- Зажимные механизмы и элементы приспособлений

Содержание
- 2. Зажимные механизмы – Зажимные элементы -
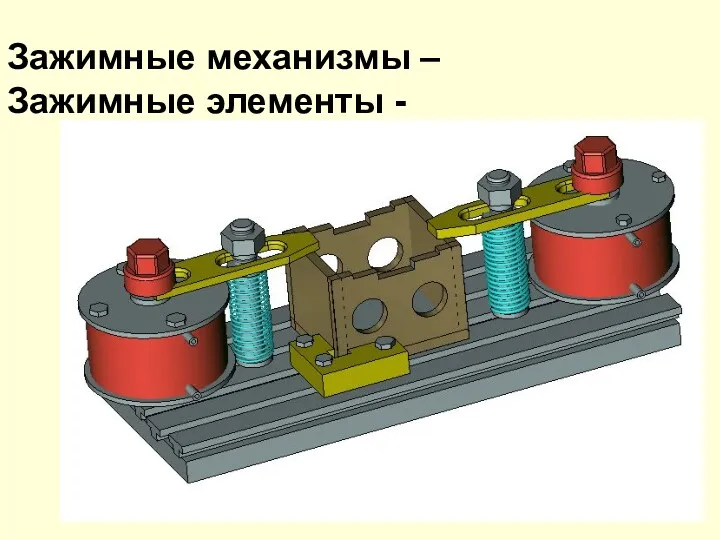
- 3. Зажимные механизмы – Зажимные элементы -
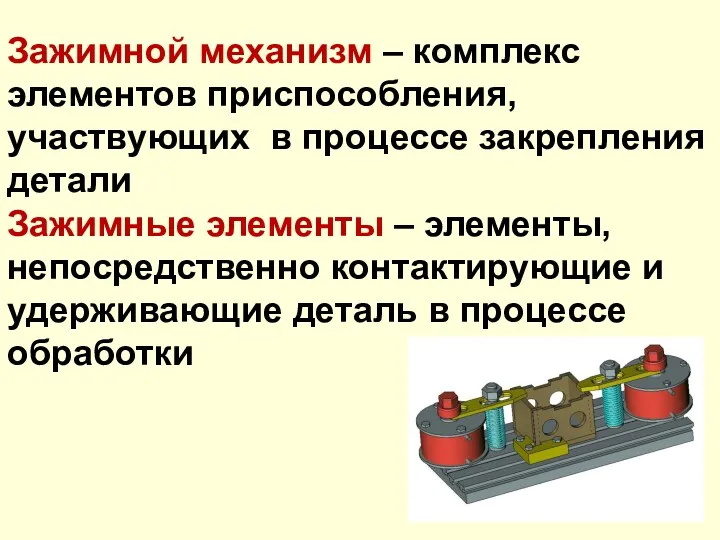
- 4. Зажимной механизм – комплекс элементов приспособления, участвующих в процессе закрепления детали Зажимные элементы – элементы, непосредственно
- 5. Силовой зажимной механизм
- 6. Классификация зажимных устройств (механизмов) станочных приспособлений Первая группа: Эта группа имеет в своем составе силовой механизм
- 7. Вторая группа: Эта группа имеет в своем составе только силовой механизм, приводимый в действие самим рабочим,
- 9. При закреплении заготовки в приспособлении должны соблюдаться следующие правила: -не должно нарушаться положение заготовки, достигнутое при
- 10. Выбор типа зажимного устройства рекомендуется производить с учетом следующих общих соображений: 1. При достаточно больших усилиях
- 11. Выбор места приложения зажимных усилий – Требования аналогичные зажимным механизмам
- 12. Определение количества точек приложения зажимных усилий Количество точек приложения зажимных усилий определяется конкретно к каждому случаю
- 13. Определение вида зажимных элементов К зажимным элементам относятся винты, эксцентрики, прихваты, тисочные губки, клинья, плунжеры, прижимы,
- 14. Винтовые зажимы: а – со сферическим торцем; б – с плоским торцем; в – с башмаком.
- 15. Эксцентриковый зажим
- 16. Цанги
- 17. Конструкции оправок: а — гладкая оправка; б — оправка с разрезной втулкой.
