- Неразъемные соединения

Содержание
- 2. Неразъемные соединения – соединения двух или нескольких деталей, которые нельзя разъединить без их разрушения или без
- 3. Сварка – это процесс получения неразъемного соединения путем установления межатомных связей между свариваемыми частями при их
- 4. Наибольшее распространение получили газовая, дуговая и контактная сварки Сварка давлением: плазменной струей вибродуговая наплавка электрошлаковая дуговая
- 5. При газовой сварке нагрев кромок соединяемых частей производится в пламене газов (ацетилена, воздуха и тд.), сжигаемых
- 6. При дуговой сварке нагрев кромок свариваемых деталей осуществляется электрической дугой, возникающей между ними и электродом. Сварной
- 7. При контактной сварке соединение осуществляется в результате действия внешней сжимающей силы и местного нагрева, возникающих за
- 8. В зависимости от взаимного положения свариваемых деталей: стыковое (С) – детали соединяются по своим торцевым поверхностям.
- 9. угловое (У) – свариваемые детали расположены под углом и соединяются по кромкам Классификация швов
- 10. тавровое (Т) – торец одной детали соединяется с боковой поверхности другой Классификация швов
- 11. нахлесточное (Н) – боковые поверхности соединяемых деталей частично перекрывают друг друга Классификация швов
- 12. В зависимости от положения в пространстве: Нижние Вертикальные Горизонтальные Полупотолочные Потолочные
