- Получение компактных нанокристаллических материалов

Содержание
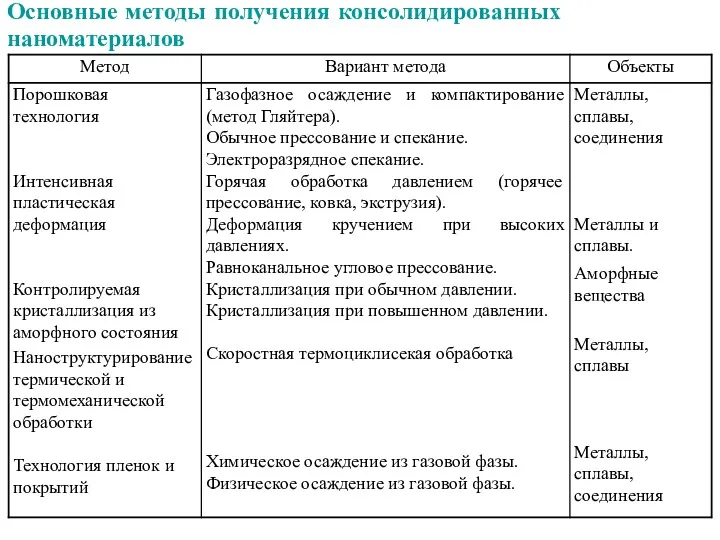
- 2. Основные методы получения консолидированных наноматериалов
- 3. Порошковые технологии Практически все известные в порошковой технологии методы: прессование и спекание, различные варианты горячего прессования,
- 4. Схема камеры Глейтера для получения компактных нанокристаллических материалов Получение нанопорошка в атмосфере разреженного инертного газа, обычно
- 5. Особенности прессования нанопорошков Физическая причина - межчастичные адгезионные силы, относительная величина которых резко возрастает с уменьшением
- 6. Влияние среднего размера частиц порошка железа на плотность прессовок и прессуемость Диаметр бездислакационных частиц железа 23
- 7. Влияние агломерированности порошка на уплотнение Зависимость плотности от давления прессования порошков гидроксиапатита
- 8. Установка для сухого прессования порошков под УЗ-воздействием 1- матрица; 2, 3 – пуансоны; 4 – порошок;
- 9. Коллекторное прессование В процессе прессования части боковой формообразующей поверхности, чередуясь, движутся в различных направлениях, обеспечивая компенсацию
- 10. Кривые уплотнения Al2O3-MgO: ООП – одноосное одностороннее прессование; КП – коллекторное прессование
- 11. Диаграммы распределения относительной плотности по объёму цилиндрических прессовок нанопорошка BaTi4O9+BaWO4, изготовленных различными способами: а – одноосное
- 13. Схема одноосного магнитно-импульсного прессования: Магнитно-импульсный метод позволяет генерировать импульсные волны сжатия с амплитудой до 10 ГПа
- 14. Зависимость плотности нанокристаллического Al2O3 от давления при стационарном и магнитно-импульсном прессовании: 1 – магнитно-импульсное прессование; 2,
- 15. Изменение пористости в процессе спекания в зависимости от диаметра пор и частиц в компакте где ρс
- 16. Во всех методах компактирования должно быть предусмотрено соблюдение следующих специальных условий для нанопорошков: дезагрегирование нанопорошков после
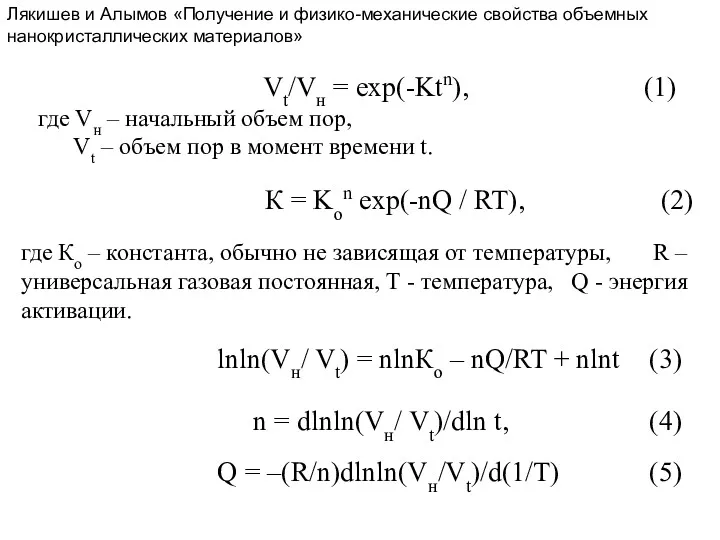
- 17. Силы, действующие при спекании сферических частиц Давление, возникающее на перешейке, зависит от радиуса кривизны перешейка и
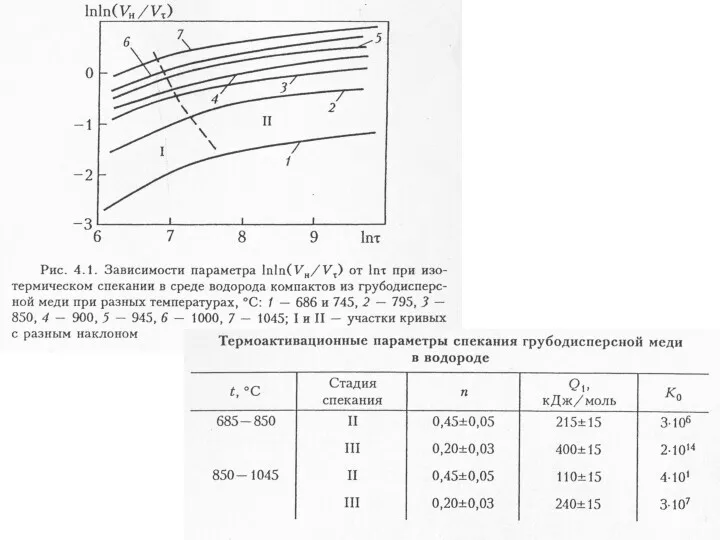
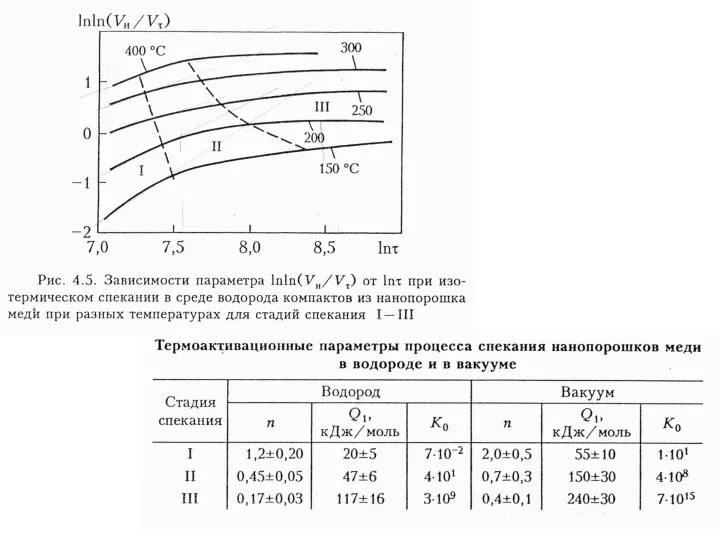
- 18. Vt/Vн = exp(-Ktn), (1) где Vн – начальный объем пор, Vt – объем пор в момент
- 21. где TM — температуре плавления; где Q — количество теплоты, которое необходимо сообщить частице, находящейся при
- 22. где M0 — масса атома вещества, λ — удельная теплота плавления вещества. Пренебрегая вкладом диффузионных процессов,
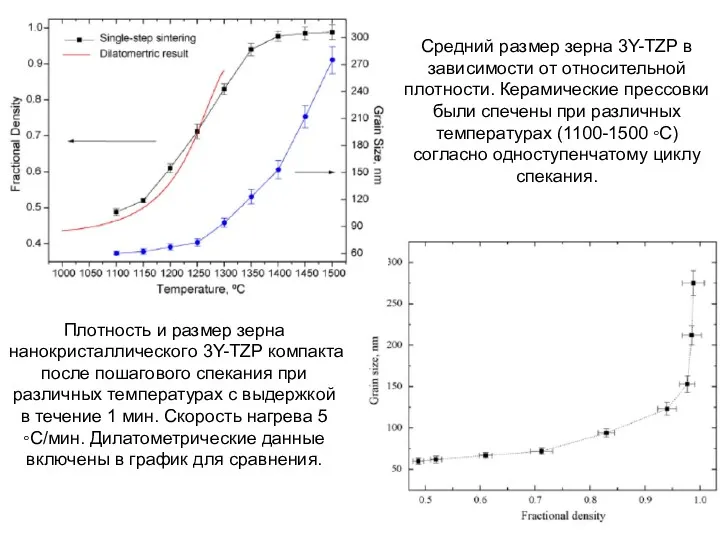
- 24. Контролируемое спекание оксида иттрия Процессы роста зерен и уплотнения при спекании, являясь диффузионно-контролируемыми, идут параллельно, накладываясь
- 25. Плотность и размер зерна нанокристаллического 3Y-TZP компакта после пошагового спекания при различных температурах с выдержкой в
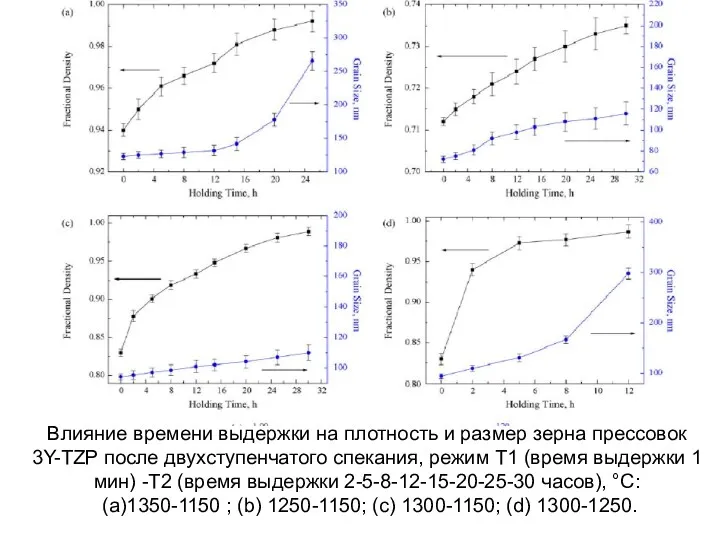