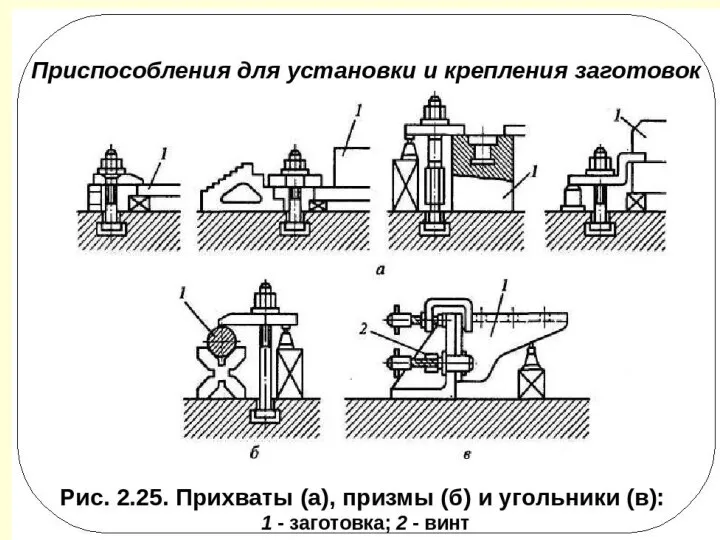
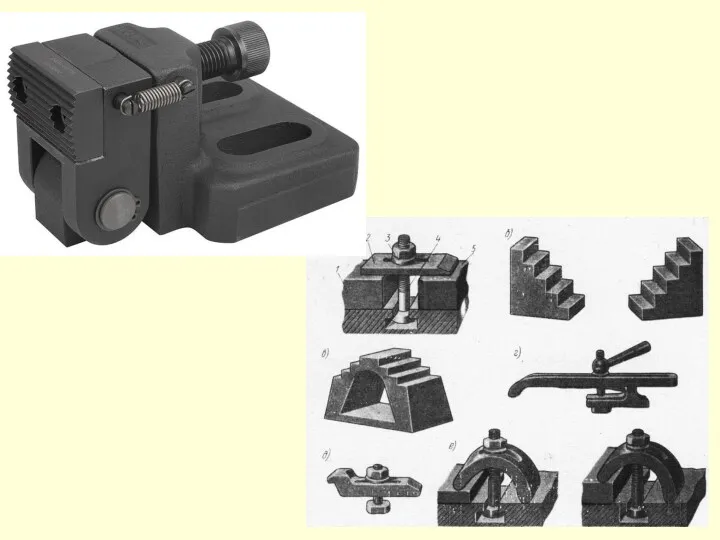
- 18. Крепление прихватами
- 19. Прихваты: плиточные, викообразные, корытообразные, изогнутые универсальные Правила установки прихватов…..
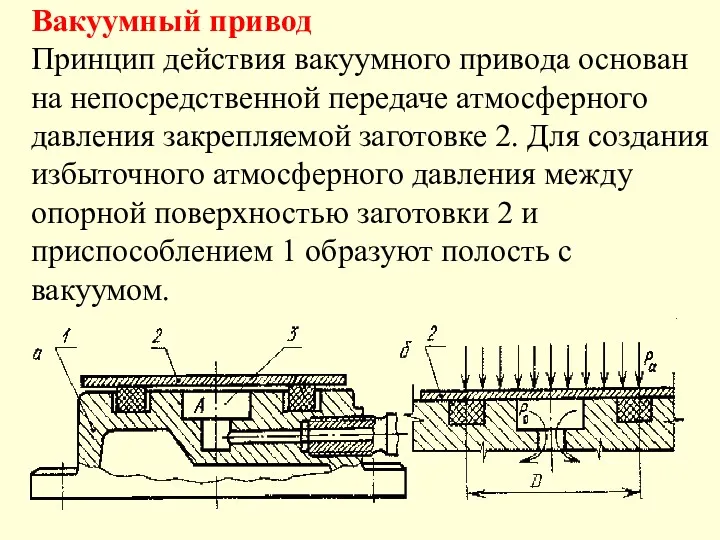
- 22. Вакуумный привод Принцип действия вакуумного привода основан на непосредственной передаче атмосферного давления закрепляемой заготовке 2. Для
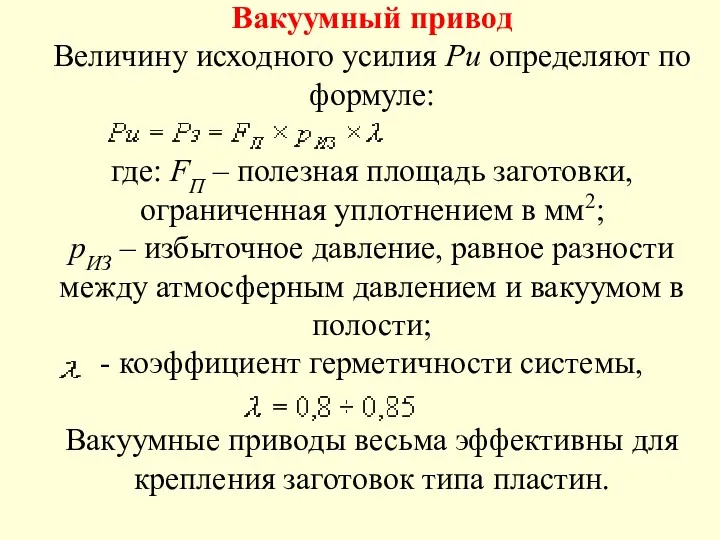
- 23. Вакуумный привод Величину исходного усилия Ри определяют по формуле: где: FП – полезная площадь заготовки, ограниченная
- 26. Скачать презентацию
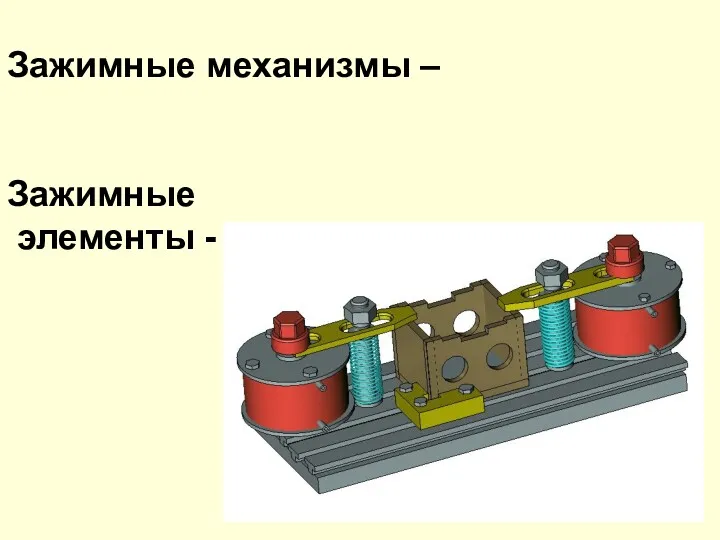
Зажимные механизмы –
Зажимные
элементы -
Зажимные механизмы –
Зажимные
элементы -
Зажимные механизмы –
Зажимные элементы -
Зажимные механизмы –
Зажимные элементы -
Зажимной механизм – комплекс элементов приспособления, участвующих в процессе закрепления детали