- 13. По протяженности: непрерывные и прерывистые непрерывный прерывистый Для прерывистых характерны: l – длина свариваемых участков t
- 14. По внешней форме Выпуклые: характеризуются высотой катета шва К, высотой усиления q и толщиной углового шва
- 15. По характеру выполнения
- 16. По форме подготовки кромок для последующей сварки
- 17. Изображение швов На изображении различают лицевую и оборотную стороны. В одностороннем шве принимают за лицевую ту,
- 18. Изображение и обозначение сварных соединений Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ
- 19. Видимые одиночные сварные точки независимо от способа сварки условно изображают знаком + (толщина S). Невидимые одиночные
- 20. Наличие сварного шва на изображении указывают односторонней стрелкой. Условное обозначение лицевых швов наносят над полкой линии-выноски,
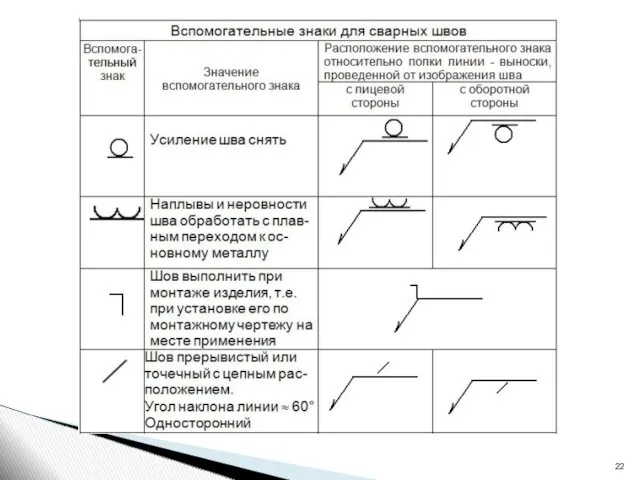
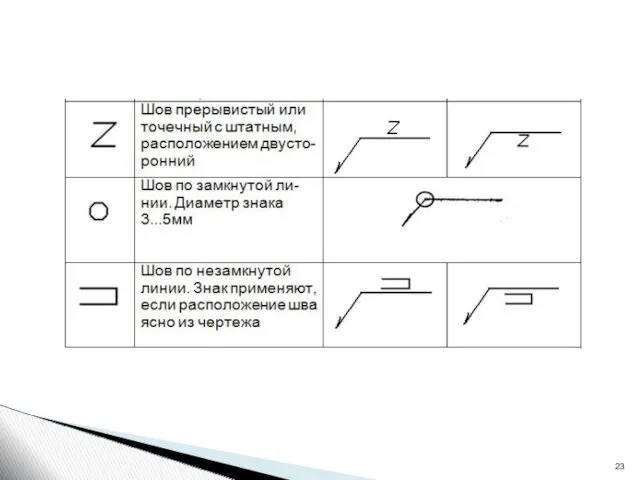
- 21. Обозначение швов сварных соединений
- 24. Пример 1: ГОСТ 14806-80*Т5 PH3 – 6 – 50 100 1 2 3 4 5 6
- 25. Соединения клёпаные Соединения заклепками применяют для деталей несвариваемых, а также не допускающих нагрева материалов. в самых
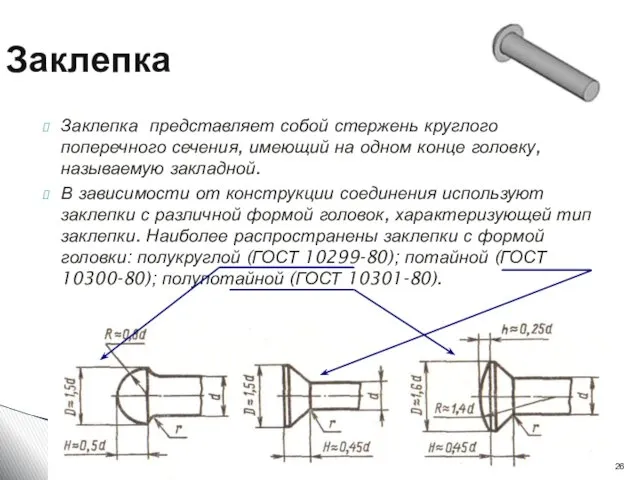
- 26. Заклепка Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце головку, называемую закладной. В