- 26. Влияние времени выдержки на плотность и размер зерна прессовок 3Y-TZP после двухступенчатого спекания, режим Т1 (время
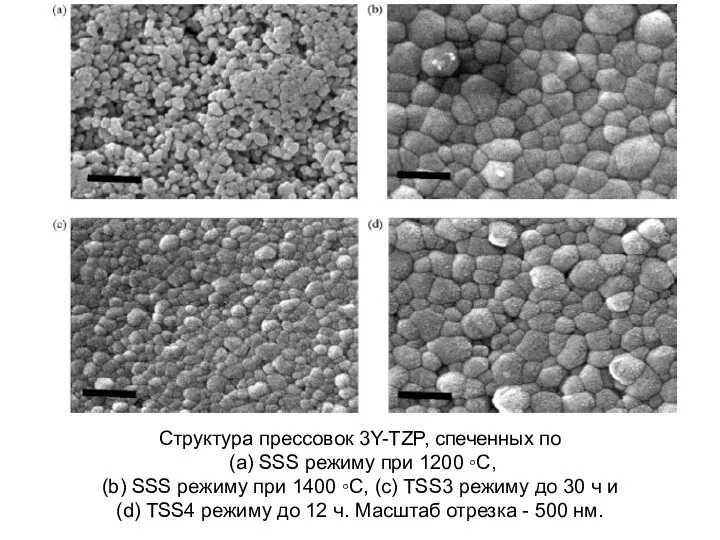
- 27. Структура прессовок 3Y-TZP, спеченных по (a) SSS режиму при 1200 ◦C, (b) SSS режиму при 1400
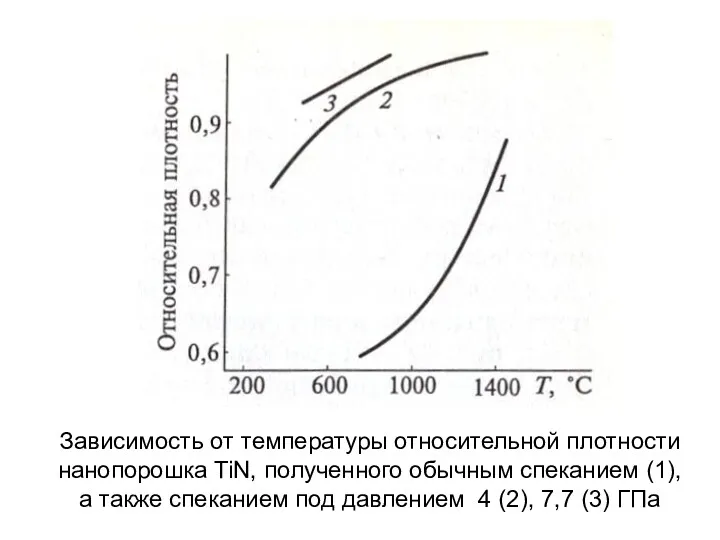
- 28. Зависимость от температуры относительной плотности нанопорошка TiN, полученного обычным спеканием (1), а также спеканием под давлением
- 29. Проведении спекания с помощью сверхвысокочастотного (СВЧ) излучения. Нагрев осуществляется излучением миллиметрового диапазона. Объемное поглощение сверхвысокочастотной энергии
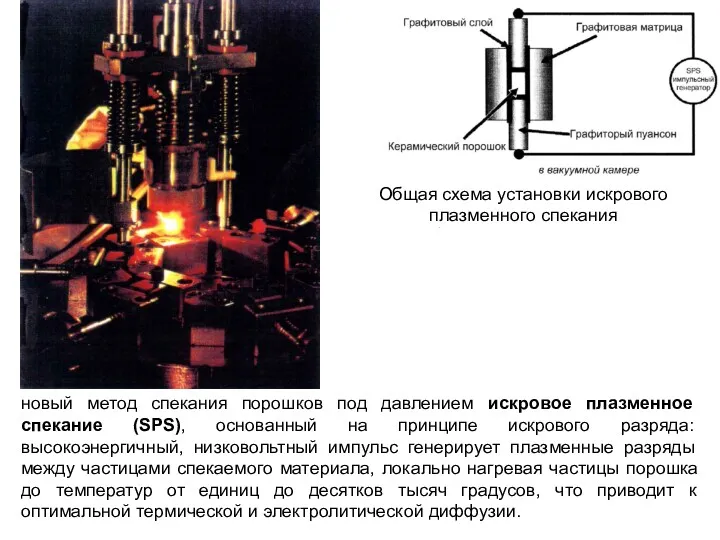
- 30. Общая схема установки искрового плазменного спекания новый метод спекания порошков под давлением искровое плазменное спекание (SPS),
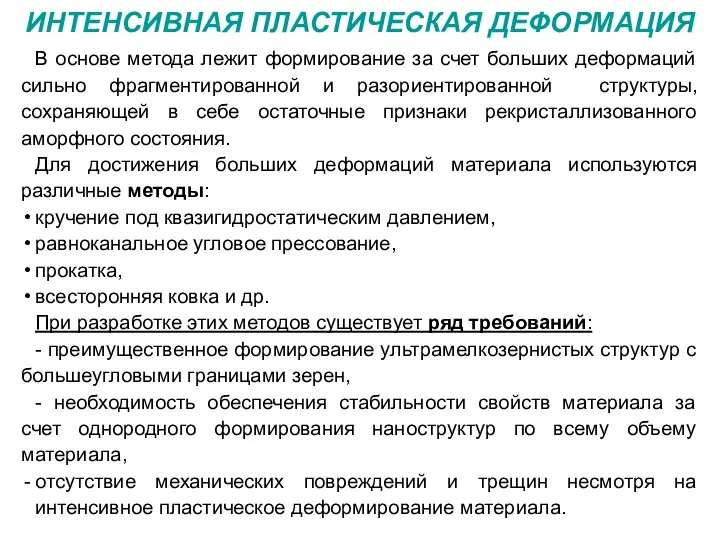
- 31. ИНТЕНСИВНАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ В основе метода лежит формирование за счет больших деформаций сильно фрагментированной и разориентированной
- 32. Метод кручения под высоким давлением: 1 – верхний боек, 2 - образец, 3- нижний боек, Основной
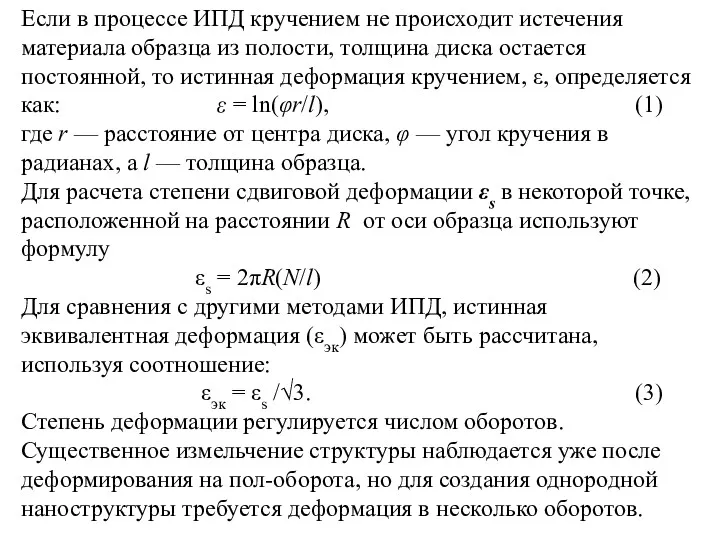
- 33. Если в процессе ИПД кручением не происходит истечения материала образца из полости, толщина диска остается постоянной,
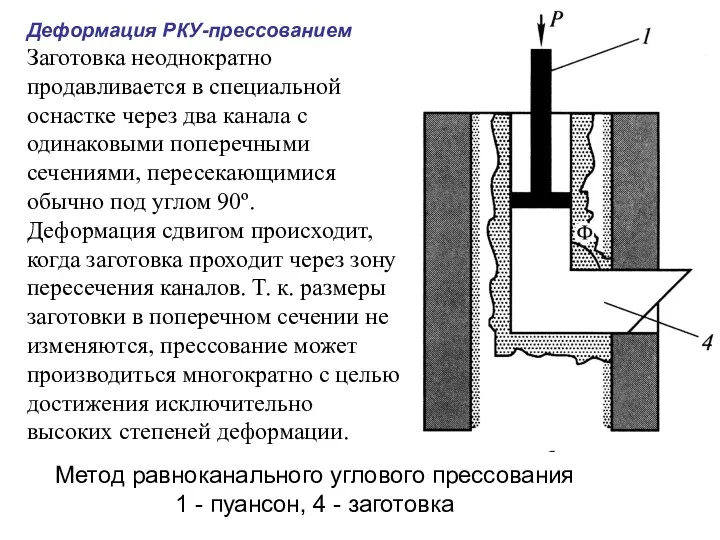
- 34. Метод равноканального углового прессования 1 - пуансон, 4 - заготовка Деформация РКУ-прессованием Заготовка неоднократно продавливается в
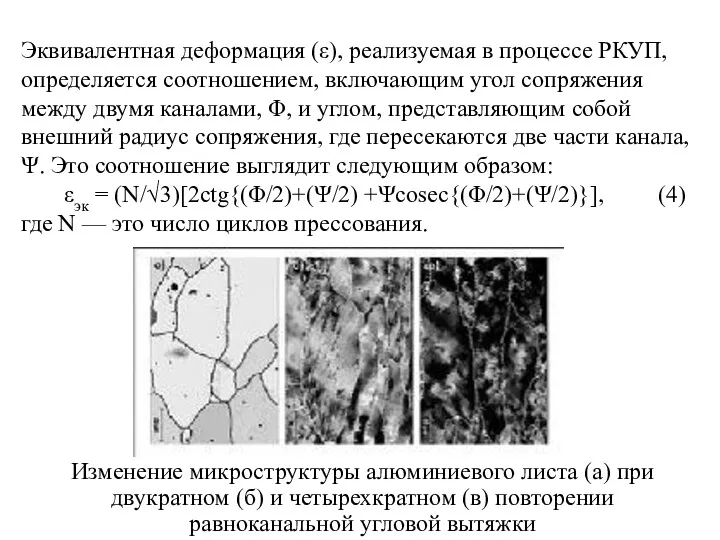
- 35. Эквивалентная деформация (ε), реализуемая в процессе РКУП, определяется соотношением, включающим угол сопряжения между двумя каналами, Φ,
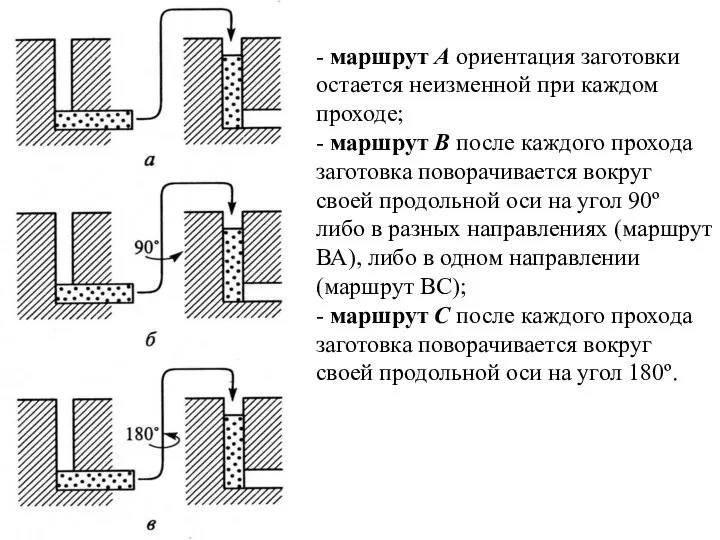
- 36. - маршрут А ориентация заготовки остается неизменной при каждом проходе; - маршрут В после каждого прохода
- 37. Режимы простого сдвига при РКУ-прессовании: а – одноцикловое деформирование; б – многоцикловое дефеормирование, маршрут А; в
- 38. НЕПРЕРЫВНОЕ РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ ПО СХЕМЕ CONFORM 1 – рабочее колесо; 2 – П-образная канавка; 3
- 39. Всесторонняя ковка Схема всесторонней ковки основана на использовании многократного повторения операций свободной ковки: осадка-протяжка со сменой
- 40. Винтовая экструзия Суть метода - призматическую заготовку продавливают через матрицу с винтовым каналом. Угол β наклона
- 41. Пакетная гидроэкструзия и многократная сварка прокаткой Принцип реализации этих методов состоит в первоначальной сборке пакетов из
- 42. Стадии формирования наноструктур при ИПД: Первая стадия соответствует небольшим степеням деформации. Для нее характерно возникновение ячеистой
- 43. Вид границ зерен в титане: а – дислокационная структура в приграничной области после ИПД; б –
- 44. ПОЛУЧЕНИЕ АМОРФНЫХ НЕОРГАНИЧЕСКИХ НАНОСТРУКТУР
- 45. Отличительные признаки стекла: Аморфность – отсутствие в структуре дальнего порядка; Способ получения – из расплава путем
- 46. Классификация стекол Элементарные стекла. Это материалы, образованные одним элементом, таким, как Si, Ge, B, P, Se.
