- Иерархия организации корпоративной логистической системы

Содержание
- 2. Логистическая миссия – (логистический микс) – обеспечение нужного продукта в требуемом количестве и заданного качества в
- 3. Основные логистические стратегии
- 4. Основные логистические концепции (технологии)
- 5. Блок-схема модуля MRPI
- 6. Виды отчетов в системе MRP
- 7. Логика работы MRP - модуля Входные данные: MPS – документ, в котором расписано, сколько единиц конечного
- 8. График заказов на закупку /производство материалов и комплектующих – документ, описывающий, какое количество сырья материалов, комплектующих
- 9. Составляется таблица общих потребностей в материалах и комплектующих: 1.1. Древовидная структура состава изделия разворачивается в линейный
- 10. Пример расчета чистой потребности в материалах (MRP) Состав изделия Иерархия Данные о запасах Основной производственный план
- 11. План потребности в материалах
- 12. Входная информация: Составленный MRP-модулем график заказов на закупку (POS) Данные о имеющихся мощностях – документ, максимально
- 13. Исходящая информация На основе анализа исходной информации модуль определяет необходимые для выполнения производственного графика мощности, сравнивает
- 14. Cхема функционирования системы MRPII
- 15. Пример исходных данных для DRP- системы
- 16. Cхема требований DRP для центрального склада готовой продукции завода
- 17. Укрупненная схема ERP-системы
- 18. Конфигурация CSRP-системы
- 19. Виды канбанов
- 20. Пример функционирования системы KANBAN
- 21. Балансировка и сглаживание Время такта= рабочее время в 1 день/ спрос за 1 день Кол-во рабочих
- 22. Семь видов потерь перепроизводство, запасы, транспортировка, дефекты (брак), потери при обработке, потери при выполнении операций, простои
- 23. Трансформация производственного процесса в Lean production
- 24. Типы производственного процесса 1. Поточное производство (один техн. маршрут) 1.1. Непрерывный поток (ограниченное количество видов сырья,
- 25. Стратегии позиционирования готовой продукции 1) Make to stock (Производство на склад) Задача: Поставка типовой продукции ограниченной
- 26. Иллюстрация применения правила RBR
- 27. Система возобновления заказа с фиксированной периодичностью
- 28. Точка возобновления заказа и зависимый спрос
- 30. Скачать презентацию
Логистическая миссия – (логистический микс) – обеспечение нужного продукта в требуемом
Логистическая миссия – (логистический микс) – обеспечение нужного продукта в требуемом