- 27. С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных профилей. Заклепки устанавливают в просверленные или
- 28. В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр стержня, мм; длину стержня, мм; группу
- 29. Условное изображение соединений, получаемых клёпкой
- 31. Скачать презентацию

Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
Неразъемные соединения –
соединения двух или нескольких деталей, которые нельзя
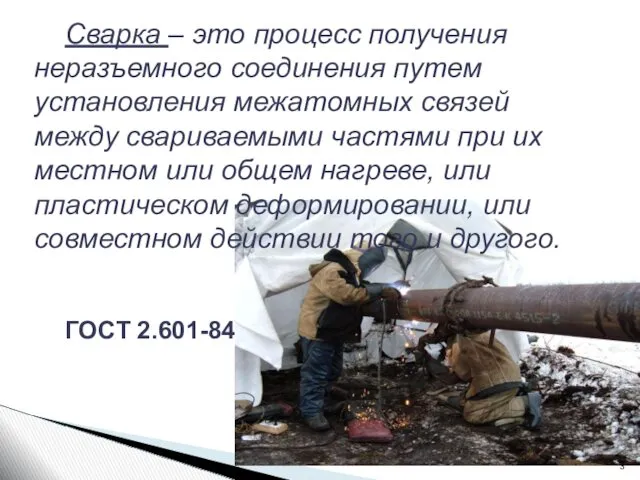
Сварка – это процесс получения неразъемного соединения путем установления межатомных связей
Сварка – это процесс получения неразъемного соединения путем установления межатомных связей
Наибольшее распространение получили газовая, дуговая и контактная сварки
Сварка давлением:
плазменной струей
вибродуговая наплавка
электрошлаковая
дуговая
газовая
электронным
Наибольшее распространение получили газовая, дуговая и контактная сварки
Сварка давлением:
плазменной струей
вибродуговая наплавка
электрошлаковая
дуговая
газовая
электронным
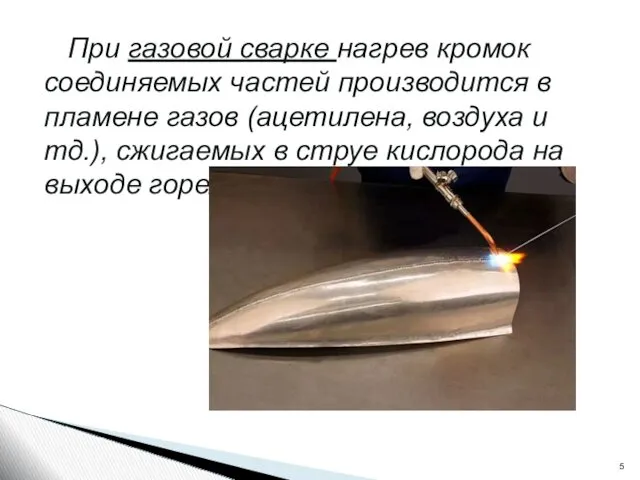
При газовой сварке нагрев кромок соединяемых частей производится в пламене газов
При газовой сварке нагрев кромок соединяемых частей производится в пламене газов
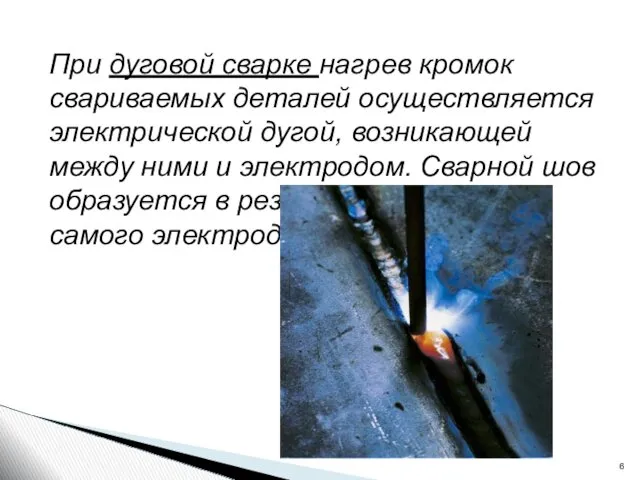
При дуговой сварке нагрев кромок свариваемых деталей осуществляется электрической дугой, возникающей
