- Обработка резьбовых поверхностей. Тема 10

Содержание
- 2. Тема 10. ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ 1. Резьба и ее элементы: понятие о винтовой линии; понятие о
- 3. 1. Резьба и ее элементы Обработка резьбовых поверхностей - это операция, которая осуществляется снятием слоя материала
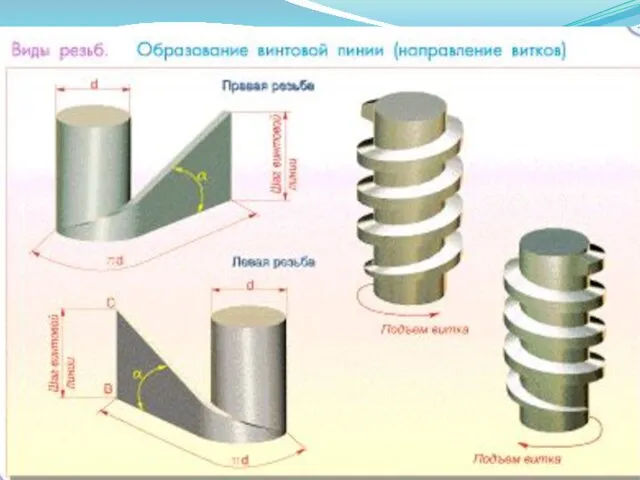
- 5. Продолжение 1 вопроса Понятие о резьбе Винтовая канавка, прорезанная на поверхности цилиндра, называется впадиной резьбы, а
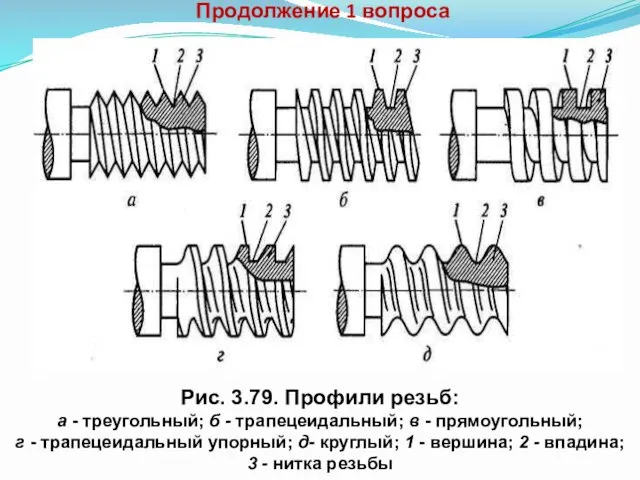
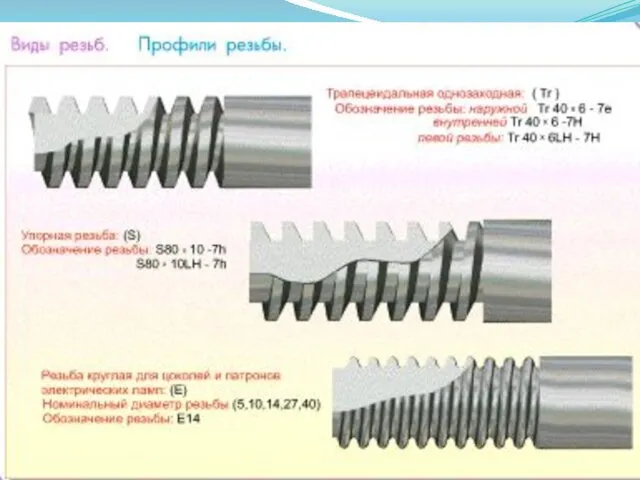
- 6. Продолжение 1 вопроса Рис. 3.79. Профили резьб: а - треугольный; б - трапецеидальный; в - прямоугольный;
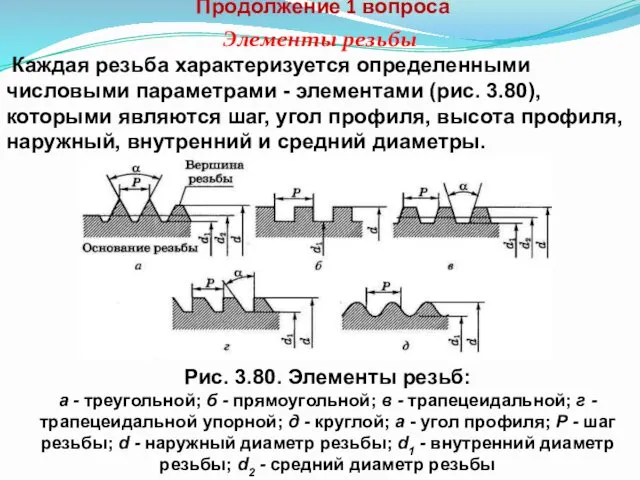
- 10. Продолжение 1 вопроса Элементы резьбы Каждая резьба характеризуется определенными числовыми параметрами - элементами (рис. 3.80), которыми
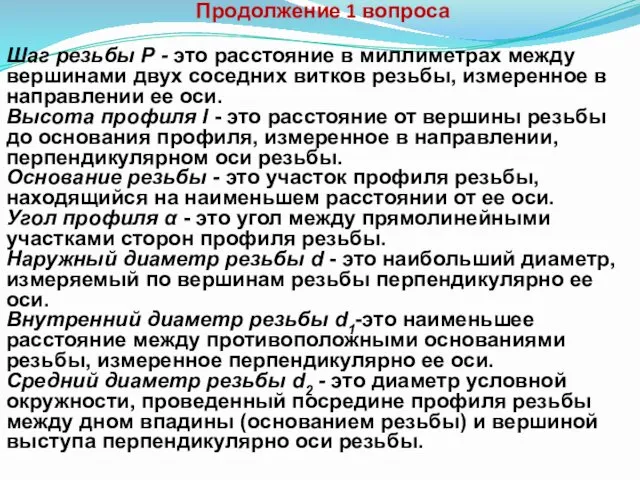
- 11. Продолжение 1 вопроса Шаг резьбы Р - это расстояние в миллиметрах между вершинами двух соседних витков
- 13. Продолжение 1 вопроса Типы и системы резьб По назначению резьбы делятся на крепежные и специальные. К
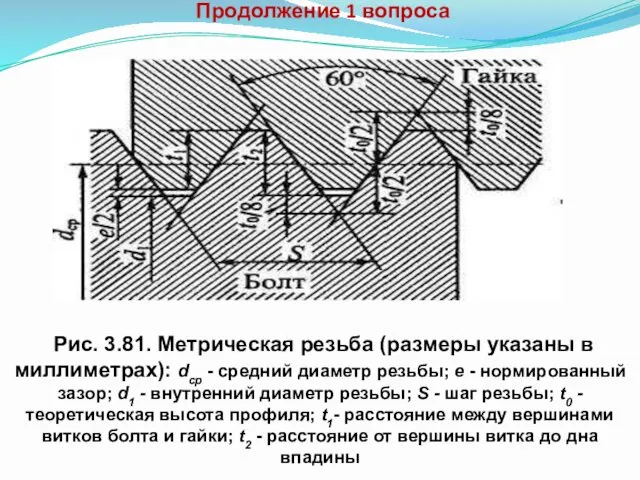
- 14. Продолжение 1 вопроса Рис. 3.81. Метрическая резьба (размеры указаны в миллиметрах): dcp - средний диаметр резьбы;
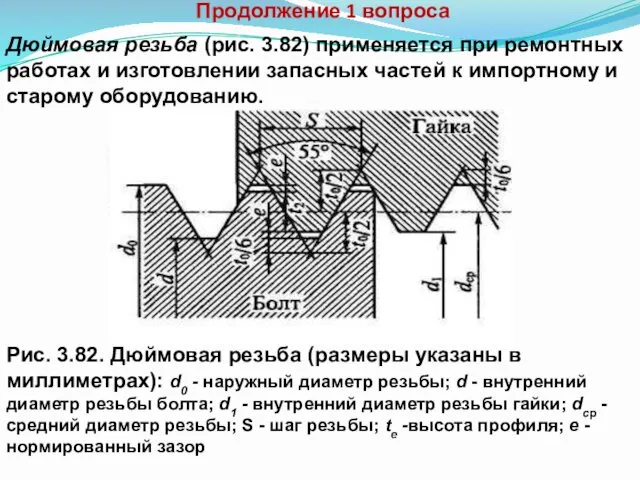
