- Бережливое производство

Содержание
- 2. История Lean Production Концепции «бережливого производства» впервые были реализованы в компания Toyota. Отцом бережливой концепции считают
- 3. История Lean Production Такой подход исключал из оборота массу неоправданных расходов – на закупку и обслуживание
- 4. История Lean Production Любая деятельность, которая потребляет ресурсы, но не создает ценности (для потребителя), в японском
- 5. История Lean Production Toyota Production System учитывает следующие виды Muda: Перепроизводство Потери машинного времени Потери, связанные
- 6. История Lean Production 3-MU: Muda – потери (все виды действий, которые потребляют ресурсы, не создавая ценности)
- 7. История Lean Production Позже к перечню MU было добавлено проектирование товаров и услуг, не отвечающих истинным
- 8. Средства борьбы с MU Для успеха в борьбе с MU всему бизнес-процессу или его отдельным этапу
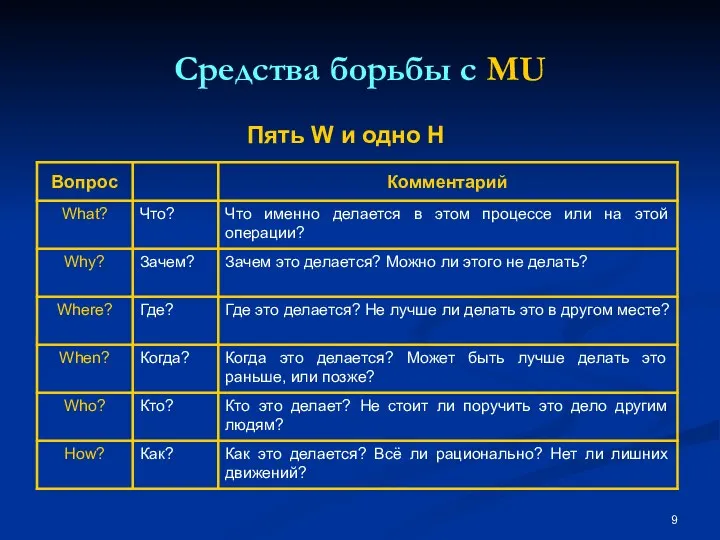
- 9. Средства борьбы с MU Пять W и одно H
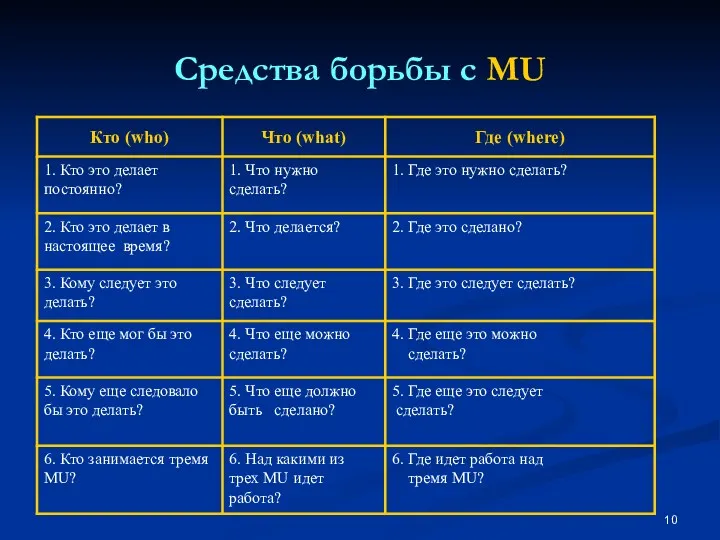
- 10. Средства борьбы с MU
- 11. Средства борьбы с MU
- 12. Средства борьбы с MU Для борьбы с MU полезны и другие инструменты: Концепция дуракоустойчивого производства (POKA
- 13. Средства борьбы с MU Список 5M: Материалы (сырьё и комплектующие, а также услуги внешних организаций) -
- 14. Список 5M Man (Оператор). Соблюдает ли он стандарты? Приемлема ли эффективность его работы? Восприимчив ли он
- 15. Список 5M Material (Материал). Есть ли ошибки в объеме? Есть ли ошибки в качестве? Есть ли
- 16. Список 5M Operation Method (Метод работы). Удовлетворительны ли рабочие стандарты? Обновлены ли эти стандарты? Безопасен ли
- 17. Список 5M Machine (Оборудование). Соответствует ли оно требованиям производства? Соответствует ли оно воспроизводимости процесса? Соблюдаются ли
- 18. Выводы Концепция «бережливого производства» имеет два аспекта: Это способ для ограниченной в ресурсах компании экономить и
- 19. Выводы Выполнение стратегического плана компании (добиться конкурентоспособности в данном случае за счет экономии) достигается тем, что
- 20. 2. Основные инструменты бережливого производства: - Улучшения профессионального окружения (5S) - Всеобщее обслуживание оборудования (TPM)
- 21. Улучшение профессионального окружения 5 S
- 22. Стратегия 5S Система 5S была разработана в Японии примерно в то же время как и набор
- 23. Стратегия 5S 1S (Seiri) Ликвидация ненужных предметов - предполагает четкое разделение находящихся на рабочем месте вещей
- 24. Стратегия 5S 2S (Seiton) Упорядочение. (Seiton) означает расположение предметов в порядке, наилучшим образом отвечающем требованиям безопасности,
- 25. Стратегия 5S 3S (Seiso) Очищение. (Seiso) имеет целью создание благоприятной рабочей среды. Достигается это, прежде всего
- 26. Стратегия 5S Продолжение 3S Начинать рабочий день следует с проверки наличия необходимых материалов, инструментов, измерительных приборов,
- 27. Стратегия 5S 4S (Seiketsu) Гигиена. Это комплекс мер по поддержанию первых трех принципов, который включает в
- 28. Стратегия 5S 5S (Shitsuke) Дисциплина. Трактуется в данном случае в более широком смысле, чем соблюдение всеми
