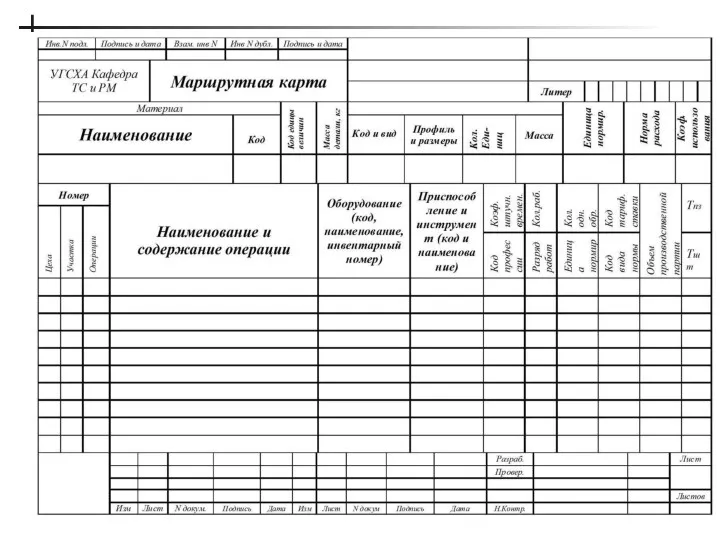
- Технология ремонта машин. Решение задач

Содержание
- 2. 1. Выбор рационального способа восстановления поверхности детали
- 3. Шейка диаметром 35 мм, длинной 25. Сталь марки 20 ХН Величина износа 0,15 мм
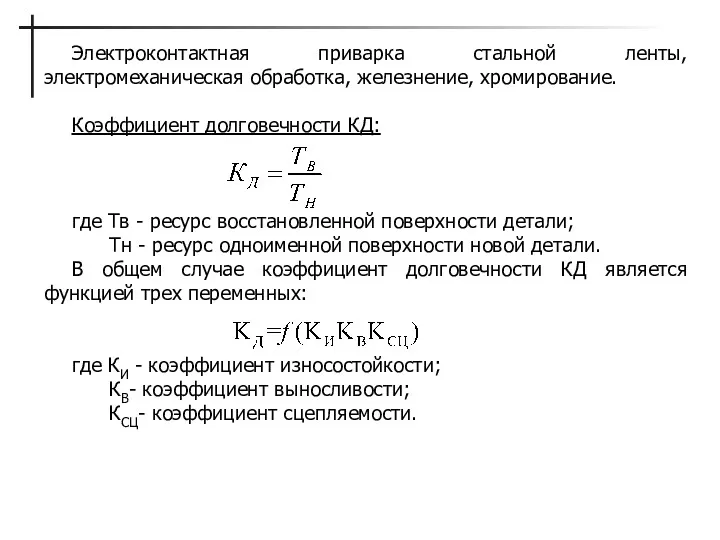
- 4. Электроконтактная приварка стальной ленты, электромеханическая обработка, железнение, хромирование. Коэффициент долговечности КД: где Тв - ресурс восстановленной
- 5. Коэффициенты износостойкости, выносливости, сцепляемости
- 6. Хромирование КД = f (1,1; 1,0; 0,6) = 0,6. Железнение КД = f (1,1; 0,8; 0,7)
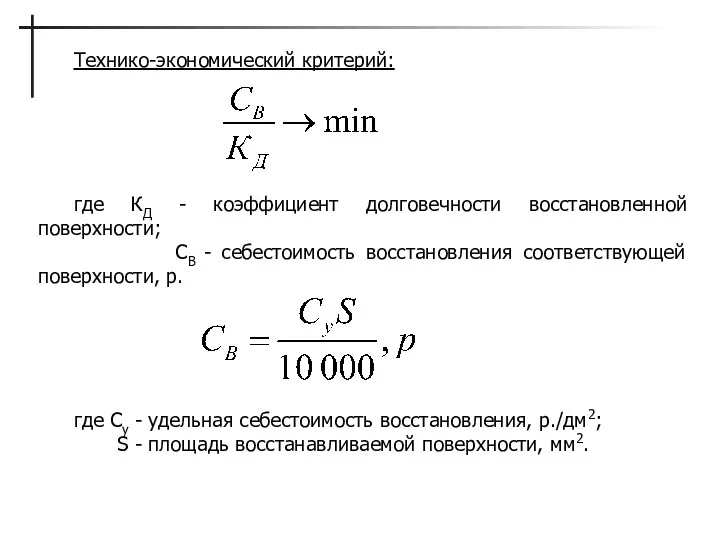
- 7. Технико-экономический критерий: где КД - коэффициент долговечности восстановленной поверхности; СВ - себестоимость восстановления соответствующей поверхности, р.