- 15. Продолжение 1 вопроса Рис. 3.82. Дюймовая резьба (размеры указаны в миллиметрах): d0 - наружный диаметр резьбы;
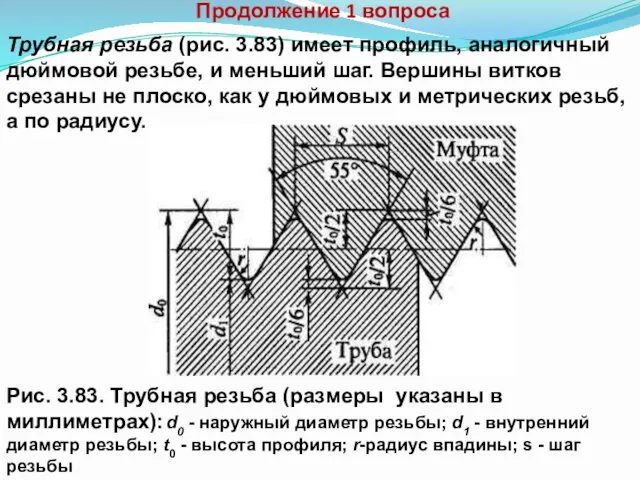
- 16. Продолжение 1 вопроса Рис. 3.83. Трубная резьба (размеры указаны в миллиметрах): d0 - наружный диаметр резьбы;
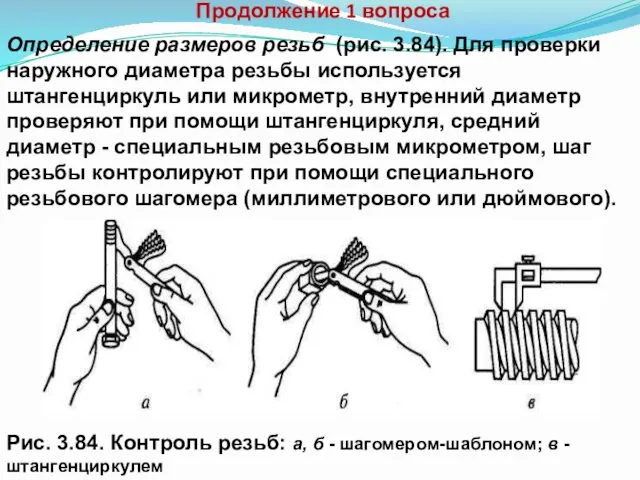
- 17. Продолжение 1 вопроса Рис. 3.84. Контроль резьб: а, б - шагомером-шаблоном; в - штангенциркулем Определение размеров
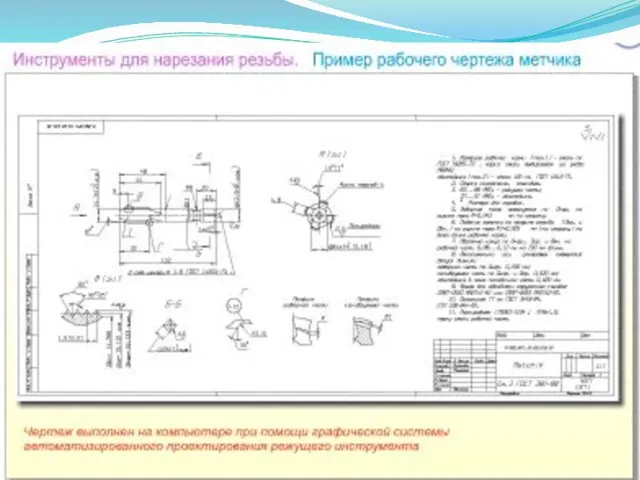
- 18. 2. Инструменты для нарезания внутренних резьб. Рис. 3.85. Метчик: а - конструкция: 1 - нитка (виток);
- 21. Продолжение 2 вопроса Конструкция метчиков зависит от их назначения. В соответствии с этим используют ручные (слесарные),
- 22. Продолжение 2 вопроса Рис. 3.87. Специальные метчики: а - трех- и четырехперьевые; б - конструкция рабочей
- 23. Продолжение 2 вопроса Приспособления для нарезания внутренних резьб Воротки (рис. 3.88) бывают различных конструкций, которые имеют
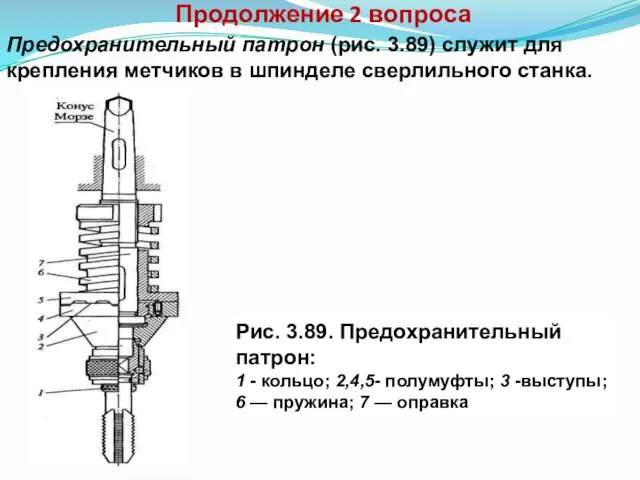
- 25. Продолжение 2 вопроса Предохранительный патрон (рис. 3.89) служит для крепления метчиков в шпинделе сверлильного станка. Рис.
- 26. Продолжение 2 вопроса Реверсивный предохранительный патрон (рис. 3.90) предназначен для нарезания резьб в глухих отверстиях диаметром
