- Технология машиностроения

Содержание
- 2. Объем учебной работы по дисциплине Лекций – 72 часа Практических занятий – 18 часов Лабораторных занятий
- 3. Основная литература 1. Технология машиностроения: Учебное пособие / М.Ф.Пашкевич [и др.]; под ред. М.Ф.Пашкевича – Мн.:
- 4. Дополнительная литература 1.Технология сельскохозяйственного машиностроения: Учебное пособие / Л.М.Кожуро [и др.]; под ред. Л.М.Кожуро. – Мн.:
- 5. Методические указания 1. Методические указания к лабораторным занятиям по дисциплине "Технология машиностроения" (по 5 экз. для
- 6. ТЕМА 1. Введение. Основные понятия и определения
- 7. ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ КАК НАУКА Технология машиностроения – наука, занимающаяся изучением закономерностей процессов изготовления машин с целью
- 8. Этапы развития технологии машиностроения 1929 – 1930 г.г. – накопление отечественного и зарубежного опыта изготовления машин.
- 9. Этапы развития технологии машиностроения 1941 – 1970 г.г. отличаются интенсивным развитием технологии машиностроения, формированием научных основ
- 10. Этапы развития технологии машиностроения С 1990 – х годов по настоящее время получают дальнейшее развитие ЭВМ,
- 11. Основные понятия и определения Машина – это механизм или сумма механизмов, осуществляющих целесообразные движения для преобразования
- 12. Основные понятия и определения Если сопрягающаяся поверхность служит для присоединения данной детали к другим деталям и
- 13. Основные понятия и определения Базовые детали – это детали с базовыми поверхностями, выполняющими в сборочном соединении
- 14. Основные понятия и определения Крепежные детали могут входить в сборочные единицы любого порядка. Собранное изделие –
- 15. Основные понятия и определения Агрегат – это сборочная единица, обладающая полной взаимозаменяемостью, возможностью сборки отдельно от
- 16. Качество машины и его характеристики Качество (машины, продукции) – это совокупность свойств, обусловливающих её способность удовлетворять
- 17. Качество машины и его характеристики Безотказность – способность изделия сохранять работоспособность в течение некоторой наработки. Долговечность
- 18. Производственный процесс и его характеристика Производственный процесс – совокупность всех действий людей и орудий производства, необходимых
- 19. Производственный процесс и его характеристика В ходе технической подготовки производства технологическое проектирование составляет при мелкосерийном производстве