При дуговой сварке нагрев кромок свариваемых деталей осуществляется электрической дугой, возникающей
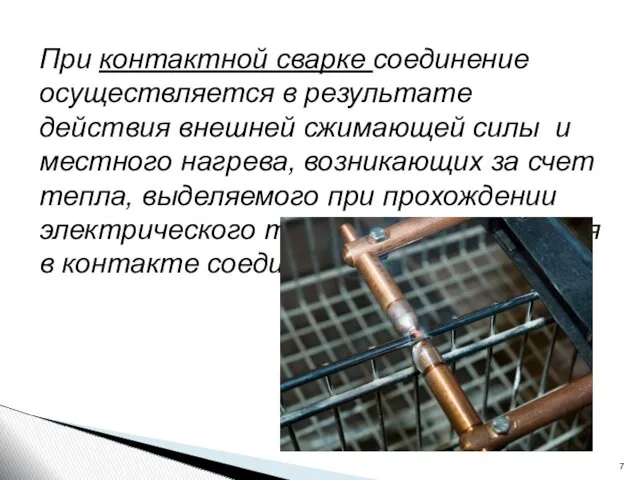
При контактной сварке соединение осуществляется в результате действия внешней сжимающей силы
При контактной сварке соединение осуществляется в результате действия внешней сжимающей силы
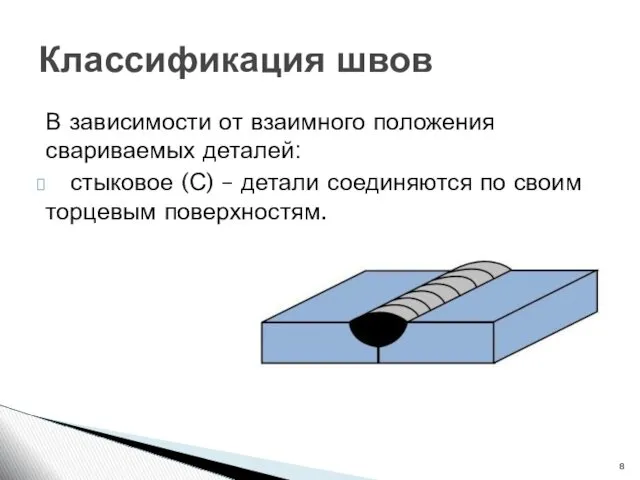
В зависимости от взаимного положения свариваемых деталей:
стыковое (С) – детали соединяются
В зависимости от взаимного положения свариваемых деталей:
стыковое (С) – детали соединяются

угловое (У) – свариваемые детали расположены под углом и соединяются по
угловое (У) – свариваемые детали расположены под углом и соединяются по
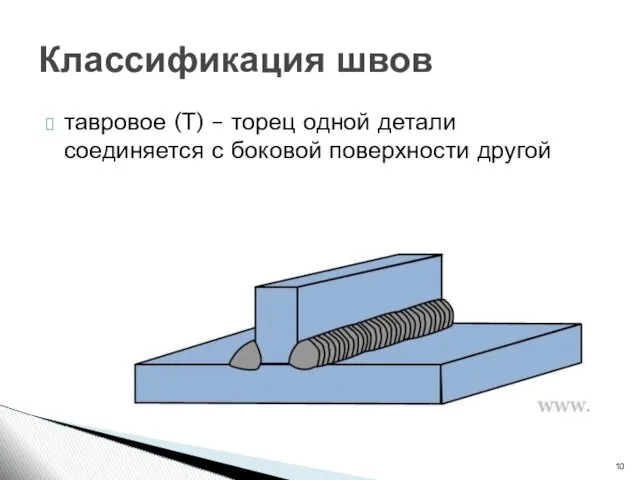
тавровое (Т) – торец одной детали соединяется с боковой поверхности другой
Классификация
тавровое (Т) – торец одной детали соединяется с боковой поверхности другой
Классификация
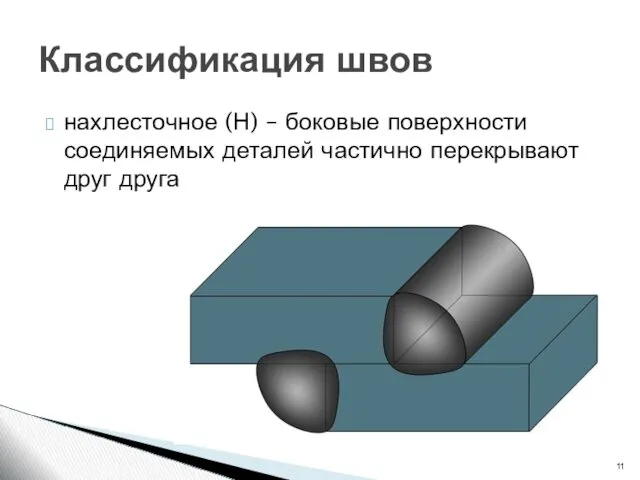
нахлесточное (Н) – боковые поверхности соединяемых деталей частично перекрывают друг друга
Классификация
нахлесточное (Н) – боковые поверхности соединяемых деталей частично перекрывают друг друга
Классификация

В зависимости от положения в пространстве:
Нижние
Вертикальные
Горизонтальные
Полупотолочные
Потолочные
В зависимости от положения в пространстве:
Нижние
Вертикальные
Горизонтальные
Полупотолочные
Потолочные