- 29. Стратегия 5S Продолжение 5S данный термин переводится так же, и как воспитание, которое, по утверждению некоторых
- 30. TPM Всеобщее обслуживание оборудования
- 31. Всеобщее обслуживание оборудования Целью всеобщего обслуживания оборудования служит обеспечение максимальной эффективности его работы на протяжении всего
- 32. Всеобщее обслуживание оборудования Основополагающие принципы: Разработка методов надлежащей эксплуатации. Обучение поддержанию чистоты и порядка на рабочем
- 33. История TPM В начале 70-х годов XX века в Японии был разработан подход, получивший название «Всеобщее
- 34. История TPM В послевоенной Японии проблема эффективной эксплуатации машин и оборудования разрешалась традиционно: использовался считавшийся тогда
- 35. История TPM В 1971 году японская компания «Ниппон Дэнсо», входящая в корпорацию «Тойота», предложила методику повышения
- 36. История TPM В новой методике основной идеей стал отказ от жесткого разделения труда между производственными рабочими
- 37. История TPM Другим существенным моментом новой методики явилась организационная структура, представлявшая собой совокупность связанных друг с
- 38. История TPM Новая система была сразу оценена. Компания «Ниппон Дэнсо» была удостоена звания образцовой. Специальной премией
- 39. История TPM В первое время, в 70-е годы, сферой распространения новой системы было лишь автомобилестроение. Премии
- 40. История TPM В 1991 году произошли события, которые дали основание говорить о наступлении мировой эпохи ТРМ.
- 41. Основные принципы TPM
- 42. Основные принципы TPM В настоящее время TQC (Всеобщий контроль качества) и ТРМ практикуются в большинстве японских
- 43. Основные принципы TPM ТРМ направлен на максимальное повышение эффективности оборудования при помощи всеобщей системы профилактического обслуживания
- 44. Основные принципы TPM Процесс внедрения программы развертывания ТРМ осуществляется по нескольким основным направлениям (как правило, 6
- 45. Основные принципы TPM Тору Industries'Ayase Works, предприятие среднего размера по производству автомобильных колес, на котором работает
- 46. Основные принципы TPM Высший менеджмент Тору Industries'Ayase Works заявил, что компания должна приложить усилия для того,
- 47. Основные принципы TPM На этом предприятии ТРМ состоял из трех основных составляющих: 1) Создание системы, при
- 48. Основные принципы TPM Опыт внедрения ТРМ на примере японского предприятия Ayase Works. проходил в семь этапов,
- 49. Основные принципы TPM Если уборка рабочего места и чистка оборудования вошла у рабочих в привычку, они
- 50. Основные принципы TPM Этап 2: Выявление причин проблем и мест, где трудно осуществлять уборку, принятие соответствующих
- 51. Основные принципы TPM Всего на Ayase Works было проверено 240 тыс. болтов и гаек, которые затянули
- 52. Основные принципы TPM Этап 3: Разработка стандартов по чистке и смазке. За три года в этой
- 53. Основные принципы TPM Этап 4: Проверка системы в целом. Этап 5: Установка стандартов для процедур добровольного
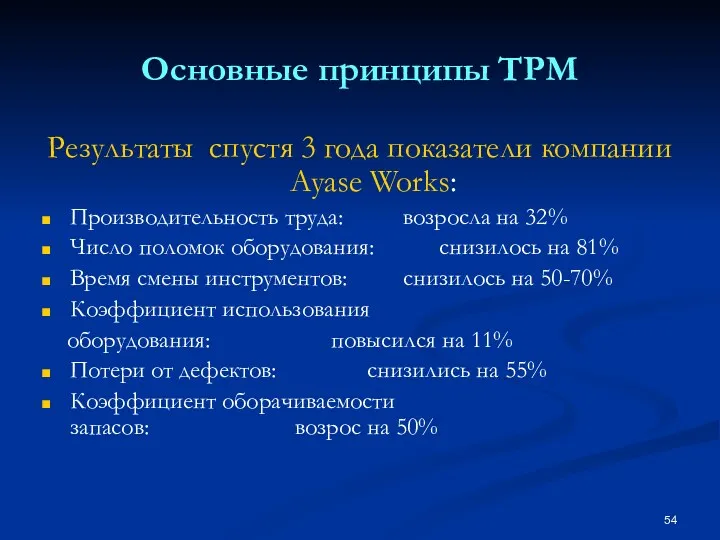
