- Проектирование и производство изделий интегральной электроники. Нанесение тонких плёнок

Содержание
- 2. Функции тонких проводящих пленок в ИИЭ 1. Формирование электрического контакта требу-емого типа к областям различного типа
- 3. Стадии процесса нанесения тонких пленок в вакууме 1. Генерация потока частиц; 2. Перенос частиц к подложке;
- 4. Классификация методов нанесения металлических плёнок Все методы нанесения тонких металличес- ких пленок в вакууме классифицируются по
- 5. Термическое испарение Метод заключается в конденсации материала из молекулярных или атомарных пучков,которые создаются в результате испарения
- 6. Резистивное испарение Спиральные испарители Ленточные испарители
- 7. Электронно-лучевое испарение
- 8. Индукционное испарение
- 9. Лазерное испарение
- 10. Кинетика конденсации 1. Сначала атом напыляемого вещества ад- сорбируется под действием сил Ван–дер–Вааль- са и начинает
- 11. Схема термического испарения 1 — заслонка; 2 — нагреватель; 3 — подложка; 4 — ограничивающая труба;
- 12. Технологический процесс напыления плёнок термическим испарением 1. Загружаются подложки. Вакуумная камера герметизиру- ется и откачивается до
- 13. Параметры процесса напыления вакуумным испарением Скорость напыления определяется - температурой испарителя: РИ – током испарителя, ЭЛИ
- 14. Особенности метода термического испарения Достоинства: - простота реализации; - чистота процесса (проведение процессов в высоком вакууме).
- 15. Ионное распыление Распыление – физический процесс, включаю- щий ускорение ионов (обычно Ar+) посредством градиента потенциала и
- 16. Системы ионного распыления - диодная система; - триодная система; - ионно-лучевая система; - магнетронная распылительная система.
- 17. Диодная система Параметры процесса Давление Ar: 1 – 10 Па; Напряжение разряда: 3 – 5 кВ;
- 18. Недостатки диодной системы - Высокое давление процесса приводит к загрязнению плёнки; - Разогрев подложки электронами (~
- 19. Триодная система Между катодом и анодом поддерживается дуговой разряд, поддерживаемый эмиссией электронов с тер- мокатода. Ионы
- 20. Магнетронная распылительная система Между катодом и анодом зажигается тлеющий разряд, под- держиваемый термоэлектронной эмиссией с катода,
- 21. Параметры процесса Траектория движения электрона: 22 Давление рабочего газа 0,01 – 1 Па Напряжённость магнитного поля
- 22. ВЧ – распыление При распылении диэлек- трических материалов по- ложительные ионы созда- ют на поверхности мишени
- 23. Реактивное распыление Применяется для нанесения пленок химических соединений. Требуемое химическое соединение получают подбирая материал распыляемой ми-
