- Подготовка управляющих программ для станков с ЧПУ и роботов. Лекция 20

Содержание
- 2. Постоянные циклы станков с ЧПУ Постоянными циклами называются специальные макро-программы, заложенные в УЧПУ для выполнения стандартных
- 3. В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес Z обозна-чает глубину сверления, а
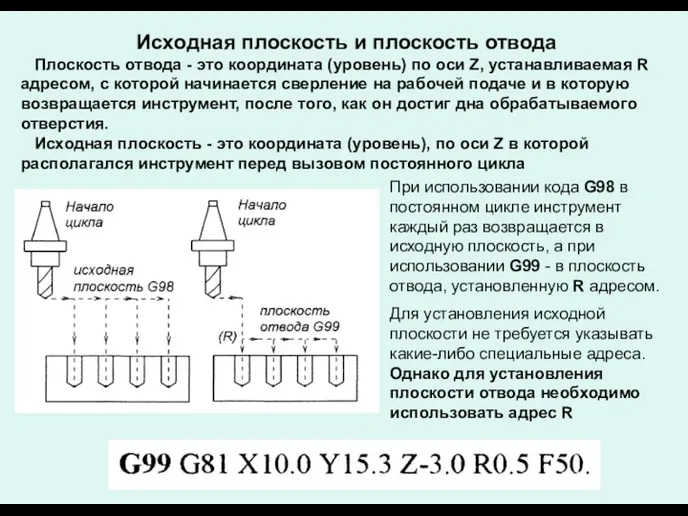
- 4. Исходная плоскость и плоскость отвода Плоскость отвода - это координата (уровень) по оси Z, устанавливаемая R
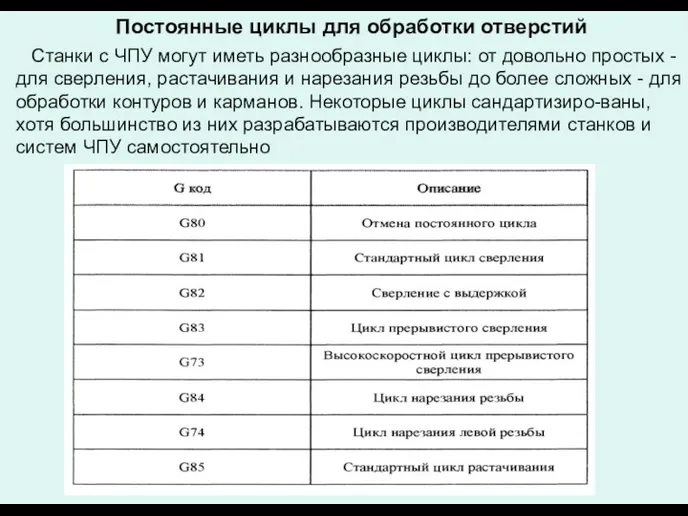
- 5. Постоянные циклы для обработки отверстий Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых -
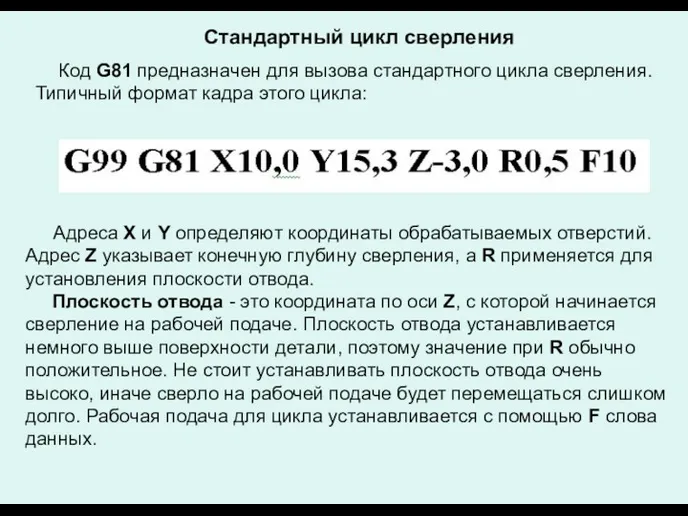
- 6. Стандартный цикл сверления Код G81 предназначен для вызова стандартного цикла сверления. Типичный формат кадра этого цикла:
- 7. Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G кода, в следующих
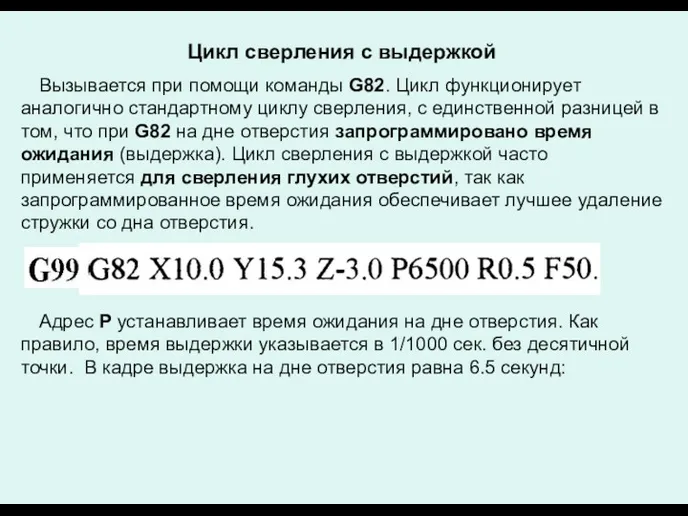
- 8. Цикл сверления с выдержкой Вызывается при помощи команды G82. Цикл функционирует аналогично стандартному циклу сверления, с
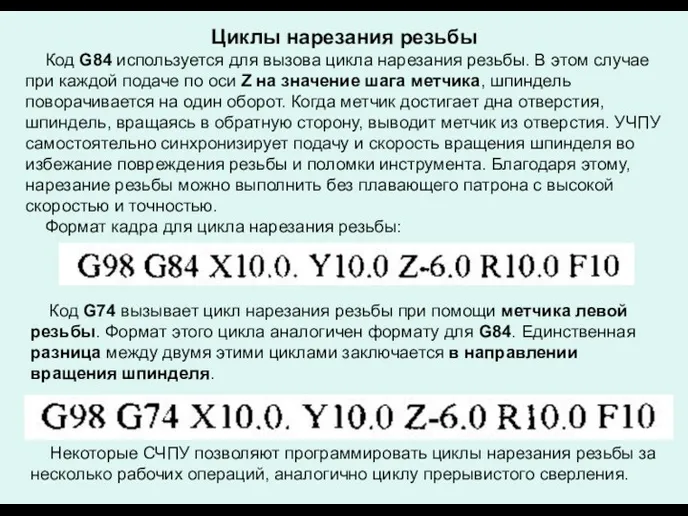
- 9. Циклы нарезания резьбы Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой
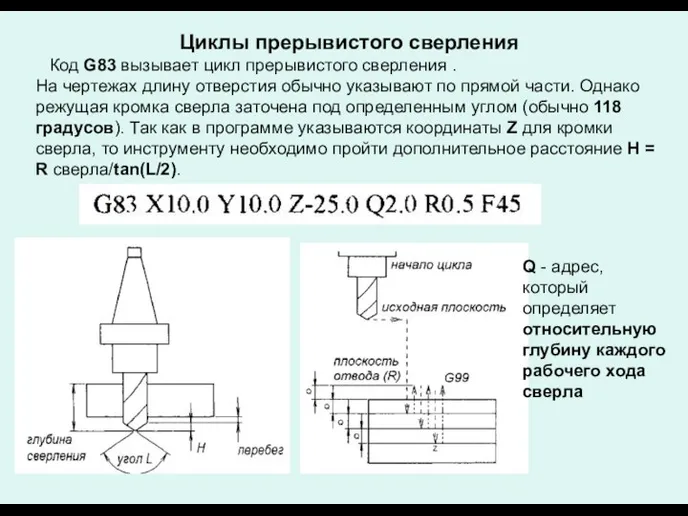
- 10. Циклы прерывистого сверления Код G83 вызывает цикл прерывистого сверления . На чертежах длину отверстия обычно указывают
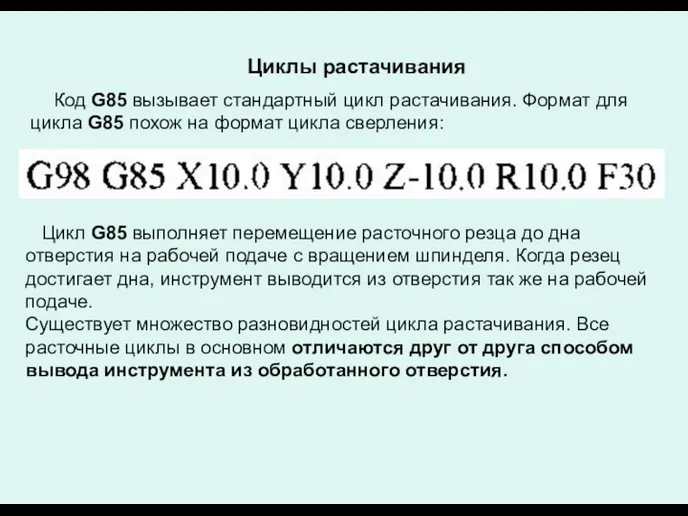
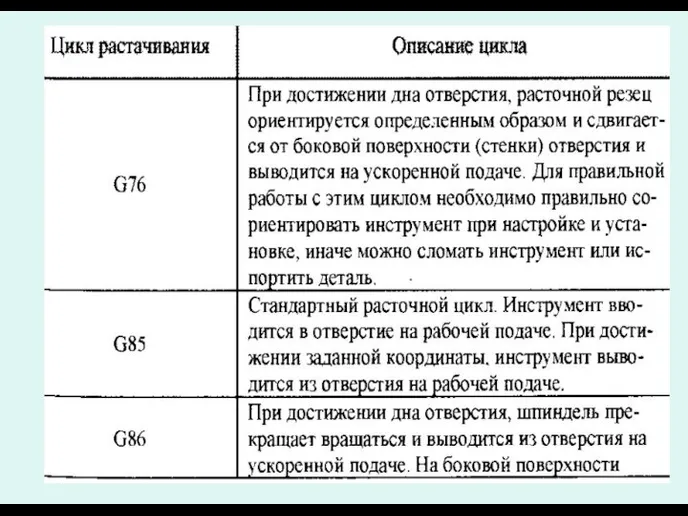
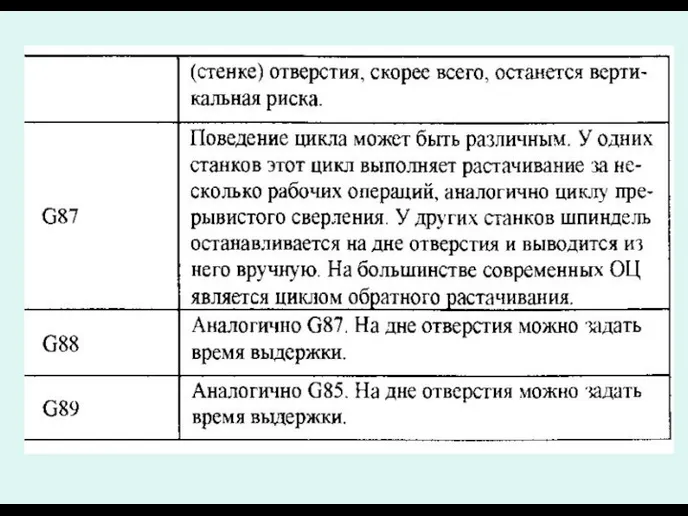
- 11. Циклы растачивания Код G85 вызывает стандартный цикл растачивания. Формат для цикла G85 похож на формат цикла
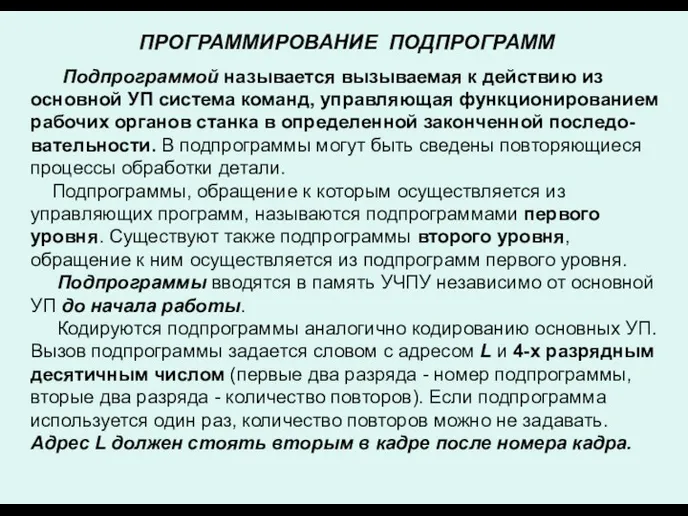
- 14. ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ Подпрограммой называется вызываемая к действию из основной УП система команд, управляющая функционированием рабочих органов