- 8. Удельная себестоимость восстановления изношенных поверхностей деталей различными способами (для учебных целей)
- 9. Площадь восстанавливаемой поверхности: мм2
- 10. 2. Восстановление изношенных деталей наплавкой в среде углекислого газа. 1 – наплавочная горелка; 2 – зона
- 11. 1 - наплавляемая деталь; 2 - оболочка жидкого флюса; 3 - эластичная оболочка; 4 - бункер
- 12. Электромеханическое восстановление без дополнительного материала: 1 - деталь; 2 – сглаживающий инструмент; 3 – высаживающий инструмент.
- 13. Восстановление деталей ЭМО без добавочного металла
- 18. Скачать презентацию

1. Выбор рационального способа восстановления поверхности детали
1. Выбор рационального способа восстановления поверхности детали
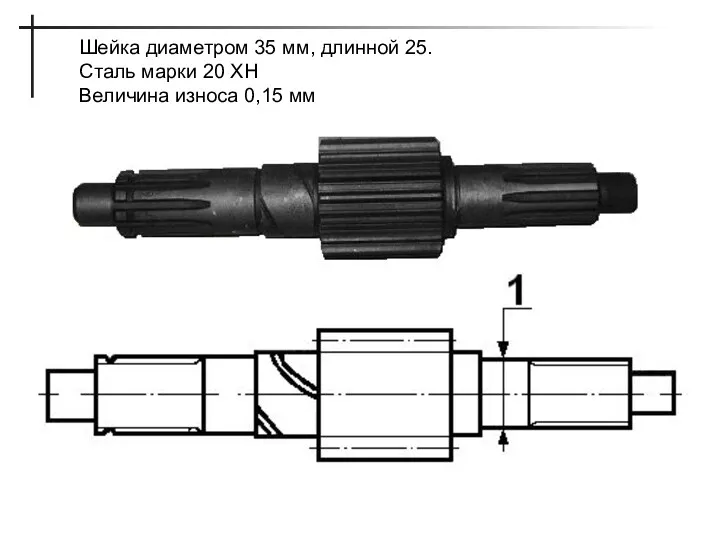
Шейка диаметром 35 мм, длинной 25.
Сталь марки 20 ХН
Величина износа 0,15
Шейка диаметром 35 мм, длинной 25.
Сталь марки 20 ХН
Величина износа 0,15
Электроконтактная приварка стальной ленты, электромеханическая обработка, железнение, хромирование.
Коэффициент долговечности КД:
где
Электроконтактная приварка стальной ленты, электромеханическая обработка, железнение, хромирование.
Коэффициент долговечности КД:
где

Коэффициенты износостойкости, выносливости, сцепляемости
Коэффициенты износостойкости, выносливости, сцепляемости
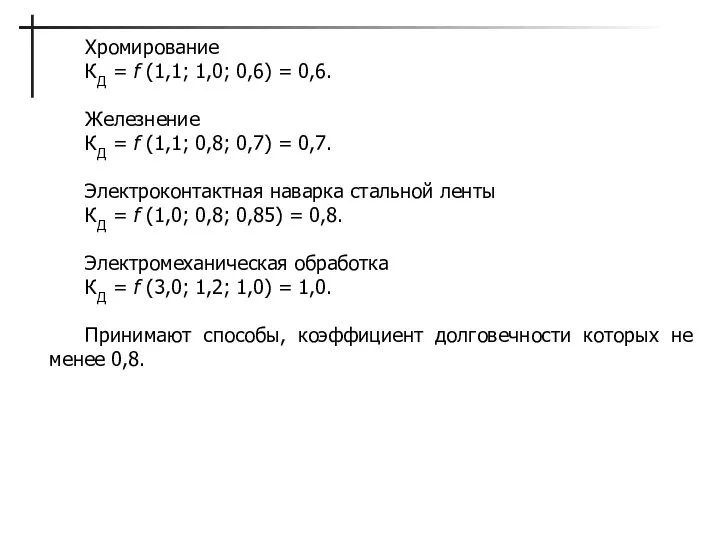
Хромирование
КД = f (1,1; 1,0; 0,6) = 0,6.