- 54. Основные принципы TPM Результаты спустя 3 года показатели компании Ayase Works: Производительность труда: возросла на 32%
- 55. Основные принципы TPM Одним из неожиданных дополнительных позитивных результатов внедрения ТРМ стало то, что персонал Ayase
- 56. Сложности внедрения принципов TPM
- 57. Сложности внедрения принципов TPM Каждый сотрудник предприятия по-своему общеобразовательному и профессиональному уровню должен быть подготовлен к
- 58. Сложности внедрения принципов TPM На предприятии нужно создать такую психологическую атмосферу, чтобы предлагаемые в соответствии с
- 59. Преимущества внедрения принципов TPM
- 60. Преимущества внедрения TPM В количественном отношении: Повышение производительности (в 1,5 – 2 раза через 3 года)
- 61. Преимущества внедрения TPM В качественном отношении: Изменение психологии работника. Один раз почувствовав, что такое идеально работающий
- 62. Преимущества внедрения TPM Создание малых групп группы с частично перекрывающимися областями деятельности Малые группы (4-8 человек)
- 63. Преимущества внедрения TPM Суммарный эффект. В качестве суммарного результата предприятие, внедрившее ТРМ, получает следующее: Значительное преимущество
- 64. Вывод Всеобщее обслуживание оборудования – эффективное использование производственного оборудования предприятия на протяжении всего его жизненного цикла
- 65. Взаимодействие концепций 5 S и TPM
- 66. Стратегия 5S Результат развертывания «5S» - обстановка, благоприятная для производительной работы, и, в конечном счете, повышение
- 67. Элементы концепции 5S
- 68. Взаимодействие концепций TPM и 5S В настоящее время концепции 5S и TPM рассматриваются в качестве ключевых
- 69. Взаимодействие концепций TPM и 5S Преимущества совместного использования концепций: Увеличение производительности Повышение качества продукции Оптимизация поставок
- 70. Взаимодействие концепций TPM и 5S С начала 70-х годов прошлого столетия концепция ТРМ претерпела значительные изменения.
- 71. Взаимодействие концепций TPM и 5S Цели первого поколения ТРМ – ликвидация потерь шести основных видов: потери,
- 72. Взаимодействие концепций TPM и 5S Во втором поколении концепции ТРМ упор сделан именно на оптимизацию всего
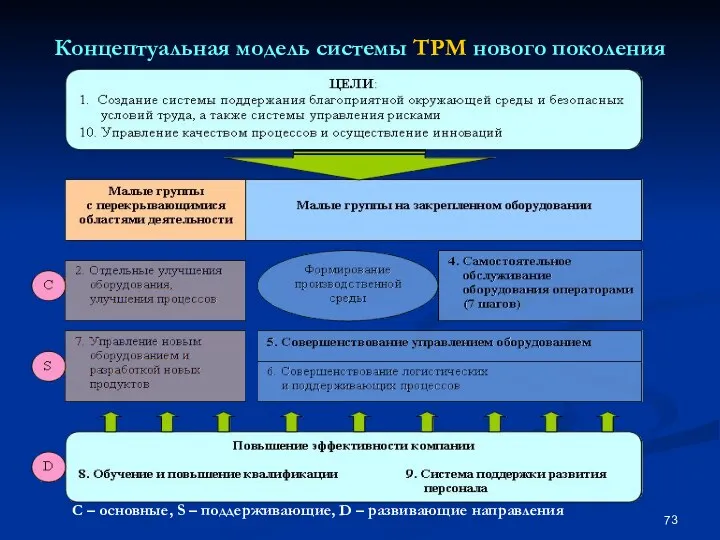
- 73. Концептуальная модель системы TPM нового поколения С – основные, S – поддерживающие, D – развивающие направления
- 74. Интеграция 5S в ТРМ через улучшение производственной среды и пять шагов самостоятельного обслуживания операторами
- 75. Взаимодействие концепций TPM и 5S Область отдельных улучшений расширена таким образом, что теперь она охватывает как
- 76. Взаимодействие концепций TPM и 5S В концепцию ТРМ введены дополнительные направления деятельности по формированию производственной среды
- 77. Самостоятельное обслуживание оборудования операторами Самостоятельное обслуживание оборудования операторами является ключевым элементом системы ТРМ, но во многих
- 78. Самостоятельное обслуживание оборудования операторами Правильнее рассматривать ТРМ в качестве интегрированного подхода к повышению эффективности производственного оборудования.
