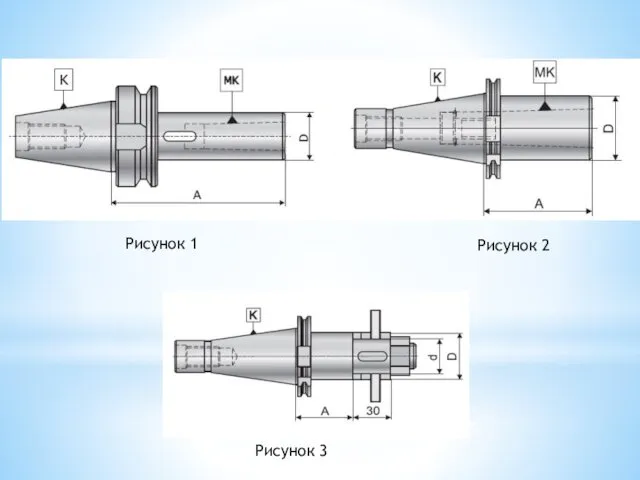
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 1
Рисунок 2
Рисунок 3
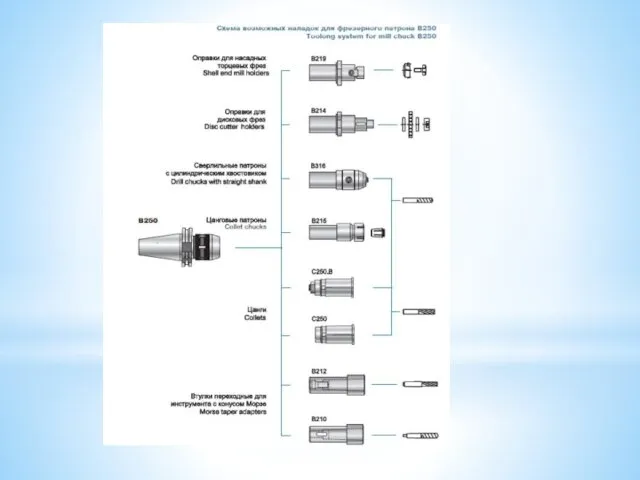

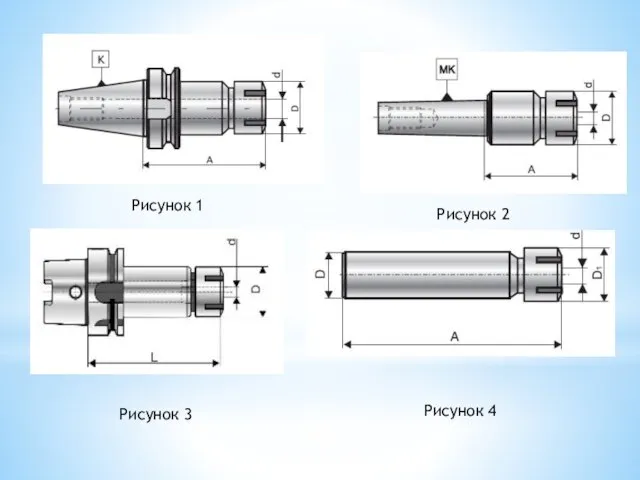
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
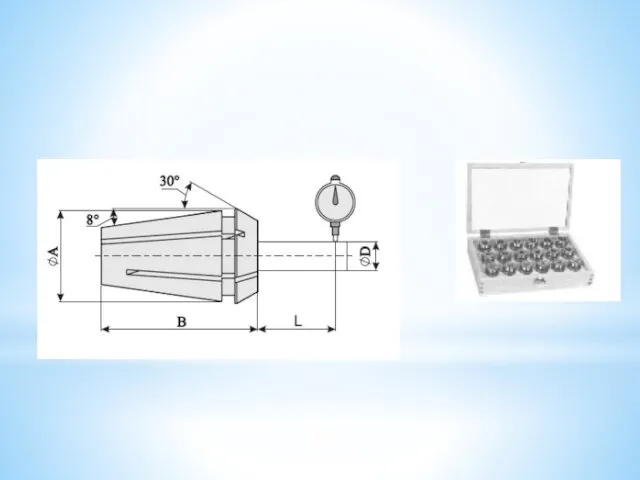
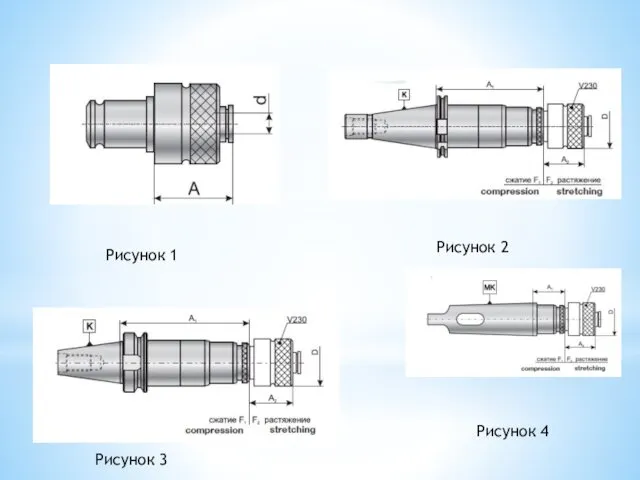
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
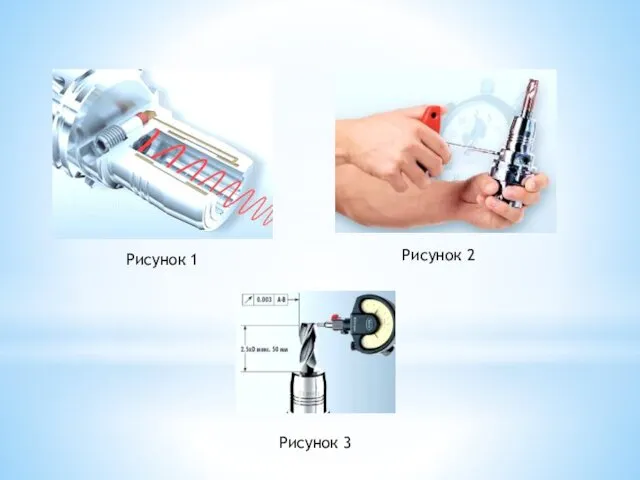
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 1
Рисунок 2
Рисунок 3


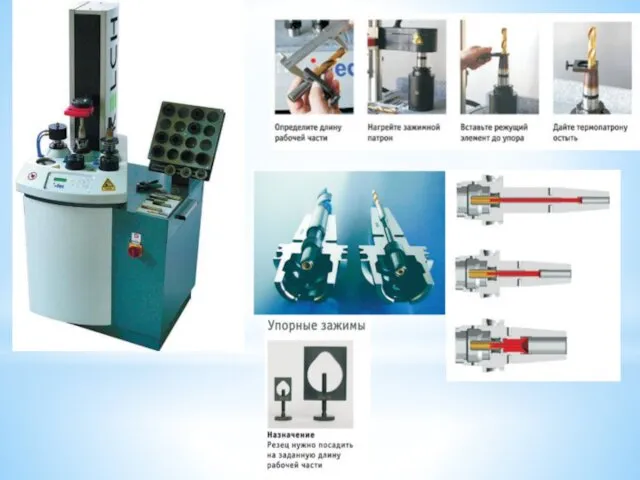
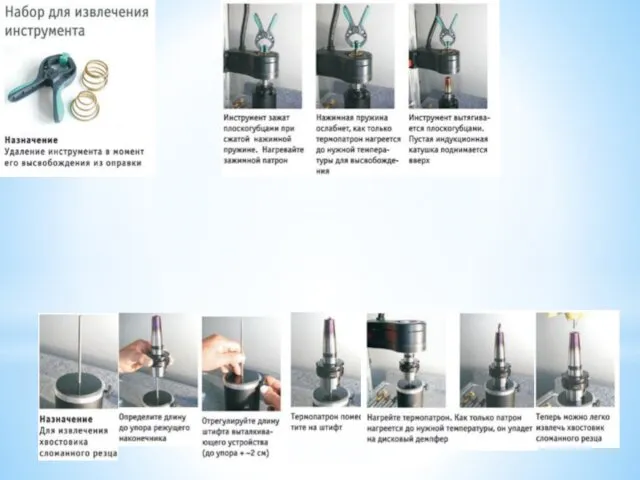

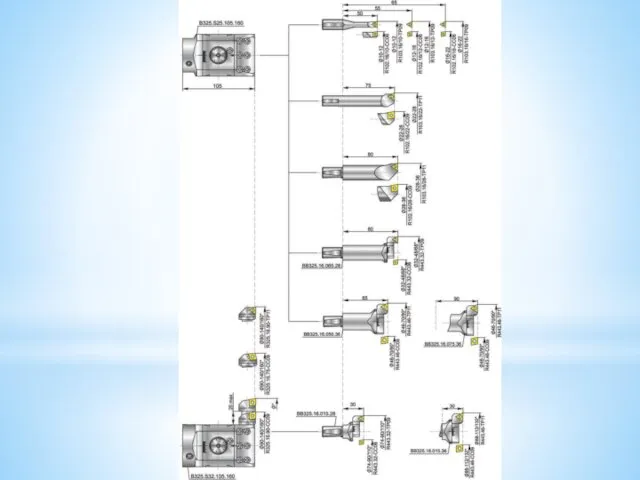
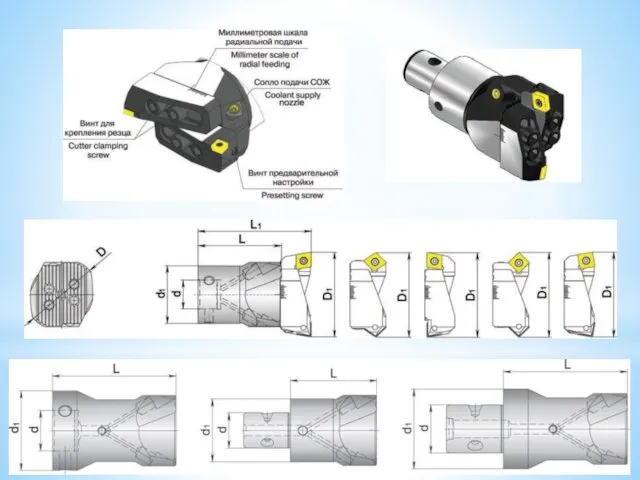
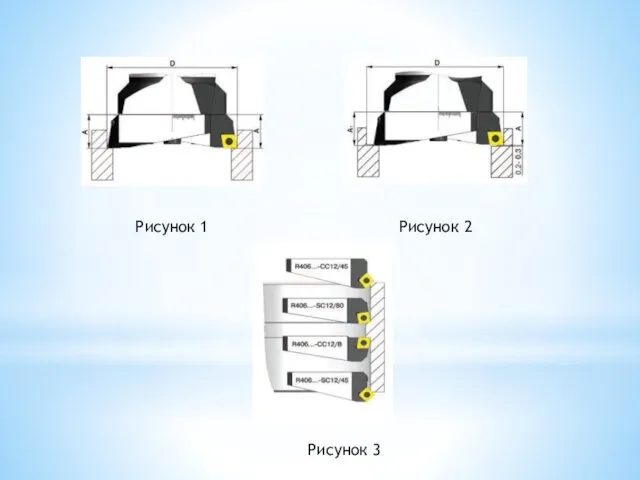
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 1
Рисунок 2
Рисунок 3



а
б
в
г
а
б
в
г