- 20. Тема 2. Технологический процесс и его виды. Структура ТП. Технол. документация. Типы производства
- 21. Понятие о технологическом процессе (ТП) В соответствии с ГОСТ 3.1109-82, технологический процесс – это часть производственного
- 22. Виды технологических процессов Согласно ГОСТ 3.1109-82, технологический процесс может быть проектным, рабочим, единичным, типовым, стандартным, временным,
- 23. Виды технологических процессов Маршрутный технологический процесс - ТП, содержащий сокращённое описание всех технологических операций в маршрутной
- 24. Тема 2. Структура технологического процесса
- 25. Структура технологического процесса Технологический процесс расчленяется на отдельные составные части: технологические операции, установы, позиции, переходы, ходы,
- 26. Структура технологического процесса В условиях гибкого автоматизированного производства непрерывность выполнения операции может нарушаться направлением обрабатываемых заготовок
- 27. Структура технологического процесса Позиция – отдельное фиксированное положение, занимаемое неизменно закреплённой обрабатываемой заготовкой или собираемой сборочной
- 28. Структура технологического процесса Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно
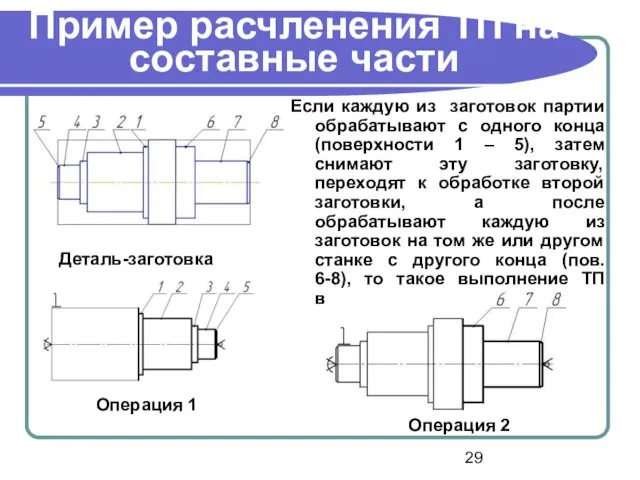
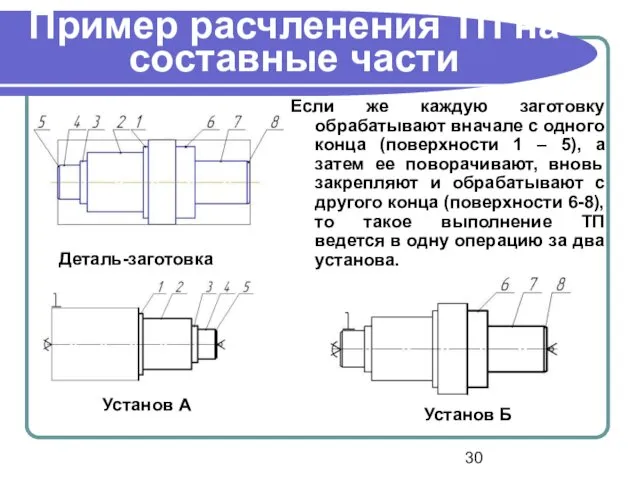
- 29. Пример расчленения ТП на составные части Если каждую из заготовок партии обрабатывают с одного конца (поверхности
- 30. Пример расчленения ТП на составные части Если же каждую заготовку обрабатывают вначале с одного конца (поверхности
- 31. Содержание работы по созданию ТП механической обработки Работа по созданию ТП механической обработки включает следующие этапы:
- 32. Содержание работы по созданию ТП механической обработки 8. определение потребности средств ТО, заказ новых средств; 9.
- 33. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего и специального назначения Документы общего
- 34. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ Документы специального назначения : Маршрутная карта содержит полное описание ТП, включая все технологические операции,
- 35. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ Документы специального назначения : Карта типового (группового) технологического процесса служит для описания технологического процесса
- 36. Тип производства, объем и программа выпуска Тип производства – классификационная категория производства, выделяемая по признакам широты