- 24. Химическое осаждение металлов из газовой фазы Метод основан на подаче в тепловой реактор ле- тучих соединений
- 25. Схема реактора для нанесения металлов ХОГФ
- 26. Параметры процесса осаждения металлов ХОГФ Температура процесса (600 – 800 °С); Давление в реакторе (10 –
- 28. Скачать презентацию
Функции тонких проводящих пленок
в ИИЭ
1. Формирование электрического контакта требу-емого
Функции тонких проводящих пленок
в ИИЭ
1. Формирование электрического контакта требу-емого
Стадии процесса нанесения тонких пленок в вакууме
1. Генерация потока частиц;
2. Перенос
Стадии процесса нанесения тонких пленок в вакууме
1. Генерация потока частиц;
2. Перенос
Классификация методов нанесения металлических плёнок
Все методы нанесения тонких металличес-
ких пленок в
Классификация методов нанесения металлических плёнок
Все методы нанесения тонких металличес-
ких пленок в
Термическое испарение
Метод заключается в конденсации материала
из молекулярных или атомарных пучков,которые
создаются
Термическое испарение
Метод заключается в конденсации материала
из молекулярных или атомарных пучков,которые
создаются

Резистивное испарение
Спиральные
испарители
Ленточные
испарители
Резистивное испарение
Спиральные
испарители
Ленточные
испарители
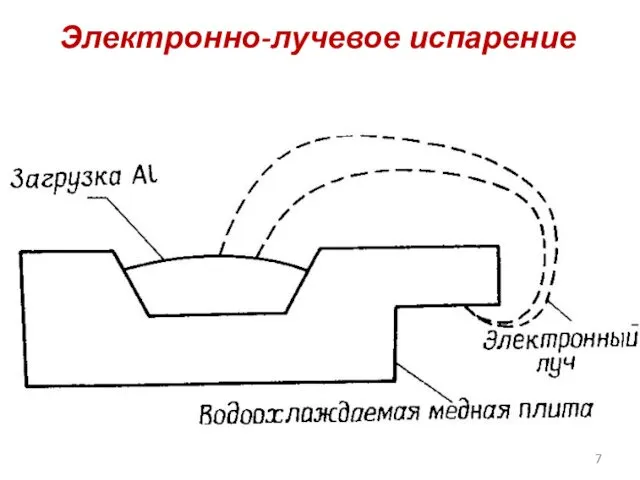
Электронно-лучевое испарение
Электронно-лучевое испарение

Индукционное испарение
Индукционное испарение
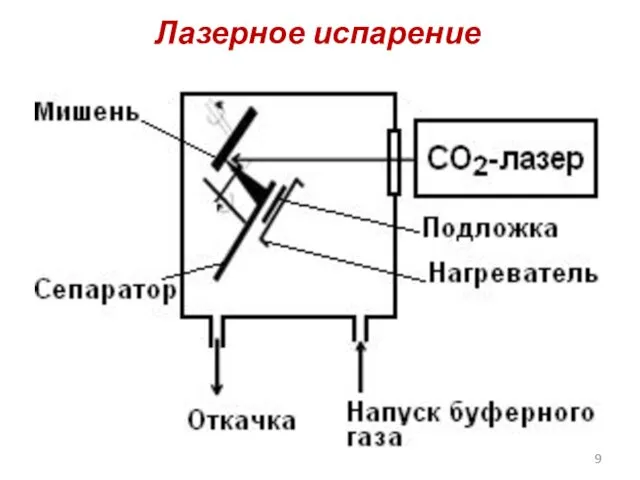
Лазерное испарение
Лазерное испарение
Кинетика конденсации
1. Сначала атом напыляемого вещества ад-
сорбируется под действием сил Ван–дер–Вааль-
са
Кинетика конденсации
1. Сначала атом напыляемого вещества ад-
сорбируется под действием сил Ван–дер–Вааль-
са

Схема термического испарения
1 — заслонка;
2 — нагреватель;
3 — подложка;
4 — ограничивающая
Схема термического испарения
1 — заслонка;
2 — нагреватель;
3 — подложка;
4 — ограничивающая
Технологический процесс напыления плёнок термическим испарением
1. Загружаются подложки. Вакуумная камера герметизиру-
ется
Технологический процесс напыления плёнок термическим испарением
1. Загружаются подложки. Вакуумная камера герметизиру-
ется
Параметры процесса напыления вакуумным испарением
Скорость напыления определяется
- температурой испарителя:
РИ –
Параметры процесса напыления вакуумным испарением
Скорость напыления определяется
- температурой испарителя:
РИ –
Особенности метода
термического испарения
Достоинства:
- простота реализации;
- чистота процесса (проведение процессов
Особенности метода
термического испарения