Зажимные
Зажимной механизм – комплекс элементов приспособления, участвующих в процессе закрепления детали Зажимные
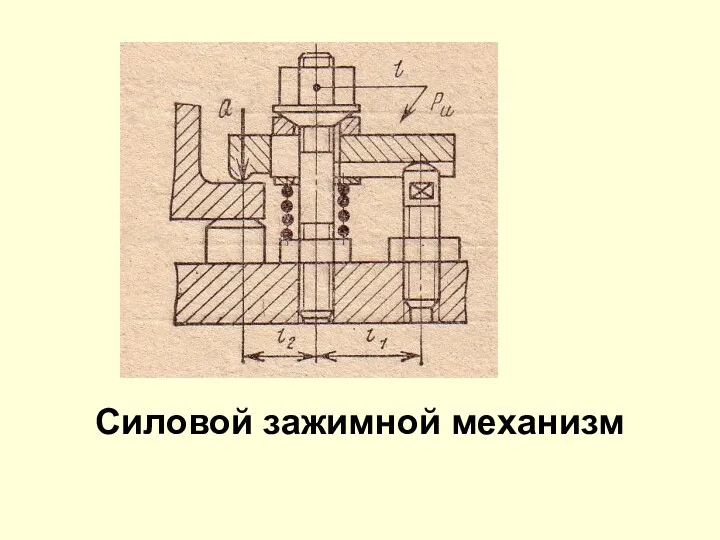
Силовой зажимной механизм
Силовой зажимной механизм
Классификация зажимных устройств (механизмов) станочных приспособлений
Первая группа:
Эта группа имеет в своем
Классификация зажимных устройств (механизмов) станочных приспособлений Первая группа: Эта группа имеет в своем
Вторая группа:
Эта группа имеет в своем составе только силовой механизм, приводимый
Вторая группа: Эта группа имеет в своем составе только силовой механизм, приводимый
При закреплении заготовки в приспособлении должны соблюдаться следующие правила:
-не должно нарушаться
При закреплении заготовки в приспособлении должны соблюдаться следующие правила: -не должно нарушаться
Выбор типа зажимного устройства рекомендуется производить с учетом следующих общих соображений:
1.