- 37. Тип производства, объем и программа выпуска Количество деталей, выпускаемых в год, определяется по следующей зависимости: где
- 38. Характеристика единичного производства Единичное производство характеризуется широкой номенклатурой и малым объемом выпуска одинаковых изготавливаемых или ремонтируемых
- 39. Характеристика массового производства Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых или
- 40. Характеристика серийного производства Серийное производство характеризуется признаками: изделия изготавливаются сериями, обработка деталей ведется повторяющимися партиями; операции
- 41. Типы серийного производства В зависимости от количества изделий в партии (серии) различают мелкосерийное, среднесерийное и крупносерийное
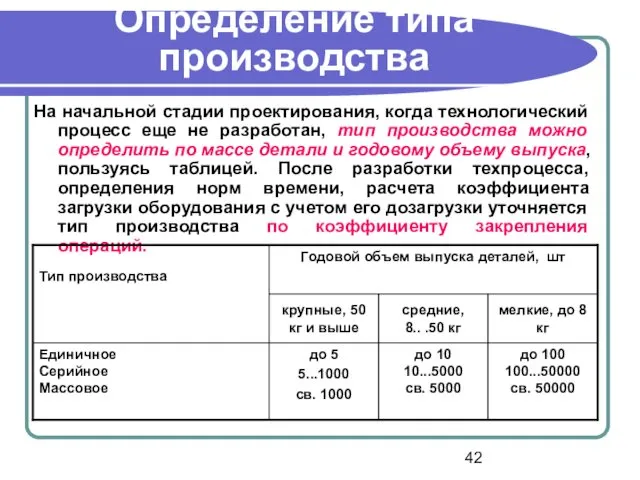
- 42. Определение типа производства На начальной стадии проектирования, когда технологический процесс еще не разработан, тип производства можно
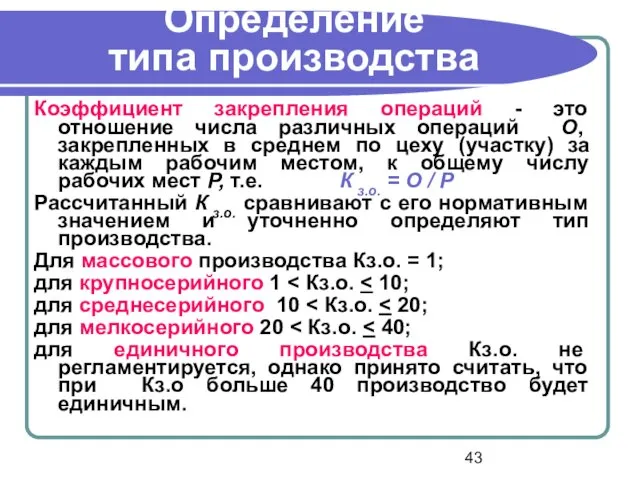
- 43. Определение типа производства Коэффициент закрепления операций - это отношение числа различных операций О, закрепленных в среднем
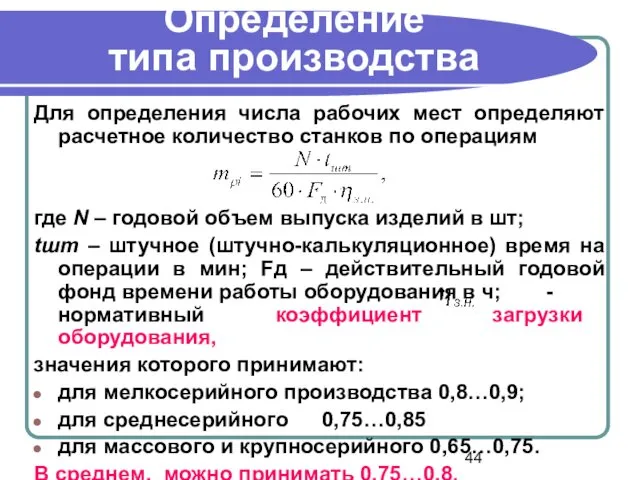
- 44. Определение типа производства Для определения числа рабочих мест определяют расчетное количество станков по операциям где N
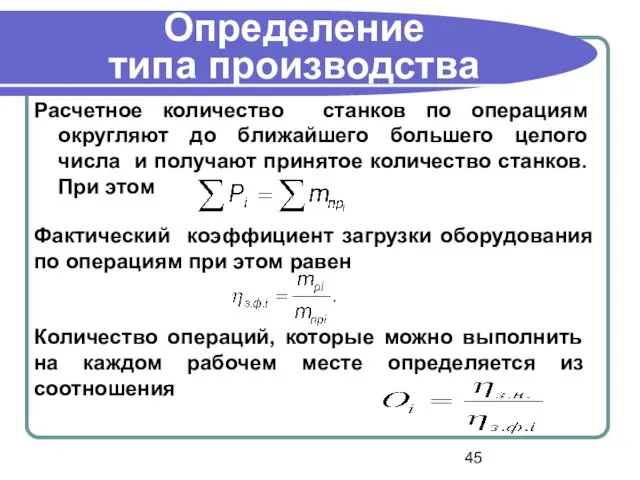
- 45. Определение типа производства Расчетное количество станков по операциям округляют до ближайшего большего целого числа и получают
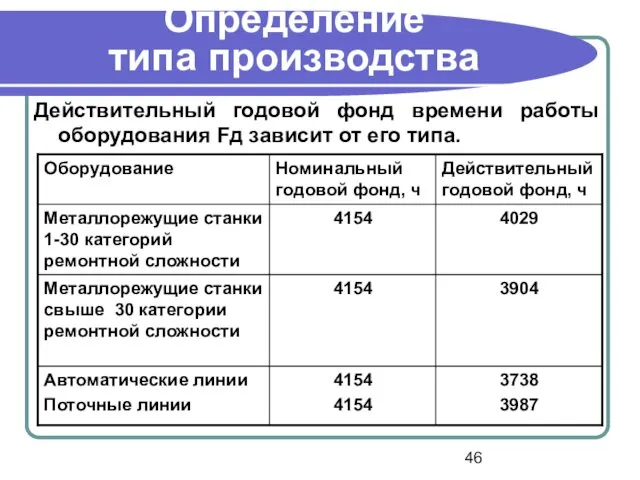
- 46. Определение типа производства Действительный годовой фонд времени работы оборудования Fд зависит от его типа.
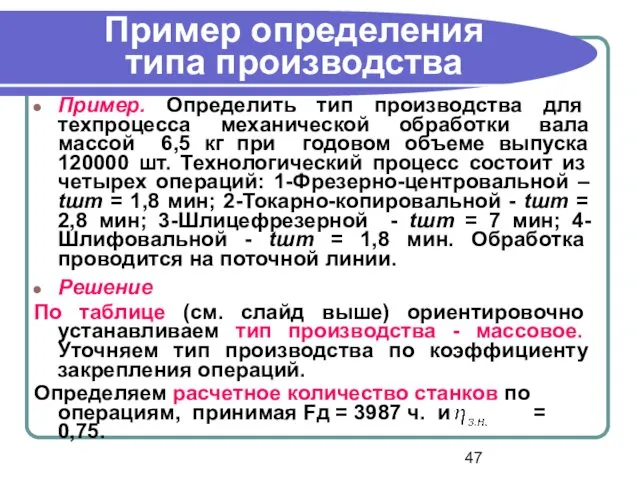
- 47. Пример определения типа производства Пример. Определить тип производства для техпроцесса механической обработки вала массой 6,5 кг
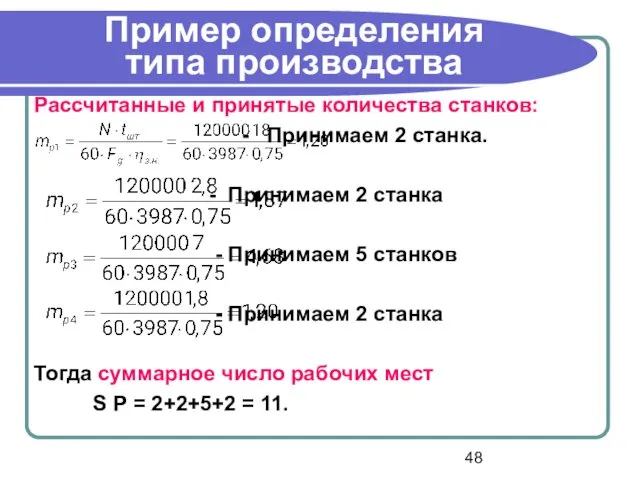
- 48. Пример определения типа производства Рассчитанные и принятые количества станков: - Принимаем 2 станка. - Принимаем 2
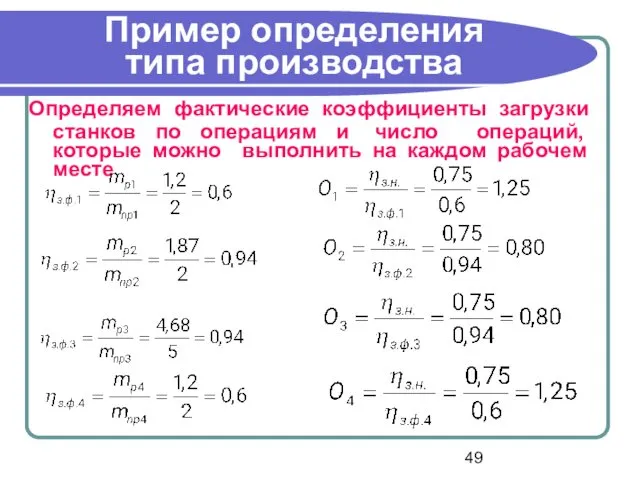
- 49. Пример определения типа производства Определяем фактические коэффициенты загрузки станков по операциям и число операций, которые можно
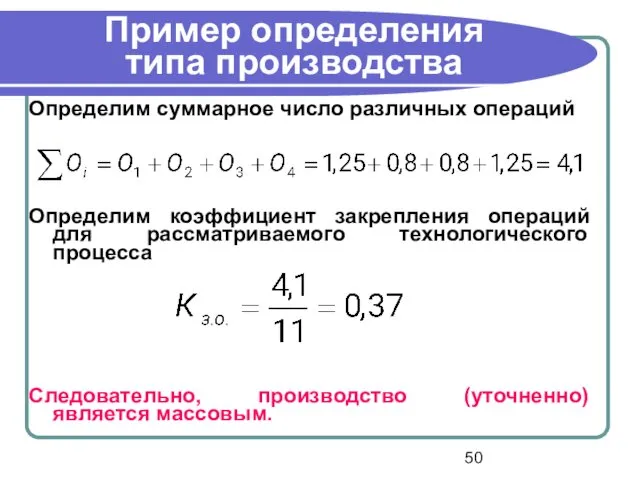
- 50. Пример определения типа производства Определим суммарное число различных операций Определим коэффициент закрепления операций для рассматриваемого технологического
- 51. Дифференциация и концентрация ТП Можно разрабатывать различные варианты ТП, равноценные с точки зрения технологических требований к