- 27. Продолжение 2 вопроса Реверсивные патроны (рис. 3.91) используются при нарезании резьб на сверлильных станках или с
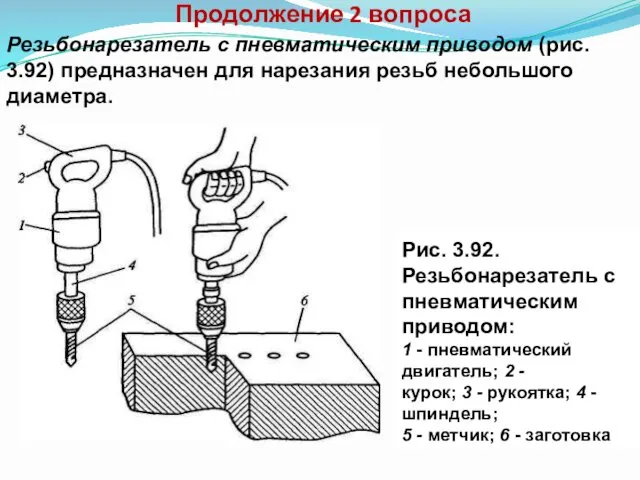
- 28. Продолжение 2 вопроса Резьбонарезатель с пневматическим приводом (рис. 3.92) предназначен для нарезания резьб небольшого диаметра. Рис.
- 29. Продолжение 2 вопроса Резьбонарезатель с электрическим приводом (рис. 3.93) снабжен встроенным электродвигателем, реверсивным механизмом и редуктором.
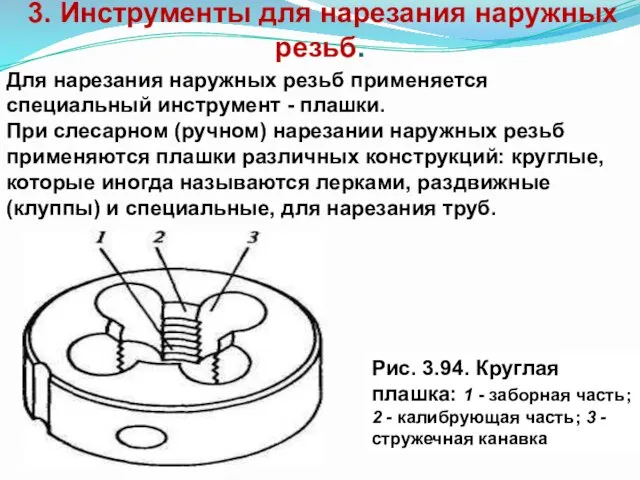
- 30. 3. Инструменты для нарезания наружных резьб. Для нарезания наружных резьб применяется специальный инструмент - плашки. При
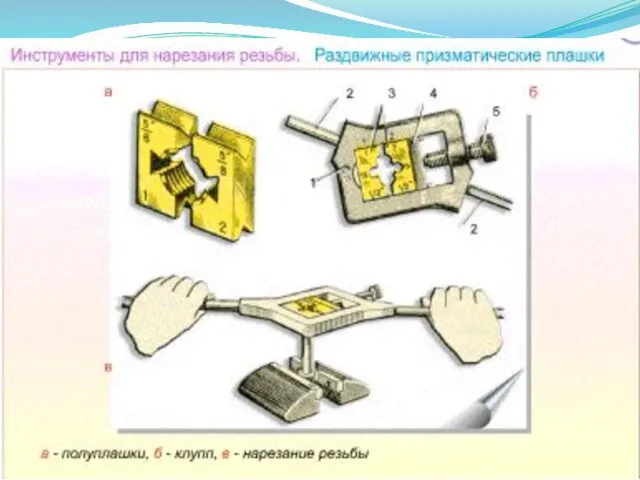
- 32. Продолжение 3 вопроса Квадратная (раздвижная) плашка (рис. 3.95) состоит из двух половин, укрепляемых в специальной рамке
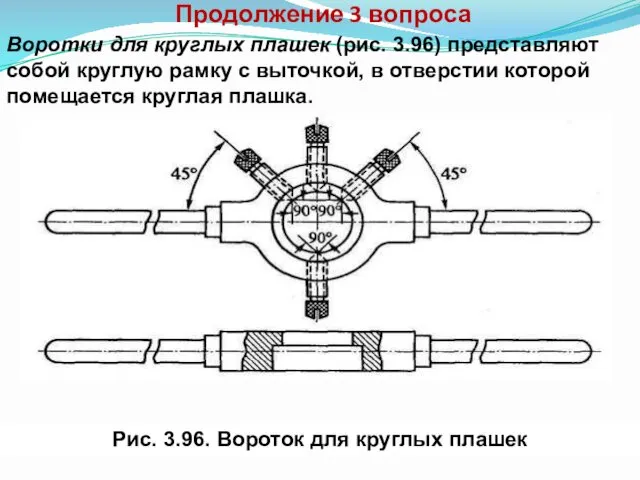
- 34. Продолжение 3 вопроса Воротки для круглых плашек (рис. 3.96) представляют собой круглую рамку с выточкой, в
- 35. Продолжение 3 вопроса Инструмент и процесс нарезания наружных трубных резьб (рис. 3.97). Рис. 3.97. Клупп для
- 36. Продолжение 3 вопроса Гребенки резьбонарезные круглые (рис. 3.98) используются для нарезания трубной резьбы на металлорежущих станках
- 37. Продолжение 3 вопроса Для нарезания резьб при помощи гребенок предназначены специальные винторезные самооткрывающиеся головки (рис. 3.99),