- 79. Самостоятельное обслуживание оборудования операторами Процесс освоения самостоятельного обслуживания оборудования операторами состоит из семи шагов, направленных на
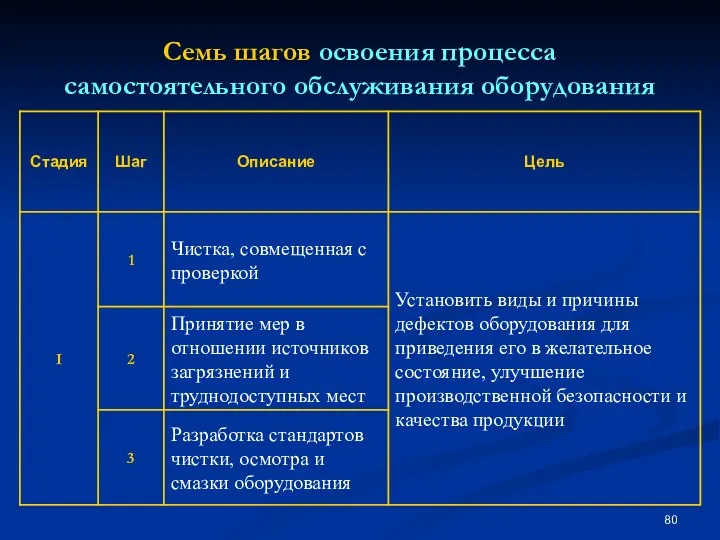
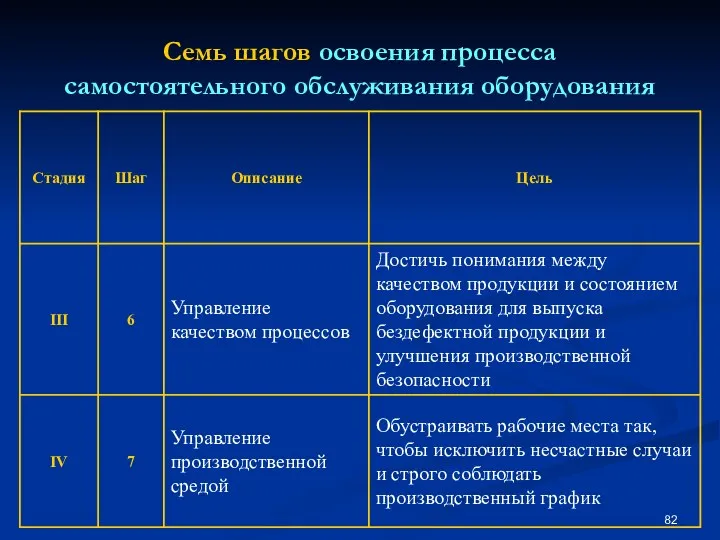
- 80. Семь шагов освоения процесса самостоятельного обслуживания оборудования
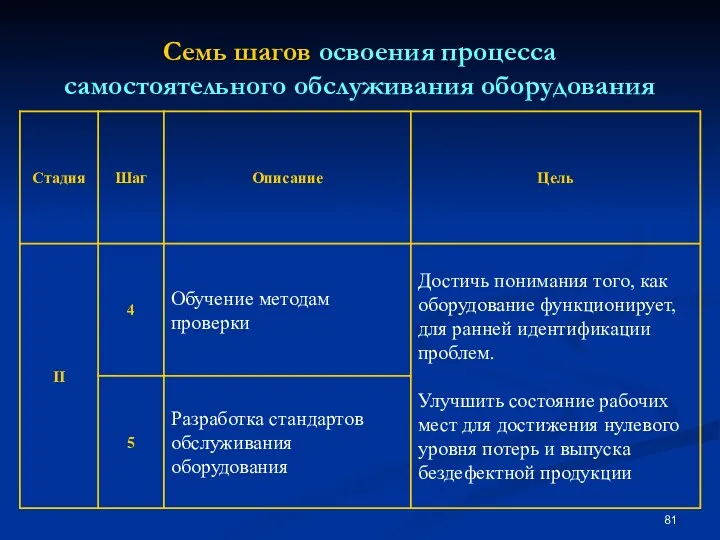
- 81. Семь шагов освоения процесса самостоятельного обслуживания оборудования
- 82. Семь шагов освоения процесса самостоятельного обслуживания оборудования
- 83. Самостоятельное обслуживание оборудования операторами Производственная среда может быть разделена на рабочую площадь, т.е. все, что окружает
- 84. Самостоятельное обслуживание оборудования операторами Это меняет смысл работы, называемой «очисткой»: происходит переход от простой чистки оборудования
- 85. Самостоятельное обслуживание оборудования операторами Важный вопрос, касающийся терминологии, связан со значением словосочетания «самостоятельное обслуживание оборудования операторами».
- 86. Самостоятельное обслуживание оборудования операторами Система ТРМ основана на предположении, что наиболее эффективно рабочее пространство могут использовать
- 87. Формирование производственной среды Направление развертывания системы ТРМ по улучшению производственной среды было введено с целью обеспечить
- 88. Формирование производственной среды Генеральной целью является инициирование и улучшение деятельности малых групп путем закрепления за ними
- 89. Формирование производственной среды С того момента как малые группы приступают к улучшениям на своих рабочих местах,
- 91. Скачать презентацию
История Lean Production
Концепции «бережливого производства» впервые были реализованы в компания Toyota.
Отцом
История Lean Production
Концепции «бережливого производства» впервые были реализованы в компания Toyota.