Железнение
КД = f
Хромирование
КД = f (1,1; 1,0; 0,6) = 0,6.
Железнение
КД = f
Технико-экономический критерий:
где КД - коэффициент долговечности восстановленной поверхности;
СВ - себестоимость
Технико-экономический критерий:
где КД - коэффициент долговечности восстановленной поверхности;
СВ - себестоимость
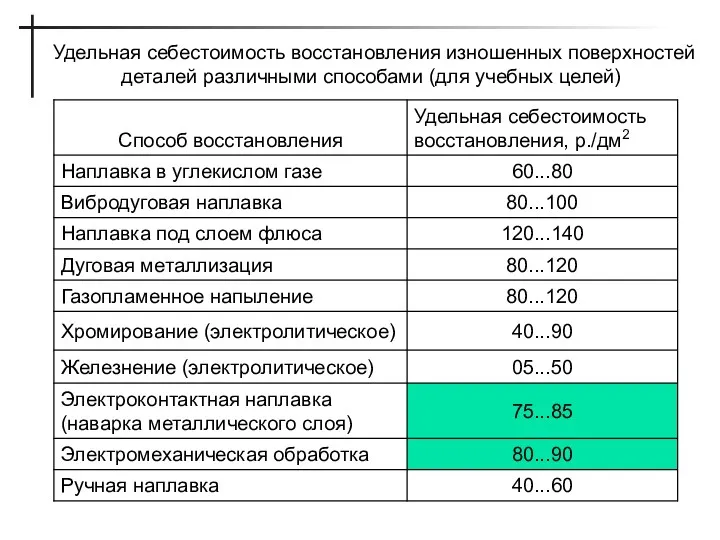
Удельная себестоимость восстановления изношенных поверхностей
деталей различными способами (для учебных целей)
Удельная себестоимость восстановления изношенных поверхностей
деталей различными способами (для учебных целей)
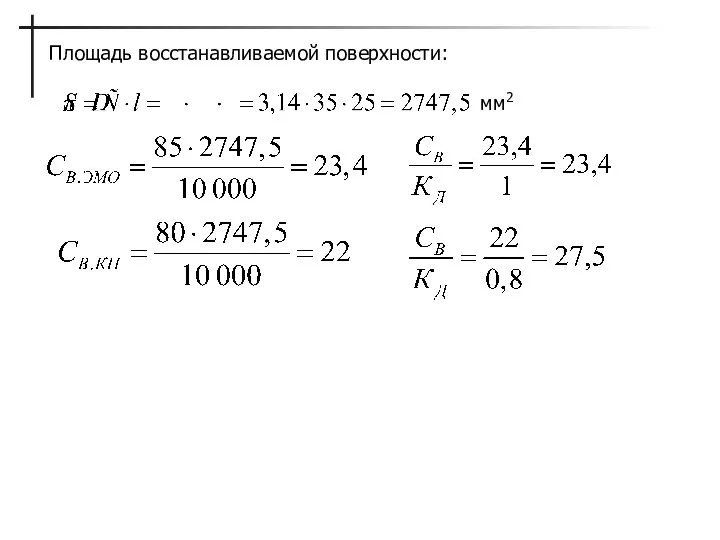
Площадь восстанавливаемой поверхности:
мм2
Площадь восстанавливаемой поверхности:
мм2
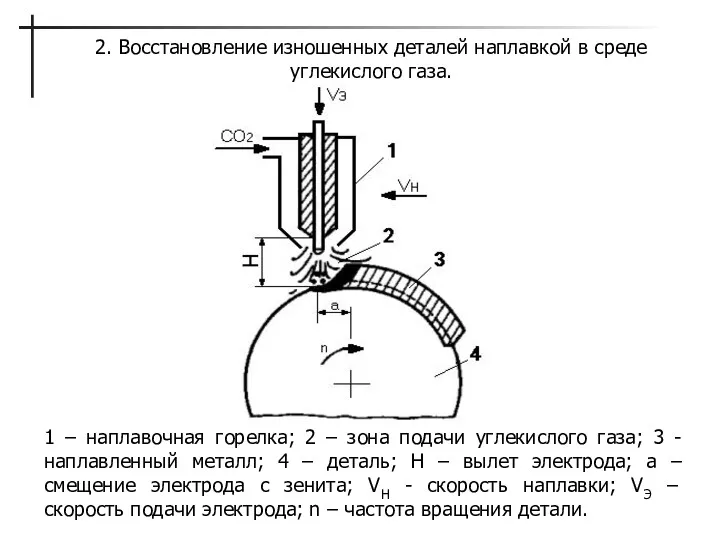
2. Восстановление изношенных деталей наплавкой в среде углекислого газа.