- 38. Продолжение 3 вопроса При нарезании наружных резьб на сверлильных и токарных станках применяют специальное приспособление -
- 39. Продолжение 3 вопроса Накатные плашки применяются для получения резьб диаметром от 4 до 32 мм с
- 40. 4. Правила обработки наружных и внутренних резьбовых поверхностей. Подготовка стержней и отверстий для создания резьбовых поверхностей
- 41. Продолжение 4 вопроса Правила обработки наружных и внутренних резьбовых поверхностей 1. Нарезание резьбы необходимо выполнять при
- 42. 5. Правила нарезания наружной и внутренних резьб Правила нарезания наружной резьбы 1. Перед нарезанием резьбы следует
- 44. Продолжение 5 вопроса Правила нарезания внутренних резьб 1.Перед нарезанием резьбы следует проверить: -соответствие диаметра отверстия размеру
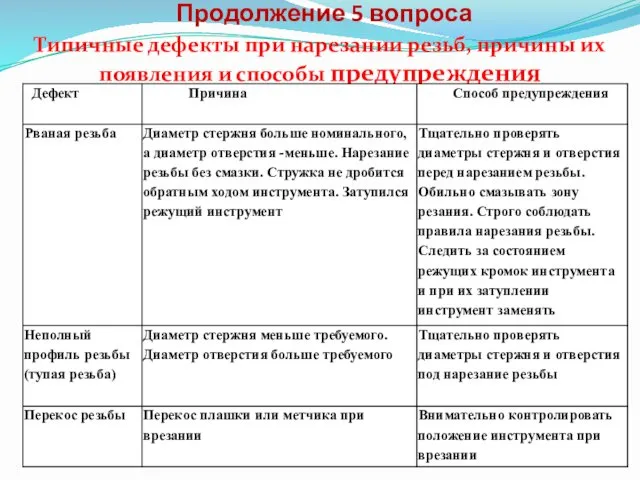
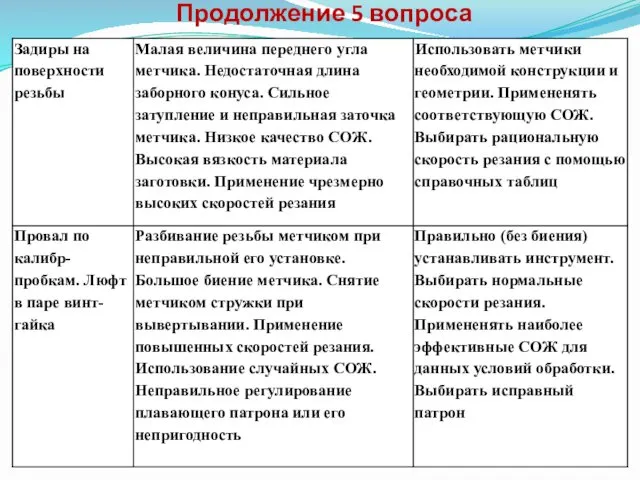
- 46. Продолжение 5 вопроса Типичные дефекты при нарезании резьб, причины их появления и способы предупреждения
- 47. Продолжение 5 вопроса
- 49. Скачать презентацию
Тема 10. ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
1. Резьба и ее элементы: понятие о
Тема 10. ОБРАБОТКА РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
1. Резьба и ее элементы: понятие о