Отцом
История Lean Production
Такой подход исключал из оборота массу неоправданных расходов –
История Lean Production
Такой подход исключал из оборота массу неоправданных расходов –
История Lean Production
Любая деятельность, которая потребляет ресурсы, но не создает ценности
История Lean Production
Любая деятельность, которая потребляет ресурсы, но не создает ценности

История Lean Production
Toyota Production System учитывает следующие виды Muda:
Перепроизводство
Потери машинного
История Lean Production
Toyota Production System учитывает следующие виды Muda:
Перепроизводство
Потери машинного
История Lean Production
3-MU:
Muda – потери (все виды действий, которые потребляют ресурсы,
История Lean Production
3-MU:
Muda – потери (все виды действий, которые потребляют ресурсы,
История Lean Production
Позже к перечню MU было добавлено проектирование товаров и
История Lean Production
Позже к перечню MU было добавлено проектирование товаров и
Средства борьбы с MU
Для успеха в борьбе с MU всему бизнес-процессу
Средства борьбы с MU
Для успеха в борьбе с MU всему бизнес-процессу
Средства борьбы с MU
Пять W и одно H
Средства борьбы с MU
Пять W и одно H
Средства борьбы с MU
Средства борьбы с MU
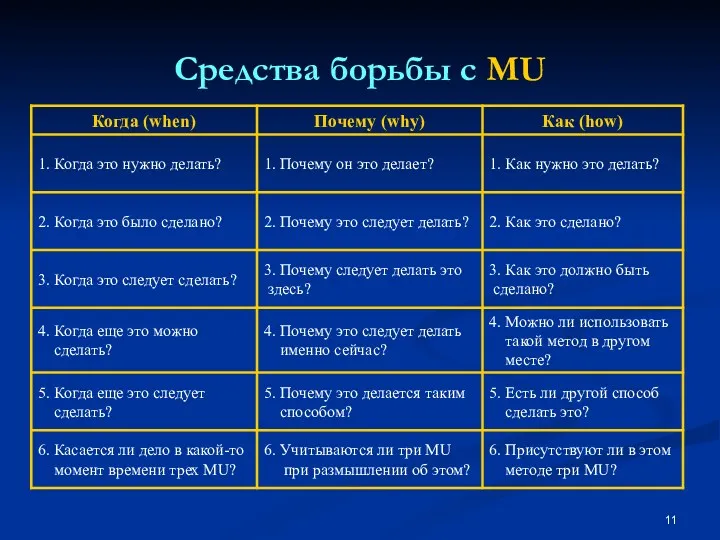
Средства борьбы с MU
Средства борьбы с MU
Средства борьбы с MU
Для борьбы с MU полезны и другие инструменты:
Концепция
Средства борьбы с MU
Для борьбы с MU полезны и другие инструменты:
Концепция
Средства борьбы с MU
Список 5M:
Материалы (сырьё и комплектующие, а также услуги
Средства борьбы с MU
Список 5M:
Материалы (сырьё и комплектующие, а также услуги
Список 5M
Man (Оператор).
Соблюдает ли он стандарты?
Приемлема ли эффективность его работы?
Восприимчив
Список 5M
Man (Оператор).
Соблюдает ли он стандарты?
Приемлема ли эффективность его работы?
Восприимчив
Список 5M
Material (Материал).
Есть ли ошибки в объеме?
Есть ли ошибки в качестве?
Есть
Список 5M
Material (Материал).
Есть ли ошибки в объеме?
Есть ли ошибки в качестве?
Есть
Список 5M
Operation Method (Метод работы).
Удовлетворительны ли рабочие стандарты?
Обновлены ли эти
Список 5M
Operation Method (Метод работы).
Удовлетворительны ли рабочие стандарты?
Обновлены ли эти
Список 5M
Machine (Оборудование).
Соответствует ли оно требованиям производства?
Соответствует ли оно воспроизводимости процесса?
Соблюдаются
Список 5M
Machine (Оборудование).
Соответствует ли оно требованиям производства?
Соответствует ли оно воспроизводимости процесса?
Соблюдаются
Выводы
Концепция «бережливого производства» имеет два аспекта:
Это способ для ограниченной в ресурсах
Выводы
Концепция «бережливого производства» имеет два аспекта:
Это способ для ограниченной в ресурсах
Выводы
Выполнение стратегического плана компании (добиться конкурентоспособности в данном случае за счет
Выводы
Выполнение стратегического плана компании (добиться конкурентоспособности в данном случае за счет
2. Основные инструменты бережливого производства:
- Улучшения профессионального окружения (5S)
-
2. Основные инструменты бережливого производства: - Улучшения профессионального окружения (5S) -
Улучшение профессионального окружения
5 S
Улучшение профессионального окружения
5 S
Стратегия 5S
Система 5S была разработана в Японии примерно в то же
Стратегия 5S
Система 5S была разработана в Японии примерно в то же
Стратегия 5S
1S (Seiri) Ликвидация ненужных предметов - предполагает четкое разделение находящихся
Стратегия 5S
1S (Seiri) Ликвидация ненужных предметов - предполагает четкое разделение находящихся
Стратегия 5S
2S (Seiton) Упорядочение. (Seiton) означает расположение предметов в порядке, наилучшим
Стратегия 5S
2S (Seiton) Упорядочение. (Seiton) означает расположение предметов в порядке, наилучшим
Стратегия 5S
3S (Seiso) Очищение. (Seiso) имеет целью создание благоприятной рабочей среды.
Стратегия 5S
3S (Seiso) Очищение. (Seiso) имеет целью создание благоприятной рабочей среды.