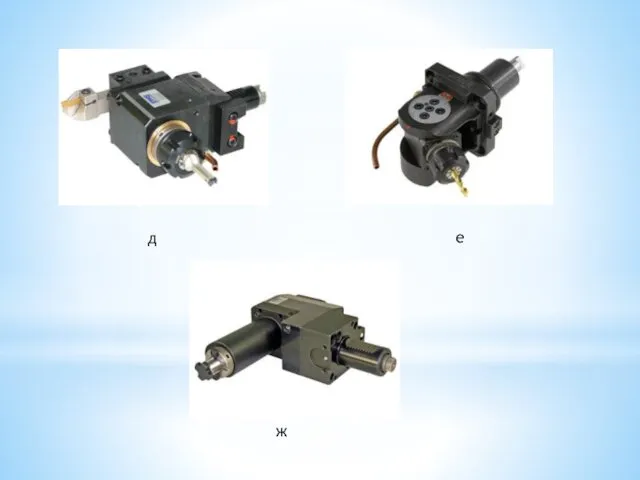
д
е
ж
д
е
ж
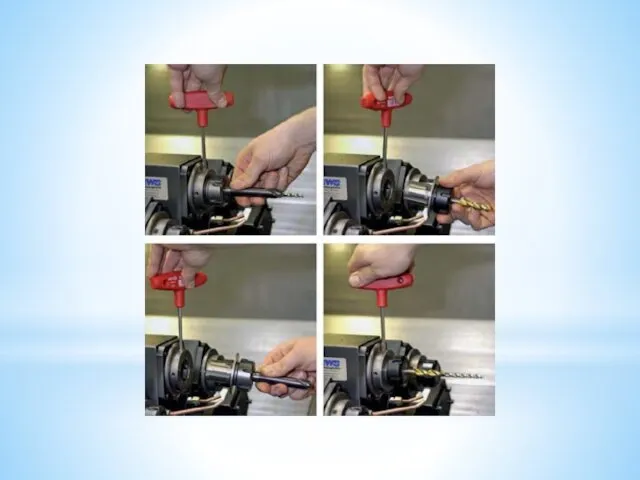








Рис.- датчик Renishaw TS-27 для измерения длины и радиуса инструмента
Рис. –
Рис.- датчик Renishaw TS-27 для измерения длины и радиуса инструмента
Рис. –

Рисунок - Пресеттер SECA E Micro(Устройство для
измерения инструмента вне станка)
Рисунок - Пресеттер SECA E Micro(Устройство для
измерения инструмента вне станка)

Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4
Рисунок 1
Рисунок 2
Рисунок 3
Рисунок 4


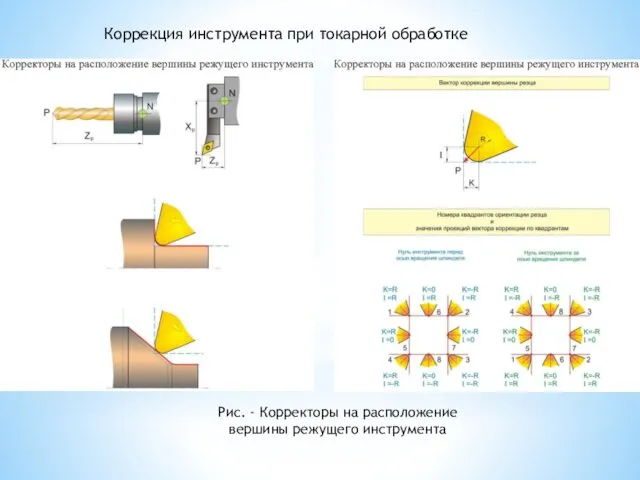
Рис. - Корректоры на расположение вершины режущего инструмента
Коррекция инструмента при токарной
Рис. - Корректоры на расположение вершины режущего инструмента
Коррекция инструмента при токарной

Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости
Рисунок 2 – Компенсация длины инструмента по отношению к передней плоскости
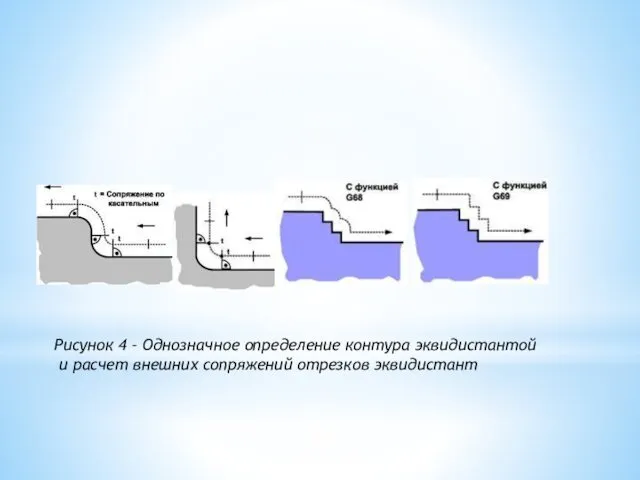
Рисунок 4 – Однозначное определение контура эквидистантой
и расчет внешних сопряжений
Рисунок 4 – Однозначное определение контура эквидистантой
и расчет внешних сопряжений
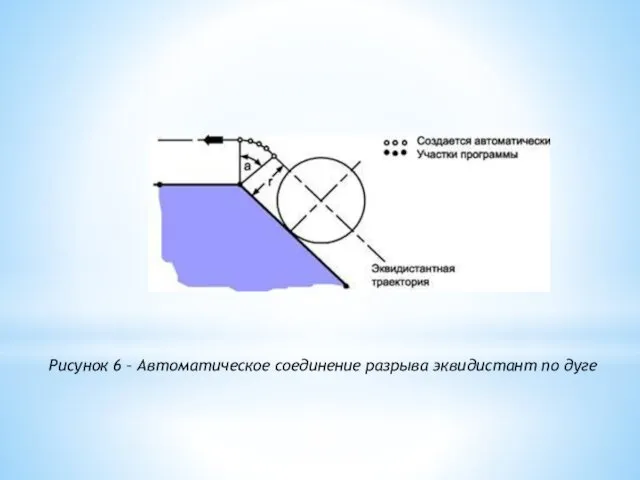
Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге
Рисунок 6 – Автоматическое соединение разрыва эквидистант по дуге
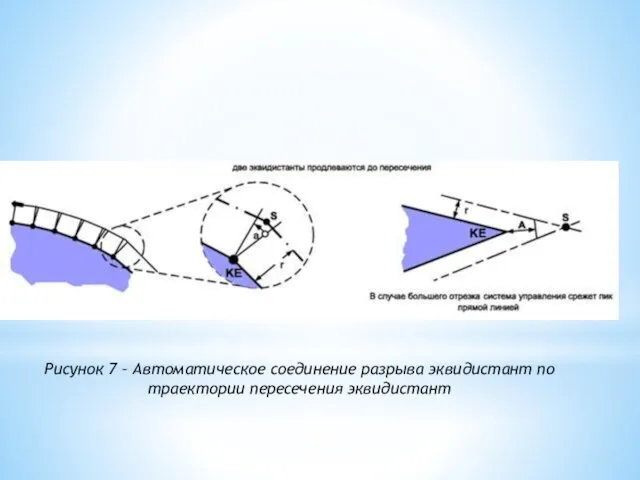
Рисунок 7 – Автоматическое соединение разрыва эквидистант по
траектории пересечения эквидистант
Рисунок 7 – Автоматическое соединение разрыва эквидистант по
траектории пересечения эквидистант
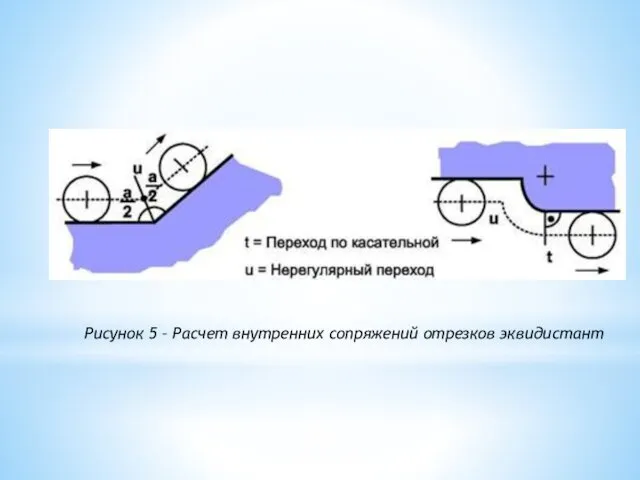
Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант
Рисунок 5 – Расчет внутренних сопряжений отрезков эквидистант