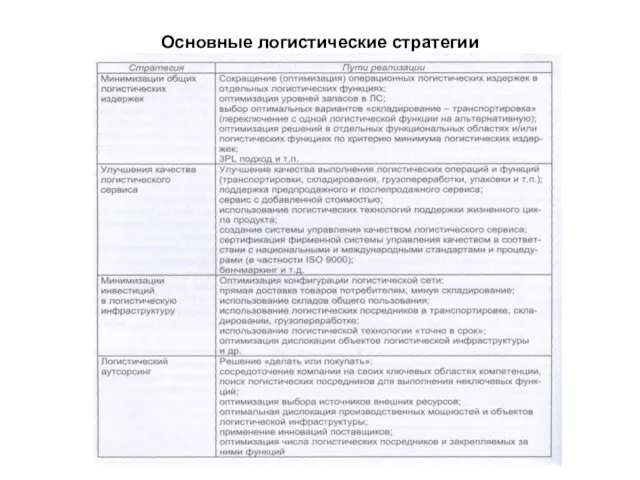
Основные логистические стратегии
Основные логистические стратегии
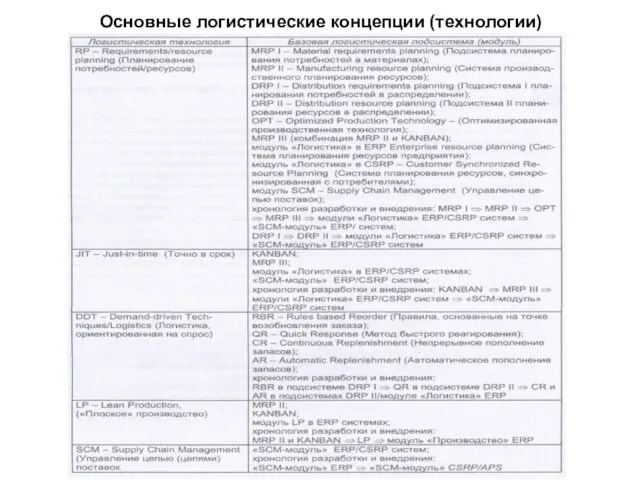
Основные логистические концепции (технологии)
Основные логистические концепции (технологии)
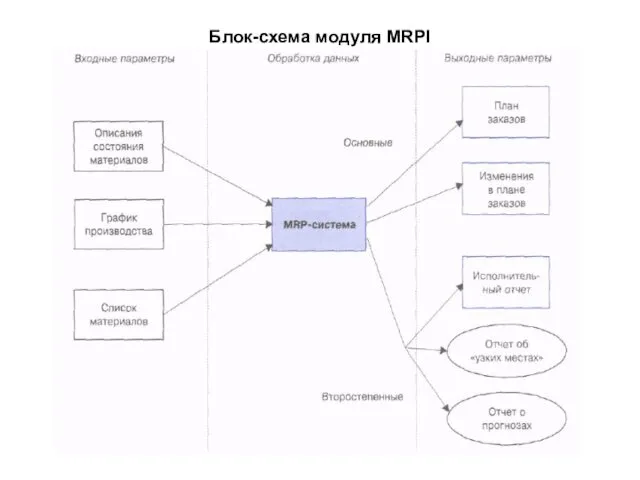
Блок-схема модуля MRPI
Блок-схема модуля MRPI
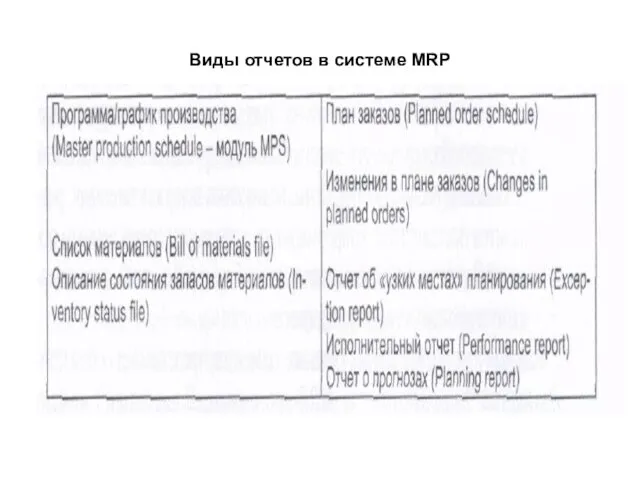
Виды отчетов в системе MRP
Виды отчетов в системе MRP
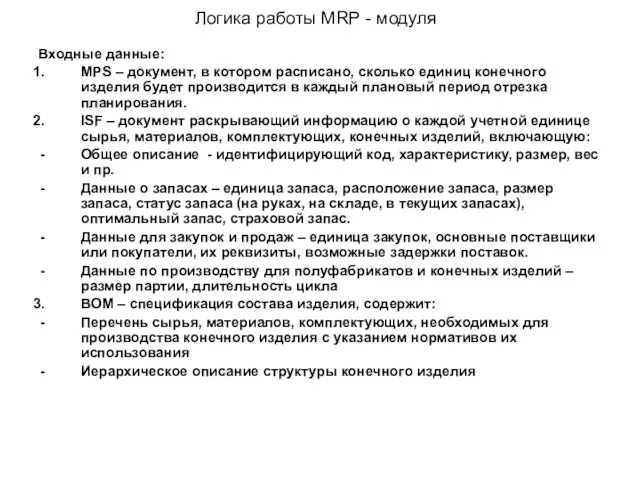
Логика работы MRP - модуля
Входные данные:
MPS – документ, в котором расписано,
Логика работы MRP - модуля
Входные данные:
MPS – документ, в котором расписано,
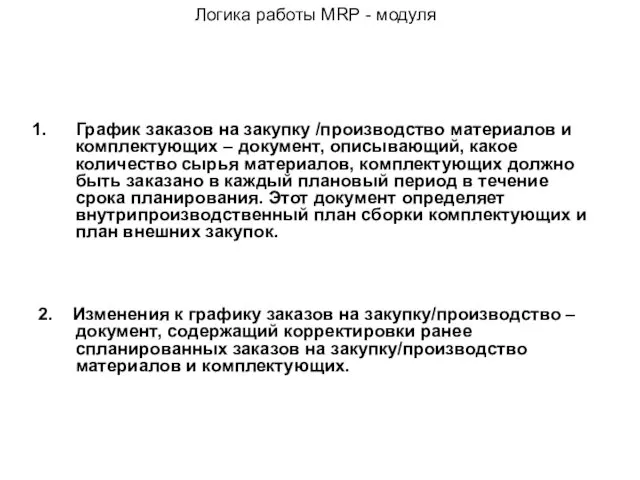
График заказов на закупку /производство материалов и комплектующих – документ, описывающий,
График заказов на закупку /производство материалов и комплектующих – документ, описывающий,
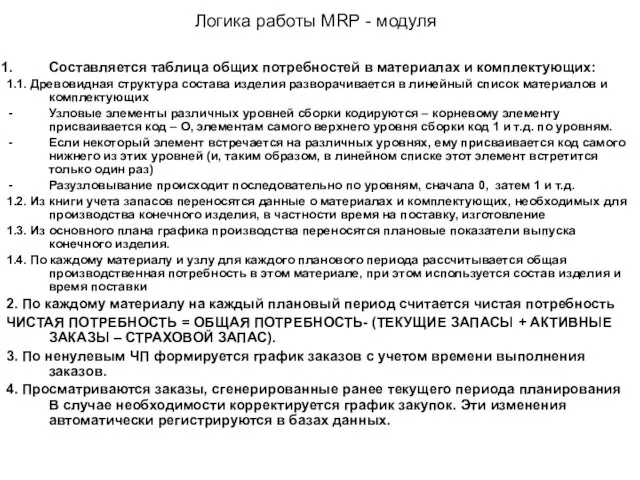
Составляется таблица общих потребностей в материалах и комплектующих:
1.1. Древовидная структура состава
Составляется таблица общих потребностей в материалах и комплектующих:
1.1. Древовидная структура состава
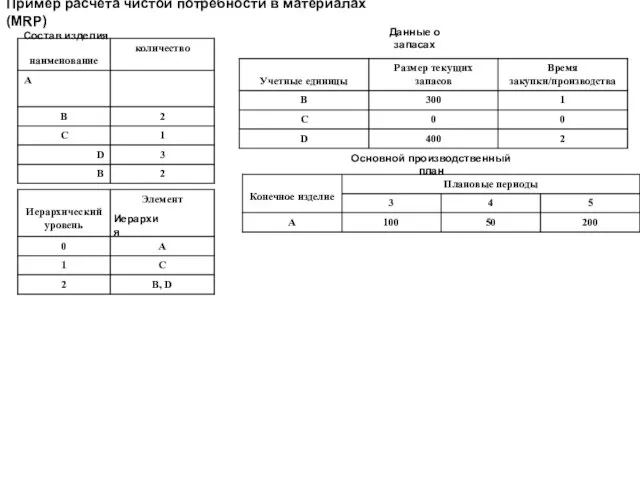
Пример расчета чистой потребности в материалах (MRP)