- 15. Если УП содержит часто повторяемое действие или работает по определенному шаблону, то использование подпрограмм позволяет упростить
- 16. Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес Р указывает на номер кадра,
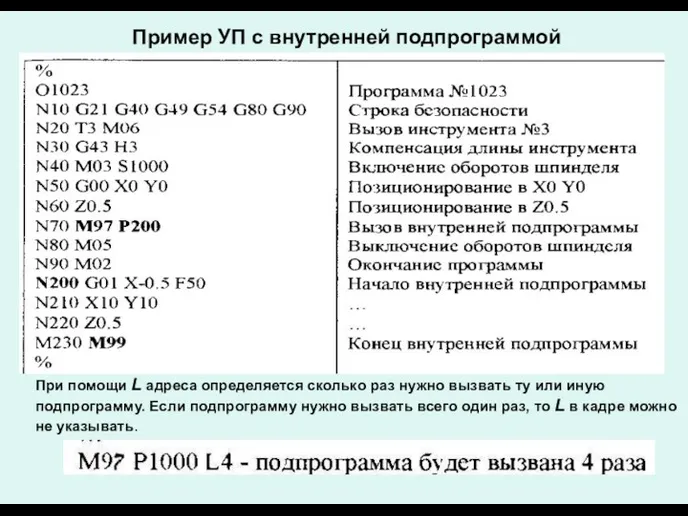
- 17. Пример УП с внутренней подпрограммой При помощи L адреса определяется сколько раз нужно вызвать ту или
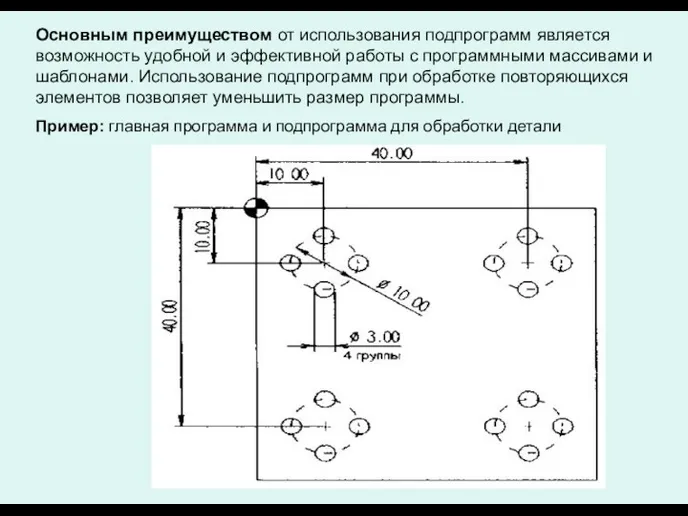
- 18. Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы с программными массивами и шаблонами.