Выбор типа зажимного устройства рекомендуется производить с учетом следующих общих соображений: 1.
Выбор места приложения зажимных усилий – Требования аналогичные зажимным механизмам
Выбор места приложения зажимных усилий – Требования аналогичные зажимным механизмам
Определение количества точек приложения зажимных усилий
Количество точек приложения зажимных усилий определяется
Определение количества точек приложения зажимных усилий Количество точек приложения зажимных усилий определяется
Определение вида зажимных элементов
К зажимным элементам относятся винты, эксцентрики, прихваты, тисочные
Определение вида зажимных элементов К зажимным элементам относятся винты, эксцентрики, прихваты, тисочные
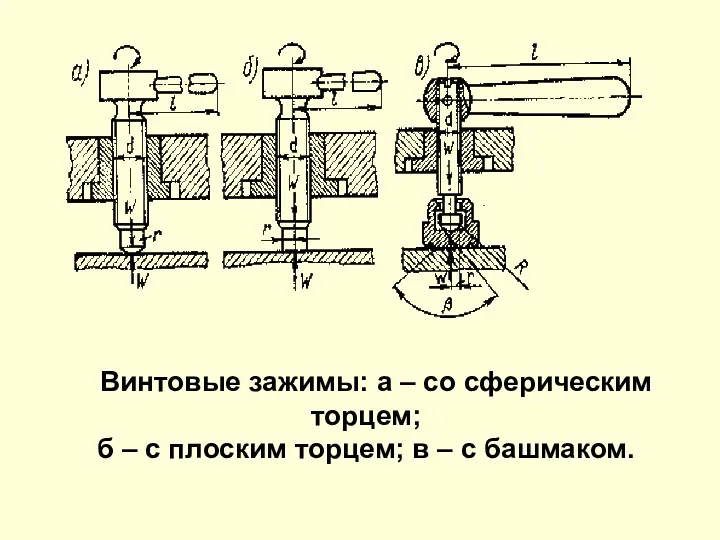
Винтовые зажимы: а – со сферическим торцем;
б – с плоским
Винтовые зажимы: а – со сферическим торцем; б – с плоским

Эксцентриковый зажим
Эксцентриковый зажим
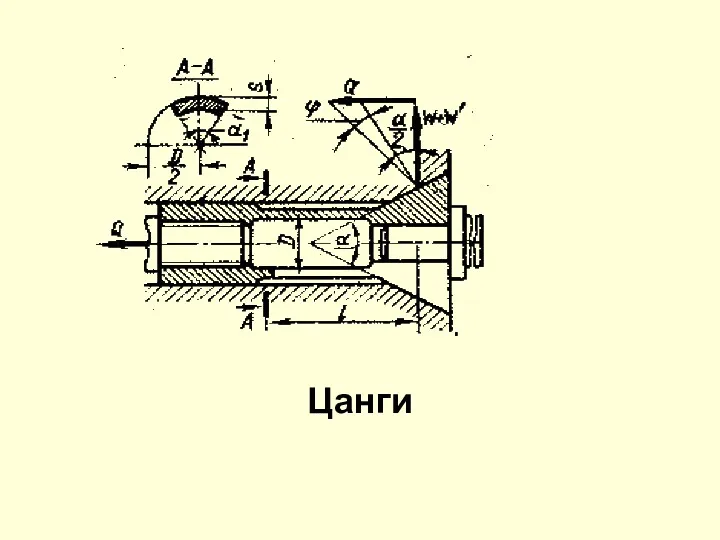
Цанги
Цанги
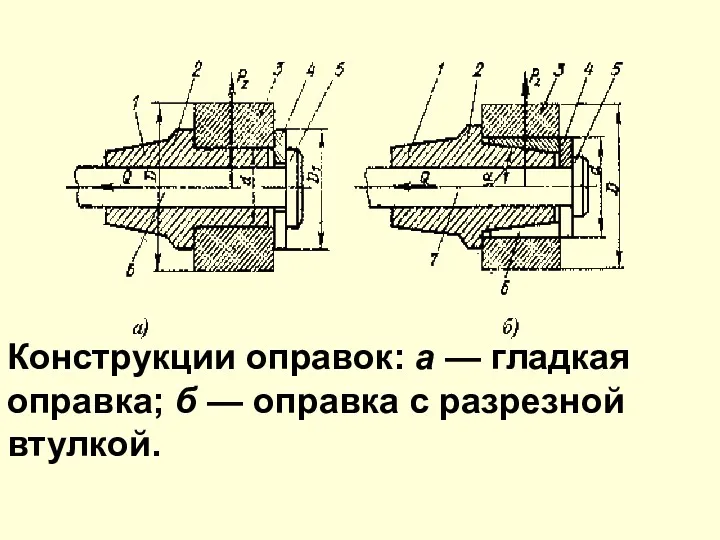