- 47. Переход вещества из жидкого или парообразного состояния в твердое с образованием кристаллической структуры называется первичной кристаллизацией.
- 48. Зависимость скорости гомогенной кристаллизации и роста кристаллов от степени переохлаждения Процесс перехода расплава в твердую стекловидную
- 49. Зависимость от температуры внутренней энергии (1); вязкости, электросопротивления (2); ТКЛР (3); теплопроводности (4)
- 50. Если температурный интервал между Ts и Tg невелик, то такое вещество легко аморфизируется. Для легко аморфизирующихся
- 51. Кристаллизация жидкости: 1, 3 – ТТТ-диаграммы начала кристаллизации; 2, 4 – ССТ – диаграммы; 5 –
- 52. Время структурной релаксации τ, необходимое для того, чтобы атомы сплава образовали новую конфигурацию, заняв позиции, близкие
- 53. ПОЛУЧЕНИЕ АМОРФНЫХ МЕТАЛЛОВ Аморфная структура получена у более чем 20 чистых металлов и полупроводниковых материалов и
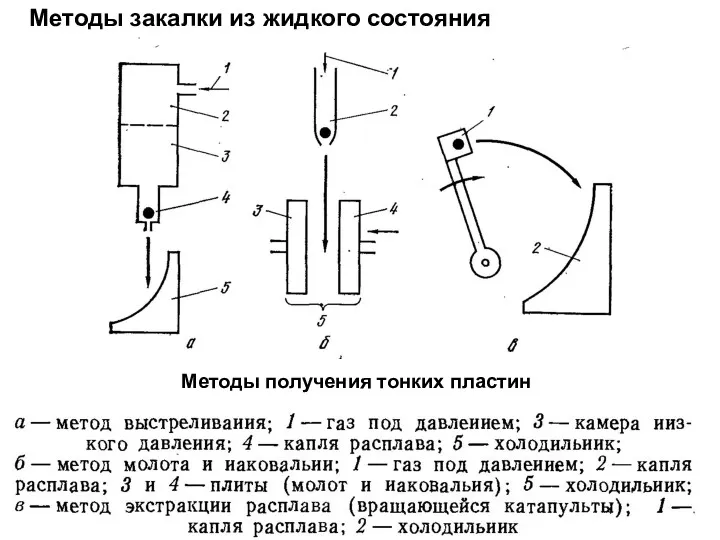
- 54. Методы закалки из жидкого состояния Методы получения тонких пластин
- 55. Методы получения тонкой ленты путем закалки из расплава: а) центробежная закалка; б) закалка на диске (нанесение
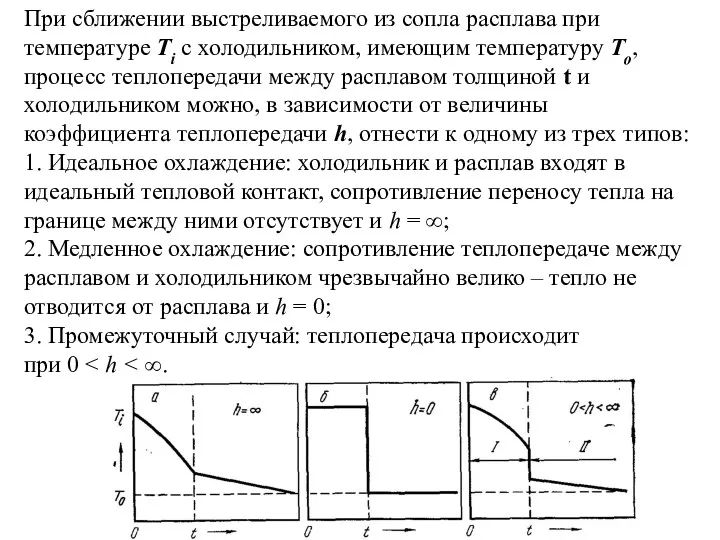
- 56. При сближении выстреливаемого из сопла расплава при температуре Ti с холодильником, имеющим температуру То, процесс теплопередачи
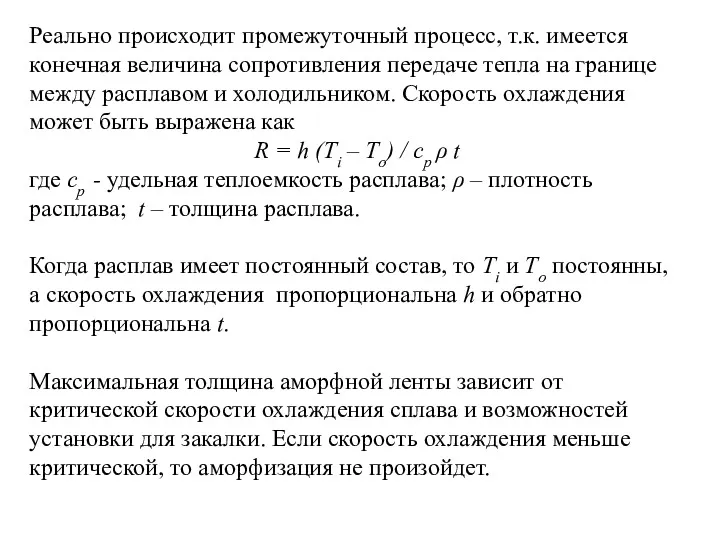
- 57. Реально происходит промежуточный процесс, т.к. имеется конечная величина сопротивления передаче тепла на границе между расплавом и
- 58. Методы получения тонкой проволоки, закаленной из расплава: а) протягивание расплава через охлаждающую жидкость (экструзия расплава); б)
- 59. Метод ионно-плазменного распыления схема установки для четырехэлектродного распыления: 1 – вакуумная камера; 2 – анод; 3
- 60. Получение аморфного состояния из твердого кристаллического Перевод кристаллических твердых тел в аморфное состояние нетермическими способами основан
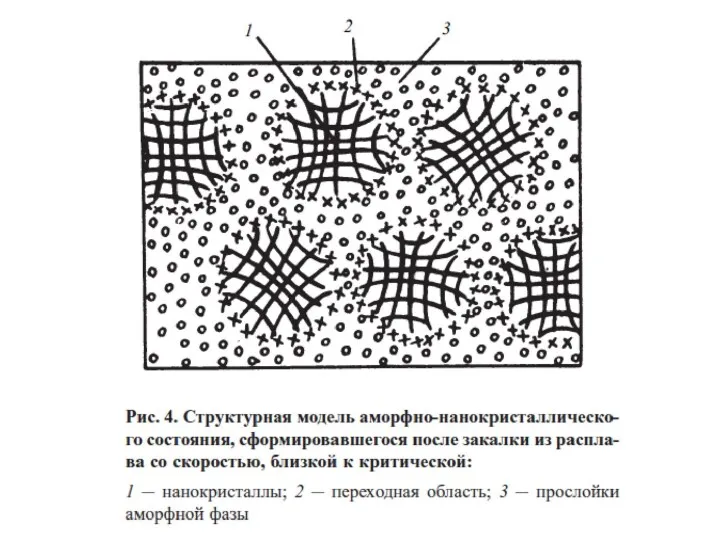
- 61. Кристаллизация аморфных сплавов В зависимости от условий закалки из жидкого состояния можно выделить три типа наноструктур:
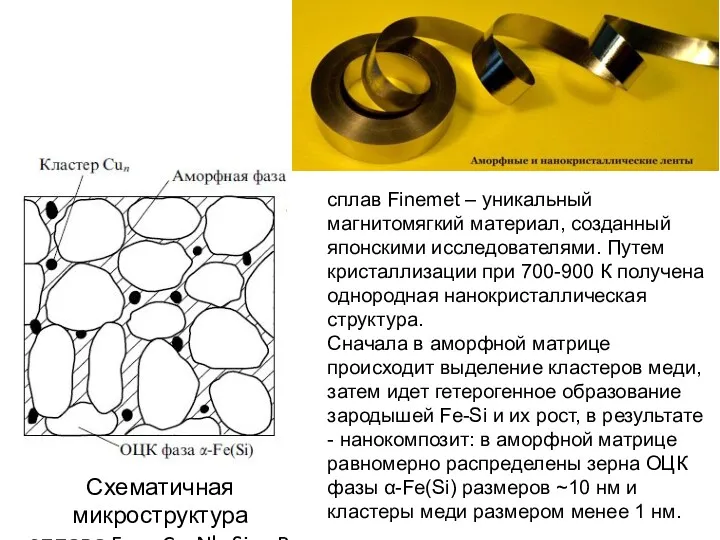
- 62. Схематичная микроструктура сплава Fe73.5Cu1Nb3Si13.5B9 сплав Finemet – уникальный магнитомягкий материал, созданный японскими исследователями. Путем кристаллизации при
- 63. ПЭМ-изображение сплава Finemet: а – аморфное состояние закаленных образцов; б – отжиг при температуре 500 град.С
- 66. Скачать презентацию
Основные методы получения консолидированных
наноматериалов
Основные методы получения консолидированных
наноматериалов

Порошковые технологии
Практически все известные в порошковой технологии методы: прессование и спекание,
Порошковые технологии
Практически все известные в порошковой технологии методы: прессование и спекание,
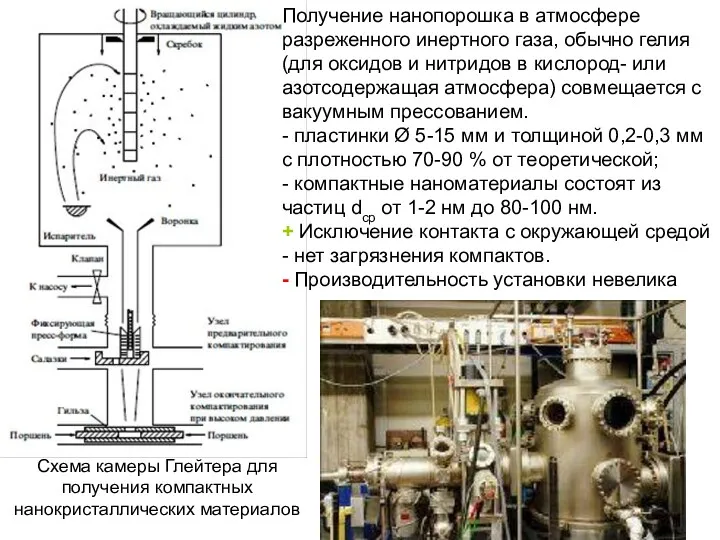