- 53. Скачать презентацию
Объем учебной работы по дисциплине
Лекций – 72 часа
Практических занятий – 18
Объем учебной работы по дисциплине
Лекций – 72 часа
Практических занятий – 18
Основная литература
1. Технология машиностроения: Учебное пособие / М.Ф.Пашкевич [и др.];
Основная литература
1. Технология машиностроения: Учебное пособие / М.Ф.Пашкевич [и др.];
Дополнительная литература
1.Технология сельскохозяйственного машиностроения: Учебное пособие / Л.М.Кожуро [и др.];
Дополнительная литература
1.Технология сельскохозяйственного машиностроения: Учебное пособие / Л.М.Кожуро [и др.];
Методические указания
1. Методические указания к лабораторным занятиям по дисциплине
Методические указания
1. Методические указания к лабораторным занятиям по дисциплине
ТЕМА 1. Введение. Основные понятия и определения
ТЕМА 1. Введение. Основные понятия и определения
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ КАК НАУКА
Технология машиностроения – наука, занимающаяся изучением закономерностей процессов
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ КАК НАУКА
Технология машиностроения – наука, занимающаяся изучением закономерностей процессов
Этапы развития технологии машиностроения
1929 – 1930 г.г. – накопление отечественного
Этапы развития технологии машиностроения
1929 – 1930 г.г. – накопление отечественного
Этапы развития технологии машиностроения
1941 – 1970 г.г. отличаются интенсивным развитием технологии
Этапы развития технологии машиностроения
1941 – 1970 г.г. отличаются интенсивным развитием технологии
Этапы развития технологии машиностроения
С 1990 – х годов по настоящее время
Этапы развития технологии машиностроения
С 1990 – х годов по настоящее время
Основные понятия и определения
Машина – это механизм или сумма механизмов, осуществляющих
Основные понятия и определения
Машина – это механизм или сумма механизмов, осуществляющих
Основные понятия и определения
Если сопрягающаяся поверхность служит для присоединения данной детали
Основные понятия и определения
Если сопрягающаяся поверхность служит для присоединения данной детали
Основные понятия и определения
Базовые детали – это детали с базовыми поверхностями,
Основные понятия и определения
Базовые детали – это детали с базовыми поверхностями,
Основные понятия и определения
Крепежные детали могут входить в сборочные единицы любого
Основные понятия и определения
Крепежные детали могут входить в сборочные единицы любого
Основные понятия и определения