- 19. Главная программа для позиционирования инструмента к каждой группе отверстий.
- 20. Подпрограмма для сверления 4 отверстий в одной группе
- 21. Вопросы для самоконтроля. 1. Что называют постоянными циклами в станках с ЧПУ и в чем их
- 23. Скачать презентацию

Постоянные циклы станков с ЧПУ
Постоянными циклами называются специальные макро-программы, заложенные
Постоянные циклы станков с ЧПУ
Постоянными циклами называются специальные макро-программы, заложенные
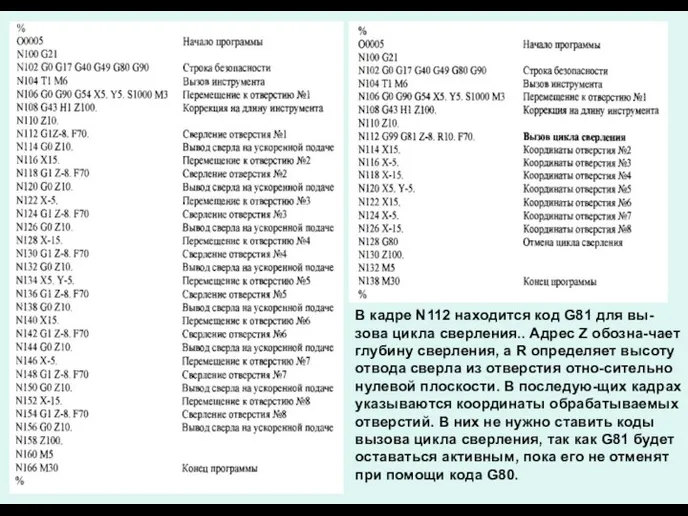
В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес
В кадре N112 находится код G81 для вы-зова цикла сверления.. Адрес
Исходная плоскость и плоскость отвода
Плоскость отвода - это координата
Исходная плоскость и плоскость отвода
Плоскость отвода - это координата
Постоянные циклы для обработки отверстий
Станки с ЧПУ могут иметь разнообразные
Постоянные циклы для обработки отверстий
Станки с ЧПУ могут иметь разнообразные
Стандартный цикл сверления
Код G81 предназначен для вызова стандартного цикла
Стандартный цикл сверления
Код G81 предназначен для вызова стандартного цикла
Постоянные циклы и их параметры являются модальными. Вызвав цикл при
Постоянные циклы и их параметры являются модальными. Вызвав цикл при
Цикл сверления с выдержкой
Вызывается при помощи команды G82. Цикл
Цикл сверления с выдержкой
Вызывается при помощи команды G82. Цикл
Циклы нарезания резьбы
Код G84 используется для вызова цикла нарезания
Циклы нарезания резьбы
Код G84 используется для вызова цикла нарезания
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления .
Циклы прерывистого сверления
Код G83 вызывает цикл прерывистого сверления .