Схема камеры Глейтера для получения компактных нанокристаллических материалов
Получение нанопорошка в
Схема камеры Глейтера для получения компактных нанокристаллических материалов
Получение нанопорошка в
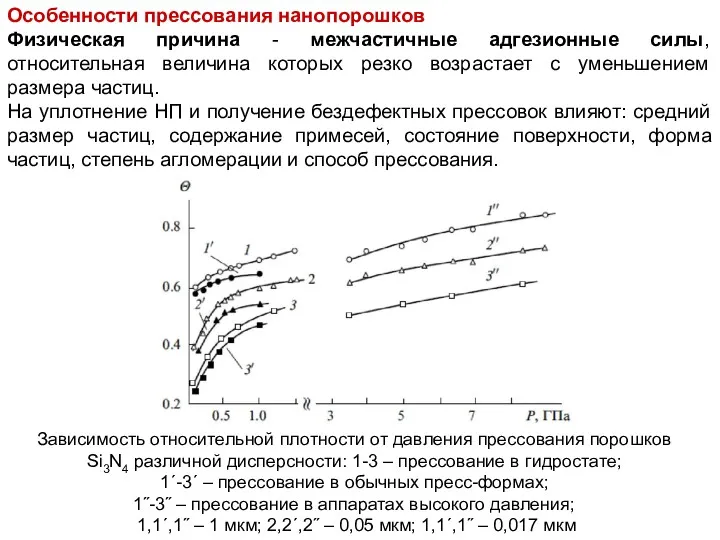
Особенности прессования нанопорошков
Физическая причина - межчастичные адгезионные силы, относительная величина которых
Особенности прессования нанопорошков
Физическая причина - межчастичные адгезионные силы, относительная величина которых
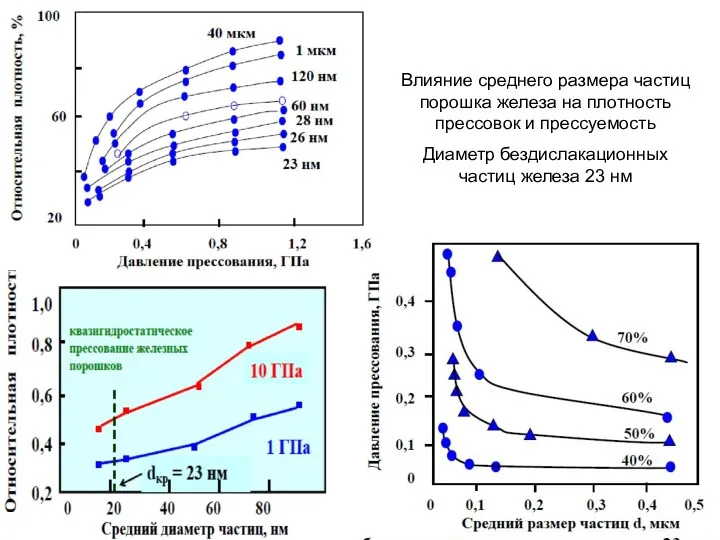
Влияние среднего размера частиц порошка железа на плотность прессовок и прессуемость
Диаметр
Влияние среднего размера частиц порошка железа на плотность прессовок и прессуемость
Диаметр
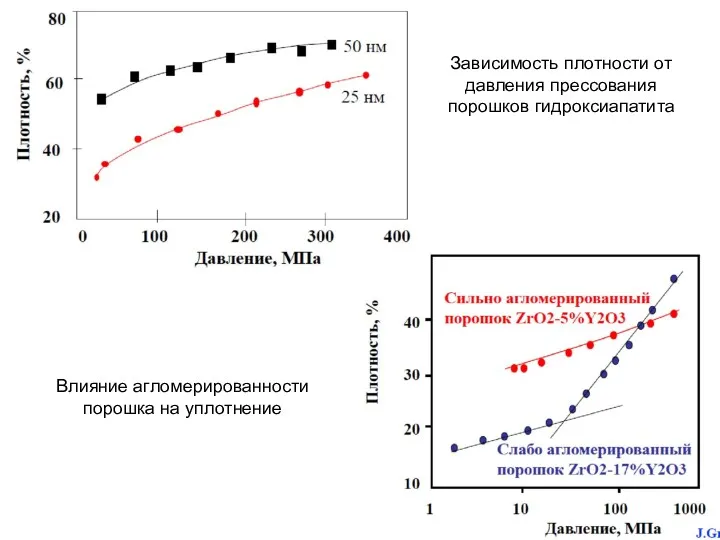
Влияние агломерированности порошка на уплотнение
Зависимость плотности от давления прессования порошков гидроксиапатита
Влияние агломерированности порошка на уплотнение
Зависимость плотности от давления прессования порошков гидроксиапатита
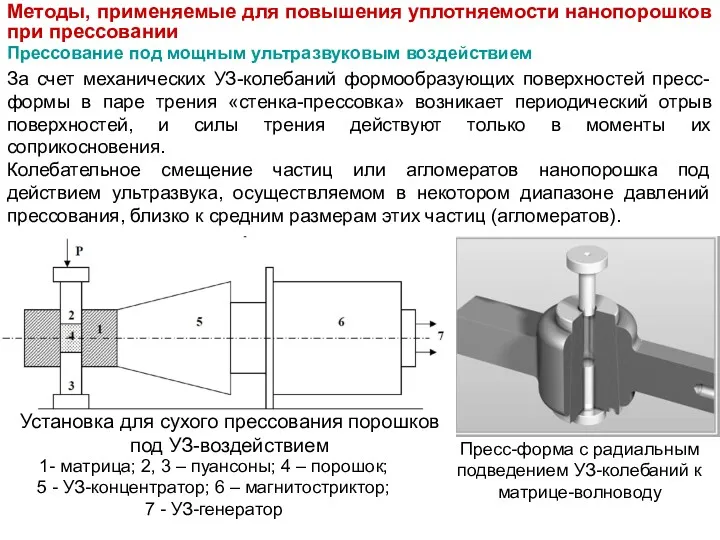
Установка для сухого прессования порошков
под УЗ-воздействием
1- матрица; 2, 3 –
Установка для сухого прессования порошков
под УЗ-воздействием
1- матрица; 2, 3 –

Коллекторное прессование
В процессе прессования части боковой формообразующей поверхности, чередуясь, движутся в
Коллекторное прессование
В процессе прессования части боковой формообразующей поверхности, чередуясь, движутся в
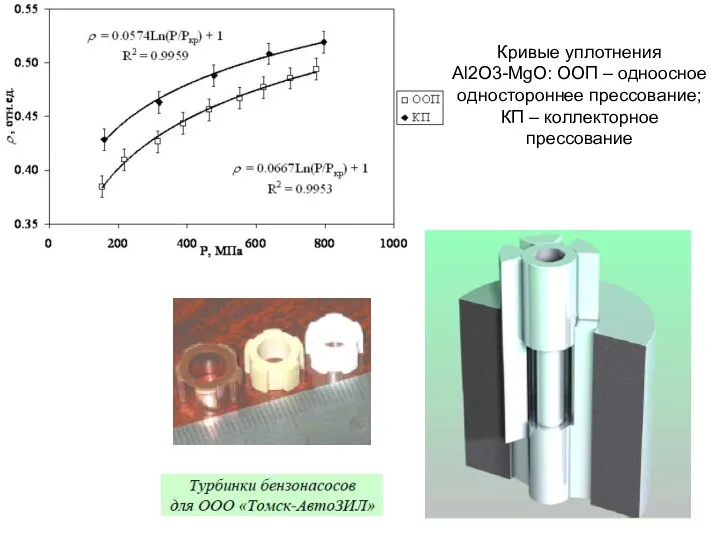
Кривые уплотнения Al2O3-MgO: ООП – одноосное одностороннее прессование; КП – коллекторное
Кривые уплотнения Al2O3-MgO: ООП – одноосное одностороннее прессование; КП – коллекторное
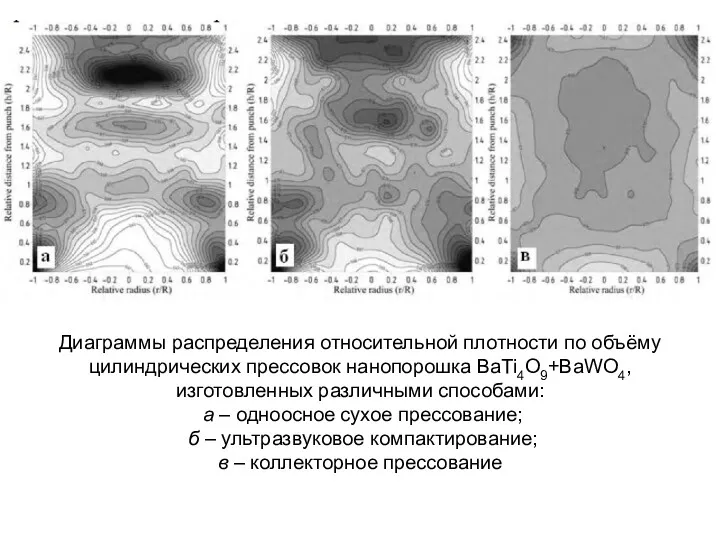
Диаграммы распределения относительной плотности по объёму цилиндрических прессовок нанопорошка BaTi4O9+BaWO4,
изготовленных
Диаграммы распределения относительной плотности по объёму цилиндрических прессовок нанопорошка BaTi4O9+BaWO4,
изготовленных

Схема одноосного магнитно-импульсного прессования:
Магнитно-импульсный метод позволяет генерировать импульсные волны сжатия
Схема одноосного магнитно-импульсного прессования:
Магнитно-импульсный метод позволяет генерировать импульсные волны сжатия
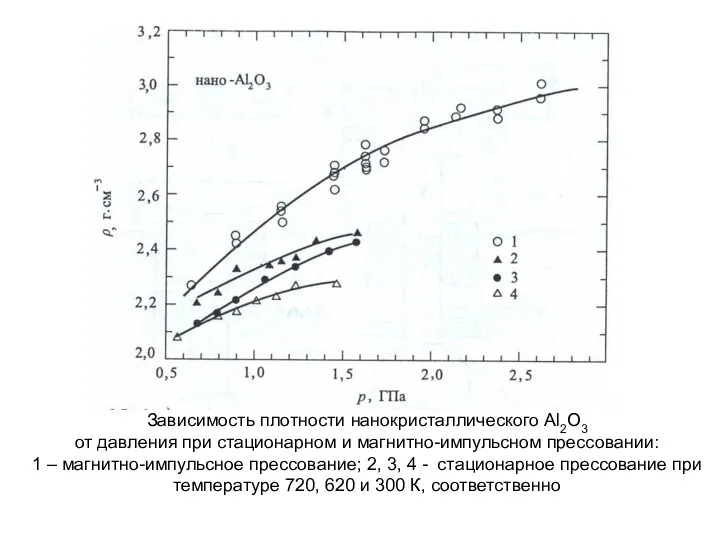
Зависимость плотности нанокристаллического Al2O3
от давления при стационарном и магнитно-импульсном прессовании:
Зависимость плотности нанокристаллического Al2O3
от давления при стационарном и магнитно-импульсном прессовании:
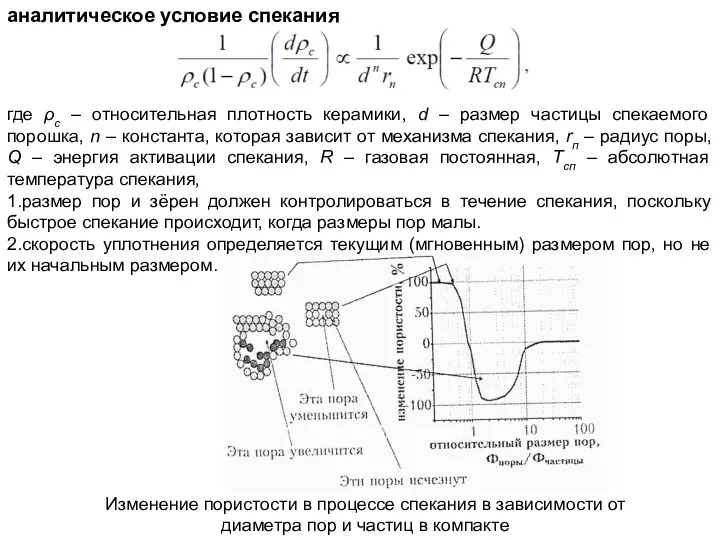
Изменение пористости в процессе спекания в зависимости от диаметра пор и
Изменение пористости в процессе спекания в зависимости от диаметра пор и
Во всех методах компактирования должно быть предусмотрено соблюдение следующих специальных условий