1. Резьба и ее элементы
Обработка резьбовых поверхностей - это операция,
1. Резьба и ее элементы
Обработка резьбовых поверхностей - это операция,
Продолжение 1 вопроса
Понятие о резьбе
Винтовая канавка, прорезанная на поверхности цилиндра,
Продолжение 1 вопроса
Понятие о резьбе
Винтовая канавка, прорезанная на поверхности цилиндра,
Продолжение 1 вопроса
Рис. 3.79. Профили резьб:
а - треугольный; б -
Продолжение 1 вопроса
Рис. 3.79. Профили резьб:
а - треугольный; б -
Продолжение 1 вопроса
Элементы резьбы
Каждая резьба характеризуется определенными числовыми параметрами -
Продолжение 1 вопроса
Элементы резьбы
Каждая резьба характеризуется определенными числовыми параметрами -
Продолжение 1 вопроса
Шаг резьбы Р - это расстояние в миллиметрах
Продолжение 1 вопроса
Шаг резьбы Р - это расстояние в миллиметрах

Продолжение 1 вопроса
Типы и системы резьб
По назначению резьбы делятся на
Продолжение 1 вопроса
Типы и системы резьб
По назначению резьбы делятся на
Продолжение 1 вопроса
Рис. 3.81. Метрическая резьба (размеры указаны в миллиметрах):
Продолжение 1 вопроса
Рис. 3.81. Метрическая резьба (размеры указаны в миллиметрах):
Продолжение 1 вопроса
Рис. 3.82. Дюймовая резьба (размеры указаны в миллиметрах):
Продолжение 1 вопроса
Рис. 3.82. Дюймовая резьба (размеры указаны в миллиметрах):
Продолжение 1 вопроса
Рис. 3.83. Трубная резьба (размеры указаны в миллиметрах): d0
Продолжение 1 вопроса
Рис. 3.83. Трубная резьба (размеры указаны в миллиметрах): d0
Продолжение 1 вопроса
Рис. 3.84. Контроль резьб: а, б - шагомером-шаблоном;
Продолжение 1 вопроса
Рис. 3.84. Контроль резьб: а, б - шагомером-шаблоном;