Достоинства:
- простота реализации;
- чистота процесса (проведение процессов
Ионное распыление
Распыление – физический процесс, включаю-
щий ускорение ионов (обычно Ar+) посредством
градиента
Ионное распыление
Распыление – физический процесс, включаю-
щий ускорение ионов (обычно Ar+) посредством
градиента
Системы ионного распыления
- диодная система;
- триодная система;
- ионно-лучевая система;
- магнетронная распылительная
Системы ионного распыления
- диодная система;
- триодная система;
- ионно-лучевая система;
- магнетронная распылительная

Диодная система
Параметры процесса
Давление Ar: 1 – 10 Па;
Напряжение
разряда: 3 – 5
Диодная система
Параметры процесса
Давление Ar: 1 – 10 Па;
Напряжение
разряда: 3 – 5
Недостатки диодной системы
- Высокое давление процесса приводит к загрязнению плёнки;
- Разогрев
Недостатки диодной системы
- Высокое давление процесса приводит к загрязнению плёнки;
- Разогрев
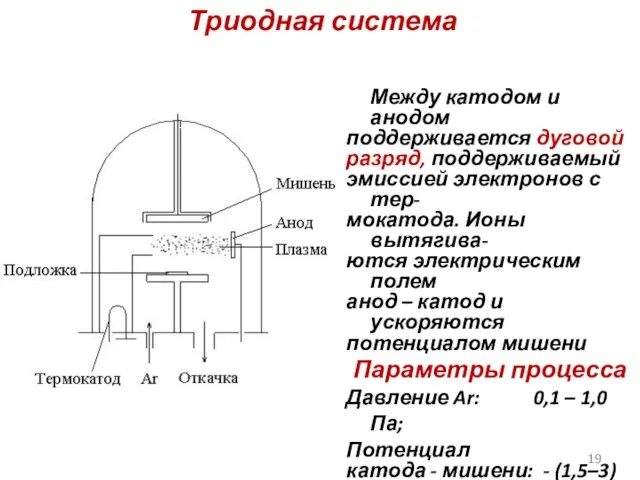
Триодная система
Между катодом и анодом
поддерживается дуговой
разряд, поддерживаемый
эмиссией электронов с
Триодная система
Между катодом и анодом
поддерживается дуговой
разряд, поддерживаемый
эмиссией электронов с
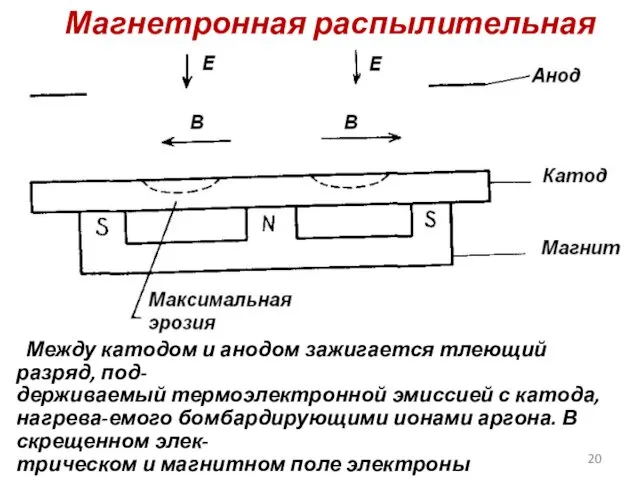
Магнетронная распылительная система
Между катодом и анодом зажигается тлеющий разряд, под-
держиваемый
Магнетронная распылительная система
Между катодом и анодом зажигается тлеющий разряд, под-
держиваемый
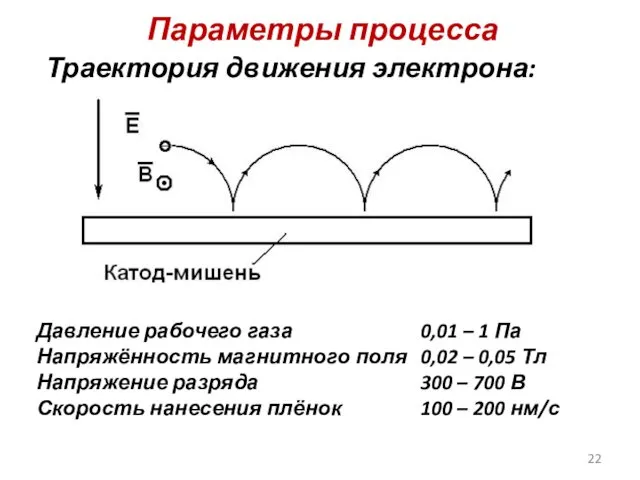
Параметры процесса
Траектория движения электрона:
22
Давление рабочего газа 0,01 – 1 Па
Напряжённость магнитного
Параметры процесса
Траектория движения электрона:
22
Давление рабочего газа 0,01 – 1 Па
Напряжённость магнитного
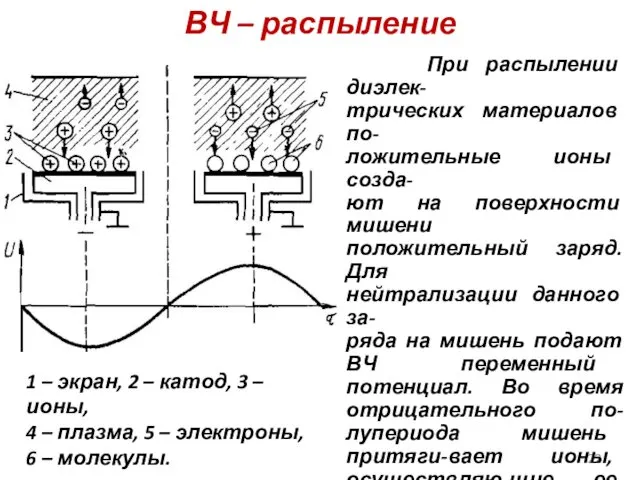
ВЧ – распыление
При распылении диэлек-
трических материалов по-
ложительные ионы созда-
ют на
ВЧ – распыление
При распылении диэлек-
трических материалов по-
ложительные ионы созда-
ют на
Реактивное распыление
Применяется для нанесения пленок химических
соединений. Требуемое химическое соединение
получают подбирая
Реактивное распыление
Применяется для нанесения пленок химических
соединений. Требуемое химическое соединение
получают подбирая
Химическое осаждение металлов из газовой фазы
Метод основан на подаче в
Химическое осаждение металлов из газовой фазы
Метод основан на подаче в
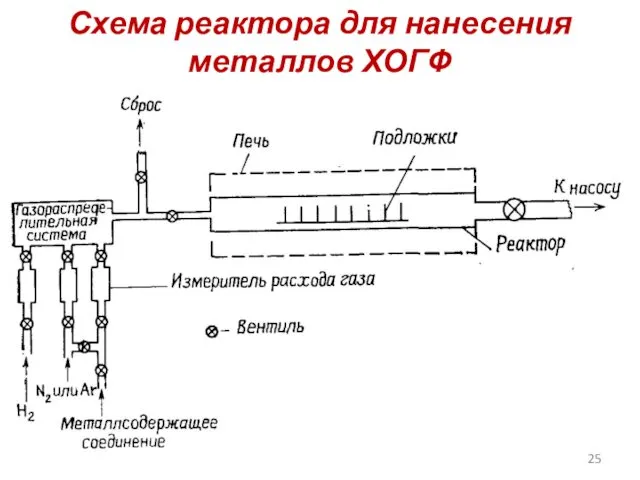
Схема реактора для нанесения металлов ХОГФ
Схема реактора для нанесения металлов ХОГФ
Параметры процесса осаждения металлов ХОГФ
Температура процесса (600 – 800 °С);
Давление в
Параметры процесса осаждения металлов ХОГФ