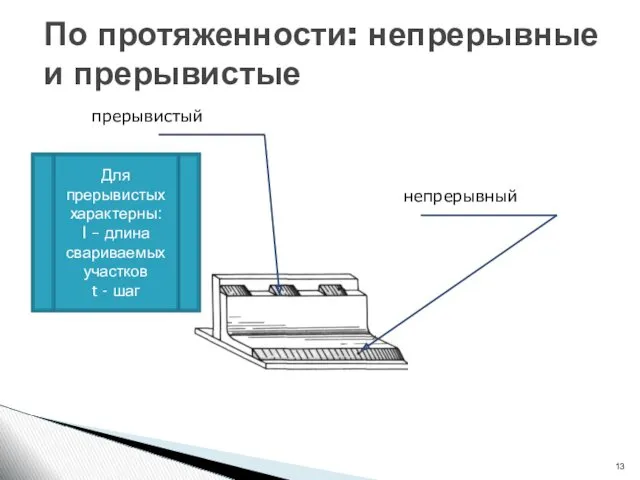
По протяженности: непрерывные и прерывистые
непрерывный
прерывистый
Для прерывистых характерны:
l – длина свариваемых участков
t
По протяженности: непрерывные и прерывистые
непрерывный
прерывистый
Для прерывистых характерны:
l – длина свариваемых участков
t

По внешней форме
Выпуклые: характеризуются высотой катета шва К, высотой усиления q
По внешней форме
Выпуклые: характеризуются высотой катета шва К, высотой усиления q

По характеру выполнения
По характеру выполнения
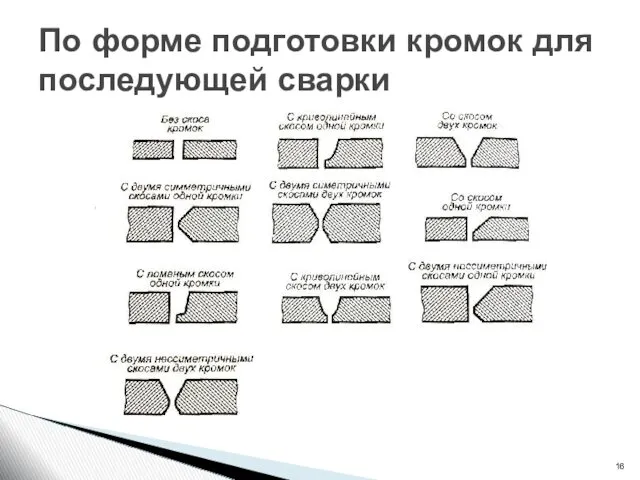
По форме подготовки кромок для последующей сварки
По форме подготовки кромок для последующей сварки
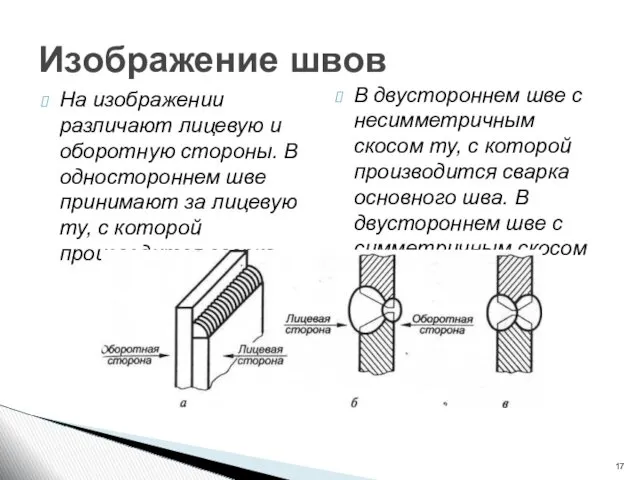
Изображение швов
На изображении различают лицевую и оборотную стороны. В одностороннем шве
Изображение швов
На изображении различают лицевую и оборотную стороны. В одностороннем шве
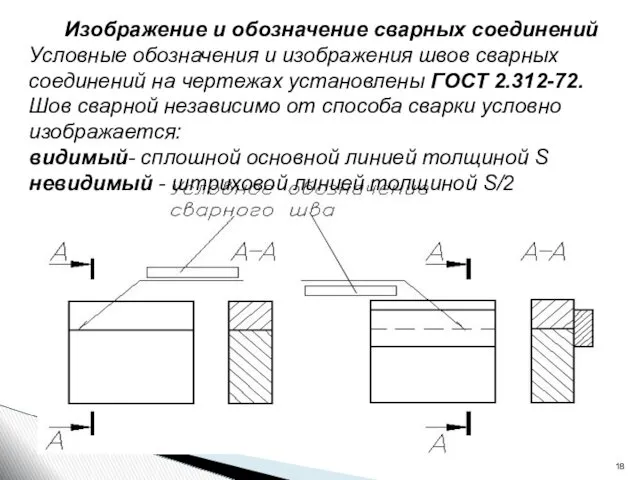
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений
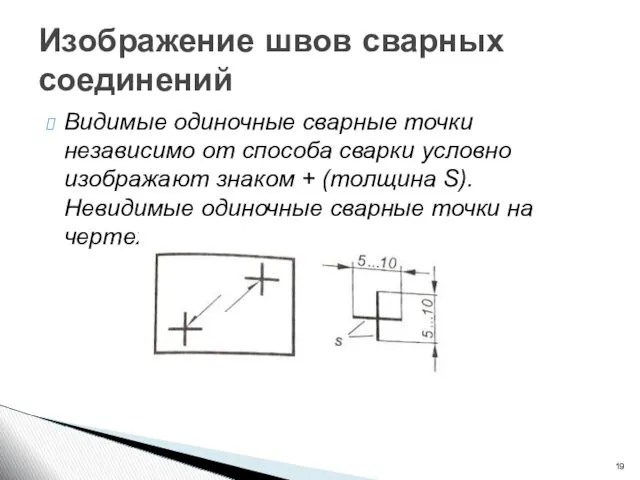
Видимые одиночные сварные точки независимо от способа сварки условно изображают знаком
Видимые одиночные сварные точки независимо от способа сварки условно изображают знаком

Наличие сварного шва на изображении указывают односторонней стрелкой. Условное обозначение лицевых
Наличие сварного шва на изображении указывают односторонней стрелкой. Условное обозначение лицевых