2. Инструменты для нарезания внутренних резьб.
Рис. 3.85. Метчик:
а
2. Инструменты для нарезания внутренних резьб.
Рис. 3.85. Метчик:
а


Продолжение 2 вопроса
Конструкция метчиков зависит от их назначения. В соответствии
Продолжение 2 вопроса
Конструкция метчиков зависит от их назначения. В соответствии

Продолжение 2 вопроса
Рис. 3.87. Специальные метчики:
а - трех- и четырехперьевые;
Продолжение 2 вопроса
Рис. 3.87. Специальные метчики:
а - трех- и четырехперьевые;

Продолжение 2 вопроса
Приспособления для нарезания внутренних резьб
Воротки (рис. 3.88) бывают
Продолжение 2 вопроса
Приспособления для нарезания внутренних резьб
Воротки (рис. 3.88) бывают

Продолжение 2 вопроса
Предохранительный патрон (рис. 3.89) служит для крепления метчиков
Продолжение 2 вопроса
Предохранительный патрон (рис. 3.89) служит для крепления метчиков

Продолжение 2 вопроса
Реверсивный предохранительный патрон (рис. 3.90) предназначен для нарезания
Продолжение 2 вопроса
Реверсивный предохранительный патрон (рис. 3.90) предназначен для нарезания

Продолжение 2 вопроса
Реверсивные патроны (рис. 3.91) используются при нарезании резьб
Продолжение 2 вопроса
Реверсивные патроны (рис. 3.91) используются при нарезании резьб
Продолжение 2 вопроса
Резьбонарезатель с пневматическим приводом (рис. 3.92) предназначен для
Продолжение 2 вопроса
Резьбонарезатель с пневматическим приводом (рис. 3.92) предназначен для