1 – наплавочная
2. Восстановление изношенных деталей наплавкой в среде углекислого газа.
1 – наплавочная
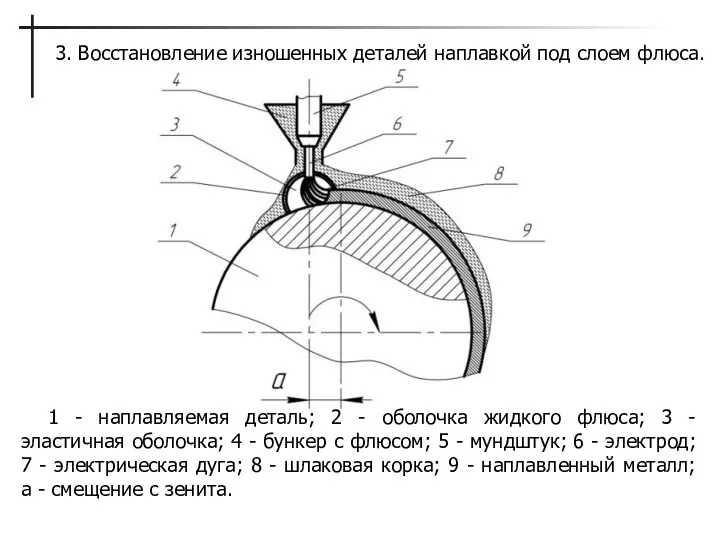
1 - наплавляемая деталь; 2 - оболочка жидкого флюса; 3 -
1 - наплавляемая деталь; 2 - оболочка жидкого флюса; 3 -
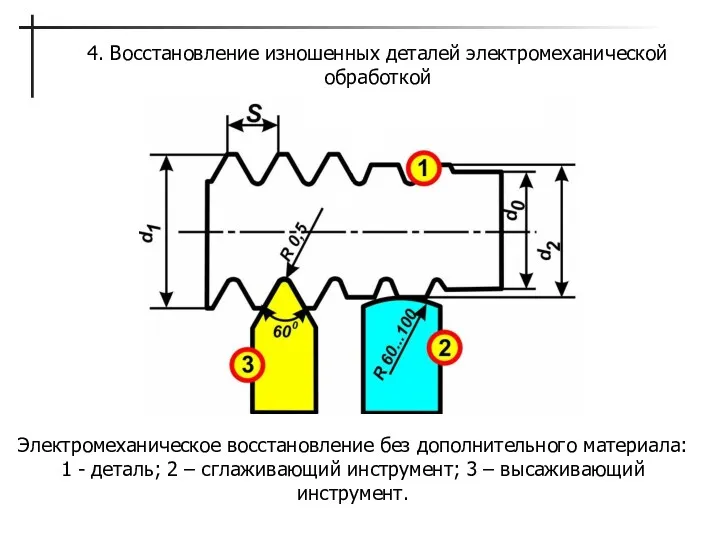
Электромеханическое восстановление без дополнительного материала: 1 - деталь; 2 – сглаживающий
Электромеханическое восстановление без дополнительного материала: 1 - деталь; 2 – сглаживающий
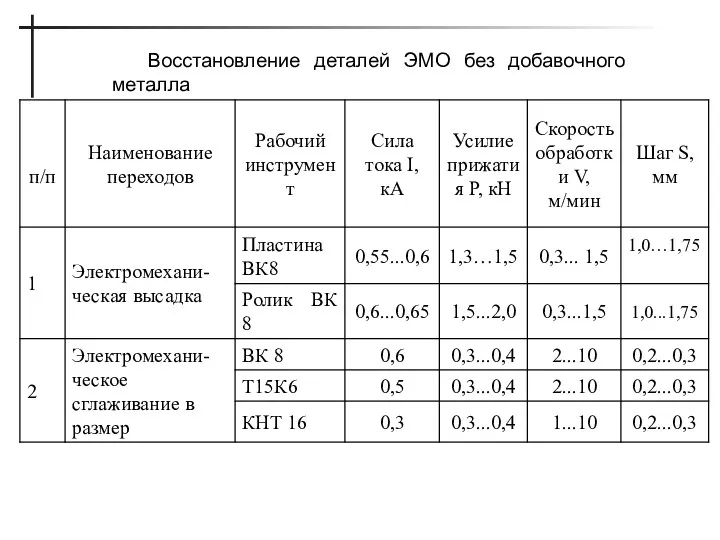
Восстановление деталей ЭМО без добавочного металла
Восстановление деталей ЭМО без добавочного металла
 Шкала электромагнитных волн.
Шкала электромагнитных волн. Термодинамические потенциалы. Общие условия равновесия
Термодинамические потенциалы. Общие условия равновесия Урок по теме Расчёт пути и времени движения 7 класс
Урок по теме Расчёт пути и времени движения 7 класс Дифракция механических волн
Дифракция механических волн Теплотехника. Основы технической термодинамики
Теплотехника. Основы технической термодинамики Расчет теплообменных аппаратов
Расчет теплообменных аппаратов Физическая картина мира
Физическая картина мира Сила Архимеда
Сила Архимеда Фотоэффект. Применение фотоэффекта в жизни
Фотоэффект. Применение фотоэффекта в жизни Лекция 2 2022 (1)
Лекция 2 2022 (1) Самокат в моей жизни
Самокат в моей жизни Системы питания и наддува ДВС. Тема 12
Системы питания и наддува ДВС. Тема 12 Урок физики Колебания, их виды и характеристики.
Урок физики Колебания, их виды и характеристики. Температура и термометры
Температура и термометры Решение задач а фотоэффект