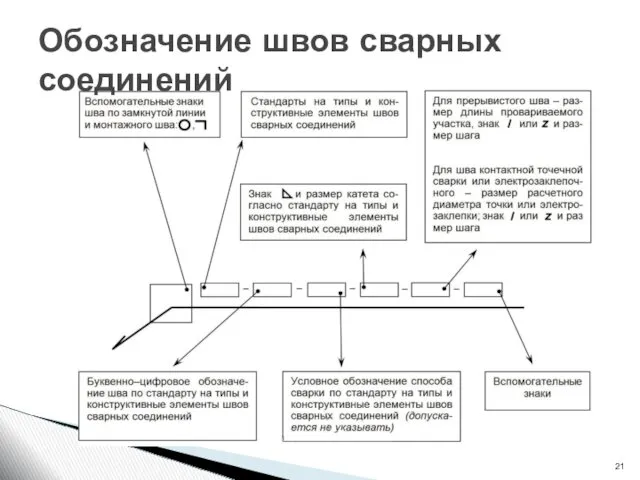
Обозначение швов сварных соединений
Обозначение швов сварных соединений
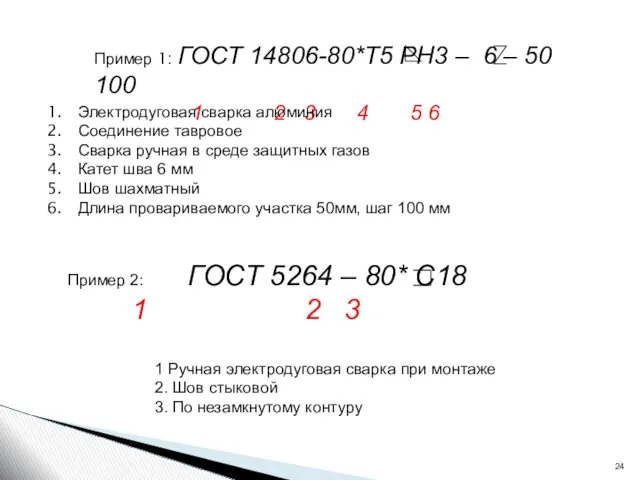
Пример 1: ГОСТ 14806-80*Т5 PH3 – 6 – 50 100
1
Пример 1: ГОСТ 14806-80*Т5 PH3 – 6 – 50 100
1

Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не
Соединения клёпаные
Соединения заклепками применяют для деталей несвариваемых, а также не
Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
Заклепка
Заклепка представляет собой стержень круглого поперечного сечения, имеющий на одном конце
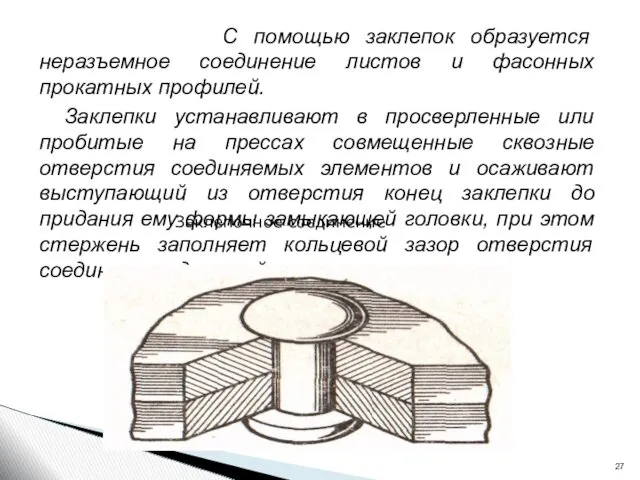
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных
С помощью заклепок образуется неразъемное соединение листов и фасонных прокатных
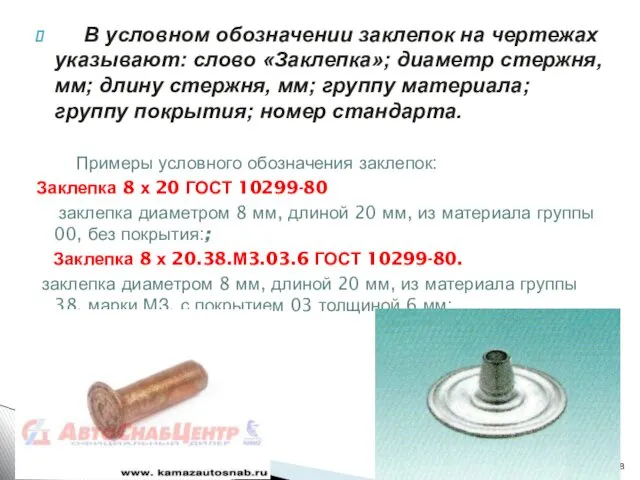
В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр
В условном обозначении заклепок на чертежах указывают: слово «Заклепка»; диаметр

Условное изображение соединений, получаемых клёпкой
Условное изображение соединений, получаемых клёпкой
 Статистические характеристики шума на выходе БВЧ. Квазигармоническое колебание. Белый шум
Статистические характеристики шума на выходе БВЧ. Квазигармоническое колебание. Белый шум Антенно-мачтовые сооружения
Антенно-мачтовые сооружения Тепломассообмен. Конвекция
Тепломассообмен. Конвекция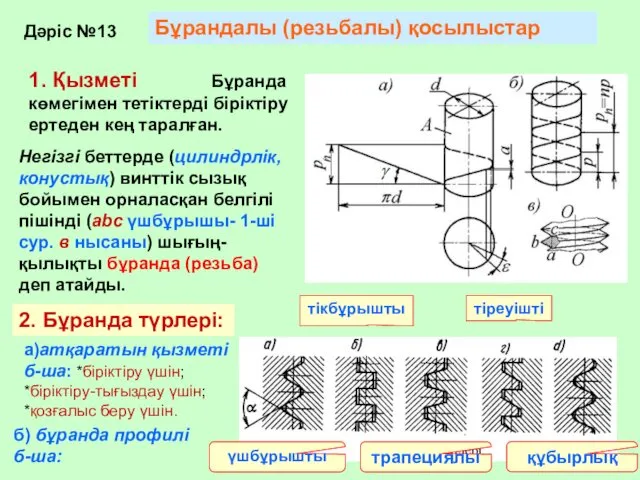 Бұрандалы қосылыстар