Состав изделия
Иерархия
Данные о запасах
Основной
Пример расчета чистой потребности в материалах (MRP)
Состав изделия
Иерархия
Данные о запасах
Основной
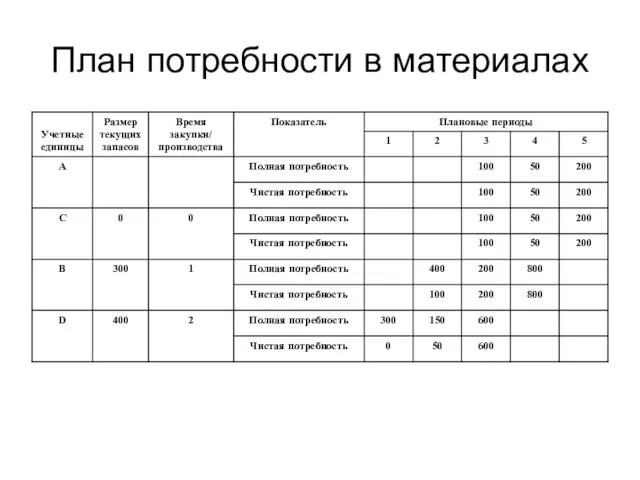
План потребности в материалах
План потребности в материалах
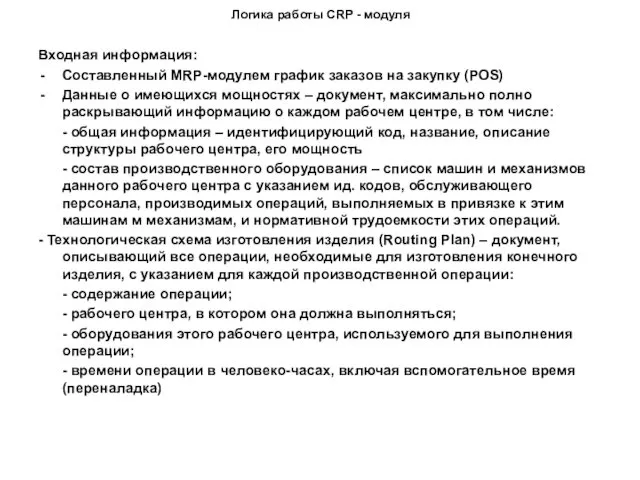
Входная информация:
Составленный MRP-модулем график заказов на закупку (POS)
Данные о имеющихся мощностях
Входная информация:
Составленный MRP-модулем график заказов на закупку (POS)
Данные о имеющихся мощностях
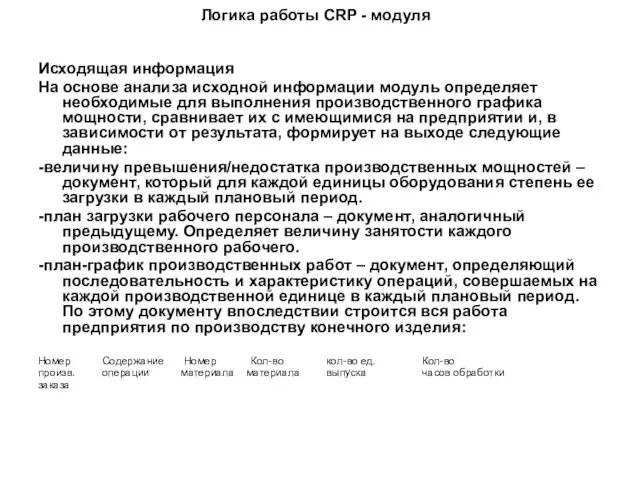
Исходящая информация
На основе анализа исходной информации модуль определяет необходимые для выполнения
Исходящая информация
На основе анализа исходной информации модуль определяет необходимые для выполнения

Cхема функционирования системы MRPII
Cхема функционирования системы MRPII
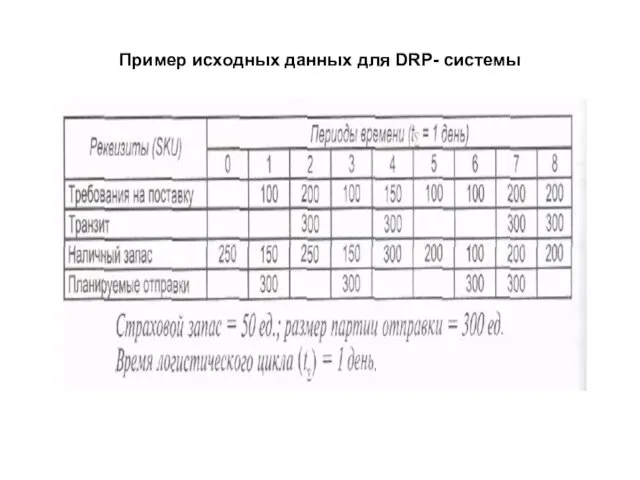
Пример исходных данных для DRP- системы
Пример исходных данных для DRP- системы
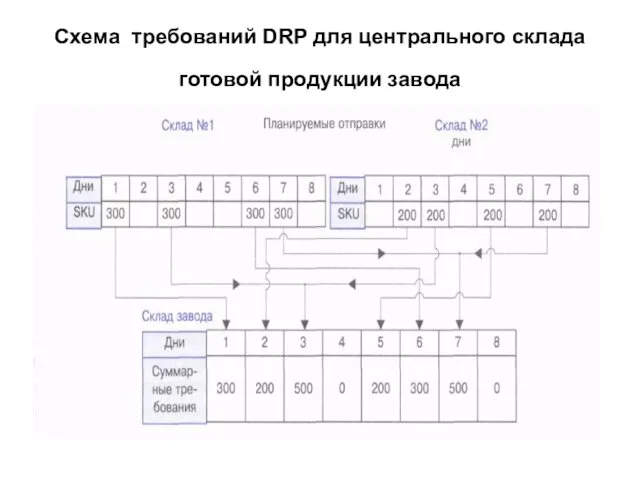
Cхема требований DRP для центрального склада готовой продукции завода
Cхема требований DRP для центрального склада готовой продукции завода
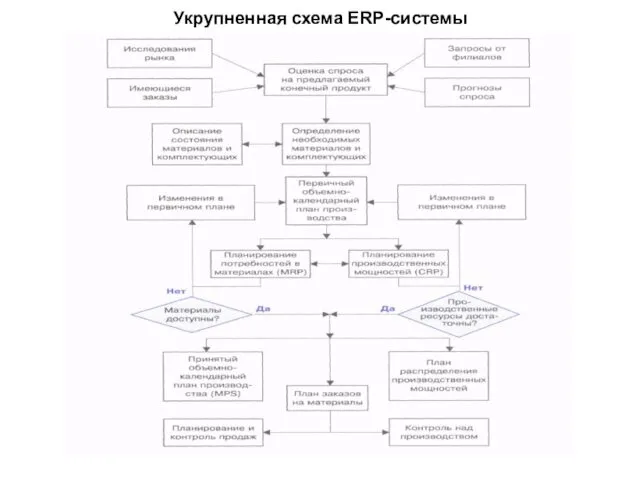