Решение задач а фотоэффект Строение и физико-химические свойства поверхностных слоёв
Строение и физико-химические свойства поверхностных слоёв Переходные процессы в линейных электрических цепях
Переходные процессы в линейных электрических цепях pr_Strelovidnoe_krylo
pr_Strelovidnoe_krylo Электротехника и электроника. Методы расчета сложных линейных цепей постоянного тока. (Лекция 2)
Электротехника и электроника. Методы расчета сложных линейных цепей постоянного тока. (Лекция 2) Буксовый узел электровоза ВЛ-11
Буксовый узел электровоза ВЛ-11 Конспект открытого урока по теме: Строение газообразных, жидких и твёрдых тел.
Конспект открытого урока по теме: Строение газообразных, жидких и твёрдых тел. Трактори та мінітрактори, які використовуються у лісовому господарстві. Лекція 1. Частина 3
Трактори та мінітрактори, які використовуються у лісовому господарстві. Лекція 1. Частина 3 Причины появления влаги в ОК
Причины появления влаги в ОК Електричні кола змінного струму
Електричні кола змінного струму Электрохимические методы. (Лекция 3)
Электрохимические методы. (Лекция 3) Физика – фундаментальная наука о природе. Научный метод познания и методы исследования физических явлений
Физика – фундаментальная наука о природе. Научный метод познания и методы исследования физических явлений Импульс. Законы изменения и сохранения импульса. Реактивное движение
Импульс. Законы изменения и сохранения импульса. Реактивное движение Лабораторная работа Наблюдение сплошного и линейчатых спектров. 11 класс
Лабораторная работа Наблюдение сплошного и линейчатых спектров. 11 класс