Бұрандалы қосылыстар Система сходящихся сил. Основные понятия статики
Система сходящихся сил. Основные понятия статики Методи передачі АМ сигналів і методи усунення невикористаної смуги частот. (Заняття 2)
Методи передачі АМ сигналів і методи усунення невикористаної смуги частот. (Заняття 2) Интерференция и дифракция
Интерференция и дифракция Плоске дзеркало. Закони відбивання
Плоске дзеркало. Закони відбивання Техническое обслуживание и ремонт автомобильного транспорта
Техническое обслуживание и ремонт автомобильного транспорта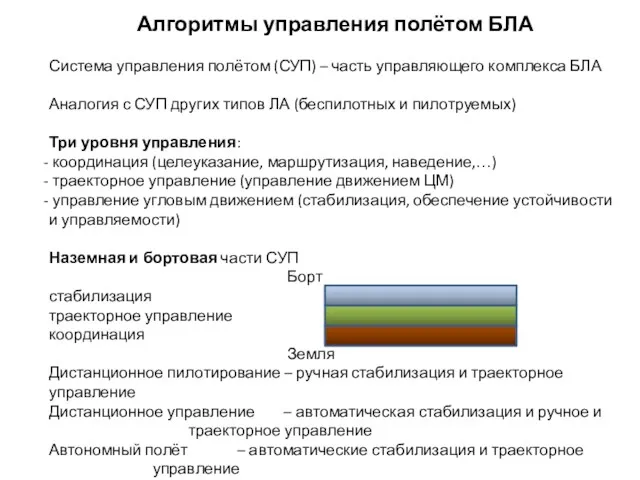 Алгоритмы управления полётом БЛА. Система управления полётом (СУП)
Алгоритмы управления полётом БЛА. Система управления полётом (СУП) Автоматика та її місце в запобіганні надзвичайних ситуацій. Статичні та динамічні характеристики лінійний систем автоматики
Автоматика та її місце в запобіганні надзвичайних ситуацій. Статичні та динамічні характеристики лінійний систем автоматики один день в старой усадьбе
один день в старой усадьбе Подшипники скольжения и качения
Подшипники скольжения и качения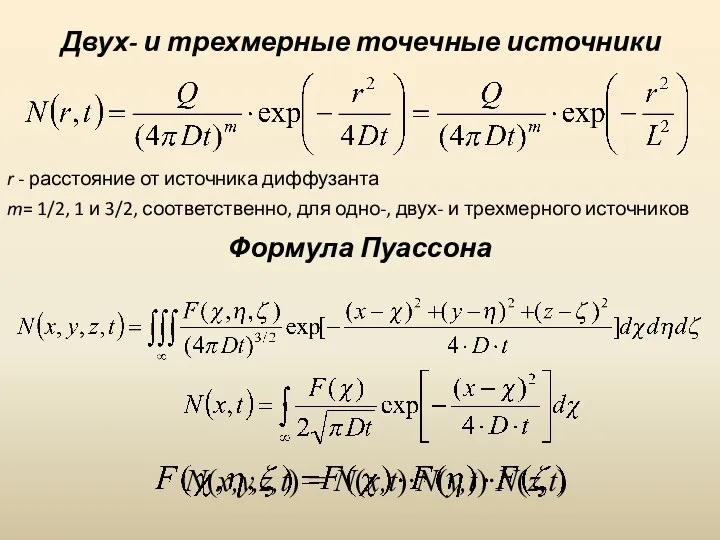 Ионная имплантация. Двух- и трехмерные точечные источники
Ионная имплантация. Двух- и трехмерные точечные источники Что изучает физика
Что изучает физика Внутренняя энергия. Теплопередача. Работа в термодинамике