Укрупненная схема ERP-системы
Укрупненная схема ERP-системы

Конфигурация CSRP-системы
Конфигурация CSRP-системы
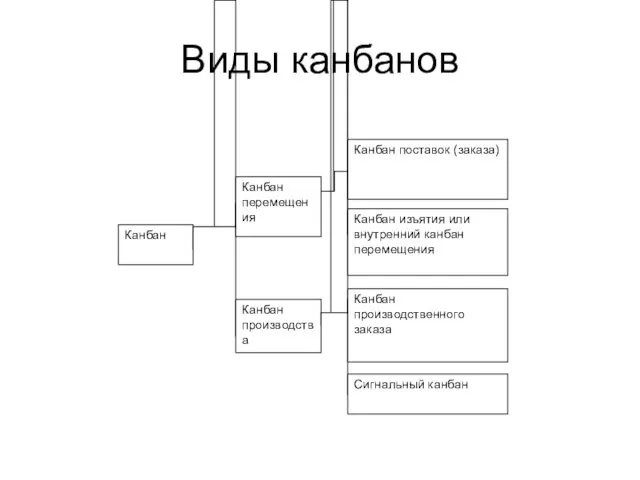
Виды канбанов
Виды канбанов

Пример функционирования системы KANBAN
Пример функционирования системы KANBAN
Балансировка и сглаживание
Время такта= рабочее время в 1 день/ спрос за
Балансировка и сглаживание
Время такта= рабочее время в 1 день/ спрос за
Семь видов потерь
перепроизводство,
запасы,
транспортировка,
дефекты (брак),
потери при обработке,
потери
Семь видов потерь
перепроизводство,
запасы,
транспортировка,
дефекты (брак),
потери при обработке,
потери
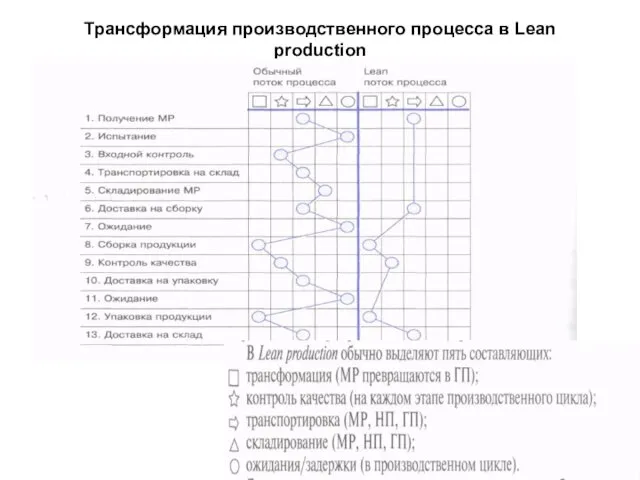
Трансформация производственного процесса в Lean production
Трансформация производственного процесса в Lean production
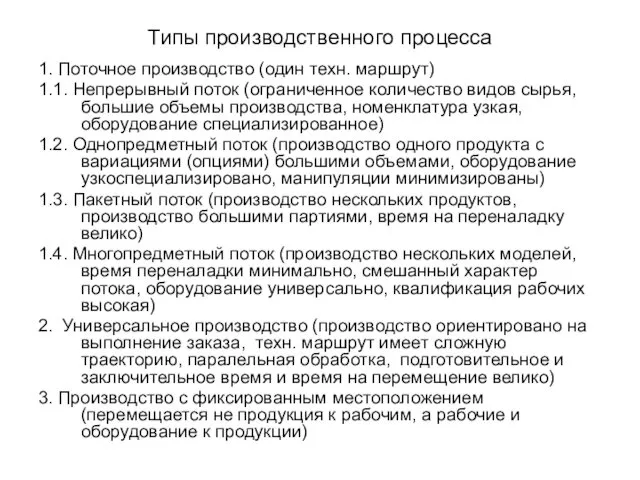
Типы производственного процесса
1. Поточное производство (один техн. маршрут)
1.1. Непрерывный поток (ограниченное
Типы производственного процесса
1. Поточное производство (один техн. маршрут)
1.1. Непрерывный поток (ограниченное
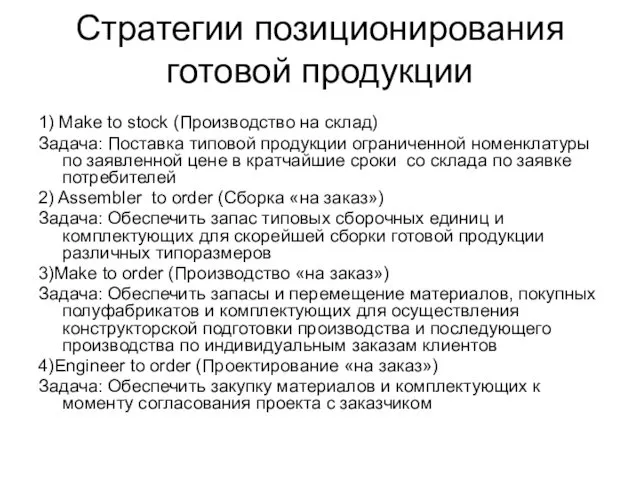
Стратегии позиционирования готовой продукции
1) Make to stock (Производство на склад)
Задача: Поставка
Стратегии позиционирования готовой продукции