Конструкции оправок: а — гладкая оправка; б — оправка с разрезной
Конструкции оправок: а — гладкая оправка; б — оправка с разрезной

Крепление прихватами
Крепление прихватами
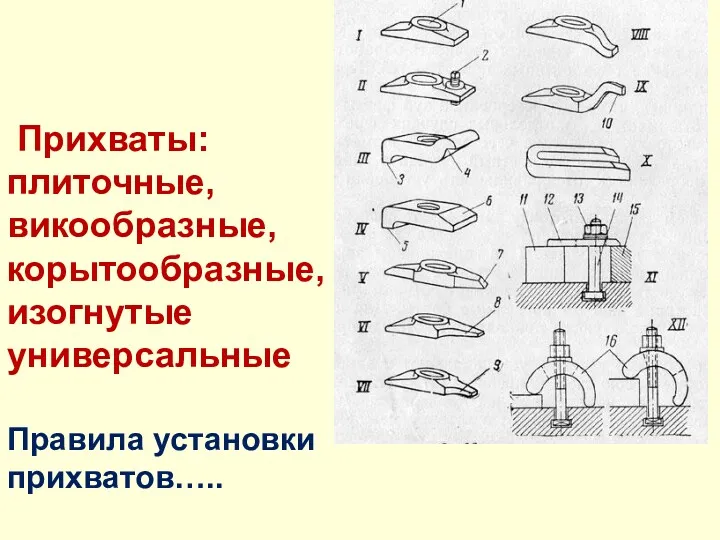
Прихваты: плиточные, викообразные, корытообразные, изогнутые универсальные
Правила установки прихватов…..
Прихваты: плиточные, викообразные, корытообразные, изогнутые универсальные
Правила установки прихватов…..
Вакуумный привод
Принцип действия вакуумного привода основан на непосредственной передаче атмосферного давления
Вакуумный привод Принцип действия вакуумного привода основан на непосредственной передаче атмосферного давления
Вакуумный привод
Величину исходного усилия Ри определяют по формуле:
где: FП – полезная
Вакуумный привод Величину исходного усилия Ри определяют по формуле: где: FП – полезная
 Современный урок. 4 лекция
Современный урок. 4 лекция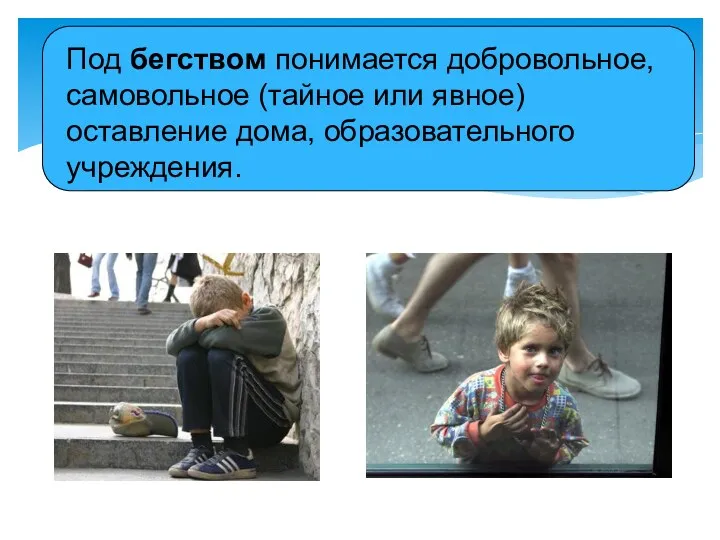 Презентация на пед.совете:Причины и профилактика самовольных уходов детей.