Во всех методах компактирования должно быть предусмотрено соблюдение следующих специальных условий
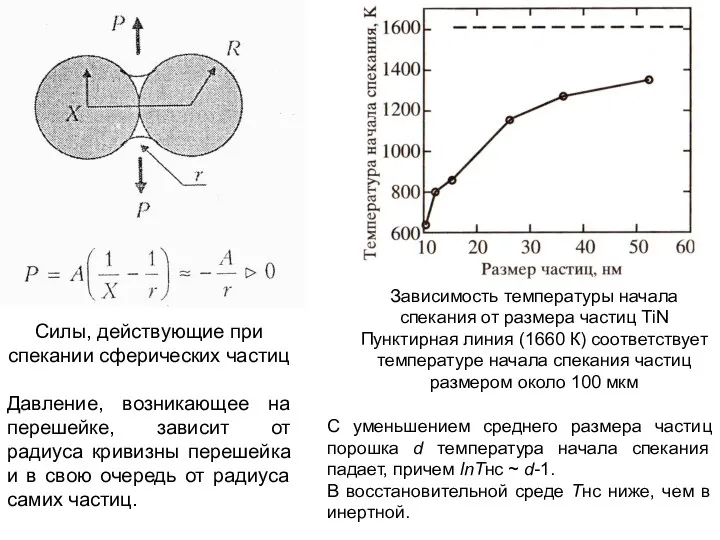
Силы, действующие при спекании сферических частиц
Давление, возникающее на перешейке, зависит от
Силы, действующие при спекании сферических частиц
Давление, возникающее на перешейке, зависит от
Vt/Vн = exp(-Ktn), (1)
где Vн – начальный объем пор,
Vt
Vt/Vн = exp(-Ktn), (1)
где Vн – начальный объем пор,
Vt
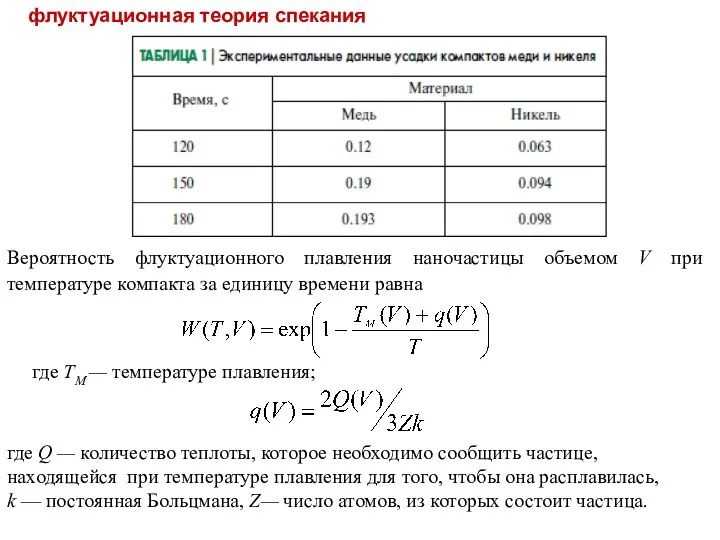
где TM — температуре плавления;
где Q — количество теплоты, которое необходимо
где TM — температуре плавления;
где Q — количество теплоты, которое необходимо
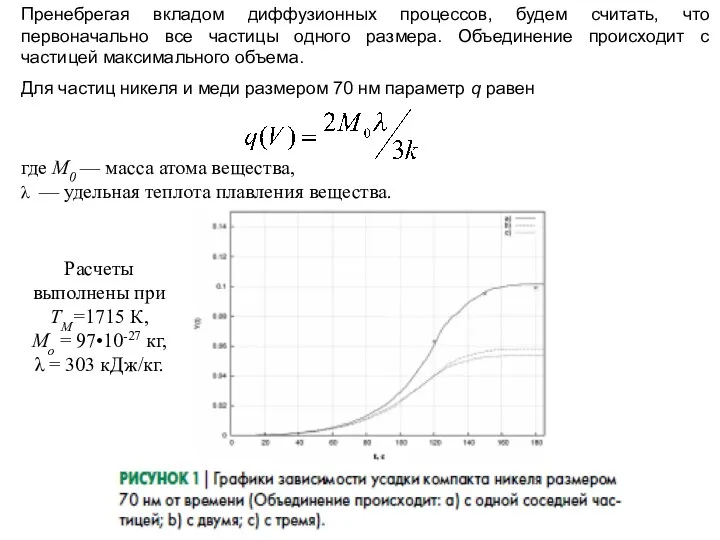
где M0 — масса атома вещества,
λ — удельная теплота плавления
где M0 — масса атома вещества,
λ — удельная теплота плавления
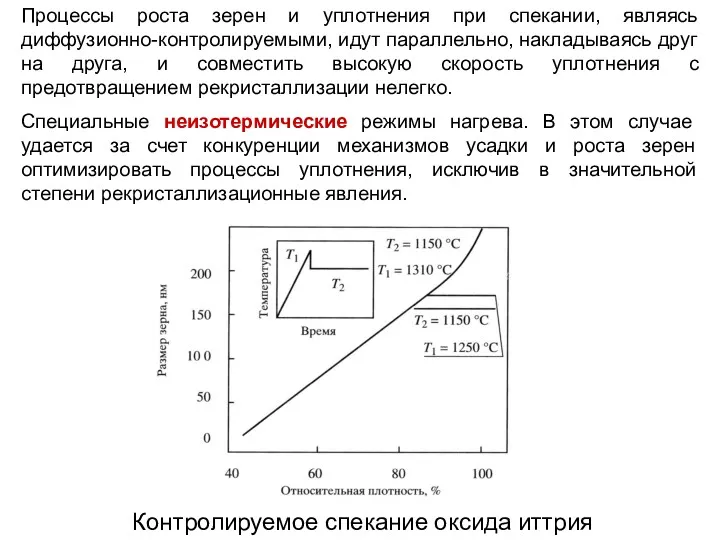
Контролируемое спекание оксида иттрия
Процессы роста зерен и уплотнения при спекании,
Контролируемое спекание оксида иттрия
Процессы роста зерен и уплотнения при спекании,
Плотность и размер зерна нанокристаллического 3Y-TZP компакта после пошагового спекания при
Плотность и размер зерна нанокристаллического 3Y-TZP компакта после пошагового спекания при
Влияние времени выдержки на плотность и размер зерна прессовок 3Y-TZP после
Влияние времени выдержки на плотность и размер зерна прессовок 3Y-TZP после
Структура прессовок 3Y-TZP, спеченных по
(a) SSS режиму при 1200 ◦C,
Структура прессовок 3Y-TZP, спеченных по
(a) SSS режиму при 1200 ◦C,
Зависимость от температуры относительной плотности нанопорошка TiN, полученного обычным спеканием (1),
Зависимость от температуры относительной плотности нанопорошка TiN, полученного обычным спеканием (1),
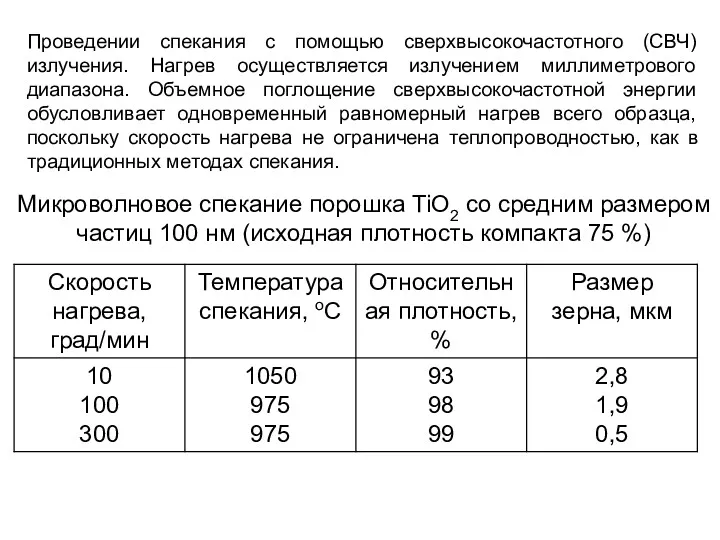
Проведении спекания с помощью сверхвысокочастотного (СВЧ) излучения. Нагрев осуществляется излучением миллиметрового
Проведении спекания с помощью сверхвысокочастотного (СВЧ) излучения. Нагрев осуществляется излучением миллиметрового
Общая схема установки искрового плазменного спекания
новый метод спекания порошков под
Общая схема установки искрового плазменного спекания
новый метод спекания порошков под
ИНТЕНСИВНАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
В основе метода лежит формирование за счет больших деформаций
ИНТЕНСИВНАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
В основе метода лежит формирование за счет больших деформаций
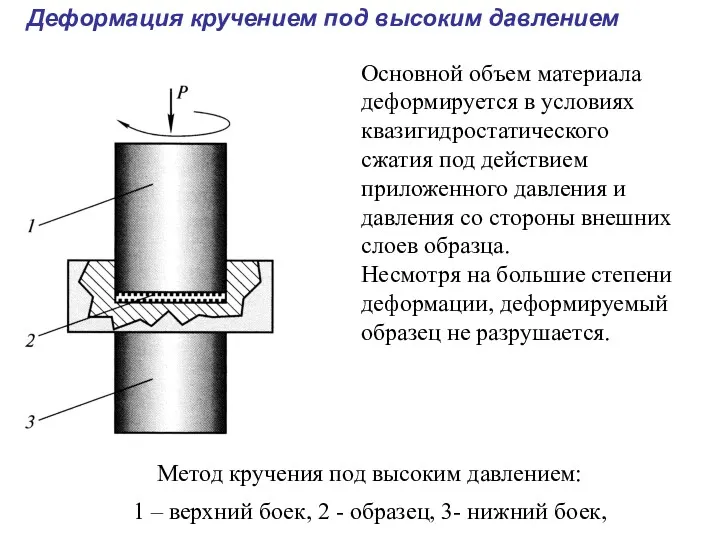
Метод кручения под высоким давлением:
1 – верхний боек, 2 -
Метод кручения под высоким давлением:
1 – верхний боек, 2 -
Если в процессе ИПД кручением не происходит истечения материала образца из
Если в процессе ИПД кручением не происходит истечения материала образца из
Метод равноканального углового прессования
1 - пуансон, 4 - заготовка
Деформация РКУ-прессованием
Заготовка неоднократно