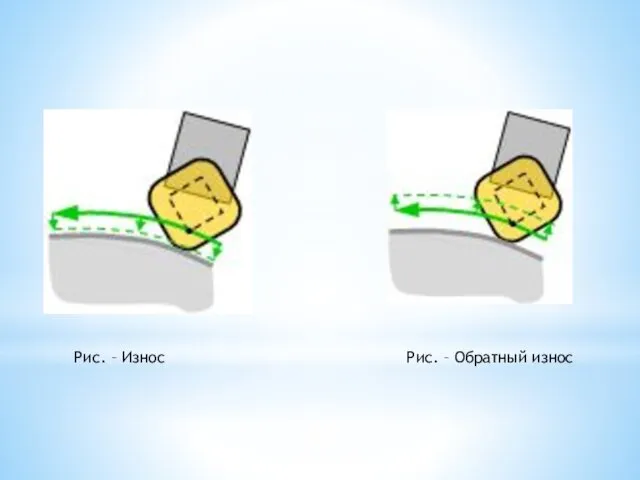
Рис. – Износ
Рис. – Обратный износ
Рис. – Износ
Рис. – Обратный износ
 Геометрия для малышей Знакомство с объемной геометрической фигурой - шар
Геометрия для малышей Знакомство с объемной геометрической фигурой - шар Компания PrintReality inc
Компания PrintReality inc Открытая on-line платформа для фитнес клубов и их клиентов
Открытая on-line платформа для фитнес клубов и их клиентов Особенности чартерных перевозок в туризме
Особенности чартерных перевозок в туризме Промислова вентиляція та кондиціювання повітря. Загальні ознаки систем кондиціювання повітря
Промислова вентиляція та кондиціювання повітря. Загальні ознаки систем кондиціювання повітря Выполнение индивидуального проекта
Выполнение индивидуального проекта Semiologia Vaselor
Semiologia Vaselor Программа по формированию здорового образа жизни и культуры здоровья кадет