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Формат для
Циклы растачивания
Код G85 вызывает стандартный цикл растачивания. Формат для
ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ
Подпрограммой называется вызываемая к действию из основной УП
ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ
Подпрограммой называется вызываемая к действию из основной УП
Если УП содержит часто повторяемое действие или работает по определенному
Если УП содержит часто повторяемое действие или работает по определенному
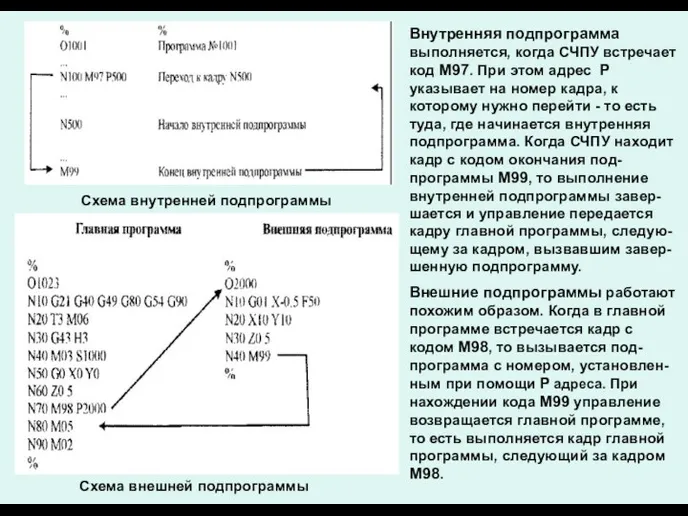
Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес
Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес
Пример УП с внутренней подпрограммой
При помощи L адреса определяется сколько
Пример УП с внутренней подпрограммой
При помощи L адреса определяется сколько
Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы
Основным преимуществом от использования подпрограмм является возможность удобной и эффективной работы
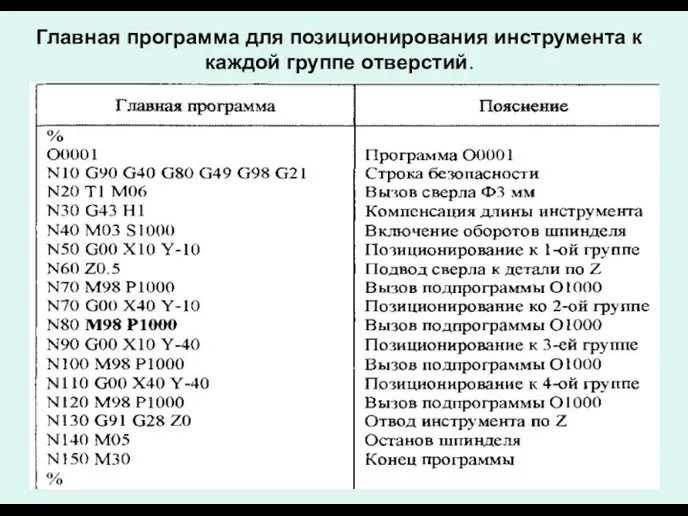
Главная программа для позиционирования инструмента к каждой группе отверстий.
Главная программа для позиционирования инструмента к каждой группе отверстий.
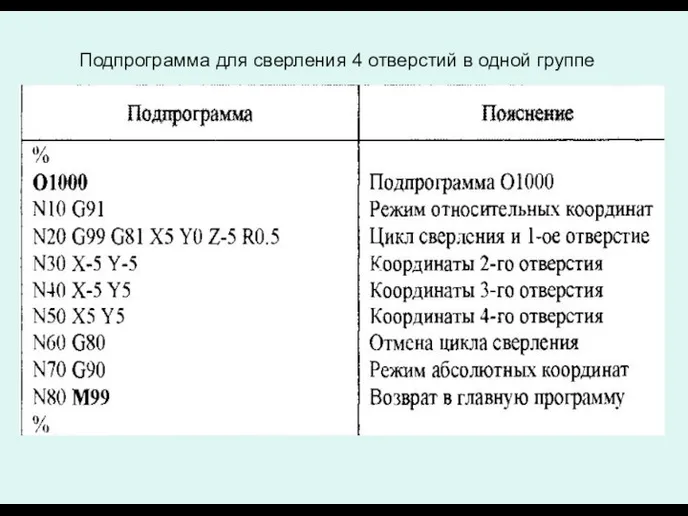
Подпрограмма для сверления 4 отверстий в одной группе
Подпрограмма для сверления 4 отверстий в одной группе
Вопросы для самоконтроля.
1. Что называют постоянными циклами в
Вопросы для самоконтроля.