Презентация на пед.совете:Причины и профилактика самовольных уходов детей. Презентация ИКТ на уроках математики
Презентация ИКТ на уроках математики Воды суши. Подземные воды.
Воды суши. Подземные воды. Технология производства молока, приготовление продуктов и блюд из него
Технология производства молока, приготовление продуктов и блюд из него Правила поведения в школе
Правила поведения в школе Основные положения методики построения занятий урочного типа в физическом воспитании
Основные положения методики построения занятий урочного типа в физическом воспитании Подбор персонала в системе управления персоналом
Подбор персонала в системе управления персоналом Реалізація програмного комплексу ip-телефонії на основі PBX Asterisk
Реалізація програмного комплексу ip-телефонії на основі PBX Asterisk Преподобный Леонид Устьнедумский
Преподобный Леонид Устьнедумский Изменения в правовом регулировании деятельности учреждений
Изменения в правовом регулировании деятельности учреждений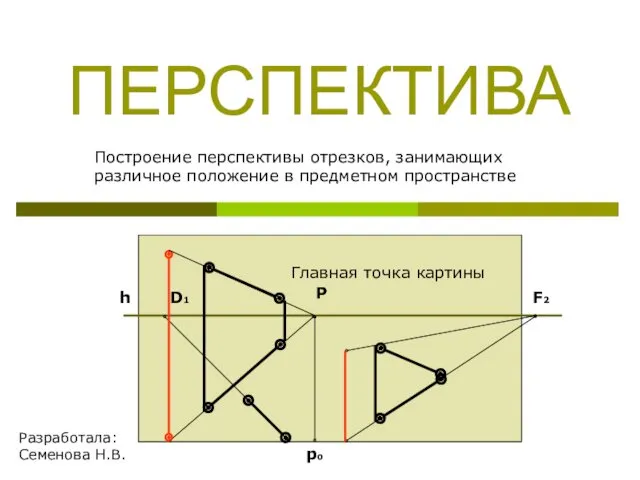 Построение перспективы отрезков, занимающих различное положение в предметном пространстве
Построение перспективы отрезков, занимающих различное положение в предметном пространстве Развитие рынка газомоторного топлива в Российской Федерации
Развитие рынка газомоторного топлива в Российской Федерации Русская равнина
Русская равнина Презентация по теме самообразования Учебная мотивация как показатель качества обучения младших школьников.
Презентация по теме самообразования Учебная мотивация как показатель качества обучения младших школьников. Социальные сети
Социальные сети Казан каласы! Диск
Казан каласы! Диск Установите счётчики. Принцип работы счётчика
Установите счётчики. Принцип работы счётчика Региональная экономика
Региональная экономика Корпус и Блок Питания
Корпус и Блок Питания Наполеон Бонапарт (Napoleon Bonaparte). Поход на Россию
Наполеон Бонапарт (Napoleon Bonaparte). Поход на Россию 172262685746922299.1.2
172262685746922299.1.2 Слово. Транскрипция. Перевод
Слово. Транскрипция. Перевод Итоговое устное собеседование. Чтение текста вслух
Итоговое устное собеседование. Чтение текста вслух презентация к уроку в 8 классе Построение модели невидимого объекта. Возникновение в науке теоретических представлений о веществе и химической реакции.
презентация к уроку в 8 классе Построение модели невидимого объекта. Возникновение в науке теоретических представлений о веществе и химической реакции. Температурный ангармонизм. Рассеяние Мандельштама-Бриллюэна. Вынужденное рассеяние Мандельштама-Бриллюэна
Температурный ангармонизм. Рассеяние Мандельштама-Бриллюэна. Вынужденное рассеяние Мандельштама-Бриллюэна 2.4. Матричные синтезы. Часть 2
2.4. Матричные синтезы. Часть 2 микробы
микробы