Метод равноканального углового прессования
1 - пуансон, 4 - заготовка
Деформация РКУ-прессованием
Заготовка неоднократно
Эквивалентная деформация (ε), реализуемая в процессе РКУП, определяется соотношением, включающим угол
Эквивалентная деформация (ε), реализуемая в процессе РКУП, определяется соотношением, включающим угол
- маршрут А ориентация заготовки остается неизменной при каждом проходе;
-
- маршрут А ориентация заготовки остается неизменной при каждом проходе;
-
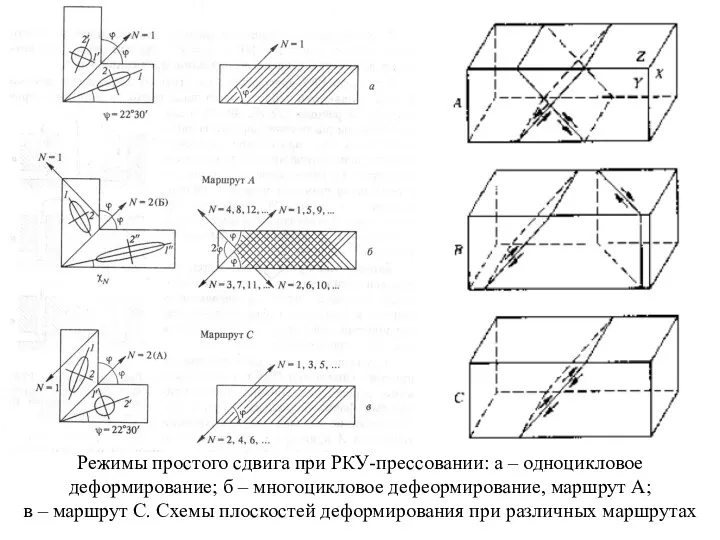
Режимы простого сдвига при РКУ-прессовании: а – одноцикловое деформирование; б –
Режимы простого сдвига при РКУ-прессовании: а – одноцикловое деформирование; б –
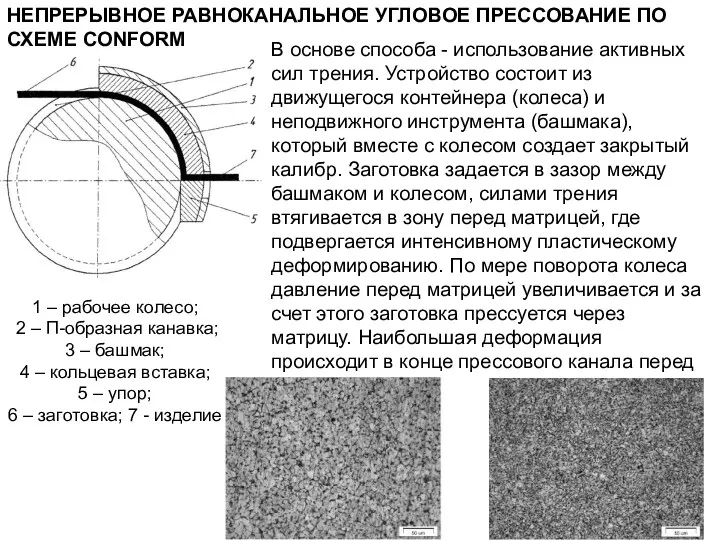
НЕПРЕРЫВНОЕ РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ ПО СХЕМЕ CONFORM
1 – рабочее колесо;
2
НЕПРЕРЫВНОЕ РАВНОКАНАЛЬНОЕ УГЛОВОЕ ПРЕССОВАНИЕ ПО СХЕМЕ CONFORM
1 – рабочее колесо;
2
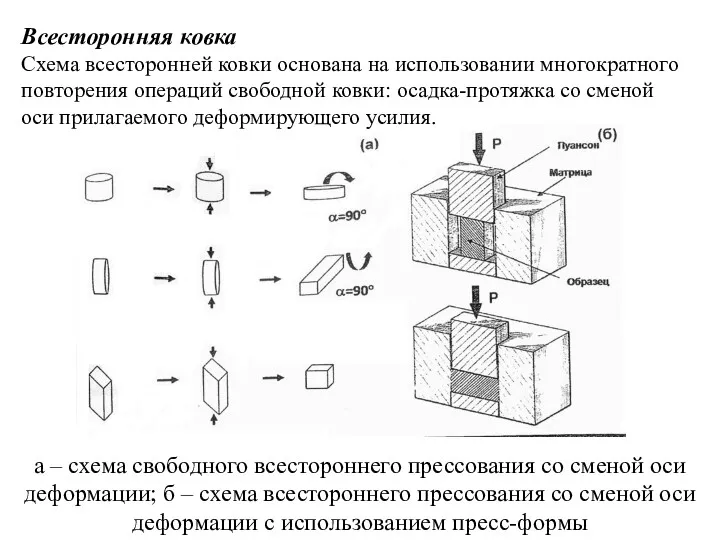
Всесторонняя ковка
Схема всесторонней ковки основана на использовании многократного повторения операций свободной
Всесторонняя ковка
Схема всесторонней ковки основана на использовании многократного повторения операций свободной
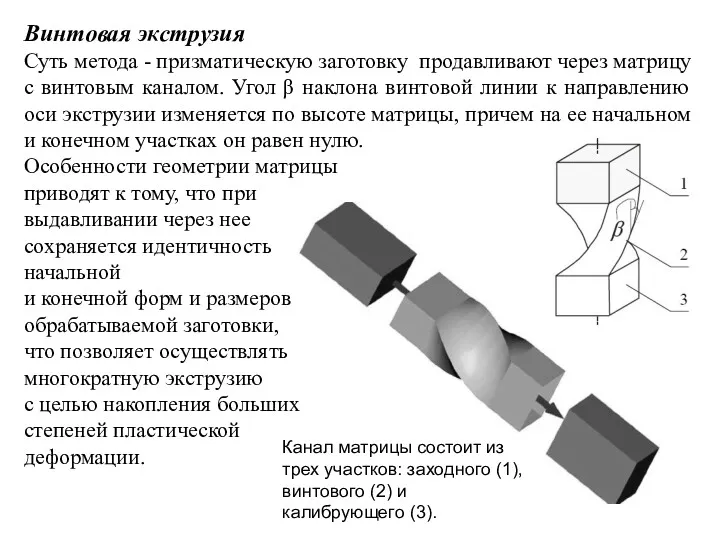
Винтовая экструзия
Суть метода - призматическую заготовку продавливают через матрицу с винтовым
Винтовая экструзия
Суть метода - призматическую заготовку продавливают через матрицу с винтовым
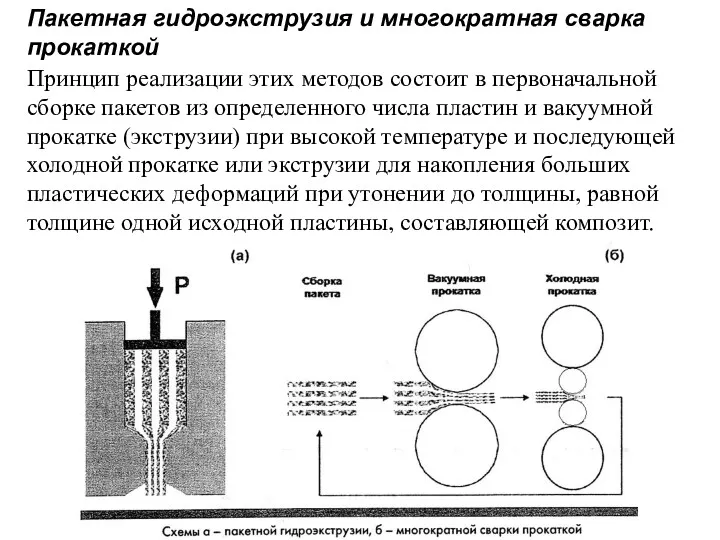
Пакетная гидроэкструзия и многократная сварка прокаткой
Принцип реализации этих методов состоит в
Пакетная гидроэкструзия и многократная сварка прокаткой
Принцип реализации этих методов состоит в
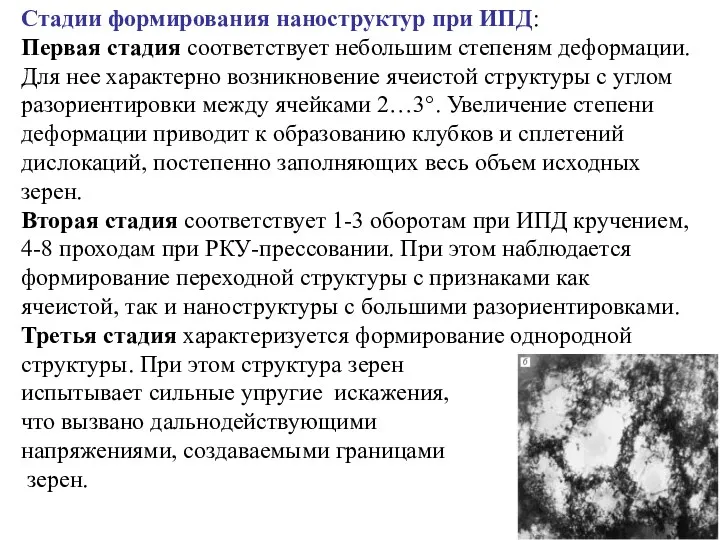
Стадии формирования наноструктур при ИПД:
Первая стадия соответствует небольшим степеням деформации. Для
Стадии формирования наноструктур при ИПД:
Первая стадия соответствует небольшим степеням деформации. Для
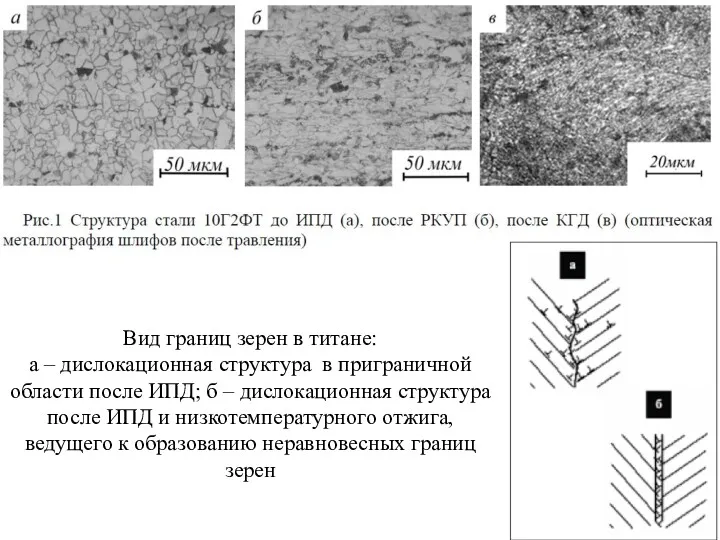
Вид границ зерен в титане:
а – дислокационная структура в приграничной
Вид границ зерен в титане:
а – дислокационная структура в приграничной
ПОЛУЧЕНИЕ АМОРФНЫХ НЕОРГАНИЧЕСКИХ НАНОСТРУКТУР
ПОЛУЧЕНИЕ АМОРФНЫХ НЕОРГАНИЧЕСКИХ НАНОСТРУКТУР
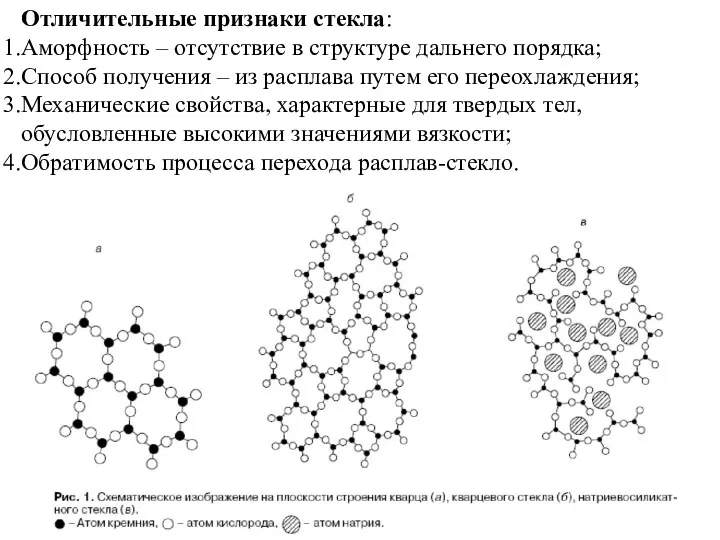
Отличительные признаки стекла:
Аморфность – отсутствие в структуре дальнего порядка;
Способ получения –
Отличительные признаки стекла:
Аморфность – отсутствие в структуре дальнего порядка;
Способ получения –
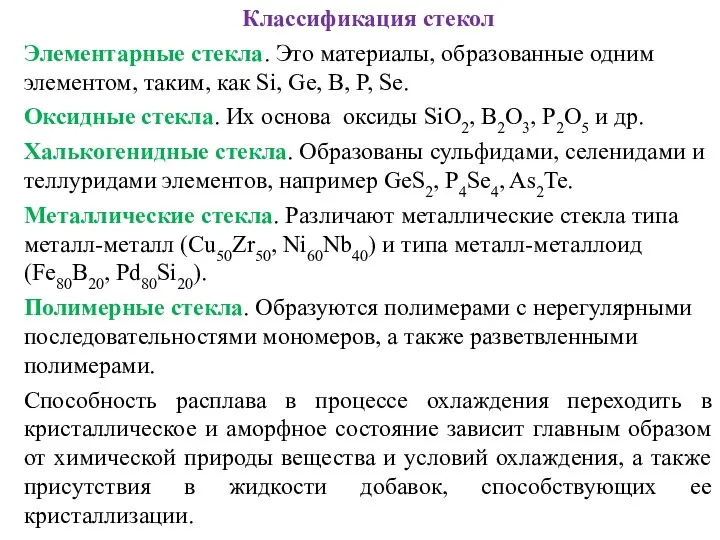
Классификация стекол
Элементарные стекла. Это материалы, образованные одним элементом, таким, как Si,
Классификация стекол
Элементарные стекла. Это материалы, образованные одним элементом, таким, как Si,
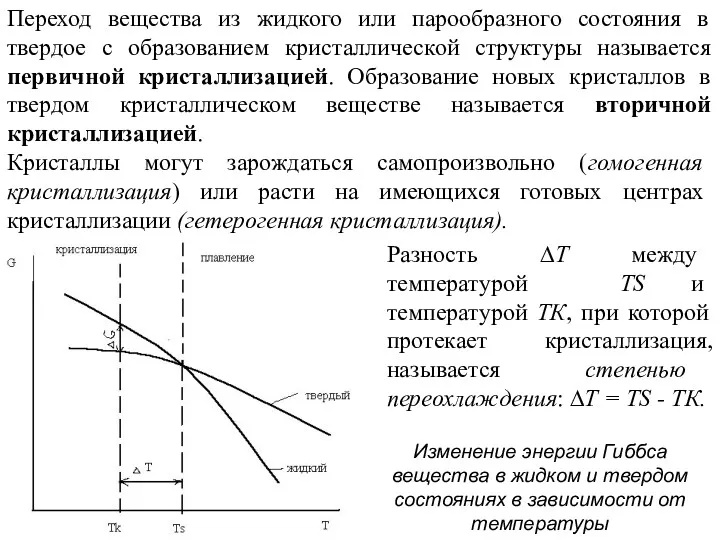
Переход вещества из жидкого или парообразного состояния в твердое с образованием