Агрегат – это сборочная единица, обладающая полной взаимозаменяемостью,
Основные понятия и определения
Агрегат – это сборочная единица, обладающая полной взаимозаменяемостью,
Качество машины и его характеристики
Качество (машины, продукции) – это совокупность свойств,
Качество машины и его характеристики
Качество (машины, продукции) – это совокупность свойств,
Качество машины и его характеристики
Безотказность – способность изделия сохранять работоспособность в
Качество машины и его характеристики
Безотказность – способность изделия сохранять работоспособность в
Производственный процесс и его характеристика
Производственный процесс – совокупность всех действий людей
Производственный процесс и его характеристика
Производственный процесс – совокупность всех действий людей
Производственный процесс и его характеристика
В ходе технической подготовки производства технологическое проектирование
Производственный процесс и его характеристика
В ходе технической подготовки производства технологическое проектирование
Тема 2. Технологический процесс и его виды. Структура ТП. Технол. документация.
Тема 2. Технологический процесс и его виды. Структура ТП. Технол. документация.
Понятие о технологическом процессе (ТП)
В соответствии с ГОСТ 3.1109-82, технологический процесс
Понятие о технологическом процессе (ТП)
В соответствии с ГОСТ 3.1109-82, технологический процесс
Виды технологических процессов
Согласно ГОСТ 3.1109-82, технологический процесс может быть проектным, рабочим,
Виды технологических процессов
Согласно ГОСТ 3.1109-82, технологический процесс может быть проектным, рабочим,
Виды технологических процессов
Маршрутный технологический процесс - ТП, содержащий сокращённое описание всех
Виды технологических процессов
Маршрутный технологический процесс - ТП, содержащий сокращённое описание всех
Тема 2. Структура технологического процесса
Тема 2. Структура технологического процесса
Структура технологического процесса
Технологический процесс расчленяется на отдельные составные части: технологические операции,
Структура технологического процесса
Технологический процесс расчленяется на отдельные составные части: технологические операции,
Структура технологического процесса
В условиях гибкого автоматизированного производства непрерывность выполнения операции может
Структура технологического процесса
В условиях гибкого автоматизированного производства непрерывность выполнения операции может
Структура технологического процесса