Стратегия 5S
Продолжение 3S
Начинать рабочий день следует с проверки наличия необходимых материалов,
Стратегия 5S
Продолжение 3S
Начинать рабочий день следует с проверки наличия необходимых материалов,
Стратегия 5S
4S (Seiketsu) Гигиена. Это комплекс мер по поддержанию первых трех
Стратегия 5S
4S (Seiketsu) Гигиена. Это комплекс мер по поддержанию первых трех
Стратегия 5S
5S (Shitsuke) Дисциплина. Трактуется в данном случае в более широком
Стратегия 5S
5S (Shitsuke) Дисциплина. Трактуется в данном случае в более широком
Стратегия 5S
Продолжение 5S
данный термин переводится так же, и как воспитание, которое,
Стратегия 5S
Продолжение 5S
данный термин переводится так же, и как воспитание, которое,
TPM
Всеобщее обслуживание оборудования
TPM
Всеобщее обслуживание оборудования
Всеобщее обслуживание оборудования
Целью всеобщего обслуживания оборудования служит обеспечение максимальной эффективности
Всеобщее обслуживание оборудования
Целью всеобщего обслуживания оборудования служит обеспечение максимальной эффективности
Всеобщее обслуживание оборудования
Основополагающие принципы:
Разработка методов надлежащей эксплуатации.
Обучение поддержанию чистоты
Всеобщее обслуживание оборудования
Основополагающие принципы:
Разработка методов надлежащей эксплуатации.
Обучение поддержанию чистоты
История TPM
В начале 70-х годов XX века в Японии был разработан
История TPM
В начале 70-х годов XX века в Японии был разработан
История TPM
В послевоенной Японии проблема эффективной эксплуатации машин и оборудования разрешалась
История TPM
В послевоенной Японии проблема эффективной эксплуатации машин и оборудования разрешалась
История TPM
В 1971 году японская компания «Ниппон Дэнсо», входящая в корпорацию
История TPM
В 1971 году японская компания «Ниппон Дэнсо», входящая в корпорацию
История TPM
В новой методике основной идеей стал отказ от жесткого разделения
История TPM
В новой методике основной идеей стал отказ от жесткого разделения
История TPM
Другим существенным моментом новой методики явилась организационная структура, представлявшая собой
История TPM
Другим существенным моментом новой методики явилась организационная структура, представлявшая собой
История TPM
Новая система была сразу оценена. Компания «Ниппон Дэнсо» была удостоена
История TPM
Новая система была сразу оценена. Компания «Ниппон Дэнсо» была удостоена
История TPM
В первое время, в 70-е годы, сферой распространения новой системы
История TPM
В первое время, в 70-е годы, сферой распространения новой системы
История TPM
В 1991 году произошли события, которые дали основание говорить о
История TPM
В 1991 году произошли события, которые дали основание говорить о
Основные принципы TPM
Основные принципы TPM
Основные принципы TPM
В настоящее время TQC (Всеобщий контроль качества) и ТРМ
Основные принципы TPM
В настоящее время TQC (Всеобщий контроль качества) и ТРМ
Основные принципы TPM
ТРМ направлен на максимальное повышение эффективности оборудования при помощи
Основные принципы TPM
ТРМ направлен на максимальное повышение эффективности оборудования при помощи
Основные принципы TPM
Процесс внедрения программы развертывания ТРМ осуществляется по нескольким основным
Основные принципы TPM
Процесс внедрения программы развертывания ТРМ осуществляется по нескольким основным
Основные принципы TPM
Тору Industries'Ayase Works, предприятие среднего размера по производству автомобильных
Основные принципы TPM
Тору Industries'Ayase Works, предприятие среднего размера по производству автомобильных
Основные принципы TPM
Высший менеджмент Тору Industries'Ayase Works заявил, что компания должна
Основные принципы TPM
Высший менеджмент Тору Industries'Ayase Works заявил, что компания должна
Основные принципы TPM
На этом предприятии ТРМ состоял из трех основных составляющих:
1)
Основные принципы TPM
На этом предприятии ТРМ состоял из трех основных составляющих:
1)
Основные принципы TPM
Опыт внедрения ТРМ на примере японского предприятия Ayase Works.
Основные принципы TPM
Опыт внедрения ТРМ на примере японского предприятия Ayase Works.
Основные принципы TPM
Если уборка рабочего места и чистка оборудования вошла у
Основные принципы TPM
Если уборка рабочего места и чистка оборудования вошла у
Основные принципы TPM
Этап 2: Выявление причин проблем и мест, где трудно
Основные принципы TPM
Этап 2: Выявление причин проблем и мест, где трудно
Основные принципы TPM
Всего на Ayase Works было проверено 240 тыс. болтов
Основные принципы TPM
Всего на Ayase Works было проверено 240 тыс. болтов
Основные принципы TPM
Этап 3: Разработка стандартов по чистке и смазке.
За три
Основные принципы TPM
Этап 3: Разработка стандартов по чистке и смазке.
За три
Основные принципы TPM
Этап 4: Проверка системы в целом.
Этап 5: Установка стандартов
Основные принципы TPM
Этап 4: Проверка системы в целом.