1) Make to stock (Производство на склад)
Задача: Поставка
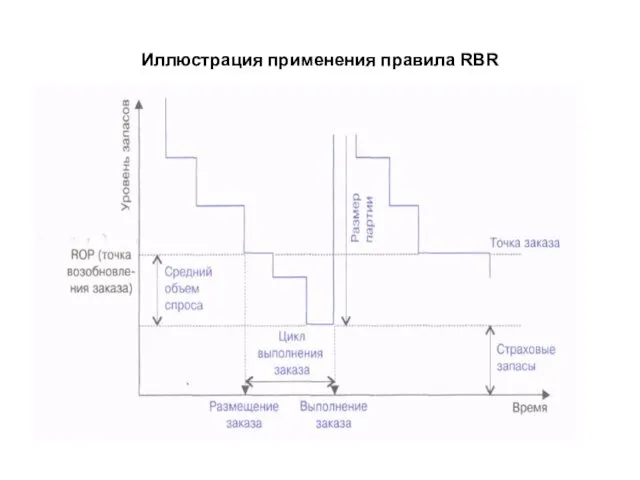
Иллюстрация применения правила RBR
Иллюстрация применения правила RBR
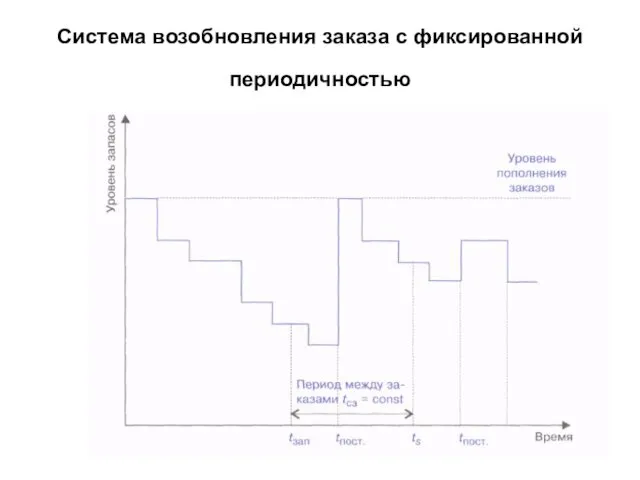
Система возобновления заказа с фиксированной периодичностью
Система возобновления заказа с фиксированной периодичностью
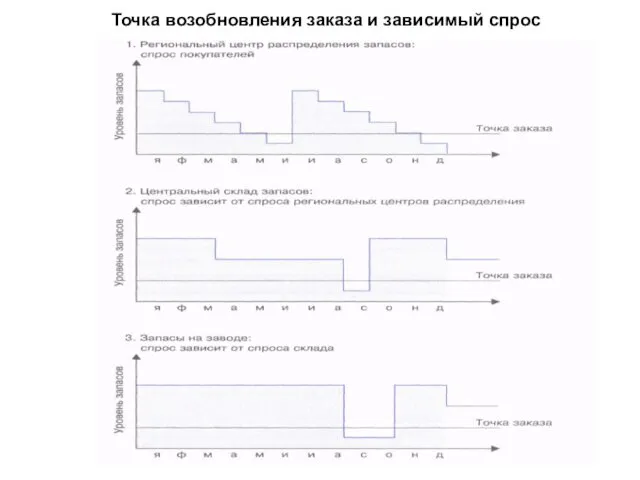
Точка возобновления заказа и зависимый спрос
Точка возобновления заказа и зависимый спрос
 Анализ и совершенствование системы управления персоналом предприятия (на материалах ООО Смарт бара Killfish)
Анализ и совершенствование системы управления персоналом предприятия (на материалах ООО Смарт бара Killfish) Профессиональные компетенции государственных и муниципальных служащих
Профессиональные компетенции государственных и муниципальных служащих Структура управления организацией
Структура управления организацией Коллектив и личность, как объект и субъект управления
Коллектив и личность, как объект и субъект управления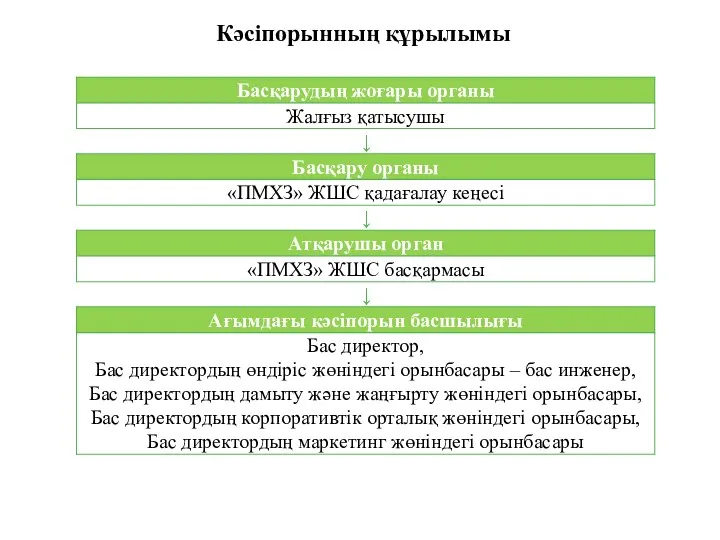 Кәсіпорынның құрылымы
Кәсіпорынның құрылымы Удосконалення мотиваційного механізму управління персоналом
Удосконалення мотиваційного механізму управління персоналом Официально-деловой стиль речи