Внутренняя энергия. Теплопередача. Работа в термодинамике Вечный двигатель
Вечный двигатель Фундаментальные концепции физического описания природы
Фундаментальные концепции физического описания природы Исследовательская работа Посудомоечная машина
Исследовательская работа Посудомоечная машина Электродинамика
Электродинамика Сила упругости 7 класс, презентация
Сила упругости 7 класс, презентация Открытие радиоактивности. Радиоактивные превращения
Открытие радиоактивности. Радиоактивные превращения Тракт приема радиолокационной информации. Сведения о радиоприемных устройствах. (Тема 5.1)
Тракт приема радиолокационной информации. Сведения о радиоприемных устройствах. (Тема 5.1) презентация к уроку Плавление и отвердевание кристаллических тел по теме Изменение агрегатных состояний вещеста
презентация к уроку Плавление и отвердевание кристаллических тел по теме Изменение агрегатных состояний вещеста Трансмиссия
Трансмиссия Конвекция. Конвекция как способ теплопередачи. Конвекция в жидкостях и газах
Конвекция. Конвекция как способ теплопередачи. Конвекция в жидкостях и газах Современные технологии обработки материалов
Современные технологии обработки материалов Метод замены нескольких последовательно соединенных генераторов напряжения одним эквивалентным. (Лекция 4)
Метод замены нескольких последовательно соединенных генераторов напряжения одним эквивалентным. (Лекция 4)