Продолжение 2 вопроса
Резьбонарезатель с электрическим приводом (рис. 3.93) снабжен встроенным
Продолжение 2 вопроса
Резьбонарезатель с электрическим приводом (рис. 3.93) снабжен встроенным
3. Инструменты для нарезания наружных резьб.
Для нарезания наружных резьб
3. Инструменты для нарезания наружных резьб.
Для нарезания наружных резьб

Продолжение 3 вопроса
Квадратная (раздвижная) плашка (рис. 3.95) состоит из двух
Продолжение 3 вопроса
Квадратная (раздвижная) плашка (рис. 3.95) состоит из двух
Продолжение 3 вопроса
Воротки для круглых плашек (рис. 3.96) представляют собой
Продолжение 3 вопроса
Воротки для круглых плашек (рис. 3.96) представляют собой

Продолжение 3 вопроса
Инструмент и процесс нарезания наружных трубных резьб (рис.
Продолжение 3 вопроса
Инструмент и процесс нарезания наружных трубных резьб (рис.

Продолжение 3 вопроса
Гребенки резьбонарезные круглые (рис. 3.98) используются для нарезания
Продолжение 3 вопроса
Гребенки резьбонарезные круглые (рис. 3.98) используются для нарезания

Продолжение 3 вопроса
Для нарезания резьб при помощи гребенок предназначены специальные
Продолжение 3 вопроса
Для нарезания резьб при помощи гребенок предназначены специальные

Продолжение 3 вопроса
При нарезании наружных резьб на сверлильных и токарных
Продолжение 3 вопроса
При нарезании наружных резьб на сверлильных и токарных

Продолжение 3 вопроса
Накатные плашки применяются для получения резьб диаметром от
Продолжение 3 вопроса
Накатные плашки применяются для получения резьб диаметром от
4. Правила обработки наружных и внутренних резьбовых поверхностей.
Подготовка стержней и
4. Правила обработки наружных и внутренних резьбовых поверхностей.
Подготовка стержней и
Продолжение 4 вопроса
Правила обработки наружных и внутренних резьбовых поверхностей
1. Нарезание
Продолжение 4 вопроса
Правила обработки наружных и внутренних резьбовых поверхностей
1. Нарезание
5. Правила нарезания наружной и внутренних резьб
Правила нарезания наружной
5. Правила нарезания наружной и внутренних резьб
Правила нарезания наружной