Позиция – отдельное фиксированное положение, занимаемое неизменно закреплённой обрабатываемой
Структура технологического процесса
Позиция – отдельное фиксированное положение, занимаемое неизменно закреплённой обрабатываемой
Структура технологического процесса
Рабочий ход - законченная часть технологического перехода, состоящая из
Структура технологического процесса
Рабочий ход - законченная часть технологического перехода, состоящая из
Пример расчленения ТП на составные части
Если каждую из заготовок партии обрабатывают
Пример расчленения ТП на составные части
Если каждую из заготовок партии обрабатывают
Пример расчленения ТП на составные части
Если же каждую заготовку обрабатывают вначале
Пример расчленения ТП на составные части
Если же каждую заготовку обрабатывают вначале
Содержание работы по созданию ТП механической обработки
Работа по созданию ТП
Содержание работы по созданию ТП механической обработки
Работа по созданию ТП
Содержание работы по созданию ТП механической обработки
8. определение потребности средств
Содержание работы по созданию ТП механической обработки
8. определение потребности средств
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Карта типового (группового) технологического процесса служит для
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Карта типового (группового) технологического процесса служит для
Тип производства, объем и программа выпуска
Тип производства – классификационная категория производства,
Тип производства, объем и программа выпуска
Тип производства – классификационная категория производства,
Тип производства, объем и программа выпуска
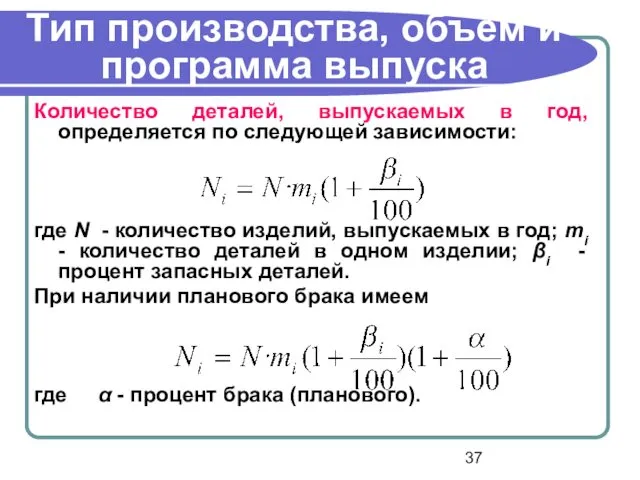
Количество деталей, выпускаемых в год, определяется
Тип производства, объем и программа выпуска
Количество деталей, выпускаемых в год, определяется
Характеристика
единичного производства
Единичное производство характеризуется широкой номенклатурой и малым объемом выпуска
Характеристика
единичного производства
Единичное производство характеризуется широкой номенклатурой и малым объемом выпуска
Характеристика
массового производства
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска
Характеристика
массового производства
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска
Характеристика
серийного производства
Серийное производство характеризуется признаками:
изделия изготавливаются сериями, обработка деталей
Характеристика
серийного производства
Серийное производство характеризуется признаками:
изделия изготавливаются сериями, обработка деталей
Типы серийного производства
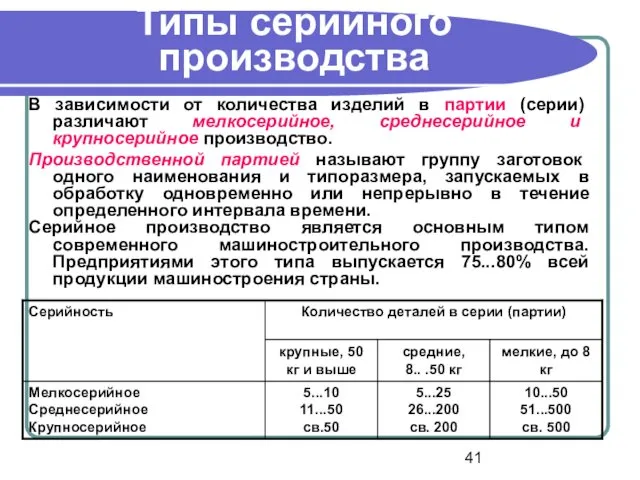
В зависимости от количества изделий в партии (серии) различают
Типы серийного производства
В зависимости от количества изделий в партии (серии) различают
Определение типа производства
На начальной стадии проектирования, когда технологический процесс еще не
Определение типа производства
На начальной стадии проектирования, когда технологический процесс еще не
Определение
типа производства
Коэффициент закрепления операций - это отношение числа различных операций
Определение
типа производства
Коэффициент закрепления операций - это отношение числа различных операций
Определение
типа производства
Для определения числа рабочих мест определяют расчетное количество станков
Определение
типа производства
Для определения числа рабочих мест определяют расчетное количество станков
Определение
типа производства
Расчетное количество станков по операциям округляют до ближайшего большего
Определение
типа производства
Расчетное количество станков по операциям округляют до ближайшего большего
Определение
типа производства
Действительный годовой фонд времени работы оборудования Fд зависит от
Определение
типа производства
Действительный годовой фонд времени работы оборудования Fд зависит от
Пример определения
типа производства
Пример. Определить тип производства для техпроцесса механической обработки
Пример определения
типа производства
Пример. Определить тип производства для техпроцесса механической обработки
Пример определения
типа производства
Рассчитанные и принятые количества станков:
- Принимаем 2
Пример определения
типа производства
Рассчитанные и принятые количества станков:
- Принимаем 2
Пример определения
типа производства
Определяем фактические коэффициенты загрузки станков по операциям и
Пример определения
типа производства
Определяем фактические коэффициенты загрузки станков по операциям и
Пример определения
типа производства
Определим суммарное число различных операций
Определим коэффициент закрепления операций
Пример определения
типа производства
Определим суммарное число различных операций
Определим коэффициент закрепления операций
Дифференциация и концентрация ТП
Можно разрабатывать различные варианты ТП, равноценные с
Дифференциация и концентрация ТП
Можно разрабатывать различные варианты ТП, равноценные с
 Количество информации
Количество информации Developing Real Time Application