Переход вещества из жидкого или парообразного состояния в твердое с образованием
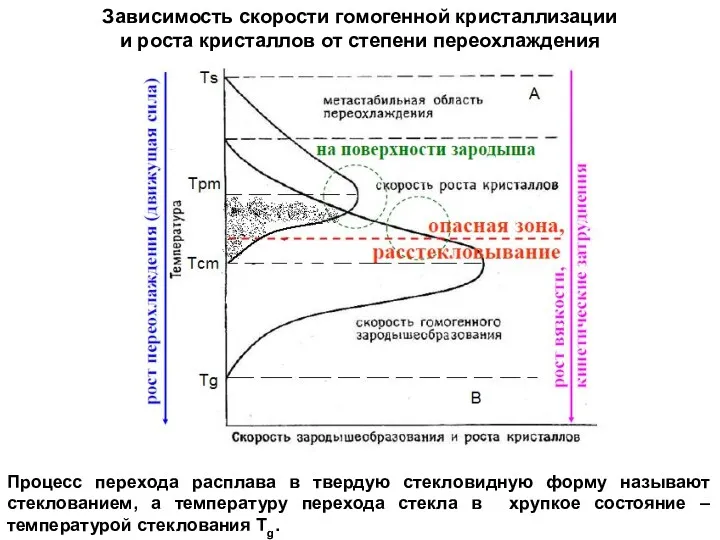
Зависимость скорости гомогенной кристаллизации
и роста кристаллов от степени переохлаждения
Процесс перехода
Зависимость скорости гомогенной кристаллизации
и роста кристаллов от степени переохлаждения
Процесс перехода
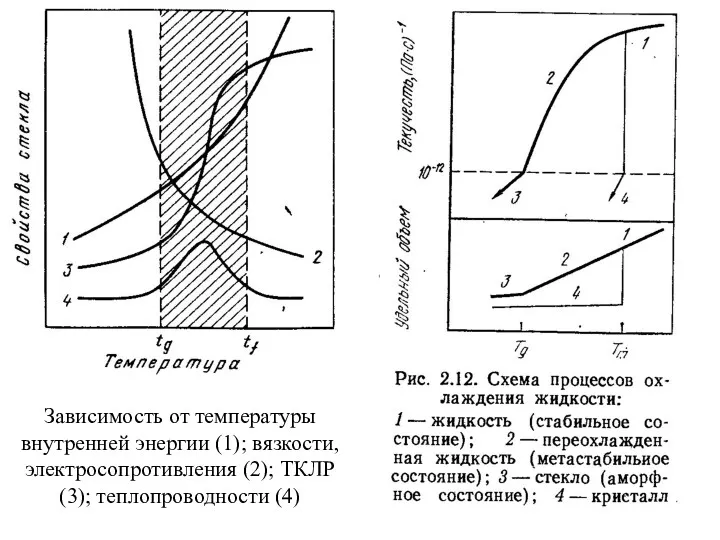
Зависимость от температуры внутренней энергии (1); вязкости, электросопротивления (2); ТКЛР (3);
Зависимость от температуры внутренней энергии (1); вязкости, электросопротивления (2); ТКЛР (3);
Если температурный интервал между Ts и Tg невелик, то такое вещество
Если температурный интервал между Ts и Tg невелик, то такое вещество
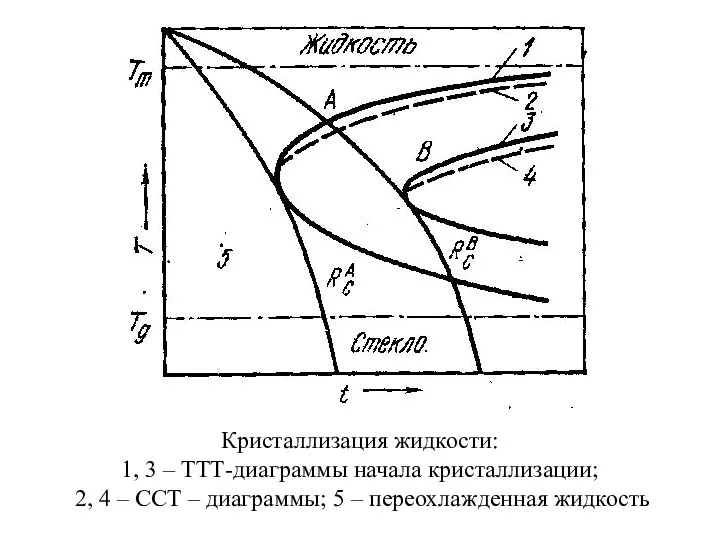
Кристаллизация жидкости:
1, 3 – ТТТ-диаграммы начала кристаллизации;
2, 4 – ССТ
Кристаллизация жидкости:
1, 3 – ТТТ-диаграммы начала кристаллизации;
2, 4 – ССТ
Время структурной релаксации τ, необходимое для того, чтобы атомы сплава образовали
Время структурной релаксации τ, необходимое для того, чтобы атомы сплава образовали
ПОЛУЧЕНИЕ АМОРФНЫХ МЕТАЛЛОВ
Аморфная структура получена у более чем 20 чистых
ПОЛУЧЕНИЕ АМОРФНЫХ МЕТАЛЛОВ
Аморфная структура получена у более чем 20 чистых
Методы закалки из жидкого состояния
Методы получения тонких пластин
Методы закалки из жидкого состояния
Методы получения тонких пластин

Методы получения тонкой ленты путем закалки из расплава:
а) центробежная закалка; б)
Методы получения тонкой ленты путем закалки из расплава:
а) центробежная закалка; б)
При сближении выстреливаемого из сопла расплава при температуре Ti с холодильником,
При сближении выстреливаемого из сопла расплава при температуре Ti с холодильником,
Реально происходит промежуточный процесс, т.к. имеется конечная величина сопротивления передаче тепла
Реально происходит промежуточный процесс, т.к. имеется конечная величина сопротивления передаче тепла
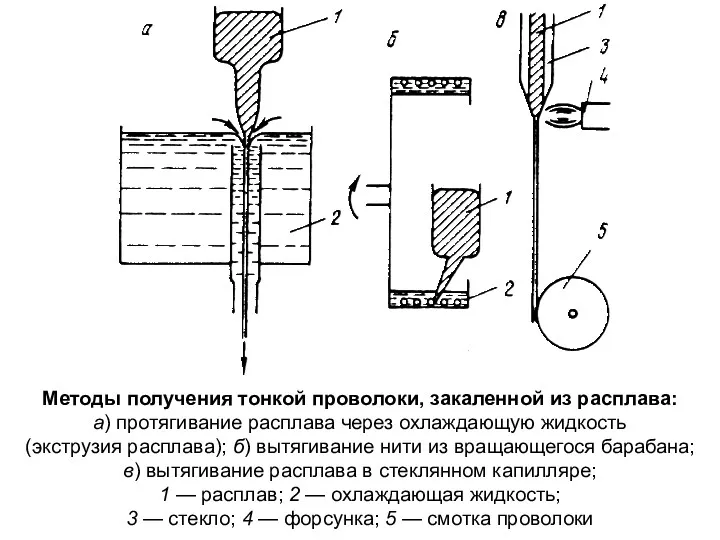
Методы получения тонкой проволоки, закаленной из расплава:
а) протягивание расплава через
Методы получения тонкой проволоки, закаленной из расплава: а) протягивание расплава через
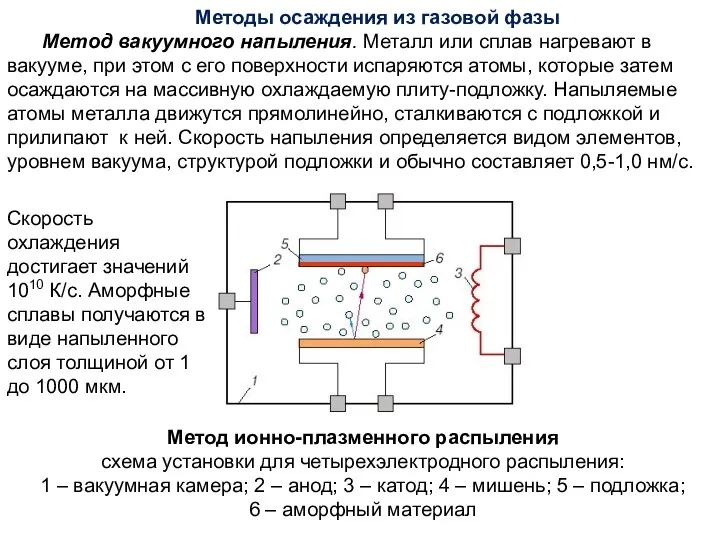
Метод ионно-плазменного распыления
схема установки для четырехэлектродного распыления:
1 – вакуумная камера;
Метод ионно-плазменного распыления
схема установки для четырехэлектродного распыления:
1 – вакуумная камера;
Получение аморфного состояния из твердого кристаллического
Перевод кристаллических твердых тел в аморфное
Получение аморфного состояния из твердого кристаллического
Перевод кристаллических твердых тел в аморфное
Кристаллизация аморфных сплавов
В зависимости от условий закалки из жидкого состояния можно
Кристаллизация аморфных сплавов
В зависимости от условий закалки из жидкого состояния можно
Схематичная микроструктура