1. Что называют постоянными циклами в
 Организация файлового сервера в сети предприятия АО САЗ и его администрирование
Организация файлового сервера в сети предприятия АО САЗ и его администрирование Информационные технологии. Лекция 1. Введение
Информационные технологии. Лекция 1. Введение Информационные технологии в юридической деятельности
Информационные технологии в юридической деятельности Браузеры. Наиболее популярные браузеры
Браузеры. Наиболее популярные браузеры Упрощенный приём отправлений (инструкция v.1)
Упрощенный приём отправлений (инструкция v.1) Positive and negative effects of computers
Positive and negative effects of computers Социальные сети и их возможности
Социальные сети и их возможности Поколение - Z. Школа Блогеров
Поколение - Z. Школа Блогеров Разработка информационной системы многоуровневой поддержки отделом информационных технологий
Разработка информационной системы многоуровневой поддержки отделом информационных технологий Строковые алгоритмы
Строковые алгоритмы Файлы и файловая система
Файлы и файловая система Лекция 1. Основы компьютерных сетей. История развития
Лекция 1. Основы компьютерных сетей. История развития Компьютерные технологии интеллектуальной поддержки управленческих решений
Компьютерные технологии интеллектуальной поддержки управленческих решений Управление доступом к ресурсам. Лекция 4
Управление доступом к ресурсам. Лекция 4 Основы трехмерного моделирования в Компас 3D
Основы трехмерного моделирования в Компас 3D How to Update Norton Antivirus
How to Update Norton Antivirus Проблемы с реализацией ФГИС
Проблемы с реализацией ФГИС Глобальная сеть - Интернет
Глобальная сеть - Интернет Автоматизация рабочего места секретаря директора школы
Автоматизация рабочего места секретаря директора школы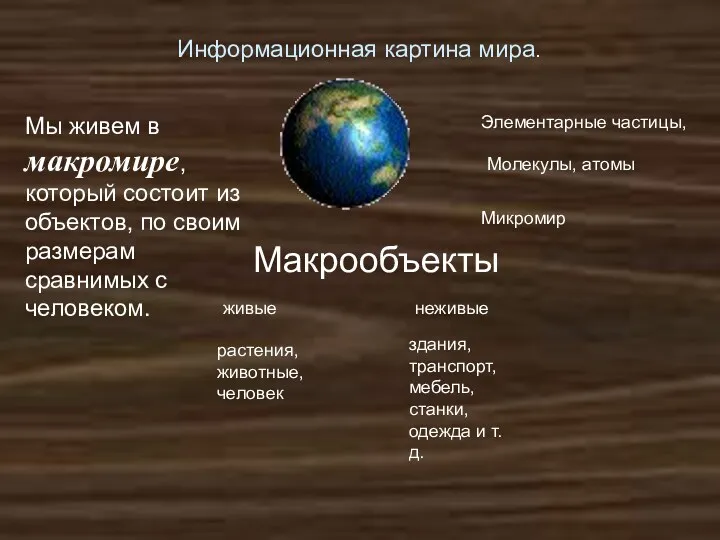 Информационная картина мира.
Информационная картина мира. Технология поиска информации в сети Интернет
Технология поиска информации в сети Интернет Занимательные задачки
Занимательные задачки Основы SQL. Практическое применение
Основы SQL. Практическое применение Носители информации (5 класс)
Носители информации (5 класс) Основи інформаційної безпеки. Основи захисту даних в комп’ютерних системах. 9 клас
Основи інформаційної безпеки. Основи захисту даних в комп’ютерних системах. 9 клас ВКР: Процесс миграции виртуальных машин в облачных центрах обработки данных с использованием методов машинного обучения
ВКР: Процесс миграции виртуальных машин в облачных центрах обработки данных с использованием методов машинного обучения C# Collections. Generic Collections
C# Collections. Generic Collections Поставки - продаж непродовольчих товарів. База даних
Поставки - продаж непродовольчих товарів. База даних