Этап 5: Установка стандартов
Основные принципы TPM
Результаты спустя 3 года показатели компании Ayase Works:
Производительность труда:
Основные принципы TPM
Результаты спустя 3 года показатели компании Ayase Works:
Производительность труда:
Основные принципы TPM
Одним из неожиданных дополнительных позитивных результатов внедрения ТРМ стало
Основные принципы TPM
Одним из неожиданных дополнительных позитивных результатов внедрения ТРМ стало

Сложности внедрения принципов
TPM
Сложности внедрения принципов
TPM
Сложности внедрения принципов TPM
Каждый сотрудник предприятия по-своему общеобразовательному и профессиональному уровню
Сложности внедрения принципов TPM
Каждый сотрудник предприятия по-своему общеобразовательному и профессиональному уровню
Сложности внедрения принципов TPM
На предприятии нужно создать такую психологическую атмосферу, чтобы
Сложности внедрения принципов TPM
На предприятии нужно создать такую психологическую атмосферу, чтобы

Преимущества внедрения принципов
TPM
Преимущества внедрения принципов
TPM
Преимущества внедрения TPM
В количественном отношении:
Повышение производительности (в 1,5 – 2 раза
Преимущества внедрения TPM
В количественном отношении:
Повышение производительности (в 1,5 – 2 раза
Преимущества внедрения TPM
В качественном отношении:
Изменение психологии работника.
Один раз почувствовав, что
Преимущества внедрения TPM
В качественном отношении:
Изменение психологии работника.
Один раз почувствовав, что
Преимущества внедрения TPM
Создание малых групп группы с частично перекрывающимися областями деятельности
Преимущества внедрения TPM
Создание малых групп группы с частично перекрывающимися областями деятельности
Преимущества внедрения TPM
Суммарный эффект.
В качестве суммарного результата предприятие, внедрившее ТРМ,
Преимущества внедрения TPM
Суммарный эффект.
В качестве суммарного результата предприятие, внедрившее ТРМ,
Вывод
Всеобщее обслуживание оборудования – эффективное использование производственного оборудования предприятия на протяжении
Вывод
Всеобщее обслуживание оборудования – эффективное использование производственного оборудования предприятия на протяжении
Взаимодействие концепций
5 S и TPM
Взаимодействие концепций
5 S и TPM
Стратегия 5S
Результат развертывания «5S» - обстановка, благоприятная для производительной работы, и,
Стратегия 5S
Результат развертывания «5S» - обстановка, благоприятная для производительной работы, и,

Элементы концепции 5S
Элементы концепции 5S
Взаимодействие концепций TPM и 5S
В настоящее время концепции 5S и TPM
Взаимодействие концепций TPM и 5S
В настоящее время концепции 5S и TPM
Взаимодействие концепций TPM и 5S
Преимущества совместного использования концепций:
Увеличение производительности
Повышение качества продукции
Оптимизация
Взаимодействие концепций TPM и 5S
Преимущества совместного использования концепций:
Увеличение производительности
Повышение качества продукции
Оптимизация
Взаимодействие концепций TPM и 5S
С начала 70-х годов прошлого столетия концепция
Взаимодействие концепций TPM и 5S
С начала 70-х годов прошлого столетия концепция
Взаимодействие концепций TPM и 5S
Цели первого поколения ТРМ – ликвидация потерь
Взаимодействие концепций TPM и 5S
Цели первого поколения ТРМ – ликвидация потерь
Взаимодействие концепций TPM и 5S
Во втором поколении концепции ТРМ упор сделан
Взаимодействие концепций TPM и 5S
Во втором поколении концепции ТРМ упор сделан
Концептуальная модель системы TPM нового поколения
С – основные, S –
Концептуальная модель системы TPM нового поколения
С – основные, S –
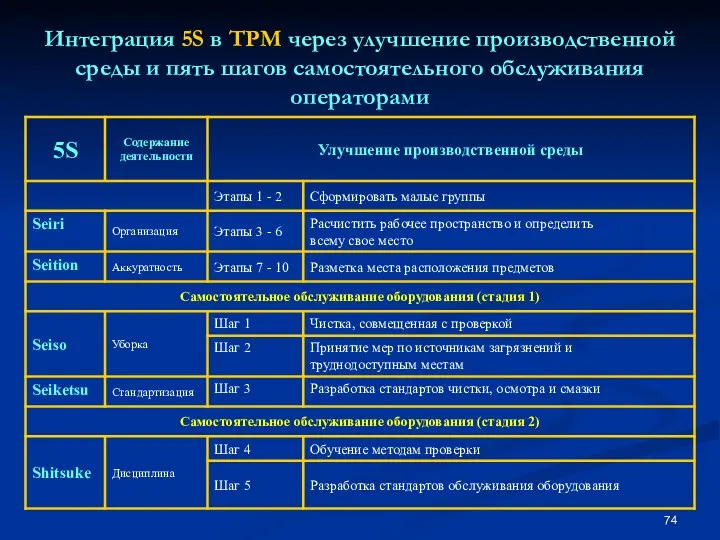
Интеграция 5S в ТРМ через улучшение производственной среды и пять шагов
Интеграция 5S в ТРМ через улучшение производственной среды и пять шагов
Взаимодействие концепций TPM и 5S
Область отдельных улучшений расширена таким образом, что
Взаимодействие концепций TPM и 5S
Область отдельных улучшений расширена таким образом, что
Взаимодействие концепций TPM и 5S
В концепцию ТРМ введены дополнительные направления деятельности
Взаимодействие концепций TPM и 5S
В концепцию ТРМ введены дополнительные направления деятельности
Самостоятельное обслуживание оборудования операторами
Самостоятельное обслуживание оборудования операторами является ключевым элементом системы
Самостоятельное обслуживание оборудования операторами
Самостоятельное обслуживание оборудования операторами является ключевым элементом системы
Самостоятельное обслуживание оборудования операторами
Правильнее рассматривать ТРМ в качестве интегрированного подхода к
Самостоятельное обслуживание оборудования операторами
Правильнее рассматривать ТРМ в качестве интегрированного подхода к
Самостоятельное обслуживание оборудования операторами