Официально-деловой стиль речи Логистика предприятия, склада. Транспортная логистика. Логистика закупок. Управление запасами
Логистика предприятия, склада. Транспортная логистика. Логистика закупок. Управление запасами Анализ и оценка корпоративных рисков
Анализ и оценка корпоративных рисков Экономическая эффективность в IT. Кризисное управление в IT
Экономическая эффективность в IT. Кризисное управление в IT Теория принятия решений в условиях риска и неопределенности
Теория принятия решений в условиях риска и неопределенности Логистика ғылым ретінде дамуы және оның тәжірбиеде жүзеге асыру
Логистика ғылым ретінде дамуы және оның тәжірбиеде жүзеге асыру Формулирование стратегии на различных уровнях организации
Формулирование стратегии на различных уровнях организации Confidential Burgers Inc
Confidential Burgers Inc Организация управления рисками
Организация управления рисками Кадровая политика организации организации - основа формирования стратегии управления персоналом
Кадровая политика организации организации - основа формирования стратегии управления персоналом Material pentru lucrări de laborator la cursul “Management proiecte”
Material pentru lucrări de laborator la cursul “Management proiecte” Анкеты РТК
Анкеты РТК Timeline
Timeline Управление изменениями. Роль изменений в развитии организации: значение, проблемы, предпосылки
Управление изменениями. Роль изменений в развитии организации: значение, проблемы, предпосылки Типы организационных структур
Типы организационных структур Ведение переговоров и управление конфликтом во время изменений на рынке недвижимости
Ведение переговоров и управление конфликтом во время изменений на рынке недвижимости ООО Пожарная Сертификационная Компания
ООО Пожарная Сертификационная Компания Класифікація проблем організаційного управління (частина 1)
Класифікація проблем організаційного управління (частина 1) Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург)
Совершенствование качества обслуживая пассажиров АО Авиакомпании Россия в аэропорту Пулково (Санкт- Петербург) Совершенствование системы менеджмента организации ИП Граф П.И
Совершенствование системы менеджмента организации ИП Граф П.И Информация в международном бенчмаркинге
Информация в международном бенчмаркинге Условия питания и методы обслуживания. Виды деятельности ресторанов
Условия питания и методы обслуживания. Виды деятельности ресторанов