Продолжение 5 вопроса
Правила нарезания внутренних резьб
1.Перед нарезанием резьбы следует проверить:
-соответствие
Продолжение 5 вопроса
Правила нарезания внутренних резьб
1.Перед нарезанием резьбы следует проверить:
-соответствие
Продолжение 5 вопроса
Типичные дефекты при нарезании резьб, причины их появления
Продолжение 5 вопроса
Типичные дефекты при нарезании резьб, причины их появления
Продолжение 5 вопроса
Продолжение 5 вопроса
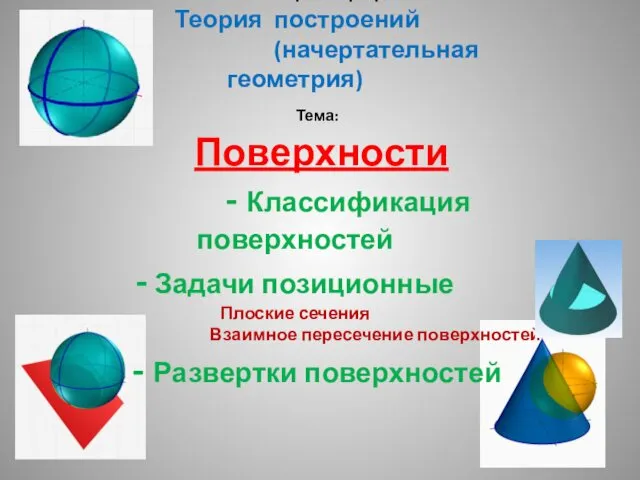 Классификация поверхностей. Развертки поверхностей
Классификация поверхностей. Развертки поверхностей Инженерлік өнердің негіздері
Инженерлік өнердің негіздері Архитектурно-строительный чертеж
Архитектурно-строительный чертеж Инженерная графика. Введение
Инженерная графика. Введение Деталирование сборочного чертежа. Порядок деталирования
Деталирование сборочного чертежа. Порядок деталирования Обозначение шероховатости поверхностей на чертежах
Обозначение шероховатости поверхностей на чертежах Построение перспективы объекта методом архитекторов с двумя точками схода. Лекция 20
Построение перспективы объекта методом архитекторов с двумя точками схода. Лекция 20 Пересечение поверхности с проецирующей плоскостью
Пересечение поверхности с проецирующей плоскостью krepezh
krepezh Ескіз деталі. Послідовність виконання та оформлення ескізу
Ескіз деталі. Послідовність виконання та оформлення ескізу Виды проецирования в начертательной геометрии. Комплексный чертеж
Виды проецирования в начертательной геометрии. Комплексный чертеж Базовые преобразования проекций, используемые при решении задач начертательной геометрии. (Лекция 6)
Базовые преобразования проекций, используемые при решении задач начертательной геометрии. (Лекция 6) Изображения - виды, разрезы, сечения
Изображения - виды, разрезы, сечения Болтовое соединение
Болтовое соединение Виды соединений. Сборочные чертежи
Виды соединений. Сборочные чертежи Армокаменные конструкции. Новые возможности ООО ЛИРА САПР
Армокаменные конструкции. Новые возможности ООО ЛИРА САПР Проекційне креслення
Проекційне креслення Основные параметры шероховатости поверхности
Основные параметры шероховатости поверхности Features that are available only in the Advanced version: 3D simulation
Features that are available only in the Advanced version: 3D simulation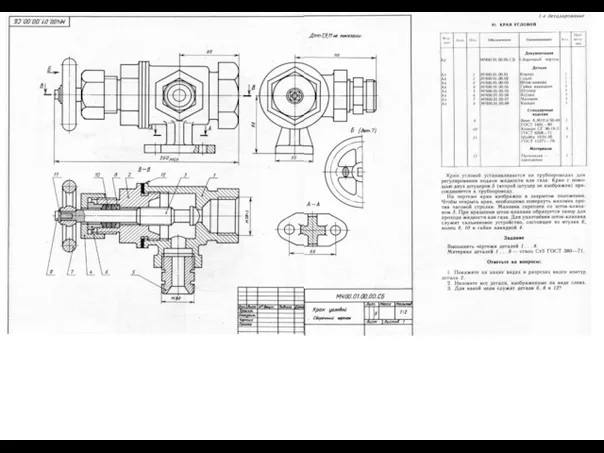 Чертежи. (Вариант 1-25)
Чертежи. (Вариант 1-25) Проекция точки на одну плоскость. Эпюр Монжа в системе трех плоскостей проекций
Проекция точки на одну плоскость. Эпюр Монжа в системе трех плоскостей проекций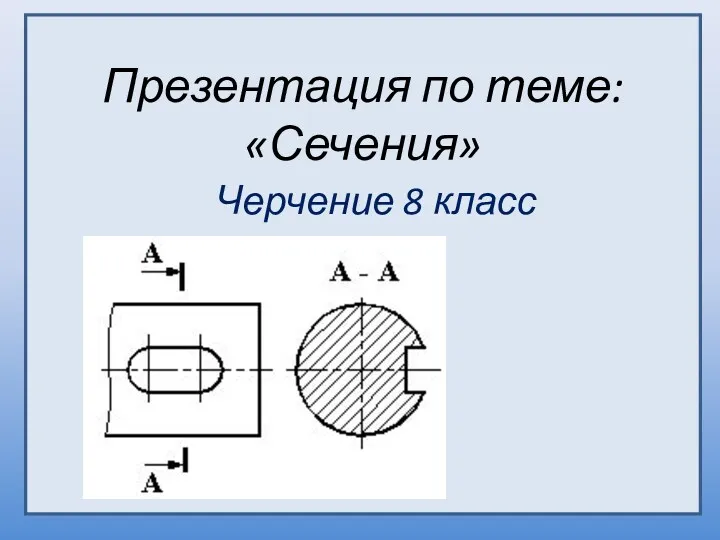 Сечения. Черчение. 8 класс
Сечения. Черчение. 8 класс Дисциплина:Современное проектирование зданий и сооружений Базовые требования Еврокода 1990
Дисциплина:Современное проектирование зданий и сооружений Базовые требования Еврокода 1990 Отметки ввода счётчика воды, магистральных участков
Отметки ввода счётчика воды, магистральных участков Разрезы. Соединение вида и разреза на чертеже
Разрезы. Соединение вида и разреза на чертеже Проецирование моделей. Построение комплексного чертежа. Разрез
Проецирование моделей. Построение комплексного чертежа. Разрез Виды изделий (ЕСКД ГОСТ 2.101-2016)
Виды изделий (ЕСКД ГОСТ 2.101-2016) Основы начертательной геометрии
Основы начертательной геометрии