Программа по формированию здорового образа жизни и культуры здоровья кадет МСФО(IAS) 36. Обесценение активов
МСФО(IAS) 36. Обесценение активов Искусство Древнего Египта. Архитектура пирамиды
Искусство Древнего Египта. Архитектура пирамиды Защита медицинской информации
Защита медицинской информации Введение в послание ап. Павла к Римлянам
Введение в послание ап. Павла к Римлянам Дерево целей
Дерево целей В гостях у сказки
В гостях у сказки Презентация по химии в 8 классе по теме Простые вещества
Презентация по химии в 8 классе по теме Простые вещества Инструменты русского народного оркестра
Инструменты русского народного оркестра Урок знаний 8 докторов
Урок знаний 8 докторов Спирты
Спирты Организация, вооружение и боевая техника подразделений армии США. Разведывательная подготовка
Организация, вооружение и боевая техника подразделений армии США. Разведывательная подготовка Политические режимы
Политические режимы Переробка та утилізація легкої промисловості, тканих виробів
Переробка та утилізація легкої промисловості, тканих виробів Обобщающий урок уравнения в 5 ом классе
Обобщающий урок уравнения в 5 ом классе Озеро Титикака и его тайны
Озеро Титикака и его тайны Урок 30
Урок 30 Химическая организация клетки. Органические вещества
Химическая организация клетки. Органические вещества Интеграция образовательных областей по приобщению детей к народной мордовской игровой культуре
Интеграция образовательных областей по приобщению детей к народной мордовской игровой культуре Усовершенствование магистерской программы
Усовершенствование магистерской программы Профессии воды.
Профессии воды.