Процесс освоения самостоятельного обслуживания оборудования операторами состоит из
Самостоятельное обслуживание оборудования операторами
Процесс освоения самостоятельного обслуживания оборудования операторами состоит из
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Семь шагов освоения процесса
самостоятельного обслуживания оборудования
Самостоятельное обслуживание оборудования операторами
Производственная среда может быть разделена на рабочую площадь,
Самостоятельное обслуживание оборудования операторами
Производственная среда может быть разделена на рабочую площадь,
Самостоятельное обслуживание оборудования операторами
Это меняет смысл работы, называемой «очисткой»: происходит переход
Самостоятельное обслуживание оборудования операторами
Это меняет смысл работы, называемой «очисткой»: происходит переход
Самостоятельное обслуживание оборудования операторами
Важный вопрос, касающийся терминологии, связан со значением словосочетания
Самостоятельное обслуживание оборудования операторами
Важный вопрос, касающийся терминологии, связан со значением словосочетания
Самостоятельное обслуживание оборудования операторами
Система ТРМ основана на предположении, что наиболее эффективно
Самостоятельное обслуживание оборудования операторами
Система ТРМ основана на предположении, что наиболее эффективно
Формирование производственной среды
Направление развертывания системы ТРМ по улучшению производственной среды было
Формирование производственной среды
Направление развертывания системы ТРМ по улучшению производственной среды было
Формирование производственной среды
Генеральной целью является инициирование и улучшение деятельности малых групп
Формирование производственной среды
Генеральной целью является инициирование и улучшение деятельности малых групп
Формирование производственной среды
С того момента как малые группы приступают к улучшениям
Формирование производственной среды
С того момента как малые группы приступают к улучшениям
 Агломерации и их эффекты
Агломерации и их эффекты Китай и Россия в БРИКС
Китай и Россия в БРИКС Стратегия экономического развития стран СНГ
Стратегия экономического развития стран СНГ Макроэкономическое равновесие. Совокупный спрос и совокупное предложение
Макроэкономическое равновесие. Совокупный спрос и совокупное предложение Предпринимательство. Субъекты, объекты предпринимательства
Предпринимательство. Субъекты, объекты предпринимательства Совокупное предложение
Совокупное предложение Сущность и основные понятия внешнеэкономических связей и внешнеэкономической деятельности. (Тема 1)
Сущность и основные понятия внешнеэкономических связей и внешнеэкономической деятельности. (Тема 1) Сутність земельних ресурсів як базової основи формування земельних ділянок в Україні, як товару і капіталу. (Тема 3.2)
Сутність земельних ресурсів як базової основи формування земельних ділянок в Україні, як товару і капіталу. (Тема 3.2) Финансовые ресурсы организации, их сущность и источники
Финансовые ресурсы организации, их сущность и источники Международная торговля. Развитие внешней торговли в Беларуси
Международная торговля. Развитие внешней торговли в Беларуси Экономическая история, как наука
Экономическая история, как наука Международный опыт создания ОЭЗ
Международный опыт создания ОЭЗ Равновесие товарного рынка
Равновесие товарного рынка Функции малого бизнеса в Российской экономике
Функции малого бизнеса в Российской экономике Подготовка и организация производственной деятельности
Подготовка и организация производственной деятельности Управление инновационными проектами (лекция 2)
Управление инновационными проектами (лекция 2) Взаимосвязь теории человеческого капитала и управления человеческими ресурсами. Лекция 2
Взаимосвязь теории человеческого капитала и управления человеческими ресурсами. Лекция 2 Аналіз наявності та ефективності використання основних засобів і нематеріальних активів підприємства
Аналіз наявності та ефективності використання основних засобів і нематеріальних активів підприємства Основы организации управления предприятием
Основы организации управления предприятием ТНК Транснациональные корпорации
ТНК Транснациональные корпорации Риск и неопределенность
Риск и неопределенность Тенденции развития кредитно-депозитного рынка Республики Беларусь
Тенденции развития кредитно-депозитного рынка Республики Беларусь презентация для подготовки к ЕГЭ по обществознанию. Блок Экономика
презентация для подготовки к ЕГЭ по обществознанию. Блок Экономика Альтернативные источники электроэнергии
Альтернативные источники электроэнергии Теория производства
Теория производства Рынок труда. (Тема 9)
Рынок труда. (Тема 9) Риски предпринимательства
Риски предпринимательства Производство и издержки
Производство и издержки