Developing Real Time Application Введение в статистику. Общие сведения, история, факты, анализ медицинских данных, статистические программы
Введение в статистику. Общие сведения, история, факты, анализ медицинских данных, статистические программы Развитие технологий соединения компьютеров в локальной сети
Развитие технологий соединения компьютеров в локальной сети Этика и философия искусственного интеллекта
Этика и философия искусственного интеллекта MS Excel – кестелік процессоры
MS Excel – кестелік процессоры Анімація. Переміщення по кадрах. Шкала часу. Попередній перегляд анімації. Урок №16
Анімація. Переміщення по кадрах. Шкала часу. Попередній перегляд анімації. Урок №16 Системы счисления
Системы счисления Объектно-ориентированное программирование
Объектно-ориентированное программирование Конспект урока по теме Создание и редактирование диаграмм в среде Excel
Конспект урока по теме Создание и редактирование диаграмм в среде Excel Перегрузка операторов
Перегрузка операторов Практична робота №5 Створення анімованих моделей явищ та процесів
Практична робота №5 Створення анімованих моделей явищ та процесів Разработка веб-форм
Разработка веб-форм Рекурсивті тәртіптерді анықтау және GNU. Prolog қолдану
Рекурсивті тәртіптерді анықтау және GNU. Prolog қолдану Блоги и мы. ИКТ в Sillamäe Vanalinna Kool
Блоги и мы. ИКТ в Sillamäe Vanalinna Kool Use native methods judiciously. (Item 54,55,56)
Use native methods judiciously. (Item 54,55,56) Технологический процесс тестирования. Тестовые артефакты. (Занятие 5)
Технологический процесс тестирования. Тестовые артефакты. (Занятие 5) Компьютерная графика
Компьютерная графика Программное обеспечение. Основы построения баз данных. (Лекция 8)
Программное обеспечение. Основы построения баз данных. (Лекция 8) Системы счисления. Двоичная, восьмеричная, шестнадцатеричная
Системы счисления. Двоичная, восьмеричная, шестнадцатеричная Исключения в Python
Исключения в Python Основы кибербезопасности
Основы кибербезопасности Operators, delegates and events
Operators, delegates and events Роль ников в Интернете
Роль ников в Интернете Розбирання ноутбука MSI
Розбирання ноутбука MSI Современные направления проверки правильности программ (лекция 9 )
Современные направления проверки правильности программ (лекция 9 ) Детская деревня-SOS. Программа укрепления семьи
Детская деревня-SOS. Программа укрепления семьи История электронной почты. Создание и развитие email
История электронной почты. Создание и развитие email