сплава Fe73.5Cu1Nb3Si13.5B9
сплав Finemet – уникальный магнитомягкий материал, созданный
Схематичная микроструктура
сплава Fe73.5Cu1Nb3Si13.5B9
сплав Finemet – уникальный магнитомягкий материал, созданный
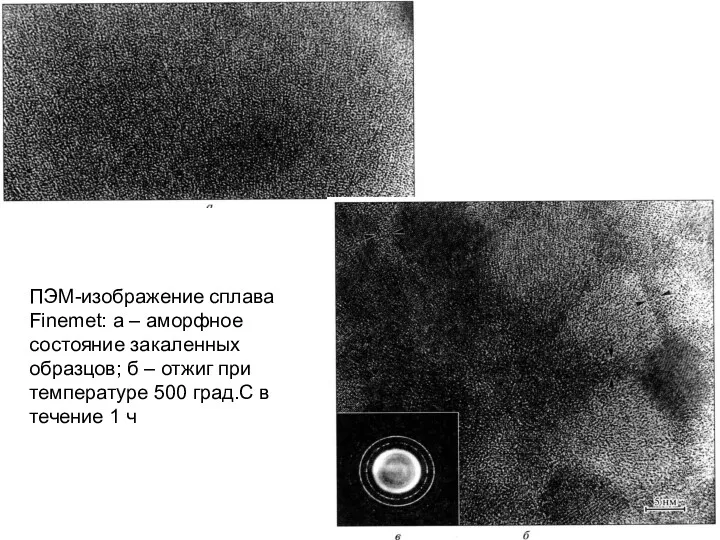
ПЭМ-изображение сплава Finemet: а – аморфное состояние закаленных образцов; б –
ПЭМ-изображение сплава Finemet: а – аморфное состояние закаленных образцов; б –
 Постоянный электрический ток
Постоянный электрический ток Электромагнетизм. Уравнения Максвелла. Лекция 4
Электромагнетизм. Уравнения Максвелла. Лекция 4 Электромагнитное поле. Электромагнитные волны
Электромагнитное поле. Электромагнитные волны Лабораторная работа по физике в 11 классе Наблюдение линейчатого и сплошного спектров
Лабораторная работа по физике в 11 классе Наблюдение линейчатого и сплошного спектров Датчики. Датчики крутящего момента. Датчики уровня
Датчики. Датчики крутящего момента. Датчики уровня Процедура разборки КПП Wet 8DCT (D8LF1)
Процедура разборки КПП Wet 8DCT (D8LF1) Unusual modes pf transport
Unusual modes pf transport Техническая термодинамика. Второй закон термодинамики. (Лекция 3)
Техническая термодинамика. Второй закон термодинамики. (Лекция 3) Простые механизмы. Работа. Мощность. Энергия
Простые механизмы. Работа. Мощность. Энергия Способы восстановления деталей
Способы восстановления деталей Магнитное поле. 11 класс
Магнитное поле. 11 класс Физические явления
Физические явления Электростатика. Электризация. Заряд. Взаимодействие зарядов. Закон Кулона
Электростатика. Электризация. Заряд. Взаимодействие зарядов. Закон Кулона Волновые процессы. Эффект Допплера. (Лекция 1)
Волновые процессы. Эффект Допплера. (Лекция 1) Электростатика. Тема 1. Электростатическое поле в вакууме
Электростатика. Тема 1. Электростатическое поле в вакууме Урок № 36 2 Промывочные жидкости
Урок № 36 2 Промывочные жидкости Линзы. Понятие о линзе
Линзы. Понятие о линзе Закони збереження в механіці
Закони збереження в механіці Электромагнитная индукция. Энергия магнитного поля. Лекция №11
Электромагнитная индукция. Энергия магнитного поля. Лекция №11 Модель атома. Опыт Резерфорда. Постулаты Бора
Модель атома. Опыт Резерфорда. Постулаты Бора Гидродинамика
Гидродинамика Охлаждение, нагревание тел конечных размеров. Нагрев параллелепипеда
Охлаждение, нагревание тел конечных размеров. Нагрев параллелепипеда Анализ сигналов
Анализ сигналов Физико – химические характеристики электротехнических материалов
Физико – химические характеристики электротехнических материалов Коробка скоростей
Коробка скоростей Электроразведка. Электромагнитные зондирования
Электроразведка. Электромагнитные зондирования Лекция 15. Тема: Закон Био-Савара - Лапласа
Лекция 15. Тема: Закон Био-Савара - Лапласа Предыстория радиотехники. Лекция 1
Предыстория радиотехники. Лекция 1