Температура процесса (600 – 800 °С);
Давление в
 Исследовательская работа Посудомоечная машина
Исследовательская работа Посудомоечная машина Изопроцессы в газах
Изопроцессы в газах Метрология. Законодательная метрология
Метрология. Законодательная метрология Low-Band Receive Antennas
Low-Band Receive Antennas Вид деформации растяжение-сжатие
Вид деформации растяжение-сжатие Газовые законы
Газовые законы Адаев Презхентация
Адаев Презхентация Физические основы работы оптических волокон
Физические основы работы оптических волокон Физико-химические методы анализа
Физико-химические методы анализа Резисторы. Основные параметры резисторов
Резисторы. Основные параметры резисторов Динамика твердого тела
Динамика твердого тела Инструментальные методы качественного анализа неорганических веществ
Инструментальные методы качественного анализа неорганических веществ Экзамен ПМ 01. Билет № 12. Сборка неподвижных соединений с натягом
Экзамен ПМ 01. Билет № 12. Сборка неподвижных соединений с натягом Затухающие и вынужденные колебания. Резонанс
Затухающие и вынужденные колебания. Резонанс Ускорители заряженных частиц. Магнитное поле
Ускорители заряженных частиц. Магнитное поле Молекулярно-кинетическая теория газов. (Тема 10)
Молекулярно-кинетическая теория газов. (Тема 10) Спектроскопия комбинационного рассеяния (Рамановская спектроскопия). Лекция_1
Спектроскопия комбинационного рассеяния (Рамановская спектроскопия). Лекция_1 Силы в природе
Силы в природе Основні відомості про теорію машин та механізмів
Основні відомості про теорію машин та механізмів Презентация для урока физики 9 класс Холодильник. Экологические проблемы использования тепловых машин.
Презентация для урока физики 9 класс Холодильник. Экологические проблемы использования тепловых машин. Формирование и первичная обработка видеосигналов
Формирование и первичная обработка видеосигналов Трехфазные цепи
Трехфазные цепи Physical chemistry of nanostructured systems (lecture no. 5)
Physical chemistry of nanostructured systems (lecture no. 5) Қысым
Қысым Физика – основа естествознания
Физика – основа естествознания Применение приёмов развития критического мышления на уроках физики
Применение приёмов развития критического мышления на уроках физики Биоэлектрлік құбылыстар. Биопотенциалдар табиғаты туралы қазіргі кездегі көзқарас
Биоэлектрлік құбылыстар. Биопотенциалдар табиғаты туралы қазіргі кездегі көзқарас Электрическое поле и его напряженность. Принцип суперпозиции полей точечных зарядов
Электрическое поле и его напряженность. Принцип суперпозиции полей точечных зарядов